
Mehrspindel-Stanzverfahren bieten die optimale Lösung für langjährige Ineffizienzen in der Fertigungsindustrie, darunter Materialausnutzungsraten von oft unter 60 % und Ausschusskosten bei komplexen Bauteilen. Durch die Ermöglichung einer echten 360° -Umformung adressiert diese hochmoderne Technik diese Ineffizienzen direkt und gewährleistet so von Anfang an eine drastische Reduzierung des Materialausschusses um 40 % sowie geringere Produktionskosten.
Dies ist auf die Überwindung der geometrischen Beschränkungen traditioneller Stanzverfahren zurückzuführen. Die Formbarkeit dieser Technik gewährleistet die präzise Fertigung komplexer Bauteile und minimiert effektiv die Rückfederungsabweichung, um eine außergewöhnliche Maßstabilität zu garantieren. Somit ermöglicht sie eine wiederholgenaue Fertigung mit Toleranzen von ±0,01 mm und erfüllt damit die strengen CPK-Anforderungen.

Benutzerdefiniertes Mehrfach-Stempeln: Kurzanleitung
| Schlüsselaspekt | Technischer Einblick |
| Prozesskernprinzip | Das Mehrfachstanzen ist ein Verfahren, bei dem das Material in einem einzigen Arbeitsgang in verschiedene Richtungen gestanzt wird. Dieses Verfahren eignet sich besonders für die Herstellung komplexer 3D-Teile in kleineren Abmessungen, die mit dem Folgeverbundwerkzeugverfahren nur schwer zu fertigen sind. |
| Volumen- und Geschwindigkeitsvorteil | Das Verfahren eignet sich am besten für die Fertigung von Teilen in Tausenden pro Stunde mit maximaler Genauigkeit . |
| Material- und Designeffizienz | Durch die Verwendung dünnen Materials und das anschließende Stanzen der Teile in verschiedene Richtungen ist der Prozess im Hinblick auf die Materialeffizienz hocheffizient. |
| Werkzeugkomplexität und Fachkompetenz | Das Verfahren des Mehrschlitten-Stanzens erfordert die Entwicklung komplexer Werkzeuge , die präzise konstruiert und ausgeführt werden müssen, um eine Verformung der Teile zu verhindern. |
| Unser Engineering- und Kontrollprozess | Unser Unternehmen ist auf die Entwicklung komplexer Werkzeuge mittels Mehrschieber-Stanzverfahren spezialisiert. |
| Ergebnis: Unübertroffene Kosteneffizienz | Erreicht die niedrigstmöglichen Kosten pro Teil für geeignete Stanzanwendungen mit hohem Durchsatz durch Geschwindigkeit, minimalen Materialverbrauch und reduzierte Anzahl von Montageschritten. |
| Ergebnis: Realisierung eines komplexen Bauteils | Ermöglicht die wirtschaftliche Massenproduktion komplexer Teile wie elektrischer Kontakte, Federn und komplexer Halterungen , deren Herstellung andernfalls nicht realisierbar wäre. |
Wir lösen das Problem der kostengünstigen Massenproduktion kleiner, filigraner Metallteile mit komplexen 3D-Geometrien. Unsere Expertise in komplexen Mehrschlitten-Stanzverfahren ermöglicht die Herstellung von Fertigteilen aus Bandmaterial in einem Arbeitsgang. Dadurch minimieren wir Abfall und Nachbearbeitungsschritte und erzielen so optimale Ergebnisse bei der Serienfertigung.
Warum Sie diesem Leitfaden vertrauen sollten? Praktische Erfahrungen von LS Manufacturing-Experten
Kundenspezifisches Mehrspindelstanzen ist keine Theorie. Unsere Kompetenzen entwickeln wir in der Praxis, wo wir täglich hochfeste Legierungen in komplexe Formen bringen. Wir kennen nicht nur die Theorie des Mehrspindelstanzens, sondern setzen dieses Wissen auch in der Praxis ein. Jede Entscheidung basiert auf strengen Normen, unter anderem den von ASM International veröffentlichten, um sicherzustellen, dass die Materialwissenschaft im Stanzprozess verstanden und kontrolliert wird.
