Serviços de fresamento CNC de cobre: um guia do fabricante para usinagem de precisão, soluções personalizadas e fatores de custo
Escrito por
Gloria
Publicado
Feb 03 2026
Fresagem CNC
Siga-nos
Os serviços de fresamento CNC de cobre frequentemente encontram grandes dificuldades, como a adesão da ferramenta do cobre puro, causando uma redução da vida útil da ferramenta em 60%, a rugosidade da superfície do latão diminuindo para Ra3.2 e o cobre-berílio sendo deformado em mais de 0,1 mm após tratamento térmico. Tais impedimentos resultam em taxas de refugo superiores a 12% e custos 40% superiores aos da usinagem de aço. O principal motivo é o uso de parâmetros baseados em aço em materiais de cobre.
Diferentes estratégias podem mudar completamente a cara dos serviços de fresamento CNC de cobre. Com a ajuda de 12 anos de experiência e um histórico de 183 projetos, oferecemos ferramentas específicas para materiais, otimização de parâmetros e controle de custos. Este método abrangente não só aumenta a eficiência em 50%, mas também reduz os custos em 30-45%, sendo assim uma solução direta para os problemas associados à usinagem de cobre.
Tabela de referência rápida de serviços de fresamento CNC de cobre
Seção
Resumo do ponto principal
Propriedades do material
Ligas de cobre (por exemplo, C11000, C10100) e cobre puro são escolhidos por sua condutividade elétrica/térmica superior.
Capacidade de usinagem
A gama de serviços vai desde prototipagem até produção em massa de peças complexas com geometrias altamente precisas.
São oferecidas diferentes técnicas de pós-processamento para melhoria de superfície (por exemplo, polimento, chapeamento, revestimento).
Garantia de qualidade
A verificação abrangente usando unidades de medição de alta tecnologia (CMMs, comparadores ópticos) garante que o produto atenda aos requisitos.
Suporte de design
Fornecendo estudos de engenharia e DFM (Design for Manufacturing) para facilitar o projeto da peça para usinagem.
Aplicativos comuns
Extensamente empregado na fabricação de componentes elétricos, dissipadores de calor, eletrodos EDM e peças de blindagem RFI/EMI.
Nosso foco é produzir peças de cobre de alta precisão com geometrias complexas que desempenham um papel vital no gerenciamento elétrico e térmico. A gama de nossas ofertas acelera todo o processo de desenvolvimento do produto, desde o protótipo até a produção, ao mesmo tempo, garantindo a mais alta qualidade e confiabilidade. Fornecemos uma solução pronta para uso que reduz a complexidade da sua cadeia de suprimentos e fornece peças que atendem aos mais rígidos critérios de desempenho.
Por que confiar neste guia? Experiência prática de especialistas em fabricação da LS
Existem tantos artigos sobre usinagem de cobre, então por que se preocupar em ler este? Não somos teóricos, mas praticantes. Cada conselho dado aqui não veio de um belo experimento de laboratório, mas sim de nossa loja, uma batalha do mundo real contra ligas duras, prazos apertados e projetos complexos. Nosso guia foi testado e comprovado através da experiência, portanto, está alinhado com os altos padrões de organizações como aASTM International e o Instituto Nacional de Padrões e Tecnologia (NIST).
Usinamos peças onde uma falha no gerenciamento térmico poderia derrubar todo um conjunto de servidores e onde um erro no contato elétrico poderia interromper uma linha de montagem crucial. Sempre, desde a prototipagem até a produção completa, aprendemos muito: como obter os melhores percursos de ferramenta para cobre puro pegajoso, como lidar com o calor para que as propriedades do material não sejam prejudicadas e como realizar verificações de qualidade que sejam pelo menos equivalentes às reconhecidas pelo NIST.
Este manual é um resumo do conhecimento acumulado nessas trincheiras. Fornecemos descrições completas das técnicas práticas que permitem combinar medidas econômicas com a precisão extremamente exigente necessária para guias de onda de RF ou conectores aeroespaciais, consultando as especificações de materiais certificadas pela ASTM International. Descobrimos isso com a prática e nossas dicas estão aqui para ajudá-lo a passar pelo próximo projeto sem preocupações e dúvidas.
