
تواجه خدمات طحن النحاس باستخدام الحاسب الآلي في كثير من الأحيان صعوبات كبيرة مثل التصاق أداة النحاس النقي مما يؤدي إلى تقليل عمر الأداة بنسبة 60%، وانخفاض خشونة سطح النحاس إلى Ra3.2، وتشوه نحاس البريليوم بأكثر من ذلك. أكثر من 0.1 ملم بعد المعالجة الحرارية. تؤدي مثل هذه العوائق إلى معدلات خردة تزيد عن 12% وتكاليف أعلى بنسبة 40% من تصنيع الفولاذ. والسبب الرئيسي هو استخدام المعلمات القائمة على الفولاذ على المواد النحاسية.
يمكن للاستراتيجيات المختلفة أن تغير وجه خدمات طحن النحاس باستخدام الحاسب الآلي تمامًا. بمساعدة 12 عامًا من الخبرة وسجل 183 مشروعًا، نقدم أدوات خاصة بالمواد وتحسين المعلمات والتحكم في التكلفة. لا تعمل هذه الطريقة الشاملة على زيادة الكفاءة بنسبة 50% فحسب، بل تعمل أيضًا على خفض التكاليف بنسبة 30-45%، وبالتالي فهي تمثل حلاً مباشرًا للمشاكل المرتبطة بتصنيع النحاس.

الجدول المرجعي السريع لخدمات طحن النحاس باستخدام الحاسب الآلي
<نمط الجدول = "انهيار الحدود: الانهيار؛ العرض: 100.44%؛ الارتفاع: 426.641 بكسل؛ عرض الحدود: 1 بكسل؛ لون الحدود: #000000؛" border="1">نحن نركز على إنتاج أجزاء نحاسية عالية الدقة ذات أشكال هندسية معقدة تلعب دورًا حيويًا في الإدارة الكهربائية والحرارية. يؤدي نطاق عروضنا إلى تسريع عملية تطوير المنتج بأكملها بدءًا من النموذج الأولي وحتى الإنتاج، وفي الوقت نفسه، ضمان أعلى مستويات الجودة والموثوقية. نحن نقدم حلاً جاهزًا يقلل من تعقيد سلسلة التوريد الخاصة بك ويوفر الأجزاء التي تتوافق مع معايير الأداء الأكثر صرامة.
لماذا تثق بهذا الدليل؟ الخبرة العملية من خبراء التصنيع في LS
هناك العديد من المقالات حول تصنيع النحاس، فلماذا تهتم بقراءة هذا المقال؟ نحن لسنا منظرين ولكن ممارسين. لم تكن كل النصائح المقدمة هنا نابعة من تجربة معملية أنيقة، بل كانت نابعة من معركة حقيقية في متجرنا ضد السبائك الصلبة، والمواعيد النهائية الضيقة، والتصميمات المعقدة. لقد تم اختبار دليلنا وإثبات صحته من خلال الخبرة، لذا فهو يتماشى مع المعايير العالية لمنظمات مثل ASTM International والمعهد الوطني للمعايير والتكنولوجيا (NIST).
لقد قمنا بتصنيع الأجزاء حيث يمكن أن يؤدي الفشل في الإدارة الحرارية إلى انهيار مجموعة خوادم بأكملها، وحيث يمكن أن يؤدي خطأ في الاتصال الكهربائي إلى إيقاف خط تجميع بالغ الأهمية. في كل مرة، بدءًا من النماذج الأولية وحتى الإنتاج الكامل، تعلمنا الكثير: كيفية الحصول على أفضل مسارات الأدوات للنحاس النقي اللزج، كيفية التعامل مع الحرارة بحيث لا تفسد خصائص المواد، وكيفية إجراء فحوصات الجودة التي تعادل على الأقل تلك التي يتعرف عليها NIST.
هذا الدليل هو ملخص للمعرفة المتراكمة عن تلك الخنادق. نحن نقدم أوصافًا شاملة للتقنيات العملية التي تسمح بالجمع بين تدابير توفير التكلفة والدقة المطلوبة للغاية اللازمة لأدلة موجات التردد اللاسلكي أو موصلات الفضاء الجوي، بالإشارة إلى مواصفات المواد المعتمدة من ASTM International. لقد اكتشفنا ذلك من خلال الممارسة، ونصائحنا هنا لمساعدتك على إنجاز المشروع التالي دون أي قلق أو شكوك.