Wir fertigen missionskritische Komponenten, bei denen Ausfälle inakzeptabel sind. In der Luft- und Raumfahrtindustrie kann die Zuverlässigkeit eines winzigen Steckverbinders systementscheidend sein. Bei Medizingeräten kann die Präzision einer geformten Feder lebensrettend sein. Unser unermüdliches Streben nach Perfektion prägt unsere Prozessoptimierung, die sich an den Best Practices für operative Exzellenz der American Production and Inventory Control Society (APICS) orientiert und so eine beispiellose Konsistenz gewährleistet.
Jeder unserer Ratschläge basiert auf tausenden Produktionszyklen und schmerzhaften Versuchen . Wir haben das Problem der Rückfederung bei Inconel bereits gelöst und die Werkzeugwege für sprödes Titan optimiert. Was Sie hier lesen, ist genau das, was wir anwenden, um Präzision, Effizienz und Zuverlässigkeit in jedes unserer Bauteile zu bringen.
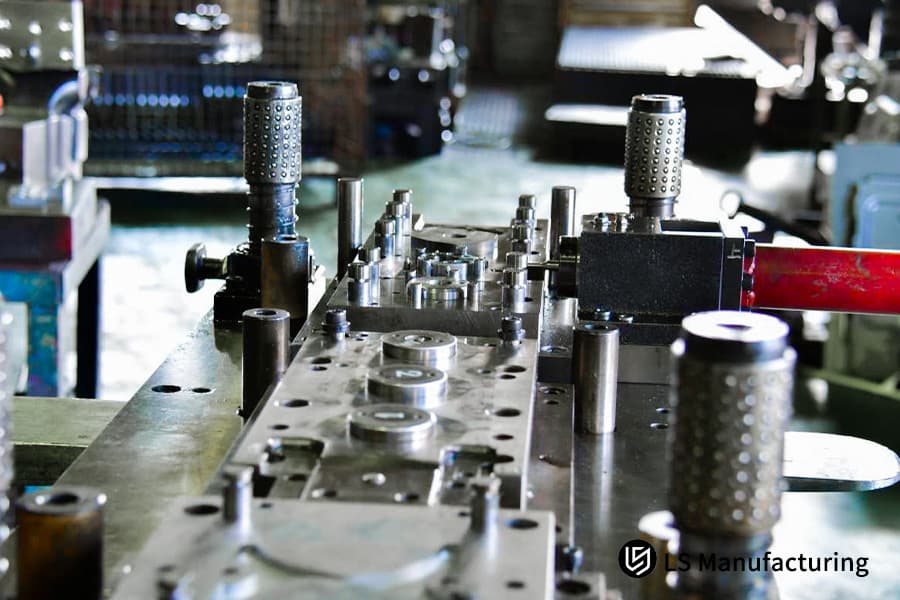
Abbildung 1: Eine Hochgeschwindigkeitspresse stanzt und formt hochpräzise Stifte aus Berylliumkupfer für Sensoren in Treibstoffsystemen für die Luft- und Raumfahrt.
Warum können Mehrschlitten-Stanzdienstleistungen Ihre anfänglichen Werkzeuginvestitionen erheblich reduzieren?
Der Kernvorteil des Mehrschlitten-Stanzverfahrens liegt in seinem grundlegenden Wandel gegenüber der monolithischen Werkzeugkonstruktion und der direkten Senkung der mit traditionellen Werkzeugen verbundenen Investitionskosten. Dies wird durch seine modulare und anpassungsfähige Bauweise erreicht, wodurch Kosten und Entwicklungszeit deutlich reduziert werden.
Modulare Werkzeuge statt monolithischer Formen
Folgeverbundwerkzeuge sind monolithisch und weisen komplexe, maschinell zu bearbeitende Merkmale auf. Unsere Mehrschlitten-Stanzdienstleistungen bieten unabhängige und einfachere Werkzeugkomponenten, die auf einzelnen Schlitten montiert werden können. Dadurch werden monolithische Werkzeuge vermieden und die Bearbeitung komplexer Merkmale entfällt, was die Bearbeitungskosten direkt reduziert. Dies ist die Grundvoraussetzung für die Optimierung der Werkzeugkosten .
