Услуги по фрезерованию меди с ЧПУ: руководство производителя по точной обработке, индивидуальные решения и факторы стоимости
Написал
Gloria
Опубликовано
Feb 03 2026
Фрезерование с ЧПУ
Следуйте за нами
Услуги фрезерования меди с ЧПУ часто сталкиваются с серьезными трудностями, такими как прилипание инструмента из чистой меди, что приводит к сокращению срока службы инструмента на 60%, снижение шероховатости поверхности латуни до Ra3.2 и деформация бериллиевой меди. после термообработки более чем на 0,1 мм. Такие препятствия приводят к тому, что уровень брака превышает 12 %, а затраты на 40 % выше, чем при обработке стали. Основная причина — использование свойств стали для медных материалов.
Различные стратегии могут полностью изменить облик услуг по фрезеровке меди с ЧПУ. Благодаря 12-летнему опыту и 183 проектам мы предлагаем инструменты для конкретных материалов, оптимизацию параметров и контроль затрат. Этот комплексный метод не только повышает эффективность на 50%, но и снижает затраты на 30-45%, таким образом, он является прямым решением проблем, связанных с обработкой меди.
Краткая справочная таблица услуг по фрезеровке меди с ЧПУ
<тело>
Раздел
Кратко о ключевых моментах
Свойства материала
Медные сплавы (например, C11000, C10100) и чистая медь выбираются из-за их превосходной электро/теплопроводности.
Возможности обработки
Спектр услуг варьируется от прототипирования до массового производства сложных деталей с очень точной геометрией.
Предлагаются различные методы постобработки для улучшения поверхности (например, полировка, гальваническое покрытие, покрытие).
Гарантия качества
Комплексная проверка с использованием высокотехнологичных измерительных приборов (КИМ, оптические компараторы) гарантирует соответствие изделия требованиям.
Поддержка дизайна
Проведение инженерных исследований и исследований DFM (проектирование для производства) для облегчения проектирования деталей для механической обработки.
Общие приложения
Широко используется в производстве электрических компонентов, радиаторов, электродов для электроэрозионной обработки и деталей, экранирующих радиочастотные и электромагнитные помехи.
Мы уделяем особое внимание производству высокоточных медных деталей сложной геометрии, которые играют жизненно важную роль в электрическом и температурном управлении. Диапазон наших предложений ускоряет весь процесс разработки продукта от прототипа до производства, в то же время обеспечивая высочайшее качество и надежность. Мы предоставляем готовое решение, которое снижает сложность вашей цепочки поставок и предоставляет детали, соответствующие самым строгим критериям производительности.
Почему стоит доверять этому руководству? Практический опыт экспертов по производству LS
О обработке меди так много статей, зачем тогда читать эту? Мы не теоретики, а практики. Каждый из приведенных здесь советов был получен не в результате тщательного лабораторного эксперимента, а, скорее, из нашей реальной битвы с твердыми сплавами, сжатыми сроками и сложными конструкциями. Наше руководство было проверено и проверено опытом, поэтому оно соответствует высоким стандартам таких организаций, как ASTM International и Национальный институт стандартов и технологий (NIST).
Мы обрабатываем детали, в которых сбой в терморегулировании может вывести из строя всю серверную ферму, а ошибка в электрическом контакте может остановить работу важной сборочной линии. Каждый раз, от прототипирования до полноценного производства, мы многому научились: как получить наилучшие траектории обработки липкой чистой меди, как обращаться с нагреванием, чтобы не испортились свойства материала, и как проводить проверки качества, как минимум эквивалентные тем, которые признаны NIST.
Это руководство представляет собой обобщение накопленных знаний об этих траншеях. Мы предоставляем подробные описания практических методов, которые позволяют сочетать меры экономии с чрезвычайно высокой точностью, необходимой для радиочастотных волноводов или соединителей для аэрокосмической отрасли, со ссылкой на спецификации материалов, сертифицированные ASTM International. Мы убедились в этом на практике, и наши советы помогут вам пройти следующий проект без каких-либо забот и сомнений.
