Los servicios de fresado CNC de cobre frecuentemente encuentran dificultades importantes, como la adhesión de la herramienta de cobre puro, lo que provoca una reducción de la vida útil de la herramienta en un 60 %, la rugosidad de la superficie del latón disminuye a Ra3.2 y el cobre berilio se deforma en más. de 0,1 mm después del tratamiento térmico. Estos impedimentos dan como resultado tasas de desperdicio superiores al 12 % y costos que son 40 % más altos que los del mecanizado de acero. La razón principal es el uso de parámetros basados en acero en materiales de cobre.
Diferentes estrategias pueden cambiar completamente la cara de los servicios de fresado CNC de cobre. Con la ayuda de 12 años de experiencia y un historial de 183 proyectos, ofrecemos herramientas específicas para materiales, optimización de parámetros y control de costos. Este método integral no sólo aumenta la eficiencia en un 50% sino que también reduce los costos en un 30-45%, por lo que es una solución directa a los problemas asociados con el mecanizado de cobre.

Tabla de referencia rápida de servicios de fresado CNC de cobre
| Sección | Punto clave en resumen | |
| Propiedades del material | Las aleaciones de cobre (p. ej., C11000, C10100) y el cobre puro se eligen por su conductividad eléctrica/térmica superior. | |
| Capacidad de mecanizado | La gama de servicios va desde la creación de prototipos hasta la producción en masa de piezas complejas con geometrías de alta precisión. | |
| Precisión y tolerancia | Las capacidades de fresado de alta precisión permiten alcanzar tolerancias extremadamente estrechas, normalmente de ±0,01 mm a ±0,05 mm. | |
| Acabado de superficies | Se ofrecen diferentes técnicas de posprocesamiento para mejorar la superficie (por ejemplo, pulido, enchapado, revestimiento). | |
| Garantía de calidad | La verificación exhaustiva utilizando unidades de medición de alta tecnología (CMM, comparadores ópticos) garantiza que el producto cumple con los requisitos. | |
| Soporte de diseño | Proporcionando estudios de ingeniería y DFM (Diseño para Fabricación) para facilitar el diseño de piezas para mecanizado. | |
| Aplicaciones comunes | Empleado ampliamente en la fabricación de componentes eléctricos, disipadores de calor, electrodos EDM y piezas de blindaje RFI/EMI. |
| Aspecto | Cobre puro (C110) | Cobre-berilio (C172) |
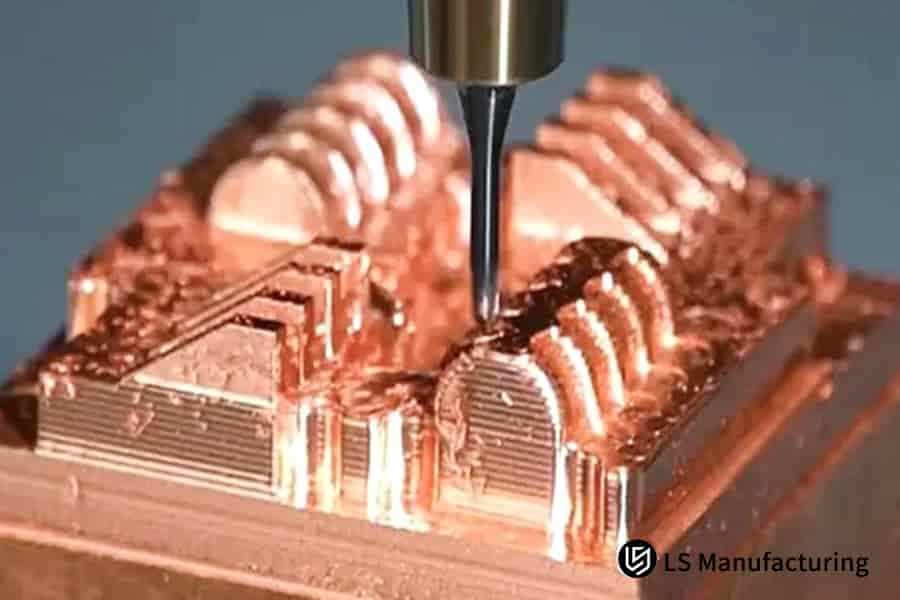
| Desafío principal | Material muy dúctil y térmicamente conductor (~400 W/(m·K)) que provoca adhesión del material y desgaste de los bordes cortantes. | Dureza (HRC 38-42) y abrasividad extremas dan como resultado un rápido desgaste de los flancos y las fuerzas de corte son muy altas. |