Vereinfachtes Design für komplexe Geometrien
Bei komplexen Bauteilen mit vielen Biegungen und asymmetrischen Merkmalen können die Konstruktionskomplexität und die Kosten eines Folgeverbundwerkzeugs exponentiell steigen. Unser System ermöglicht es, jede Biegung und Form als eigenständigen Arbeitsgang mit eigenem Werkzeug zu konstruieren und zu behandeln. Dies vereinfacht den Konstruktions- und Simulationsprozess erheblich, senkt die Entwicklungskosten und verhindert kostspielige Konstruktionsfehler, bevor überhaupt Metall für die hochpräzise Metallstanzung bearbeitet wird.
Schnelle Konfiguration und Umstellung
Die modulare Bauweise ermöglicht die unabhängige Konfiguration und Prüfung von Werkzeugen. Bei spezifischen Umformproblemen genügt es, ein einzelnes, kleineres Werkzeug nachzubearbeiten, anstatt ein komplettes Stanzwerkzeug neu zu fertigen. Dies reduziert die Anzahl der Designiterationen erheblich und beschleunigt Entwicklung und Prototypenbau. Darüber hinaus bietet diese Bauweise beispiellose Flexibilität für zukünftige Designänderungen und die Fertigung von Teilefamilien, um Ihre zukünftigen Investitionen in komplexe Stanzlösungen zu sichern.
Direkte Auswirkungen auf die Projektwirtschaftlichkeit
Das Ergebnis ist eine signifikante Reduzierung des Zeit- und Kapitalaufwands für den Produktionsstart. Für unsere Kunden bedeutet dies eine Senkung des anfänglichen Projektbudgets um 20–30 % aufgrund geringerer Kosten für Bearbeitung und Konstruktion. Dieses Verfahren ist deutlich schneller als herkömmliche Methoden, ermöglicht eine rasche Validierung von Designs und führt zu einer wesentlich kürzeren Markteinführungszeit. Es ist die bevorzugte Option für kundenspezifische Metallstanzdienstleistungen .
Diese Bewertung verdeutlicht unsere Position als entscheidender Wettbewerbsvorteil. Unsere Lösung beseitigt die Kosten und die Starrheit herkömmlicher Werkzeuge durch innovative Konstruktion – und bietet damit nicht nur einen theoretischen Vorteil. Unsere Dokumentation beschreibt detailliert, wie dieses gängige Problem von Herstellern zu einem klaren Nutzen wird.

Wie kann ein Hersteller bei der Massenproduktion von Metallstanzteilen eine fehlerfreie Lieferung gewährleisten?
Die Gewährleistung von Null Fehlern in der Serienfertigung erfordert einen grundlegenden Wandel: von der Endkontrolle hin zur Echtzeitkontrolle und -korrektur von Abweichungen direkt an der Quelle im dynamischen Stanzprozess. Dies wird durch die Integration von statistischer Prozesskontrolle, automatisierter Echtzeitkorrektur und vorausschauendem Werkzeugmanagement erreicht, um eine gleichbleibende Qualität vom ersten bis zum letzten Teil im Stanzprozess sicherzustellen.
Integrierte In-Process-SPC
- Echtzeitüberwachung: In die Werkzeuge integrierte Sensoren überwachen wichtige Parameter in Echtzeit, darunter Tonnage und Position .
- Unmittelbares Feedback: Die statistische Analyse der Parameter erfolgt in Echtzeit pro Hub, um die Presse automatisch zu stoppen, wenn ein Trend erkannt wird, um Abweichungen zu korrigieren.
- Ergebnis: Dieser Ansatz zur Sicherstellung einer gleichbleibenden Qualität gewährleistet proaktiv einen CpK-Wert > 1,67 für alle kritischen Dimensionen.
Automatisierte Regelung
- Materialkompensation: Inline-Sensoren überwachen Chargen-zu-Chargen-Änderungen der Härte oder Dicke .
- Dynamische Anpassung: Die Pressensteuerung passt Parameter (z. B. Schließhöhe ) automatisch an, um eine gleichbleibende Umformenergie zu gewährleisten.
- Ergebnis: Es eliminiert die Auswirkungen von Schwankungen im Ausgangsmaterial, was für eine sichere Massenproduktion von Metallstanzteilen von entscheidender Bedeutung ist.
100 % automatisierte Bildverarbeitung
- Dimensions- und Oberflächenscan: Hochgeschwindigkeitskameras prüfen alle Teile auf kritische Merkmale und Defekte .