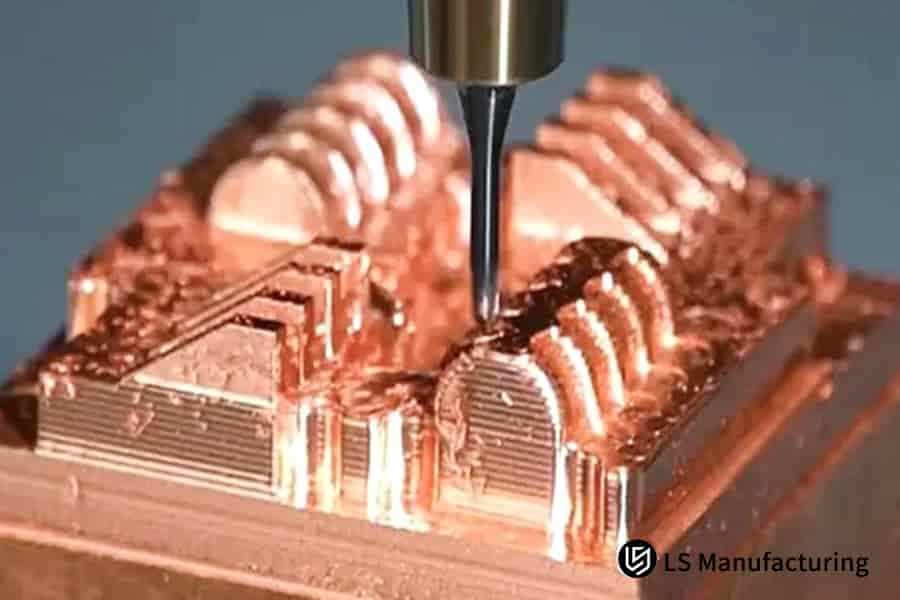
Figura 1: Fabricação de peças de cobre personalizadas e aplicações de desenvolvimento de protótipos.
Quais são as diferenças fundamentais nas características de fresamento de diferentes materiais de liga de cobre?
Serviços de fresamento CNC de cobre que fornecem resultados com sucesso, especialmente quando feitos em pequena escala, devem ser bem pensados, pois uma abordagem errada resultará em desgaste da ferramenta, acabamento superficial ruim e rejeição de peças. Esta discussão aponta as diferenças no comportamento das duas ligas de cobre durante o processo de usinagem: Cobre Puro (C110) e Cobre Berílio (C172). O principal objetivo é fornecer aos engenheiros e gerentes de compras recomendações práticas baseadas em dados para otimização de processos, economia de custos e garantia de qualidade de peças em aplicações de fresamento CNC.
Aspecto
Cobre puro (C110)
Cobre-berílio (C172)
Desafio principal
Material muito dúctil e termicamente condutor (~400 W/(m·K)), causando adesão do material e escoriações nas arestas de corte.
Dureza extrema (HRC 38-42) e abrasividade resultam em rápido desgaste de flanco e as forças de corte são muito altas.
Geometria ideal da ferramenta
As ferramentas devem ser projetadas com um ângulo de inclinação positivo alto (20-25°) e os canais de latão devem ser polidos para uma evacuação eficiente de cavacos.
As bordas da ferramenta devem ser fortes, bem afiadas e equipadas com revestimentos especiais (como AlTiN) para resistir à abrasão e manter as bordas afiadas.
Parâmetros de corte de chave
Altas velocidades do fuso devem ser combinadas com taxas de alimentação moderadas sob Quantidade Mínima de Lubrificação (MQL) para controlar o calor e a adesão.
Ciclos baixo-médio e alto (80-120 m/min) com taxas de avanço contínuas e bem controladas podem ser usados para gerenciamento de forças de corte e geração de calor.
Otimização comprovada
A análise do
banco de dados de materiais da LS Manufacturing mostra que a geometria correta do quebra-cavacos pode melhorar a produtividade da usinagem de cobre puro em mais de 60%.
O uso da estratégia de corte segmentado para cobre-berílio aumentou a vida útil média da ferramenta de 15 para 45 peças em nosso CNC de alto volume operações de fresagem.