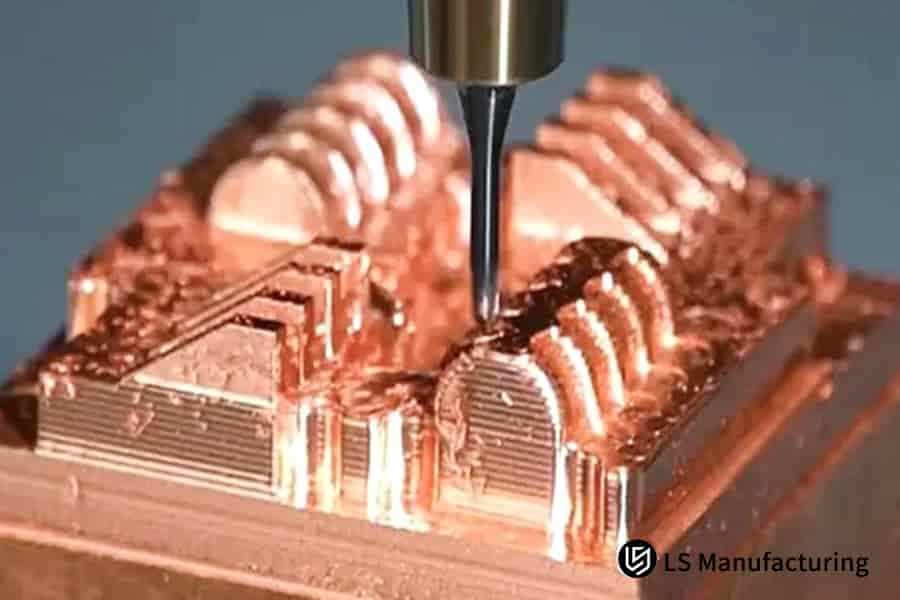
Рис. 1. Приложения для изготовления медных деталей на заказ и разработки прототипов.
Каковы принципиальные различия в характеристиках фрезерования различных материалов из медных сплавов?
Услуги по фрезерованию меди с ЧПУ, которые успешно дают результаты, особенно если они выполняются в небольших масштабах, должны быть хорошо продуманы, поскольку неправильный подход приведет к износу инструмента, ухудшению качества поверхности и бракованию деталей. В этом обсуждении указываются различия в поведении двух медных сплавов в процессе обработки: Чистая медь (C110) и бериллиевая медь (C172). Основная цель — предоставить инженерам и менеджерам по закупкам подкрепленные данными практические рекомендации по оптимизации процессов, экономии затрат и обеспечению качества деталей в приложениях фрезерования с ЧПУ.
<тело>
Соотношение сторон
Чистая медь (C110)
Бериллий-медь (C172)
Основное задание
Очень пластичный и теплопроводный (~400 Вт/(м·К)) материал, вызывающий прилипание материала и истирание режущих кромок.
Чрезвычайная твердость (HRC 38-42) и абразивность приводят к быстрому износу задней поверхности, а силы резания очень высоки.
Оптимальная геометрия инструмента
Инструменты должны быть спроектированы с большим положительным передним углом (20–25°), а латунные канавки должны быть отполированы для эффективного удаления стружки.
Кромки инструмента должны быть прочными, хорошо отточенными и иметь специальные покрытия (например, AlTiN), чтобы противостоять истиранию и сохранять края острыми.
Основные параметры резки
Высокие скорости шпинделя следует сочетать с умеренными скоростями подачи при минимальном количестве смазки (MQL) для контроля нагрева и адгезии.
Низко-средний и высокий цикл (80–120 м/мин) с непрерывной и хорошо контролируемой скоростью подачи можно использовать для управления силами резания и выделением тепла.
Проверенная оптимизация
Обзор базы данных материалов LS Manufacturing показывает, что правильная геометрия стружколома может повысить производительность обработки чистой меди более чем на 60 %.
Использование сегментированной стратегии резки бериллиевой меди позволило увеличить средний срок службы инструмента с 15 до 45 штук в нашем высокопроизводительном станке с ЧПУ фрезерные операции.
<блок-цитата>
В этом отчете мы представляем систему выбора стратегии, которая использует внутренние свойства материала для выбора стратегии: для чистой меди - борьба с адгезией, а для бериллиевой меди - износостойкая обработка. Здесь мы предлагаем решения с использованием обработки медипрецизионных компонентов, которые, помимо использования точного инструмента и стратегии параметров, обеспечивают прямую экономию затрат и повышение надежности деталей в дорогостоящих сценариях высокоточного фрезерования с ЧПУ.