- KI-gestützte Sortierung: Das System sortiert und sortiert fehlerhafte Produkte aus, ohne die Produktionslinie zu verlangsamen.
- Ergebnis: Es bietet eine abschließende Kontrolle, die für die medizinische Metallstanzung und -montage von entscheidender Bedeutung ist.
Management von Vorhersagewerkzeugen
- Kontinuierliche Zustandsüberwachung: Werkzeuge werden mittels Vibrations- und Akustiksensoren auf Verschleiß und Zustand überwacht.
- Planmäßige Wartung: Die Wartung der Werkzeuge erfolgt auf Basis tatsächlicher Daten, nicht nach einem festen Zeitplan.
- Ergebnis: Es beseitigt Defekte durch Werkzeugverschleiß, was für die Präzisionsmetallstanzung von entscheidender Bedeutung ist.
Dieses Rahmenwerk beschreibt die spezifischen technischen Methoden, die wir anwenden, um bei unseren kundenspezifischen Metallstanzdienstleistungen eine Null-Fehler-Produktion zu gewährleisten. Es untermauert unsere technische Kompetenz, indem es über unsere Aussagen hinausgeht und die konkreten Systeme aufzeigt, mit denen wir die Kontrolle über die Produktionsumgebung integrieren. So stellen wir sicher, dass alle Großaufträge die strengsten Anforderungen an Zuverlässigkeit und Passgenauigkeit erfüllen .
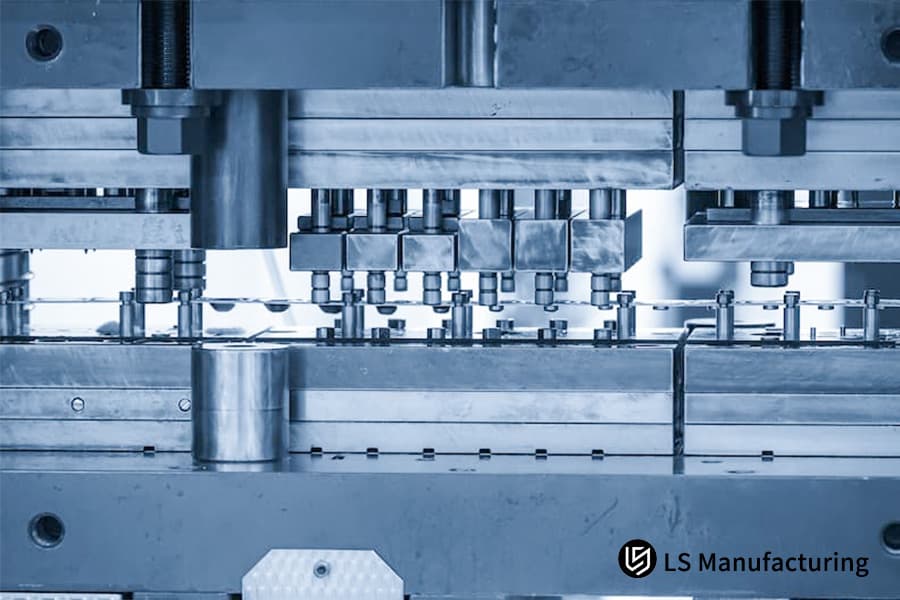
Abbildung 2: Mehrere Präzisionswerkzeuge formen gleichzeitig dünne Phosphorbronze-Kontakte für Smartphone-Antennenmodule.
Wie maximieren Präzisions-Metallstanzverfahren die Rohmaterialausnutzung?
In der hochwertigen Fertigung zählen die Rohmaterialkosten zu den wichtigsten Einflussfaktoren. Traditionelles Metallstanzen kann aufgrund der notwendigen Trägerschienen und großen Rahmen sehr kostspielig sein. Dieses Dokument beschreibt detailliert, wie unsere fortschrittlichen Präzisions-Metallstanzverfahren die Arbeitsweise des Metallstanzens verändern und so diesen Materialverbrauch reduzieren. Der Mehrwert ergibt sich aus dem Wechsel von der Bandverarbeitung zur Fertigung einzelner Teile, wodurch die Effizienz gesteigert und die Kosten gesenkt werden.