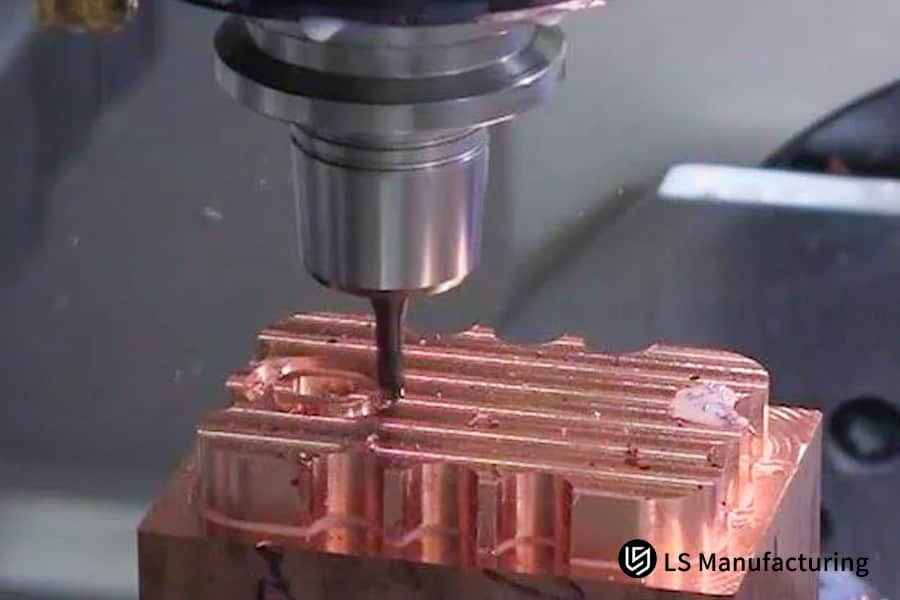
الشكل 1: تصنيع الأجزاء النحاسية المخصصة وتطبيقات تطوير النماذج الأولية.
ما هي الاختلافات الأساسية في خصائص الطحن لمواد سبائك النحاس المختلفة؟
خدمات طحن النحاس باستخدام الحاسب الآلي التي تحقق نتائج ناجحة، خاصة عند إجرائها على نطاق صغير، يجب أن تكون مدروسة ومدروسة نظرًا لأن النهج الخاطئ سيؤدي إلى تآكل الأداة وسوء تشطيب السطح ورفض الأجزاء. تشير هذه المناقشة إلى الاختلافات في سلوك سبائك النحاس أثناء عملية التصنيع: النحاس النقي (C110) والنحاس البريليوم (C172). الغرض الرئيسي هو تقديم توصيات عملية ومدعومة بالبيانات للمهندسين ومديري المشتريات لتحسين العمليات وتوفير التكاليف وضمان الجودة الجزئية في تطبيقات الطحن باستخدام الحاسب الآلي.
<نمط الجدول = "انهيار الحدود: الانهيار؛ العرض: 100.087%؛ الارتفاع: 421.625 بكسل؛ عرض الحدود: 1 بكسل؛ لون الحدود: #000000؛" border="1">في هذا التقرير، نقدم إطار اختيار الإستراتيجية الذي يستفيد من خصائص المواد الجوهرية لدفع اختيار الإستراتيجية: بالنسبة للنحاس النقي، ومكافحة الالتصاق، وبالنسبة لنحاس البريليوم، مقاومة التآكل بالآلات. نقدم هنا حلولاً مع مكونات تصنيع النحاس الدقيقة، والتي تعمل إلى جانب استخدام الأدوات الدقيقة واستراتيجيات المعلمات على تحقيق وفورات مباشرة في التكاليف وتحسين موثوقية الأجزاء في سيناريوهات الطحن باستخدام الحاسب الآلي عالية الدقة ذات القيمة العالية.