Как решить проблемы прилипания инструмента и образования наростов на кромках при обработке медных материалов?
Прецизионное фрезерование меди, которое является эффективным и результативным, требует надлежащего решения постоянных проблем адгезии материала и образования выступающей кромки (BUE). При этом страдает качество поверхности, инструменты быстрее изнашиваются, возникают ошибки в измерениях размеров. В нашей методологии используется комплексный подход, сочетающий передовые инструментальные решения, точное управление температурным режимом и оптимизацию параметров для получения надежных и высококачественных результатов. В этом документе подробно описаны технические меры противодействия:
Расширенный выбор инструментов и технология нанесения покрытия
Наиболее важной мерой защиты является использование инструментов с нанокомпозитными покрытиями, которые являются сверхгладкими и имеют очень низкое трение (коэффициент трения ≤ 0,3). Описанные покрытия вместе с полированной передней поверхностью в основном снижают склонность медной стружки к прилипанию к режущей кромке. Этот целенаправленный подход к фрезерованию на станке с ЧПУ направлен непосредственно на устранение самого первого прилипания, которое приводит к образованию BUE, тем самым обеспечивая непрерывный поток стружки и, таким образом, защищая форму инструмента.
Стратегическое охлаждение и точный контроль температуры
Мы используем системы подачи СОЖ под высоким давлением (≥7 МПа), которые ориентированы непосредственно на поверхность контакта стружки с инструментом. Эта мощная струя эффективно удаляет стружку, нарушает сварочный эффект и поддерживает температуру в зоне резки ниже 150°C. Такое тщательное температурное регулирование имеет решающее значение для прецизионных фрезерованных деталей, поскольку оно предотвращает пластичность материала, которая является основной причиной адгезии, и, следовательно, процесс обработки становится стабильным.
Оптимизированная геометрия инструмента и параметры обработки
Помимо покрытий, геометрия инструмента точно изменена. Использование инструментов с контролируемым отрицательным передним углом (-5° до -8°) повышает прочность режущей кромки. Это вместе с оптимизированными комплексными фрезерными станками с ЧПУ скоростью и подачей для сложных операций снижает силы резания и контактное напряжение. Наши исследования показывают, что эта смесь может снизить возникновение BUE на 80 %, что означает стабильность процессов и более качественную обработку деталей.
<блок-цитата>
Этот комплексный подход, состоящий из трех элементов: инструментов с покрытием, мощного охлаждения, изменения параметров, направлен на устранение фундаментальных причин адгезии и BUE. Мы производим последовательное прецизионное фрезерование меди с предсказуемым сроком службы инструмента и превосходным качеством поверхности (Ra <0,8 мкм постоянно достигается), что дает надежное техническое преимущество критически важным приложениям, где надежность является основной ценностью.
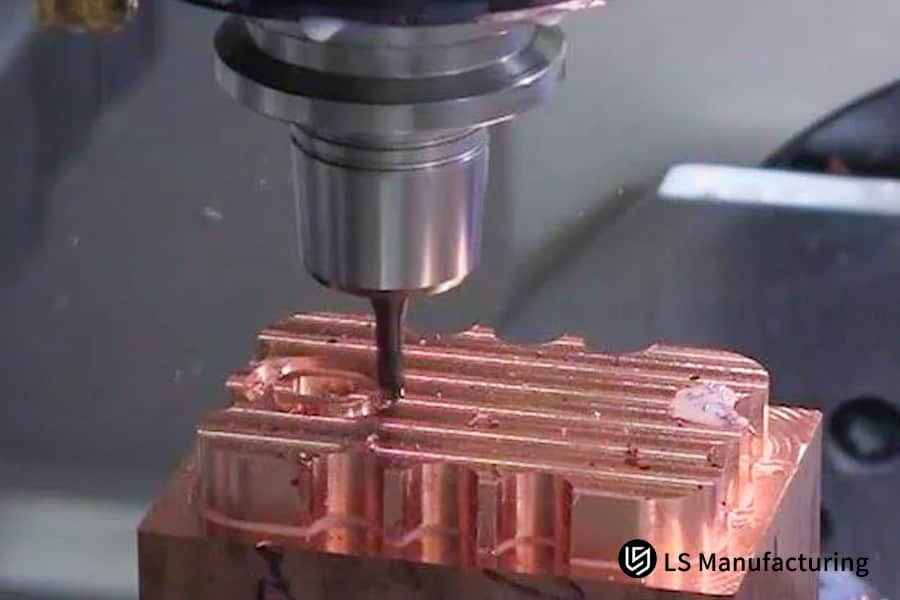
Рис. 2. Фрезерование высокоточной медной детали для обработки прототипа и демонстрации возможностей поставщика.