| Aspekt | Traditionelles Folgeverbundstanzen | Mehrfach-Schiebe-„Nullstreifen“-Prägung |
| Prozessmerkmale | Die Teile werden aus einem durchgehenden Metallstück gestanzt. Dies erfordert den Einsatz von Transportschienen und eines Gestells für den Transport. | Die Teile werden separat aus einem Rohling aus Metall gestanzt. Dadurch entfallen Trägerschienen und Brücken. |
| Materialnutzung | Die Ausbeute liegt typischerweise bei 55-65% ; 35-45% werden aufgrund des Skeletts und der Schienen zu Ausschuss. | Erreicht regelmäßig eine Ausbeute von über 85 % ; der Ausschuss wird durch das Entfernen von Strukturabfällen auf 15 % oder weniger reduziert. |
| Primäre Anwendung | Im Allgemeinen anwendbar auf einfache Bauteile mit hohem Produktionsvolumen, bei denen die Rüstkosten aufgrund der enormen Stückzahlen minimiert werden können. | Im Allgemeinen anwendbar auf komplexe Metallstanzvorgänge mit hochwertigen Teilen, wie z. B. Berylliumkupfer-Steckverbindern, bei denen Materialeinsparungen das Verfahren rechtfertigen können. |
| Schrottstrom | Es entsteht ein kontinuierliches, homogenes Material, das einen geringeren Recyclingwert haben kann. | Produziert eine geringe Menge an sauberem Abfall , der sich leichter trennen lässt und einen höheren Recyclingwert hat. |
Diese Auswertung hat bestätigt, dass die maximale Materialeinsparung durch die Vermeidung des inhärenten Materialverlusts bei streifenbasierten Verfahren erzielt wird. Kunden, die mit hochwertigen Materialien arbeiten, profitieren von unseren Stanzdienstleistungen , die die Stückkosten des Endprodukts direkt senken und unseren Kunden somit einen entscheidenden Wettbewerbsvorteil verschaffen. Die Informationen in diesem Dokument dienen als wichtige Grundlage für die Auswahl einer passenden Stanzanwendung , mit der sich die Kosten für hochwertige Bauteile reduzieren lassen.
Welche Präzisionsumformverfahren lösen effektiv die Herausforderungen der dreidimensionalen Rückfederung?
Die größte Herausforderung bei der Erbringung hochpräziser Umformdienstleistungen , insbesondere bei komplexen dünnwandigen Geometrien, ist die effektive Kontrolle der Rückfederung . Herkömmliche Lösungsansätze für dieses Problem beinhalten in der Regel eine Korrektur nach Abschluss des Umformprozesses, die hinsichtlich Präzision und Konsistenz suboptimal sein kann. Unser Lösungsansatz für das Rückfederungsproblem besteht in der Integration einer proaktiven Steuerung in den Präzisionsstanzprozess .
Mehrdirektionale, unabhängige Druckregelung
Unsere Mehrschiebertechnologie ermöglicht die gezielte Krafteinwirkung aus vier verschiedenen Achsen und somit die Kompensation der Rückfederung beim Biegen des Materials. Bei einem dünnwandigen Sensorgehäuse kann ein berechneter Druck auf die Seitenwände ausgeübt werden, um die Rückfederung vorab zu kompensieren.
Materialspezifische Strategien zur thermischen Kompensation
Wir nutzen gezieltes Wärmemanagement, um die Materialeigenschaften während des Umformprozesses zu optimieren. Bei schwer umformbaren Werkstoffen wie Edelstahl der 300er-Serie setzen wir lokale Werkzeugheizung oder -kühlung ein. Die Temperaturänderung reduziert die Streckgrenze des Materials während des Umformvorgangs, sodass das Stanzteil beim Abkühlen auf Raumtemperatur die gewünschte Position einnimmt. Die Endwinkel werden innerhalb von ±0,5° gehalten.
Optimierte Umformsequenz und Werkzeugweggestaltung
Die Rückfederung ist kein einzelnes Ereignis, sondern der Höhepunkt des gesamten Umformprozesses. Komplexe 3D-Geometrien werden in eine optimierte Abfolge von Biegungen zerlegt. Die Abfolge und der Werkzeugweg für jeden Arbeitsgang werden so optimiert, dass die Rückfederung des vorherigen Arbeitsgangs im nächsten genutzt oder kompensiert wird usw. Dies ist besonders wichtig für komplexe Geometrien wie beispielsweise medizinische Kanülen.