Neste relatório, apresentamos uma estrutura de seleção de estratégia que aproveita as propriedades materiais intrínsecas para orientar a escolha de uma estratégia: para cobre puro, combate a adesão, e para cobre-berílio, resiste à usinagem contra desgaste. Aqui fornecemos soluções com usinagem de cobrecomponentes de precisão que, além de usar ferramentas exatas e estratégias de parâmetros, geram economia direta de custos e melhoria na confiabilidade das peças em cenários de fresamento CNC de alta precisão de alto valor.
Como resolver os problemas de aderência da ferramenta e formação de arestas postiças durante a usinagem de material de cobre?
Fresamento de cobre de precisão que é eficiente e eficaz exige que os problemas persistentes de adesão do material e a criação da borda construída e ascendente (BUE) sejam adequadamente resolvidos. Quando isso acontece, a qualidade da superfície é prejudicada, as ferramentas se desgastam mais rapidamente e há erros nas medidas das dimensões. Nossa metodologia emprega uma abordagem integrada que combina soluções de ferramentas avançadas, gerenciamento térmico preciso e otimização de parâmetros para fornecer resultados confiáveis e de alta qualidade. Este documento detalha as contramedidas técnicas:
Seleção avançada de ferramentas e tecnologia de revestimento
A medida de proteção mais importante é fornecer ferramentas com revestimentos nanocompostos que sejam ultra, suaves e tenham atrito muito baixo (coeficiente de atrito ≤ 0,3). Esses revestimentos descritos, juntamente com faces de saída polidas, reduzem principalmente a tendência de aderência dos cavacos de cobre em direção à aresta de corte. Essa abordagem focada em fresamento CNC vai direto para a eliminação da primeira adesão que resulta na formação de BUE, garantindo assim o fluxo ininterrupto de cavacos e protegendo assim o formato da ferramenta.
Resfriamento estratégico e controle preciso de temperatura
Utilizamos sistemas de refrigeração de alta pressão (≥7 MPa) focados diretamente na interface cavaco-ferramenta. Este poderoso jato remove cavacos com eficácia, quebra o efeito de soldagem e mantém criticamente a temperatura da zona de corte abaixo de 150°C. Esta regulação térmica cuidadosa é crucial para peças de fresamento de cobre de precisão, pois evita que o material se torne dúctil, que é a principal causa da adesão, portanto, o processo de usinagem se torna estável.
Geometria da ferramenta e parâmetros de usinagem otimizados
Além dos revestimentos, a geometria da ferramenta é modificada com precisão. A introdução de ferramentas com ângulos de inclinação negativos controlados (-5° a -8°) aumenta a resistência da aresta de corte. Isso, junto com a fresagem CNC complexa otimizada, acelera e avança as máquinas para operações complexas, reduz as forças de corte e a tensão de contato. Nossa pesquisa revela que essa mistura pode diminuir a ocorrência de BUE em 80%, o que significa processos estáveis e peças com melhor acabamento.
Esta abordagem integrada de três elementos: ferramentas revestidas, resfriamento potente, alteração de parâmetros, visa as causas fundamentais de adesão e BUE. Produzimos fresamento de cobre de precisão consistente, com vida útil previsível da ferramenta e excelente qualidade de superfície (Ra <0,8μm é alcançado consistentemente), portanto, uma vantagem técnica confiável pode ser dada às aplicações de missão crítica onde a confiabilidade é o valor principal.
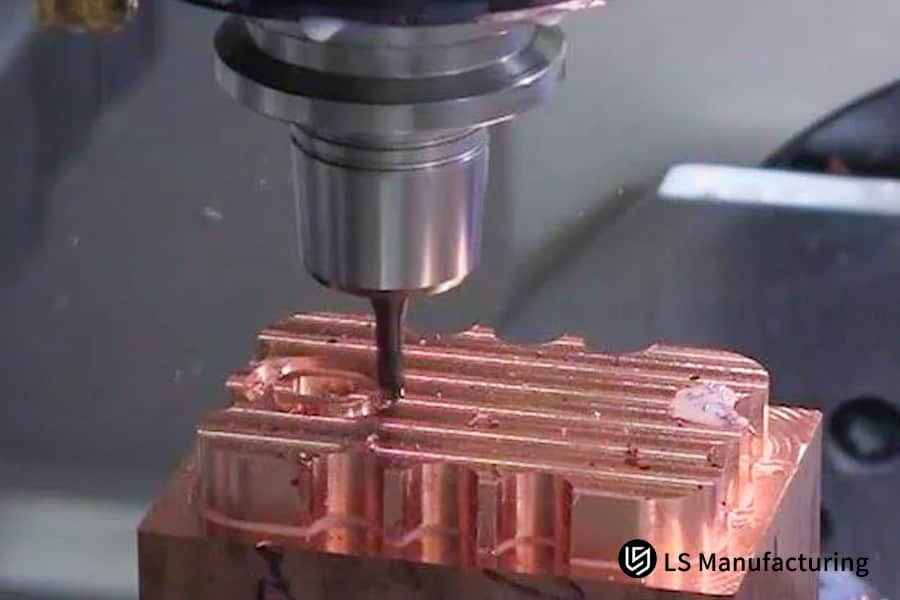
Figura 2: Fresamento de um componente de cobre de alta precisão para usinagem de protótipo e demonstração de capacidade do fornecedor.