كيفية حل مشاكل التصاق الأدوات وتكوين الحواف المتراكمة أثناء تصنيع المواد النحاسية؟
طحن النحاس الدقيق الذي يتسم بالكفاءة والفعالية يتطلب حل المشكلات المستمرة المتعلقة بالتصاق المواد وإنشاء الحافة المبنية (BUE) بشكل صحيح. عندما يحدث ذلك، تتأثر جودة السطح، وتتآكل الأدوات بشكل أسرع، وتحدث أخطاء في قياسات الأبعاد. تستخدم منهجيتنا منهجًا متكاملًا يجمع بين حلول الأدوات المتقدمة، والإدارة الحرارية الدقيقة، وتحسين المعلمات لتقديم نتائج موثوقة وعالية الجودة. توضح هذه الوثيقة بالتفصيل الإجراءات المضادة الفنية:
تقنية متقدمة لاختيار الأدوات والطلاء
أهم إجراء وقائي هو طرح الأدوات ذات الطلاءات النانوية المركبة فائقة النعومة وذات احتكاك منخفض جدًا (معامل الاحتكاك ≥ 0.3). تعمل هذه الطلاءات الموصوفة جنبًا إلى جنب مع وجوه أشعل النار المصقولة بشكل أساسي على تقليل ميل التصاق رقائق النحاس نحو حافة القطع. يركز أسلوب الطحن باستخدام الحاسب الآلي مباشرة على التخلص من الالتصاق الأول الذي يؤدي إلى تكوين BUE وبالتالي ضمان تدفق الرقائق دون انقطاع وبالتالي حماية شكل الأداة.
التبريد الاستراتيجي والتحكم الدقيق في درجة الحرارة
نحن نستخدم أنظمة سائل التبريد عالي الضغط (≥7 ميجا باسكال) التي تركز بشكل مباشر على واجهة أداة الشريحة. يزيل هذا النفاثة القوية الرقائق بشكل فعال، ويكسر تأثير اللحام، ويحافظ بشكل حاسم على درجة حرارة منطقة القطع أقل من 150 درجة مئوية. يعد هذا التنظيم الحراري الدقيق أمرًا بالغ الأهمية بالنسبة لأجزاء طحن النحاس الدقيق لأنه يمنع المادة من أن تصبح قابلة للسحب والتي تعد السبب الرئيسي للالتصاق، ومن ثم تصبح عملية التصنيع مستقرة.
هندسة الأدوات المحسنة ومعلمات التشغيل الآلي
إلى جانب الطلاءات، تم تعديل هندسة الأداة بدقة. يؤدي تقديم أدوات ذات زوايا جرف سلبية يمكن التحكم فيها (-5° إلى -8°) إلى تعزيز قوة حافة القطع. يؤدي ذلك، جنبًا إلى جنب مع المعقدة باستخدام الحاسب الآلي، إلى زيادة سرعة ماكينات الطحن وتغذيتها للعمليات المعقدة، مما يقلل من قوى القطع وإجهاد التلامس. يكشف بحثنا أن هذا الخليط يمكن أن يقلل من حدوث BUE بنسبة 80%، مما يعني عمليات مستقرة وأجزاء نهائية أفضل.
<اقتباس>هذا النهج المتكامل المكون من ثلاثة عناصر: الأدوات المغلفة، والتبريد القوي، وتغيير المعلمات، يستهدف الأسباب الأساسية للالتصاق وBUE. نحن ننتج طحنًا نحاسيًا دقيقًا متسقًا مع عمر أداة يمكن التنبؤ به وجودة سطح ممتازة (يتم تحقيق Ra <0.8μm باستمرار)، وبالتالي يمكن منح ميزة تقنية يمكن الاعتماد عليها للتطبيقات ذات المهام الحرجة حيث تكون الموثوقية هي القيمة الأساسية.