Prozessüberwachung zur Regelung geschlossener Regelkreise
Wir nutzen in die Werkzeuge integrierte Sensoren, um Umformkraft und Werkstückposition in Echtzeit zu überwachen. Diese Informationen fließen in ein geschlossenes Stanzsystem ein, das Mikroanpassungen an der Position der Schieber oder am Druck für den nächsten Hub ermöglicht. Dieser Echtzeit-Regelkreis gewährleistet eine gleichbleibende Rückfederungssteuerung auch bei langen Produktionsläufen und gleicht geringfügige Materialabweichungen aus.
Diese Methodik beschreibt die praktischen und integrierten Systeme, mit denen wir die Herausforderungen der Rückfederung bewältigen. Sie geht über die theoretische Kompensation hinaus und ermöglicht die aktive Steuerung des Prozesses. Darüber hinaus verdeutlicht sie unseren Wettbewerbsvorteil bei anspruchsvollen Anwendungen im Bereich der Metallstanzung, indem sie präzise erklärt, wie wir den Prozess steuern, um die Stabilität des fertigen Bauteils – von Prototypen bis hin zu Serienprodukten – zu gewährleisten.

Abbildung 3: Eine Batterie von kundenspezifischen Metallstanzwerkzeugen produziert elektronische Kontakte in großer Stückzahl für die Montage von Computer-Motherboards.
Welche Kernnormen im Engineering zeichnen einen führenden Hersteller von kundenspezifischen Metallumformteilen aus?
Die Auswahl eines Herstellers für kundenspezifische Metallumformung erfordert mehr als nur Zertifizierungen; sie umfasst die Bewertung der technischen Standards, die erfüllt werden müssen, um Fehler zu vermeiden und den Erfolg zu gewährleisten. Dieser Rahmen für die Prüfung der technischen Systeme und Prozesskontrollen eines Herstellers bietet klare Kriterien für ein technisches Lieferantenaudit :
Proaktives Design für die Fertigung (DFM)
- Frühe Zusammenarbeit: Binden Sie die Werkzeug- und Verfahrenstechniker bereits zu Beginn der Entwurfsphase ein.
- Simulationsgetriebenes Design: Nutzen Sie FEA, um die Umformbarkeit zu überprüfen, die Rückfederung vorherzusagen und die Rohlingsform zu optimieren .
- Ergebnis: Dadurch werden kostspielige Nacharbeiten an Werkzeugen vermieden und sichergestellt , dass das Teil für eine Produktion mit hoher Ausbeute ausgelegt ist.
Präzision bei Werkzeugen und Prozesssteuerung
- Genauigkeit der Schlittensynchronisation: Überprüfen Sie die mechanischen und Steuerungssysteme, um eine präzise Mehrachsen-Zeitsteuerung zu gewährleisten (Wiederholgenauigkeit <0,01 mm ).
- Prozessbegleitende Überwachung: Gewährleistung einer 100%igen SPC- Kontrolle kritischer Abmessungen in Echtzeit.
- Ergebnis: Dies garantiert die für hochpräzise Stanzdienstleistungen erforderliche Genauigkeit.
Unbemannte Produktion & Systemzuverlässigkeit
- 24/7-Betrieb ohne Beleuchtung: Untersuchen Sie, wie die Automatisierung in den Prozess integriert ist, von der Rohstoffversorgung bis zur Verpackung des fertigen Produkts .
- Vorausschauende Wartungssysteme: Untersuchen Sie, wie Werkzeug- und Pressvorgänge nach der tatsächlichen Nutzung und nicht nach der Zeit geplant werden.
- Ergebnis: Dies garantiert die für Stanzserien mit hohem Durchsatz erforderliche hohe Produktionsausbeute.
Qualitätsmanagement als technisches System
- IATF 16949 Kernwerkzeuge: Überprüfung der tatsächlichen Anwendung von APQP, PPAP, MSA und FMEA .
- Rückverfolgbarkeit und Eindämmung: Systeme auf vollständige Chargenrückverfolgbarkeit und schnelle Fehlereindämmung prüfen.
- Ergebnis: Qualität ist in den Prozess integriert, und das ist für die geschäftskritische Metallstanzung unerlässlich.