Как контролировать деформацию в пределах 0,02 мм при обработке тонкостенных медных деталей?
Обработка тонкостенных медных деталей без деформации из-за сил резания и термических напряжений является предметом серьезного беспокойства при попытке получить допуски менее 0,02 мм. Мы разработали общий протокол прецизионной обработки, который сочетает в себе инновации в процессах, аналитическое моделирование и контролируемую среду. Это наше решение этой проблемы. Ниже приводится краткое описание основных технических моментов нашей стратегии:
Инновационная стратегия и последовательность процессов
Наш подход основан на преодолении внутреннего управления стрессом с помощью многоэтапной стратегии.
<ул>
Симметричная обработка: Чтобы удалить материал, мы программируем инструмент на работу с обеих сторон элемента одновременно, чтобы остаточные напряжения уравновешивались во время высокоскоростной станок с ЧПУ фрезерование.
Промежуточные звенья для снятия напряжения: Мы стратегически встраиваем интервалы для снятия напряжения в середине процесса, тем самым предотвращая искажение финальных стадий прецизионного фрезерования меди из-за накопленных напряжений.
Расширенное проектирование креплений и аналитических зажимов
Дизайн приспособления должен быть главным приоритетом для контроля деформации.
<ол>
Многоточечная гибкая поддержка: Мы реализуем специальные приспособления, оснащенные регулируемой конформной опорой, которая помогает равномерно распределять зажимное давление, тем самым устраняя риск локального искажения.
Решения, оптимизированные для FEA:Анализ методом конечных элементов используется для моделирования сил зажима и резки перед производством, что позволяет нам усовершенствовать расположение опоры и давление, тем самым гарантируя стабильность даже сверх, тонкостенных компонентов.
Проактивное управление температурным режимом и охлаждение
Контроль тепла является обязательным условием предотвращения теплового расширения.
<ул>
Низкотемпературное охлаждение: Мы используем контролируемую температуру охлаждающей жидкости и направленный поток для поддержания стабильного низкого теплового состояния в заготовке в течение комплексное фрезерование меди.
Изотермическая обработка: Этот метод снижает температурные градиенты почти до нуля. В результате материал ведет себя предсказуемо, а размеры деталей, изготовленных в партии, остаются постоянными.
<блок-цитата>
Сочетая напряжение, сбалансированные траектории инструмента, крепления, проверенные методом FEA, и управление изотермическим процессом, мы можем производить тонкостенные медные детали с деформациями менее 0,015 мм и выходом партии более 98%. Такой высокий уровень технической сложности обеспечивает абсолютно убедительное конкурентное преимущество для тех приложений, где требуется экстремальная геометрическая стабильность.
Каковы ключевые факторы, влияющие на стоимость фрезерования медных деталей с ЧПУ?
Точный прогноз затрат для факторов затрат на фрезерную обработку с ЧПУ имеет решающее значение для составления бюджета проекта и стратегического поиска поставщиков. Этот анализ выявляет и измеряет три наиболее важных фактора затрат при обработке меди: материал, инструменты и рабочая сила. Понимание их важности позволяет целенаправленно оптимизировать затраты и принимать решения по инжинирингу стоимости для достижения максимальной финансовой эффективности без ущерба для качества.
<тело>
Категория стоимости
Количественный эффект и фокус на оптимизации
Затраты на материалы
Затраты на материалы обычно составляют 45–60% от общей стоимости; в крупномасштабных проектах фрезерования с ЧПУ основное внимание при оптимизации уделяется стратегическим размерам заготовок и эффективности раскроя для сокращения отходов.
Инструменты и расходные материалы
Они составляют 15–25% стоимости; Основная задача – резко повысить срок службы инструмента за счет использования специально разработанных геометрий/покрытий и оптимизации процесса, таким образом напрямую снижая стоимость детали.