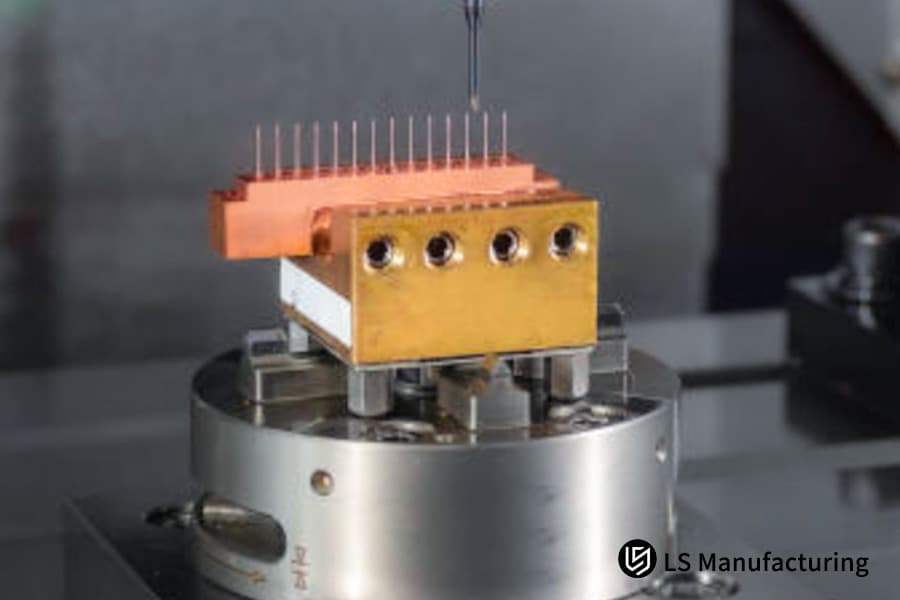
الشكل 2: طحن مكون نحاسي عالي الدقة لتصنيع النماذج الأولية وعرض قدرات المورد.
كيفية التحكم في التشوه في حدود 0.02 مم عند معالجة الأجزاء النحاسية الرقيقة الجدران؟
تعد تصنيع الأجزاء النحاسية ذات الجدران الرقيقة بدون تشويه بسبب قوى القطع والضغوط الحرارية أمرًا بالغ الأهمية عند محاولة الحصول على تفاوتات أقل من 0.02 مم. لقد قمنا بتطوير بروتوكول شامل للتصنيع الدقيق يجمع بين ابتكار العمليات والمحاكاة التحليلية والبيئات الخاضعة للتحكم، وهو الحل الذي نقدمه لهذه المشكلة. فيما يلي وصف مختصر للنقاط الفنية الرئيسية لاستراتيجيتنا:
استراتيجية وتسلسل العمليات المبتكرة
يعتمد منهجنا على كسر إدارة الضغط الداخلي من خلال استراتيجية متعددة المراحل.
- التصنيع المتماثل: لإزالة المادة، نقوم ببرمجة الأداة للعمل على جانبي الميزة في وقت واحد بحيث تتم موازنة الضغوط المتبقية أثناء الطحن باستخدام الحاسب الآلي عالي السرعة.
- وسيطات تخفيف التوتر: نقوم بتضمين فترات زمنية لتخفيف الضغط في منتصف العملية بشكل استراتيجي، وبالتالي نمنع تشوه مراحل طحن النحاس الدقيق النهائية بسبب الضغوط المتراكمة.
تصميم متقدم للتركيبات والتثبيت التحليلي
يجب أن يكون تصميم التركيبات هو الأولوية القصوى للتحكم في التشوه.
- دعم مرن متعدد النقاط: نقوم بتنفيذ تركيبات مخصصة مجهزة بدعم مطابق وقابل للتعديل يساعد على توزيع ضغط التثبيت بالتساوي، وبالتالي القضاء على خطر التشوه الموضعي.
- الحلول المُحسّنة من قبل FEA: يُستخدم تحليل العناصر المحدودة لمحاكاة قوى التثبيت والقطع قبل الإنتاج، وبالتالي يمكننا من تحسين موقع الدعم والضغط، وبالتالي التأكد من استقرار حتى المكونات الرقيقة الجدار.
الإدارة الحرارية والتبريد الاستباقي
يعد التحكم في الحرارة شرطًا أساسيًا لمنع التمدد الحراري.
- التبريد بدرجة حرارة منخفضة: نستخدم درجة حرارة سائل التبريد التي يتم التحكم فيها والتدفق الموجه للحفاظ على حالة حرارية منخفضة ومستقرة في قطعة العمل أثناء طحن النحاس المعقد.
- التصنيع متساوي الحرارة: تعمل هذه التقنية على تقليل التدرجات الحرارية إلى الصفر تقريبًا. ونتيجة لذلك، تتصرف المادة بشكل متوقع، وتظل أبعاد الأجزاء المصنوعة متسقة.
من خلال الجمع بين الضغط ومسارات الأدوات المتوازنة والتركيبات التي تم التحقق منها بواسطة FEA والتحكم في العملية متساوي الحرارة، نحن قادرون على إنتاج أجزاء نحاسية رقيقة الجدران مع أن تكون التشوهات أقل من 0.015 مم وتكون إنتاجية الدفعة أكثر من 98%. يوفر هذا المستوى العالي من التطور الفني ميزة تنافسية مقنعة تمامًا لتلك التطبيقات التي تتطلب استقرارًا هندسيًا إلى مستوى متطرف.