Dieses Dokument beschreibt unsere konkreten Anforderungen zur Messung der technischen Kompetenz des Herstellers. Es verdeutlicht unsere Wettbewerbsposition anhand der Anwendung dieser Standards – Simulation, geschlossene Prozesssteuerung und Automatisierung – zur Risikominimierung und zur Bereitstellung fertigungsgerechter und zuverlässiger Komponenten vom ersten bis zum millionsten Stück.
Wie können hochpräzise Stanzdienstleistungen Fertigungsrisiken während der Konstruktionsphase minimieren?
Die beste Möglichkeit zur Risikominderung bei hochpräzisen Stanzdienstleistungen besteht bereits vor der Werkzeugherstellung, in den frühen Phasen des Konstruktionsprozesses. Ein proaktiver Ansatz zur DFM-Optimierung (Design for Manufacturing) identifiziert und behebt Probleme, die zukünftig zu Ausfällen führen könnten. Dieses Dokument beschreibt den Prozess eines strukturierten, vorgelagerten Engineering-Review-Verfahrens, das die Intention des Konstrukteurs in die Realität der Fertigung umsetzt .
| Risikogebiet | Traditioneller Ansatz | Unsere DFM-Intervention | Quantifizierbares Ergebnis |
| Konstruktionsdetail | Die Arbeiten werden mit scharfen Ecken bzw. minimalen Biegeradien wie geplant fortgesetzt. | Empfehlungen zu optimierten Radien und Spannungsentlastung im Design zur Erleichterung des Materialflusses. | Verlängert die Werkzeugstandzeit um mehr als 200.000 Zyklen und verhindert Brüche in komplexen Stanzteilen. |
| Material & Faserrichtung | Die Auswahl des Stanzmaterials erfolgt auf Basis der endgültigen Spezifikation, ohne den Herstellungsprozess zu berücksichtigen. | Empfehlungen zur optimalen Härte und Faserrichtung in Bezug auf die Biegeachsen für eine optimale Rückfederung. | Verbessert die Maßtoleranzen um bis zu 60 % und gewährleistet so die Konsistenz bei komplexen Stanzteilkonstruktionen. |
| Toleranzstapelung | Verwendung von flächendeckenden, engen Toleranzen bei allen Merkmalen. | Eintreten für funktionale Toleranzen , bei denen einige Dimensionen gelockert und kritische Schnittstellen verbessert werden können. | Reduziert die Kosten für Schleifarbeiten und Nachbearbeitungen um 15-25% bei kundenspezifischen Metallstanzdienstleistungen . |
| Montagerisiko | Die Konstruktion des Bauteils unabhängig vom größeren Montagesystem. | Modellierung des Bauteils zur Interaktion mit dem Montagesystem, um sicherzustellen, dass die erstellten Merkmale eine automatische Handhabung und Montage ermöglichen. | Beseitigt Bedenken hinsichtlich der Teilepassung und erzielt eine 100% ige Erstausbeute auf den Montagelinien des Kunden. |
Dieses Rahmenwerk bietet einen praxisorientierten Ansatz für die Umsetzung des Konzepts der fertigungsgerechten Konstruktion in der Metallstanzindustrie . Die Unsicherheit des Projekterfolgs wird durch unsere Fähigkeit, potenzielle Bedenken hinsichtlich des Produktionsprozesses in optimierte Konstruktionsrichtlinien für die Metallstanzung umzuwandeln, vor Beginn der Beschaffungsaktivitäten beseitigt.