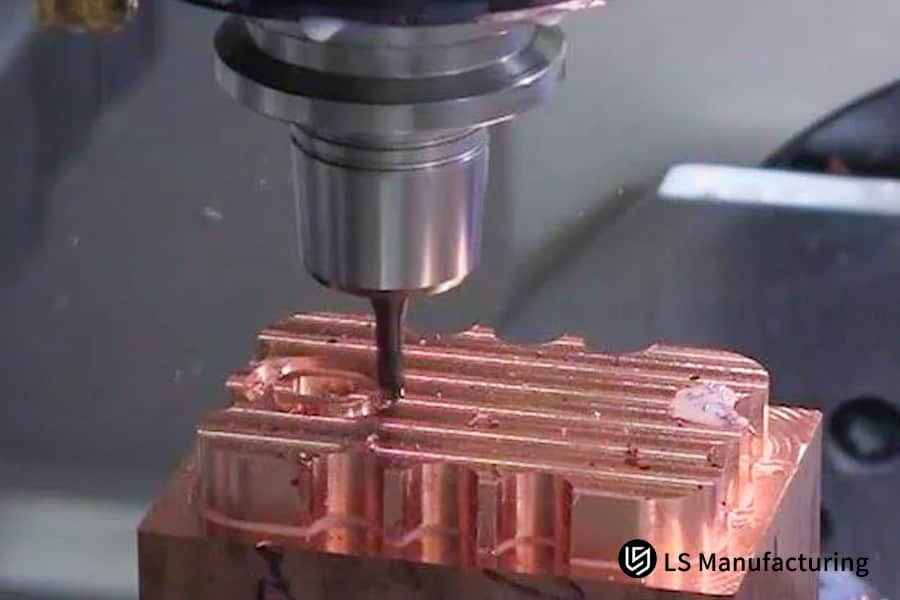
| Geometría óptima de la herramienta | Las herramientas deben diseñarse con un ángulo de inclinación positivo alto (20-25°) y las ranuras de latón deben pulirse para una evacuación eficiente de las virutas. | Los bordes de la herramienta deben ser fuertes, bien afilados y estar equipados con recubrimientos especiales (como AlTiN) para resistir la abrasión y mantener los bordes afilados. |
| Parámetros de corte de llaves | Las velocidades altas del husillo deben combinarse con velocidades de avance moderadas bajo una cantidad mínima de lubricación (MQL) para controlar el calor y la adhesión. | Se pueden utilizar ciclos bajo, medio y alto (80-120 m/min) con velocidades de avance continuas y bien controladas para gestionar las fuerzas de corte y la generación de calor. |
| Optimización probada | La revisión de la base de datos de materiales de LS Manufacturing muestra que la geometría correcta del rompevirutas puede mejorar la productividad del mecanizado de cobre puro en más de un 60 %. | El uso de una estrategia de corte segmentado para cobre berilio ha extendido la vida útil promedio de la herramienta de 15 a 45 piezas en nuestro CNC de alto volumen operaciones de fresado. |

| Categoría de costo | Enfoque de optimización e impacto cuantitativo |
| Costos de materiales | Es común que los costos de materiales representen el 45-60% del costo total; En proyectos de fresado CNC de gran volumen, el enfoque principal de la optimización está en el dimensionamiento estratégico del espacio en blanco y la eficiencia del anidamiento para reducir el desperdicio. |
| Herramientas y consumibles | Estos representan el 15-25 % del costo; el punto principal es aumentar drásticamente la vida útil de la herramienta mediante el uso de geometrías/recubrimientos especialmente diseñados y la optimización del proceso, reduciendo así directamente el costo por pieza. |
| Tiempo de mecanizado (mano de obra/gastos generales) | Es el 20-30% del costo que representa esta pieza; la razón principal para lograr la eficiencia es reducir el tiempo de ciclo mediante el uso de parámetros optimizados y técnicas de fresado CNC avanzadas de alta velocidad. |
| Impacto de la optimización integrada | La simulación de LS Manufacturings revela que al combinar los efectos de la extensión de la vida útil de la herramienta (en un 50-80 %) y la optimización de los parámetros de mecanizado, el costo total del proyecto se puede reducir en un 30-45 %. |