ما هي العوامل الرئيسية التي تؤثر على تكلفة طحن الأجزاء النحاسية باستخدام الحاسب الآلي؟
يُعد التنبؤ الدقيق بالتكلفة عوامل تكلفة الطحن باستخدام الحاسب الآلي أمرًا بالغ الأهمية لوضع ميزانية المشروع وتحديد المصادر الإستراتيجية. يحدد هذا التحليل ويقيس العوامل الثلاثة الأكثر أهمية للتكلفة في تصنيع النحاس: المواد والأدوات والعمالة. إن فهم ثقلها يسمح بـ تحسين التكلفة بشكل مستهدف ويمكّن قرارات هندسة القيمة من تحقيق أقصى قدر من الكفاءة المالية دون المساس بالجودة.
<نمط الجدول = "انهيار الحدود: الانهيار؛ العرض: 100.792%؛ الارتفاع: 340.734 بكسل؛ عرض الحدود: 1 بكسل؛ لون الحدود: #000000؛" border="1">تكشف هذه المقالة عن محركات التكلفة ببيانات قابلة للقياس الكمي، وبالتالي تقدم خريطة طريق لتحسين تكلفة الطحن باستخدام الحاسب الآلي. نحن نعالج مشكلات العملاء من خلال تقديم نهج هندسة القيمة محدد، والذي يتضمن تحسين استخدام المواد، وإطالة عمر الأداة، وتقليل وقت المعالجة لتقليل التكلفة الإجمالية لملكية المكونات النحاسية الدقيقة بكفاءة. يعد استخدام مثل هذا النهج المدعوم بالبيانات أمرًا ضروريًا للمصادر التنافسية في المشروعات عالية التقنية والحساسة للتكلفة.

الشكل 3: طحن جزء نحاسي عالي الدقة باستخدام الحاسب الآلي لتطوير النموذج الأولي وتحليل تكلفة التصنيع.
كيف يمكن تحسين استراتيجية الإنتاج لمكونات النحاس، من النماذج الأولية إلى الإنتاج الضخم؟
هناك مشكلة في التفاصيل عندما يتعلق الأمر بتحويل تصنيع النماذج الأولية للنحاس إلى إنتاج دفعة يتسم بالكفاءة، أي الحصول على توازن مثالي بين السرعة والتكلفة والجودة. تؤدي استراتيجية الإنتاج المحسنة بشكل غير كافٍ إلى دورات تطوير أطول وارتفاع تكاليف كل جزء. من خلال عملية خطوة بخطوة، نقوم بدمج جوانب العملية المختلفة، وبالتالي زيادة القيمة إلى أقصى حد وتمكين التوسع السلس. يتم تقسيم النهج الأساسي إلى ثلاث مراحل متقدمة ومتحركة:
النماذج الأولية السريعة: تحقيق التحقق الوظيفي
أولاً وقبل كل شيء، تم إعداد هذه المرحلة للعمل بأسرع ما يمكن لدعم التكرار السريع للتصميم. نحن نستخدم أدوات عامة ومعلمات قوية نسبيًا ولكنها لا تزال ثابتة للطحن باستخدام الحاسب الآلي عالي السرعة. والغرض من ذلك هو إنتاج أجزاء وظيفية في 3-5 أيام للتحقق المادي من الشكل والملاءمة والوظيفة. يتم الاحتفاظ بالتفاصيل حول أوقات الدورات وأداء الأداة لمرحلة إستراتيجية الإنتاج التالية بناءً على البيانات التي تم الحصول عليها.
الدفعة التجريبية: تحسين العمليات وقياس التكلفة
اكتمل التحقق من صحة التصميم؛ ومن ثم ينتقل تركيز العملية إلى التحسين من خلال الإنتاج بكميات صغيرة. استنادًا إلى بيانات النموذج الأولي، نقوم بإعادة صياغة معلمات القطع واختيار أفضل الأدوات وإعداد خط الأساس الأول لمراقبة الجودة. يتم تثبيت عملية طحن النحاس المعقدة في هذه المرحلة، ويتم فصل الاختناقات، كما يتم تحديد التكلفة الحقيقية القابلة للتكرار لكل جزء والتي يمكن استخدامها لتوقع الإنتاج على نطاق واسع أنشئت.