Время обработки (трудозатраты/накладные расходы)
Эта часть составляет 20–30% стоимости; Основная причина достижения эффективности заключается в сокращении времени цикла за счет использования оптимизированных параметров и передовых высокоскоростных методов фрезерования с ЧПУ.
Влияние комплексной оптимизации
Моделирование LS Manufacturings показывает, что за счет сочетания эффектов увеличения срока службы инструмента (на 50–80 %) и оптимизации параметров обработки общая стоимость проекта может быть снижена на 30–45 %.
<блок-цитата>
В этой статье представлены факторы затрат с помощью количественных данных, что представляет собой дорожную карту для целенаправленной оптимизации затрат на фрезерную обработку с ЧПУ. Мы решаем проблемы клиентов, предлагая точечный подход инжиниринга стоимости, который включает оптимизацию использования материалов, продление срока службы инструмента и сокращение времени обработки, чтобы эффективно снизить общую стоимость владения прецизионными медными компонентами. Использование такого подхода, основанного на данных, является обязательным для конкурентного поиска поставщиков в высокотехнологичных и экономически чувствительных проектах.
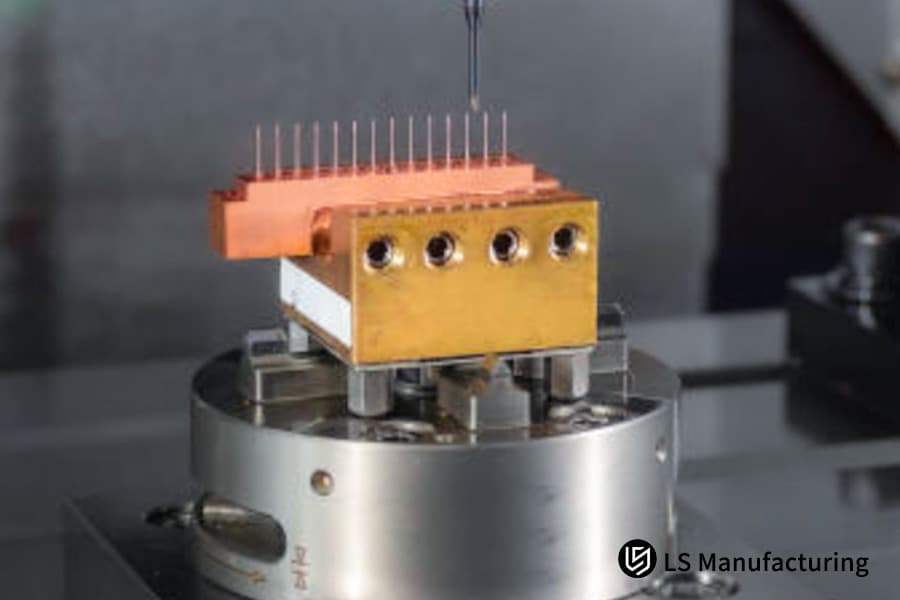
Рис. 3. Фрезерование на станке с ЧПУ высокоточной медной детали для разработки прототипа и анализа производственных затрат.
Как можно оптимизировать стратегию производства медных компонентов: от прототипирования до массового производства?
Дьявол кроется в деталях, когда речь идет о том, чтобы обработка прототипов меди превращалась в серийное производство, которое эффективно, т. е. обеспечивает идеальный баланс скорости, стоимости и качества. Недостаточно оптимизированная стратегия производства приводит к более длительным циклам разработки и более высоким затратам на каждую деталь. Шаг за шагом мы объединяем различные аспекты процесса, тем самым максимизируя ценность и обеспечивая плавное масштабирование. Основополагающий подход разбит на три последовательных этапа:
Прежде всего, этот этап настроен на максимальную скорость, чтобы обеспечить быструю итерацию дизайна. Мы используем стандартные инструменты и относительно агрессивные, но стабильные параметры для высокоскоростного фрезерования с ЧПУ. Целью является изготовление функциональных деталей в течение 3–5 дней для физической проверки формы, соответствия и функциональности. Подробная информация о времени цикла и производительности инструмента сохраняется для следующего этапа стратегии производства на основе полученных данных.