Como controlar a deformação dentro de 0,02 mm ao usinar peças de cobre com paredes finas?
A usinagem de peças de cobre de parede fina sem distorção devido a forças de corte e tensões térmicas é uma questão de grande preocupação ao tentar obter tolerâncias abaixo de 0,02 mm. Desenvolvemos um protocolo geral de usinagem de precisão que combina inovação de processos, simulação analítica e ambientes controlados, sendo nossa solução para esse problema. Abaixo está uma breve descrição dos principais pontos técnicos da nossa estratégia:
Estratégia e sequência de processos inovadores
Nossa abordagem se baseia em quebrar o gerenciamento do estresse interno por meio de uma estratégia de vários estágios.
Usinagem Simétrica: Para remover o material, programamos a ferramenta para trabalhar em ambos os lados da peça simultaneamente para que as tensões residuais sejam equilibradas durante fresamento CNC de alta velocidade.
Intermediários de alívio de tensão: Incorporamos estrategicamente intervalos para alívio de tensão no meio do processo, evitando assim que os estágios finais de fresamento de cobre de precisão fiquem distorcidos devido a tensões acumuladas.
Design avançado de fixação e fixação analítica
O design da luminária deve ser a principal prioridade para o controle de deformação.
Suporte flexível multiponto: Implementamos acessórios personalizados equipados com um suporte conformal ajustável que ajuda a distribuir a pressão de fixação uniformemente, eliminando assim o risco de distorção localizada.
Soluções otimizadas por FEA:Análise de elementos finitos é usada para simular as forças de fixação e corte antes da produção, permitindo-nos aperfeiçoar a localização e a pressão do suporte, garantindo assim que até mesmo os componentes de parede ultrafina sejam estáveis.
Gerenciamento térmico e resfriamento proativos
O controle de calor é um pré-requisito para a prevenção da expansão térmica.
Resfriamento em baixa temperatura: utilizamos temperatura controlada do líquido refrigerante e fluxo direcionado para manter um estado térmico baixo estável na peça de trabalho durante fresamento complexo de cobre.
Usinagem isotérmica: Esta técnica reduz os gradientes térmicos a quase zero. Como resultado, o material se comporta de maneira previsível e as dimensões das peças feitas em um lote permanecem consistentes.
Ao combinar tensão, percursos de ferramentas balanceados, fixação verificada pela FEA e controle de processo isotérmico, somos capazes de produzir peças de cobre de parede fina com deformações inferiores a 0,015 mm e rendimentos de lote superiores a 98%. Um nível tão elevado de sofisticação técnica proporciona uma vantagem competitiva totalmente convincente para aquelas aplicações onde é necessária estabilidade geométrica a um nível extremo.
Quais são os principais fatores que afetam o custo do fresamento CNC de peças de cobre?
A previsão precisa de custos para fatores de custo de fresamento CNC é crucial para o orçamento do projeto e o fornecimento estratégico. Esta análise identifica e mede os três fatores de custo mais significativos na usinagem de cobre: material, ferramentas e mão de obra. Compreender seu peso permite a otimização de custos e permite que decisões de engenharia de valor alcancem a máxima eficiência financeira sem comprometer a qualidade.
Categoria de custo
Impacto quantitativo e foco na otimização
Custos de materiais
É comum que os custos de material representem 45-60% do custo total; em projetos de fresamento CNC de alto volume, o foco principal da otimização está no dimensionamento estratégico da peça bruta e na eficiência do agrupamento para reduzir o desperdício.