الإنتاج واسع النطاق: تحسين التكلفة من حيث الحجم
بالنسبة للطلبات الناضجة ذات الحجم الكبير، ننتقل إلى التركيبات المخصصة والأدوات المتخصصة وسير العمل المبسط. يؤدي تنفيذ إستراتيجيات مثل الحجم الأمثل للدفعة (30-100 قطعة) إلى زيادة استخدام المعدات إلى الحد الأقصى وتقليل تكاليف الإعداد. يؤدي هذا النهج المخصص، المدعوم بتحليلات الإنتاج لدينا، إلى تحقيق خفض التكلفة المستهدف بنسبة 35% بنسبة مقارنة بالقياس غير المحسن.
<اقتباس>من خلال العمل على أولويات العملية في مراحل الإنتاج مثل السرعة والتحسين ثم الكفاءة، نحن قادرون على توسيع نطاق تصنيع النماذج الأولية للنحاس إلى إنتاج الدُفعات باستخدام المفهوم الأول اقتصاديًا. سنقدم جداول زمنية مختصرة للتطوير وتكاليف يمكن التنبؤ بها وزيادة سلسة في الحجم. ومن ثم، فإننا نقدم ميزة حاسمة في مجال تصنيع مكونات النحاس الدقيقة للسوق بشكل تنافسي.
الشكل 4: طحن CNC لمكون النحاس الدقيق لتصنيع النماذج الأولية وتصنيع الأجزاء المخصصة.
تصنيع LS لصناعة مركبات الطاقة الجديدة: مشروع مخصص لأغطية نهاية لف المحركات النحاسية
تتناول دراسة الحالة لمركبات الطاقة الجديدة تفاصيل تحدي التصنيع الحاسم الذي يتضمن الطحن باستخدام الحاسب الآلي عالي الدقة للغطاء الطرفي النحاسي للمحرك. واجه العميل مشكلة تتعلق بمهلة الإنتاج والتكاليف حيث كان السبب الرئيسي هو التشوه الحراري، وهي المشكلة التي واجهها المورد في تصنيع الأغطية الطرفية النحاسية. وكان الحل هو تحسين بسيط لاستراتيجية التبريد:
تحدي العميل
أراد العميل، وهو أحد الشركات الرائدة في تصنيع سيارات الطاقة الجديدة، محركًا لتصنيع الغطاء الطرفي من النحاس بقطر 200 مم وتحمل تسطيح حرج 0.02 مم. ومع ذلك، فإن المورد السابق لهم أدى إلى تشوه حراري بالآلات أدى إلى أن يكون التسطيح 0.08 مم فقط ومعدل خدش 30%. وقد أدى ذلك إلى المخاطرة بشكل مباشر بالجدول الزمني لمشروعهم وخط تجميع المحركات بسبب عدم موثوقية توريد الأجزاء وزيادة التكاليف.
حل التصنيع LS
لقد قدمنا حلًا مخصصًا للطحن باستخدام الحاسب الآلي يعتمد بشكل أساسي على المعالجة المبردة باستخدام نفث تبريد النيتروجين السائل عند نقطة التطبيق مباشرةً. إن طريقة التبريد المبتكرة هذه تحافظ على قطعة العمل عند درجة حرارة منخفضة جدًا بطريقة يتم التحكم فيها للغاية، مما يجعل التمدد الحراري ضئيلًا. مع هذا، استخدمنا أداة تحديد المواقع الجديدة 12 نقطة وقمنا بتغيير معلمات عمود الدوران للحصول على طحن مستقر وخالي من الاهتزاز، وهو الحل المباشر لمشكلة التشويه.
النتائج والقيمة
في نهاية اليوم، تم الحفاظ على تسطيح الجزء بشكل متكرر في حدود 0.015 مم وهو ما يتجاوز المواصفات. ارتفع معدل تأهيل الأجزاء إلى 99.2%، وبالتالي لم يتم إنتاج أي نفايات. The reliable production process greatly helped the client cut down their delivery cycle by 40% and at the same time, ensured cost savings of 1.2 million RMB on a yearly basis by securing on-time assembly and eliminating the cost of scrap.