Пилотная партия: уточнение процесса и сравнение затрат
Проверка проекта завершена; следовательно, фокус процесса смещается в сторону оптимизации за счет мелкосерийного производства. На основе данных прототипа мы дорабатываем параметры резания, выбираем лучшие инструменты и устанавливаем первый базовый контроль качества. На этом этапе сложный процесс фрезерования меди стабилизируется, узкие местаразделяются, и реальная воспроизводимая себестоимость детали может быть использована для прогнозирования полномасштабного производства. установлен.
Полномасштабное производство: оптимизация затрат при больших объемах
Для крупных заказов в больших объемах мы переходим к специализированным приспособлениям, специализированным инструментам и оптимизированным рабочим процессам. Реализация таких стратегий, как оптимальный размер партии (30–100 штук), максимизирует использование оборудования и сводит к минимуму затраты на настройку. Такой специализированный подход, поддерживаемый нашей производственной аналитикой, надежно обеспечивает целевое снижение затрат на 25–35 % по сравнению с неоптимизированным масштабированием.
<блок-цитата>
Управляя приоритетами процесса на этапах производства, такими как скорость, качество и эффективность, мы можем масштабировать обработку прототипов меди до серийного производства, используя первую концепцию экономично. Мы собираемся обеспечить сокращение сроков разработки, предсказуемые затраты и плавное наращивание объемов. Таким образом, мы обеспечиваем решающее преимущество в области производства прецизионных медных компонентов на конкурентном рынке.
Рис. 4. Фрезерование на станке с ЧПУ прецизионного медного компонента для обработки прототипов и изготовления нестандартных деталей.
LS Производство транспортных средств на новых источниках энергии: индивидуальный проект для торцевых крышек медных обмоток двигателей
В этом примере использования транспортных средств на новой энергии подробно описана важная производственная задача, связанная с высокоточным фрезерованием на станке с ЧПУ медной торцевой крышки двигателя. У клиента были проблемы со временем и затратами на производство, поскольку основной причиной была тепловая деформация, проблема, с которой столкнулся их поставщик при обработке медных торцевых крышек. Решением стало небольшое усовершенствование стратегии охлаждения:
Вызов клиента
Клиент, ведущий производитель NEV, хотел двигатель с медной торцевой крышкой диаметром 200 мм и критическим допуском плоскостности 0,02 мм. Однако их предыдущий поставщик, таким образом, подвергся термической деформации, что привело к тому, что плоскостность составила только 0,08 мм и степень истирания 30%. Это напрямую поставило под угрозу их проект и график сборки двигателей из-за ненадежных поставок запчастей и увеличения затрат.
Решение для производства LS
Мы представили индивидуальное решение для фрезерования с ЧПУ, основанное главным образом на криогенной обработке с использованием охлаждающей струи жидкого азота непосредственно в точке применения. Этот инновационный метод охлаждения позволяет поддерживать очень низкую температуру заготовки контролируемым образом, что делает тепловое расширение незначительным. Вместе с этим мы использовали новый 12-точечный локатор и изменили параметры шпинделя, чтобы добиться стабильного фрезерования без вибраций, что стало прямым решением проблемы искажений.
Результаты и ценность
В конце концов плоскостность детали неоднократно поддерживалась в пределах 0,015 мм, что выходило за пределы спецификации. The part qualification rate went up to 99.2%, thus, no waste was produced. The reliable production process greatly helped the client cut down their delivery cycle by 40% and at the same time, ensured cost savings of 1.2 million RMB on a yearly basis by securing on-time assembly and eliminating the cost of scrap.
<блок-цитата>
This project is a perfect illustration of how we operate when faced with complex thermal challenges in precision copper milling. Through the targeted development and implementation of a cryogenic production process, we were able to offer measurable reliability and cost savings. It also reflects our technical competence in fulfilling the requirements of mission-critical components in the highly competitive electric vehicle industry.
Struggling with thermal distortion in copper milling affecting your yields? Let our proven cryogenic machining process replicate this precision for your project.
How To Evaluate The Technical Capabilities Of A Copper Component Supplier?
Hiring a CNC copper machining supplier for your project is not just about comparing quotes but also about a detailed forensic technical assessment of their problem-solving capabilities. The real pros show their abilities by delivering quantifiable results in solving difficult problems rather than sharing a broad list of equipment. A thorough supplier selection process should at least include:
On-site Process Verification & Capability Audit
We suggest that you personally inspect the supplier's factory for those critical precision tasks.