Ferramentas e consumíveis
Eles representam 15-25% do custo; o ponto principal é aumentar drasticamente a vida útil da ferramenta usando geometrias/revestimentos especialmente projetados e otimização de processos, reduzindo assim diretamente o custo por peça.
Tempo de usinagem (mão de obra/despesas gerais)
É 20-30% do custo que esta parte representa; o principal motivo para alcançar a eficiência é reduzir o tempo de ciclo usando parâmetros otimizados e técnicas avançadas de fresamento CNC de alta velocidade.
Impacto da otimização integrada
A simulação da LS Manufacturings revela que, combinando os efeitos da extensão da vida útil da ferramenta (em 50-80%) e da otimização dos parâmetros de usinagem, o custo total do projeto pode ser reduzido em 30-45%.
Este artigo analisa os direcionadores de custos com dados quantificáveis, apresentando assim um roteiro para otimização de custos de fresamento CNC. Abordamos os problemas dos clientes fornecendo uma abordagem de engenharia de valor precisa, que inclui otimização do uso de materiais, extensão da vida útil da ferramenta e redução do tempo de usinagem para reduzir com eficiência o custo total de propriedade de componentes de cobre de precisão. O uso dessa abordagem baseada em dados é essencial para o fornecimento competitivo em projetos altamente técnicos e sensíveis ao custo.
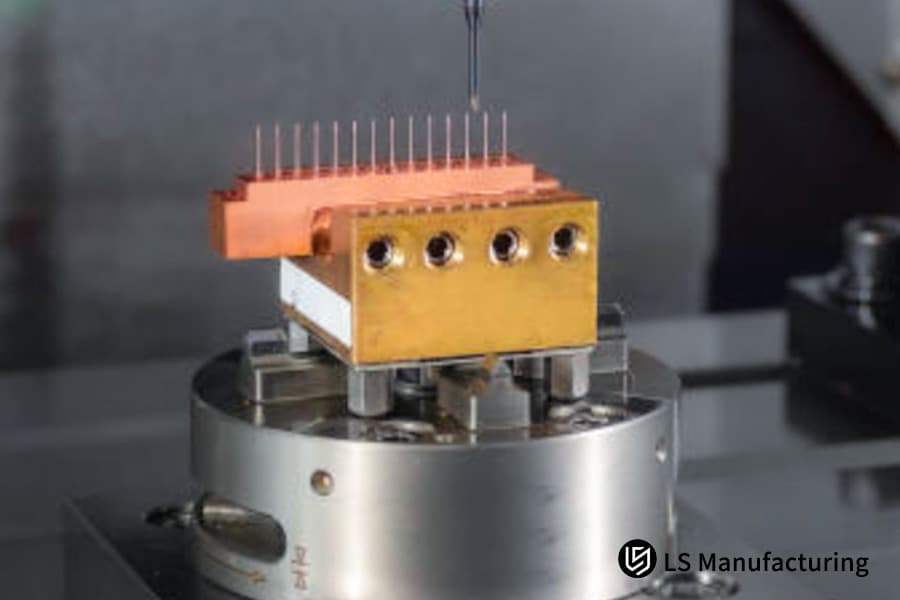
Figura 3: Fresamento CNC de uma peça de cobre de alta precisão para desenvolvimento de protótipo e análise de custo de fabricação.
Como a estratégia de produção de componentes de cobre pode ser otimizada, desde a prototipagem até a produção em massa?
Há um diabo nos detalhes quando se trata de usinagem de protótipos de cobre ser transformada em produção em lote que seja eficiente, ou seja, obtendo um equilíbrio ideal entre velocidade, custo e qualidade. Uma estratégia de produção inadequadamente otimizada resulta em ciclos de desenvolvimento mais longos e custos por peça mais elevados. Através de um processo passo a passo, combinamos diferentes aspectos do processo, maximizando assim o valor e permitindo uma expansão suave. A abordagem subjacente é dividida em três fases progressivas:
Prototipagem Rápida: Obtendo Validação Funcional
Em primeiro lugar, esse estágio é configurado para funcionar o mais rápido possível para suportar a iteração rápida do design. Usamos ferramentas genéricas e parâmetros relativamente agressivos, mas ainda estáveis, para fresamento CNC de alta velocidade. O objetivo é produzir peças funcionais em 3-5 dias para verificação física de forma, ajuste e função. Detalhes sobre tempos de ciclo e desempenho da ferramenta são mantidos para a próxima fase da estratégia de produção com base nos dados obtidos.