<اقتباس>This project is a perfect illustration of how we operate when faced with complex thermal challenges in precision copper milling. Through the targeted development and implementation of a cryogenic production process, we were able to offer measurable reliability and cost savings. It also reflects our technical competence in fulfilling the requirements of mission-critical components in the highly competitive electric vehicle industry.
Struggling with thermal distortion in copper milling affecting your yields? Let our proven cryogenic machining process replicate this precision for your project.

How To Evaluate The Technical Capabilities Of A Copper Component Supplier?
Hiring a CNC copper machining supplier for your project is not just about comparing quotes but also about a detailed forensic technical assessment of their problem-solving capabilities. The real pros show their abilities by delivering quantifiable results in solving difficult problems rather than sharing a broad list of equipment. A thorough supplier selection process should at least include:
On-site Process Verification & Capability Audit
We suggest that you personally inspect the supplier's factory for those critical precision tasks.
- Live Thin-Wall Machining Demo: You should ask them to machine a copper test piece with a 0.8mm thin-wall in order to immediately verify their low-distortion copper milling skills.
- Key Metric: The flatness of the final component has to be ≤0.025mm, which will be a direct measure of their skill in handling clamping forces, toolpath strategy, and thermal management.
Evaluation of Specialized Tooling and Material Database
One indicator of technical depth is their add, on investment in process-specific resources.
- Dedicated Copper Tooling Library: Check whether the supplier has a well, maintained copper tool library with tools that have geometries and coatings specifically optimized for the different copper alloys, a factor that is very important for achieving consistent high-quality copper milling.
- Parameter Database: An experienced supplier will make use of historical machining data to accurately predict and optimize performance for new projects, thereby minimizing trial and error.
Review of Documented Case Studies and Problem-Solving
Past performance is the best guide. Look their project history through the lens of documented cases.
- Complex Case Studies: Ask for detailed reports of previous projects where thermal distortion control, deep cavity milling, or ultra surface finish need were involved.
- Solution Breakdown: Understand how they identified the situation, worked on the solution, and resulted in measurable improvements of yield, accuracy, or cost.
We are addressing the major issue of supplier selection by publishing a framework of evidence, based audit here. It not only distinguishes the copper machining supplier's capability for distortion control, the handling of special tooling, and complex precision copper milling, but also confirms the technical competence of the manufacturer for the production of high-value components.
How Does The Online Quoting System Accurately Calculate The Cost Of Machining Copper Parts?
Conventional cost estimation for custom copper parts generally tends to be slow and inaccurate as it depends highly on manual calculations which often overlook essential factors. We provide a data-backed online quotation engine which interprets a complex technical specification into an accurate and up-to-date pricing. The fundamental value of the system resides in its capacity to simulate actual production costs with more than 96% accuracy, thus revolutionizing RFQ (Request for Quotation) processes:
Multi-Variable, Data-Driven Cost Algorithm
The system doesn't limit itself to simple volume calculations but it applies dynamic coefficients to the main cost drivers. For example, it automatically assigns specific material factors (e.g., 2.2x for beryllium copper, 1.5x for pure C110) and precision factors (e.g., 1.8x for IT6, grade features). It also performs an analysis of a 3D model to attach a complexity factor to features that need specialized high-precision CNC milling strategies, thus the proposal will truly reflect the machining effort.
Real-Time Integration of Process Parameters
Upon receiving a part file and a set of requirements from a user, the system first conducts a manufacturability analysis. It consults a stored database of very tight process parameters that have been proven for various copper alloys to carry out a simulation for cycle time. This in, depth method of CNC machining cost estimation takes into consideration aspects such as tool wear rates, the necessary machine features, as well as finishing operations, and thus provides a detailed cost breakdown within three minutes.
Validation and Continuous Accuracy Improvement
Data from every finished production project is sent back to the quoting algorithm. This closed, loop system constantly compares the initial copper parts quote prediction with the real production costs and time. This machine learning mechanism adjusts the cost coefficients and logic, thereby preserving the platform's accuracy level of ≥96% and making sure that the quotes are both competitive and trustworthy for planning purposes.
<اقتباس>We address the problem of unpredictable budgeting by giving immediate, transparent cost estimation that is firmly based on real production data. Our system provides accurate online quotation for custom copper parts, allowing clients to make quick sourcing decisions with certainty, prevent budget overruns, and optimize their procurement process for complicated components.