<ул>
Live Thin-Wall Machining Demo: You should ask them to machine a copper test piece with a 0.8mm thin-wall in order to immediately verify their low-distortion copper milling skills.
Key Metric: The flatness of the final component has to be ≤0.025mm, which will be a direct measure of their skill in handling clamping forces, toolpath strategy, and thermal management.
Evaluation of Specialized Tooling and Material Database
One indicator of technical depth is their add, on investment in process-specific resources.
<ол>
Dedicated Copper Tooling Library: Check whether the supplier has a well, maintained copper tool library with tools that have geometries and coatings specifically optimized for the different copper alloys, a factor that is very important for achieving consistent high-quality copper milling.
Parameter Database: An experienced supplier will make use of historical machining data to accurately predict and optimize performance for new projects, thereby minimizing trial and error.
Review of Documented Case Studies and Problem-Solving
Past performance is the best guide. Look their project history through the lens of documented cases.
<ул>
Complex Case Studies: Ask for detailed reports of previous projects where thermal distortion control, deep cavity milling, or ultra surface finish need were involved.
Solution Breakdown: Understand how they identified the situation, worked on the solution, and resulted in measurable improvements of yield, accuracy, or cost.
<блок-цитата>
We are addressing the major issue of supplier selection by publishing a framework of evidence, based audit here. It not only distinguishes the copper machining supplier's capability for distortion control, the handling of special tooling, andcomplex precision copper milling, but also confirms the technical competence of the manufacturer for the production of high-value components.
How Does The Online Quoting System Accurately Calculate The Cost Of Machining Copper Parts?
Conventional cost estimation for custom copper parts generally tends to be slow and inaccurate as it depends highly on manual calculations which often overlook essential factors. We provide a data-backed online quotation engine which interprets a complex technical specification into an accurate and up-to-date pricing. The fundamental value of the system resides in its capacity to simulate actual production costs with more than 96% accuracy, thus revolutionizing RFQ (Request for Quotation) processes:
Multi-Variable, Data-Driven Cost Algorithm
The system doesn't limit itself to simple volume calculations but it applies dynamic coefficients to the main cost drivers. For example, it automatically assigns specific material factors (e.g., 2.2x for beryllium copper, 1.5x for pure C110) and precision factors (e.g., 1.8x for IT6, grade features). It also performs an analysis of a 3D model to attach a complexity factor to features that need specialized high-precision CNC milling strategies, thus the proposal will truly reflect the machining effort.
Real-Time Integration of Process Parameters
Upon receiving a part file and a set of requirements from a user, the system first conducts a manufacturability analysis. It consults a stored database of very tight process parameters that have been proven for various copper alloys to carry out a simulation for cycle time. This in, depth method of CNC machining cost estimation takes into consideration aspects such as tool wear rates, the necessary machine features, as well as finishing operations, and thus provides a detailed cost breakdown within three minutes.
Validation and Continuous Accuracy Improvement
Data from every finished production project is sent back to the quoting algorithm. This closed, loop system constantly compares the initial copper parts quote prediction with the real production costs and time. This machine learning mechanism adjusts the cost coefficients and logic, thereby preserving the platform's accuracy level of ≥96% and making sure that the quotes are both competitive and trustworthy for planning purposes.
<блок-цитата>
We address the problem of unpredictable budgeting by giving immediate, transparent cost estimation that is firmly based on real production data. Our system provides accurate online quotation for custom copper parts, allowing clients to make quick sourcing decisions with certainty, prevent budget overruns, and optimize their procurement process for complicated components.
Why Choose LS Manufacturing As Your Copper Component Processing Partner?
Choosing a copper milling manufacturer requires a partner who can turn material challenges into dependable results. Our partnership value is based on demonstrated execution, specialized resources, and data-driven optimization that continually hits the critical metrics. The major differentiators are:
Deep Material Expertise & Process Stability
<ул>
Proven Experience: 12 years and 183 dedicated copper projects have allowed us to thoroughly understand adhesion, thermal management, and precision CNC milling for high-volume CNC milling demands.