Lote piloto: refinamento de processos e benchmarking de custos
A validação do design foi concluída; portanto, o foco do processo passa para a otimização por meio da produção de pequenos volumes. Com base nos dados do protótipo, retrabalhamos os parâmetros de corte, escolhemos as melhores ferramentas e estabelecemos a primeira linha de base do controle de qualidade. O processo complexo de moagem de cobre é estabilizado nesta etapa, os gargalos são separados e o custo por peça repetível real que pode ser usado para projeção de produção em grande escala é estabelecido.
Produção em grande escala: otimização de custos em volume
Para pedidos maduros e de alto volume, fazemos a transição para acessórios dedicados, ferramentas especializadas e fluxos de trabalho simplificados. A implementação de estratégias como o dimensionamento ideal de lotes (30-100 peças) maximiza a utilização do equipamento e minimiza a sobrecarga de configuração. Essa abordagem dedicada, apoiada por nossas análises de produção, alcança de forma confiável a meta de redução de custos de 25-35% em comparação com o escalonamento não otimizado.
Ao definir as prioridades do processo nas fases de produção, como velocidade, refinamento e eficiência, somos capazes de escalar a usinagem de protótipos de cobre para a produção em lote usando o primeiro conceito de forma econômica. Traremos prazos de desenvolvimento mais curtos, custos previsíveis e aumento de volume contínuo. Assim, oferecemos uma vantagem decisiva no campo da fabricação de componentes de cobre de precisão para o mercado de forma competitiva.
Figura 4: Fresamento CNC de um componente de cobre de precisão para usinagem de protótipos e fabricação de peças personalizadas.
LS Manufacturing Indústria de veículos de nova energia: projeto personalizado para tampas de extremidade de enrolamento de cobre de motor
Este estudo de caso de veículo de nova energia detalha um desafio crítico de fabricação envolvendo a fresagem CNC de alta precisão de uma tampa de cobre de motor. O cliente estava com problemas com prazos de produção e custos, pois a distorção térmica, o problema que seu fornecedor tinha na usinagem de tampas de cobre, era o principal motivo. A solução foi uma pequena melhoria na estratégia de resfriamento:
Desafio do cliente
O cliente, um fabricante líder de NEV, queria um motor usinagem de tampa de extremidade de cobre com um diâmetro de 200 mm e uma tolerância crítica de planicidade de 0,02 mm. No entanto, seu fornecedor anterior, portanto, a deformação térmica da usinagem causou apenas a planicidade de 0,08 mm e uma taxa de raspagem de 30%. Isso colocou em risco diretamente o cronograma do projeto e da linha de montagem do motor devido ao fornecimento não confiável de peças e ao aumento dos custos.
Solução de fabricação LS
Introduzimos uma solução de fresamento CNC personalizada baseada principalmente em usinagem criogênica com o uso de um jato de resfriamento de nitrogênio líquido logo no ponto de aplicação. Este método de resfriamento inovador manteve a peça a uma temperatura muito baixa de uma forma muito controlada, tornando a expansão térmica insignificante. Juntamente com isso, usamos um novo dispositivo localizador de 12 pontos e alteramos os parâmetros do fuso para obter um fresamento estável e sem vibrações, que foi a solução direta para o problema de distorção.
Resultados e valor
At the end of the day, part flatness was repeatedly maintained within 0.015mm that was beyond the specification. The part qualification rate went up to 99.2%, thus, no waste was produced. The reliable production process greatly helped the client cut down their delivery cycle by 40% and at the same time, ensured cost savings of 1.2 million RMB on a yearly basis by securing on-time assembly and eliminating the cost of scrap.
This project is a perfect illustration of how we operate when faced with complex thermal challenges in precision copper milling. Through the targeted development and implementation of a cryogenic production process, we were able to offer measurable reliability and cost savings. It also reflects our technical competence in fulfilling the requirements of mission-critical components in the highly competitive electric vehicle industry.
Struggling with thermal distortion in copper milling affecting your yields? Let our proven cryogenic machining process replicate this precision for your project.