Why Choose LS Manufacturing As Your Copper Component Processing Partner?
Choosing a copper milling manufacturer requires a partner who can turn material challenges into dependable results. Our partnership value is based on demonstrated execution, specialized resources, and data-driven optimization that continually hits the critical metrics. The major differentiators are:
Deep Material Expertise & Process Stability
- Proven Experience: 12 years and 183 dedicated copper projects have allowed us to thoroughly understand adhesion, thermal management, and precision CNC milling for high-volume CNC milling demands.
- Quantifiable Result: The knowledge accumulated over time is a direct factor in securing a 98.8% first-pass qualification rate, which aligns with partners' project timelines and results in less validation cycles.
Specialized Technical Arsenal for Precision
- Dedicated Tooling Library: A proprietary collection of 56 specialized tool geometries and coatings is one of the assets that we have specially developed for the unique machining characteristics of various copper alloys.
- Targeted Application: This lets us immediately, optimally select tools for each feature, be it for minute details in electrical component milling or heavy roughing, thus, preserving efficiency and surface quality.
Systematic Cost Optimization & Value Delivery
- Data-Driven Process Refinement: Our massive historical project database is being regularly scrutinized to find the best possible ways for improving parameters, tool life, and workflow efficiency.
- Direct Client Benefit: The methodical approach to production cost analysis enables the team to consistently hit 30% plus cost savings over standard industry practices, which in itself translates into real financial value for 86 served clients.
We deliver on the core partnership challenge by offering high, yield production and systematic cost reduction that are predictable. With our method, which is supported by specialized tooling and empirical process data, we lay down an unquestionably reliable basis for sourcing complex copper components. This level of technical excellence makes us a strategic copper milling manufacturer for mission, critical, cost, sensitive applications.
الأسئلة الشائعة
1. What is the minimum wall thickness for copper part machining?
The lowest thickness of a wall for normal machining is 0.3mm, while with special treatments it can be 0.2mm. LS Manufacturing offers a machining feasibility study.
2. How difficult is it to machine copper of various materials?
Pure copper > Beryllium copper > Brass. LS Manufacturing provides customized solutions for machining according to the characteristics of the material.
3. What is the minimum surface roughness of copper parts?
With precision CNC milling, Ra0.4μm can be achieved, and after polishing, it can be Ra0.1μm.
4. How is dimensional stability ensured during copper part machining?
We have developed several methods for mass production where the dimensional variation is ≤0.015mm. These include releasing the internal stress, keeping the temperature constant during machining, and using special clamping solutions.
5. Do you provide post, processing services for copper parts?
We offer a wide range of post-processing services such as electroplating, passivation, and polishing to cater to the different application requirements of our customers.
6. What is the typical lead time for small-batch copper part machining?
An initial batch of samples takes from 5 to 7 days while a small batch takes between 10 and 15 days. Moreover, our expedited service is always at your disposal for rush orders.
7. How can copper part machining costs be reduced?
This can be done through a combination of multi-dimensional approaches such as material selection, process changes, and batch size optimization, which can lead to cost savings of 30-45%. You can easily estimate your specific manufacturing project expenses by using our online instant custom copper parts quote system.
8. What are the quality inspection standards for copper part machining?
It means the complete set of tests for dimensional accuracy, geometric tolerances, surface roughness, and conductivity.
الملخص
CNC milling of copper materials needs a complete professional process technology system and scientific cost control methods. By thoroughly understanding material properties, fine, tuning the processing parameters, and accurately managing the costs, the perfect combination of quality and cost can be realized. LS Manufacturing professional copper part machining solutions are therefore able to provide customers with a full range of services from technical consulting to mass production.
Send us your copper part drawings now and get your exclusive "Copper Material Machining Process Optimization and Cost Analysis Report"! LS Manufacturing copper part machining specialists will break down machining challenges, give parameter optimization suggestions, and provide cost, saving solutions. Contact us to get a free copper part DFM analysis to help you optimize your design!
📞الهاتف: +86 185 6675 9667
📧البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
إخلاء المسؤولية
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة تصنيع LS. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
فريق تصنيع LS
LS Manufacturing هي شركة رائدة في الصناعة. التركيز على حلول التصنيع المخصصة. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. اختر تصنيع LS. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