Quantifiable Result: The knowledge accumulated over time is a direct factor in securing a 98.8% first-pass qualification rate, which aligns with partners' project timelines and results in less validation cycles.
Specialized Technical Arsenal for Precision
<ол>
Dedicated Tooling Library: A proprietary collection of 56 specialized tool geometries and coatings is one of the assets that we have specially developed for the unique machining characteristics of various copper alloys.
Targeted Application: This lets us immediately, optimally select tools for each feature, be it for minute details in electrical component milling or heavy roughing, thus, preserving efficiency and surface quality.
Systematic Cost Optimization & Value Delivery
<ул>
Data-Driven Process Refinement: Our massive historical project database is being regularly scrutinized to find the best possible ways for improving parameters, tool life, and workflow efficiency.
Direct Client Benefit: The methodical approach to production cost analysis enables the team to consistently hit 30% plus cost savings over standard industry practices, which in itself translates into real financial value for 86 served clients.
<блок-цитата>
We deliver on the core partnership challenge by offering high, yield production and systematic cost reduction that are predictable. With our method, which is supported by specialized tooling and empirical process data, we lay down an unquestionably reliable basis for sourcing complex copper components. This level of technical excellence makes us a strategic copper milling manufacturer for mission, critical, cost, sensitive applications.
Часто задаваемые вопросы
1. What is the minimum wall thickness for copper part machining?
The lowest thickness of a wall for normal machining is 0.3mm, while with special treatments it can be 0.2mm. LS Manufacturing offers a machining feasibility study.
2. How difficult is it to machine copper of various materials?
Pure copper > Beryllium copper > Brass. LS Manufacturing provides customized solutions for machining according to the characteristics of the material.
3. What is the minimum surface roughness of copper parts?
With precision CNC milling, Ra0.4μm can be achieved, and after polishing, it can be Ra0.1μm.
4. How is dimensional stability ensured during copper part machining?
We have developed several methods for mass production where the dimensional variation is ≤0.015mm. These include releasing the internal stress, keeping the temperature constant during machining, and using special clamping solutions.
5. Do you provide post, processing services for copper parts?
We offer a wide range of post-processing services such as electroplating, passivation, and polishing to cater to the different application requirements of our customers.
6. What is the typical lead time for small-batch copper part machining?
An initial batch of samples takes from 5 to 7 days while a small batch takes between 10 and 15 days. Moreover, our expedited service is always at your disposal for rush orders.
7. How can copper part machining costs be reduced?
This can be done through a combination of multi-dimensional approaches such as material selection, process changes, and batch size optimization, which can lead to cost savings of 30-45%. You can easily estimate your specific manufacturing project expenses by using our online instant custom copper parts quote system.
8. What are the quality inspection standards for copper part machining?
It means the complete set of tests for dimensional accuracy, geometric tolerances, surface roughness, and conductivity.
Сводка
CNC milling of copper materials needs a complete professional process technology system and scientific cost control methods. By thoroughly understanding material properties, fine, tuning the processing parameters, and accurately managing the costs, the perfect combination of quality and cost can be realized. LS Manufacturing professional copper part machining solutions are therefore able to provide customers with a full range of services from technical consulting to mass production.
Send us your copper part drawings now and get your exclusive "Copper Material Machining Process Optimization and Cost Analysis Report"! LS Manufacturing copper part machining specialists will break down machining challenges, give parameter optimization suggestions, and provide cost, saving solutions. Contact us to get a free copper part DFM analysis to help you optimize your design!
Get expert copper CNC milling services to optimize your parts with precision and cost efficiency now.
Содержимое этой страницы предназначено только для информационных целей. Услуги LS Manufacturing Не существует никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуемые детали Расценки. Определите конкретные требования для этих разделов.Пожалуйста, свяжитесь с нами для получения дополнительной информации.
Производственная группа LS
LS Manufacturing – ведущая компания в отрасли. Сосредоточьтесь на индивидуальных производственных решениях. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Штамповка металла и другие универсальные производственные услуги. Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность, качество и профессионализм отбора. Чтобы узнать больше, посетите наш сайт:www.lsrpf.com.
Эксперт по быстрому прототипированию и быстрому производству
Специализируется на механической обработке с ЧПУ, 3D-печати, уретановом литье, быстрой оснастке, литье под давлением, литье металлов, листовом металле и экструзии.