How To Evaluate The Technical Capabilities Of A Copper Component Supplier?
Hiring a CNC copper machining supplier for your project is not just about comparing quotes but also about a detailed forensic technical assessment of their problem-solving capabilities. The real pros show their abilities by delivering quantifiable results in solving difficult problems rather than sharing a broad list of equipment. A thorough supplier selection process should at least include:
On-site Process Verification & Capability Audit
We suggest that you personally inspect the supplier's factory for those critical precision tasks.
Live Thin-Wall Machining Demo: You should ask them to machine a copper test piece with a 0.8mm thin-wall in order to immediately verify their low-distortion copper milling skills.
Key Metric: The flatness of the final component has to be ≤0.025mm, which will be a direct measure of their skill in handling clamping forces, toolpath strategy, and thermal management.
Evaluation of Specialized Tooling and Material Database
One indicator of technical depth is their add, on investment in process-specific resources.
Dedicated Copper Tooling Library: Check whether the supplier has a well, maintained copper tool library with tools that have geometries and coatings specifically optimized for the different copper alloys, a factor that is very important for achieving consistent high-quality copper milling.
Parameter Database: An experienced supplier will make use of historical machining data to accurately predict and optimize performance for new projects, thereby minimizing trial and error.
Review of Documented Case Studies and Problem-Solving
Past performance is the best guide. Look their project history through the lens of documented cases.
Complex Case Studies: Ask for detailed reports of previous projects where thermal distortion control, deep cavity milling, or ultra surface finish need were involved.
Solution Breakdown: Understand how they identified the situation, worked on the solution, and resulted in measurable improvements of yield, accuracy, or cost.
We are addressing the major issue of supplier selection by publishing a framework of evidence, based audit here. It not only distinguishes the copper machining supplier's capability for distortion control, the handling of special tooling, andcomplex precision copper milling, but also confirms the technical competence of the manufacturer for the production of high-value components.
How Does The Online Quoting System Accurately Calculate The Cost Of Machining Copper Parts?
Conventional cost estimation for custom copper parts generally tends to be slow and inaccurate as it depends highly on manual calculations which often overlook essential factors. We provide a data-backed online quotation engine which interprets a complex technical specification into an accurate and up-to-date pricing. The fundamental value of the system resides in its capacity to simulate actual production costs with more than 96% accuracy, thus revolutionizing RFQ (Request for Quotation) processes:
Multi-Variable, Data-Driven Cost Algorithm
The system doesn't limit itself to simple volume calculations but it applies dynamic coefficients to the main cost drivers. For example, it automatically assigns specific material factors (e.g., 2.2x for beryllium copper, 1.5x for pure C110) and precision factors (e.g., 1.8x for IT6, grade features). It also performs an analysis of a 3D model to attach a complexity factor to features that need specialized high-precision CNC milling strategies, thus the proposal will truly reflect the machining effort.
Real-Time Integration of Process Parameters
Upon receiving a part file and a set of requirements from a user, the system first conducts a manufacturability analysis. It consults a stored database of very tight process parameters that have been proven for various copper alloys to carry out a simulation for cycle time. This in, depth method of CNC machining cost estimation takes into consideration aspects such as tool wear rates, the necessary machine features, as well as finishing operations, and thus provides a detailed cost breakdown within three minutes.
Validation and Continuous Accuracy Improvement
Data from every finished production project is sent back to the quoting algorithm. This closed, loop system constantly compares the initial copper parts quote prediction with the real production costs and time. This machine learning mechanism adjusts the cost coefficients and logic, thereby preserving the platform's accuracy level of ≥96% and making sure that the quotes are both competitive and trustworthy for planning purposes.
We address the problem of unpredictable budgeting by giving immediate, transparent cost estimation that is firmly based on real production data. Our system provides accurate online quotation for custom copper parts, allowing clients to make quick sourcing decisions with certainty, prevent budget overruns, and optimize their procurement process for complicated components.
Why Choose LS Manufacturing As Your Copper Component Processing Partner?
Choosing a copper milling manufacturer requires a partner who can turn material challenges into dependable results. Our partnership value is based on demonstrated execution, specialized resources, and data-driven optimization that continually hits the critical metrics. The major differentiators are:
Deep Material Expertise & Process Stability
Proven Experience: 12 years and 183 dedicated copper projects have allowed us to thoroughly understand adhesion, thermal management, and precision CNC milling for high-volume CNC milling demands.
Quantifiable Result: The knowledge accumulated over time is a direct factor in securing a 98.8% first-pass qualification rate, which aligns with partners' project timelines and results in less validation cycles.
Specialized Technical Arsenal for Precision
Dedicated Tooling Library: A proprietary collection of 56 specialized tool geometries and coatings is one of the assets that we have specially developed for the unique machining characteristics of various copper alloys.
Targeted Application: This lets us immediately, optimally select tools for each feature, be it for minute details in electrical component milling or heavy roughing, thus, preserving efficiency and surface quality.
Systematic Cost Optimization & Value Delivery
Data-Driven Process Refinement: Our massive historical project database is being regularly scrutinized to find the best possible ways for improving parameters, tool life, and workflow efficiency.
Direct Client Benefit: The methodical approach to production cost analysis enables the team to consistently hit 30% plus cost savings over standard industry practices, which in itself translates into real financial value for 86 served clients.
We deliver on the core partnership challenge by offering high, yield production and systematic cost reduction that are predictable. With our method, which is supported by specialized tooling and empirical process data, we lay down an unquestionably reliable basis for sourcing complex copper components. This level of technical excellence makes us a strategic copper milling manufacturer for mission, critical, cost, sensitive applications.
Perguntas frequentes
1. What is the minimum wall thickness for copper part machining?
The lowest thickness of a wall for normal machining is 0.3mm, while with special treatments it can be 0.2mm. LS Manufacturing offers a machining feasibility study.
2. How difficult is it to machine copper of various materials?
Pure copper > Beryllium copper > Brass. LS Manufacturing provides customized solutions for machining according to the characteristics of the material.
3. What is the minimum surface roughness of copper parts?
With precision CNC milling, Ra0.4μm can be achieved, and after polishing, it can be Ra0.1μm.
4. How is dimensional stability ensured during copper part machining?
We have developed several methods for mass production where the dimensional variation is ≤0.015mm. These include releasing the internal stress, keeping the temperature constant during machining, and using special clamping solutions.
5. Do you provide post, processing services for copper parts?
We offer a wide range of post-processing services such as electroplating, passivation, and polishing to cater to the different application requirements of our customers.
6. What is the typical lead time for small-batch copper part machining?
An initial batch of samples takes from 5 to 7 days while a small batch takes between 10 and 15 days. Moreover, our expedited service is always at your disposal for rush orders.
7. How can copper part machining costs be reduced?
This can be done through a combination of multi-dimensional approaches such as material selection, process changes, and batch size optimization, which can lead to cost savings of 30-45%. You can easily estimate your specific manufacturing project expenses by using our online instant custom copper parts quote system.
8. What are the quality inspection standards for copper part machining?
It means the complete set of tests for dimensional accuracy, geometric tolerances, surface roughness, and conductivity.
Resumo
CNC milling of copper materials needs a complete professional process technology system and scientific cost control methods. By thoroughly understanding material properties, fine, tuning the processing parameters, and accurately managing the costs, the perfect combination of quality and cost can be realized. LS Manufacturing professional copper part machining solutions are therefore able to provide customers with a full range of services from technical consulting to mass production.
Send us your copper part drawings now and get your exclusive "Copper Material Machining Process Optimization and Cost Analysis Report"! LS Manufacturing copper part machining specialists will break down machining challenges, give parameter optimization suggestions, and provide cost, saving solutions. Contact us to get a free copper part DFM analysis to help you optimize your design!
Get expert copper CNC milling services to optimize your parts with precision and cost efficiency now.
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Não se deve inferir que um fornecedor ou fabricante terceiro fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra através da rede LS Manufacturing. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Equipe de fabricação da LS
LS Manufacturing é uma empresa líder do setor. Concentre-se em soluções de fabricação personalizadas. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolha LS Fabricação. This means selection efficiency, quality and professionalism. To learn more, visit our website:www.lsrpf.com.
Especialista em prototipagem rápida e fabricação rápida
Especializada em usinagem cnc, impressão 3D, fundição de uretano, ferramentas rápidas, moldagem por injeção, fundição de metal, chapa metálica e extrusão.