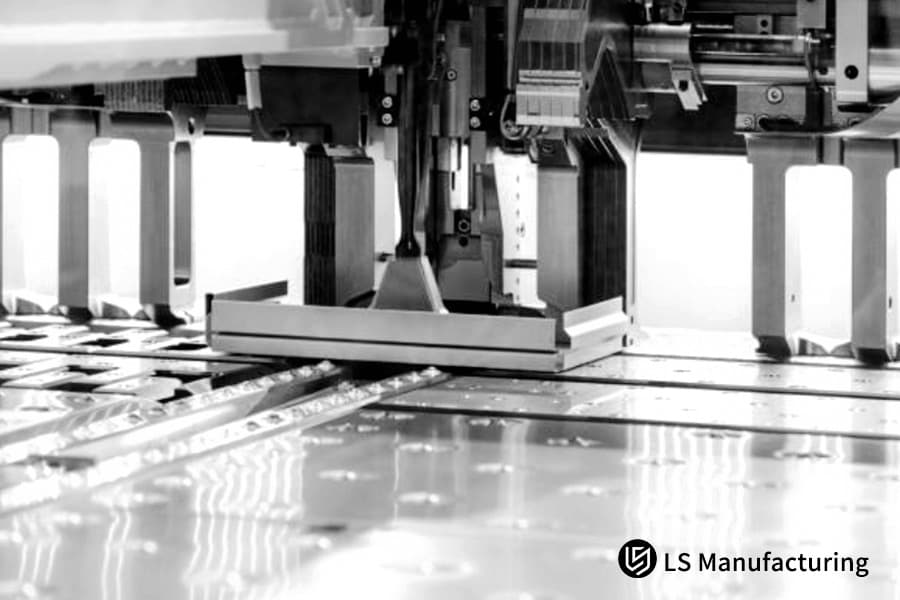
Abbildung 4: Eine Hochleistungspresse formt aus kaltgewalztem Stahl präzise elektrische Kontakte für Kfz-Sicherungskästen.
Fallstudie: LS Manufacturing – Projekt zur Herstellung von Mehrschieber-Stanzverbindungen für die Automobilindustrie
Diese Fallstudie zum kundenspezifischen Stanzen erläutert, wie LS Manufacturing eine wichtige Fertigungsherausforderung eines globalen Tier-1- Zulieferers von Automobilkomponenten lösen konnte. Dem Unternehmen gelang der Übergang von einem ineffizienten und unzuverlässigen zu einem effizienten und präzisen Prozess. Die Fallstudie behandelt ein Stanzverfahren für die Serienfertigung von Komponenten für Elektrofahrzeuge der nächsten Generation, das hohe Effizienz und thermische Stabilität des Materials erforderte.
Herausforderung für den Kunden
Die aus Berylliumkupfer C17200 gefertigten Batteriekontakte des Kunden für Elektrofahrzeuge mussten eine Ebenheitstoleranz von ±0,025 mm aufweisen. Das herkömmliche Folgeverbundwerkzeugverfahren des Kunden führte zu einem Ausschussanteil von 52 % und verursachte – noch gravierender – unvorhersehbare Verformungen im Mikrometerbereich an den Stanzteilen nach Temperaturwechselbeanspruchung. Dies führte zu Fehlern in den Langzeit-Zuverlässigkeitstests. Dieser Engpass beeinträchtigte die Projektlaufzeiten und die endgültige Leistungsfähigkeit der Automobilsteckverbinder .
LS Fertigungslösung
In unserem neuen Verfahren kam die Mehrschlitten-Metallumformung zum Einsatz. Dadurch konnten die Teile in einem Arbeitsgang um 360 Grad geformt werden, ohne dass Trägerschienen benötigt wurden. Zusätzlich wurde eine thermische Spannungsanalyse mittels FEA durchgeführt und der exakte Wert des Rückstellwinkels von 0,15 Grad für die Umformwerkzeuge vorab berechnet, um die Rückfederung des Materials aufgrund thermischer Spannungen zu kompensieren.
Ergebnisse und Wert
Das neue Verfahren führte zu einer Steigerung der Materialausbeute um 38 % , was die Kosten der Einzelteile um 24 % senkte. Die Maßgenauigkeit wurde deutlich verbessert, da der CpK-Wert bei 1,8 gehalten werden konnte. Alle Teile haben einen anspruchsvollen 1000-Stunden -Wärmealterungstest erfolgreich bestanden und das neue Verfahren somit validiert. Dies bot unserem Kunden eine kosteneffiziente Lösung, die die Markteinführungszeit verkürzte und gleichzeitig die Gesamtbetriebskosten für dieses kritische Bauteil senkte .
Dieses Projekt unterstreicht die Kompetenz unseres Unternehmens bei der erfolgreichen Durchführung komplexer Umformprojekte , die Herausforderungen in Bezug auf Materialverbrauch, Kosten und Leistung lösen. Wir erreichen dies durch simulationsbasierte Werkzeugkonstruktionen und modernste Umformtechniken und machen so unsere Fertigungsherausforderungen zu unserem größten Wettbewerbsvorteil.
Optimieren Sie Ihre Großseriensteckverbinder mit 24 % Kostenreduzierung und 1,8 CPK-Konsistenz durch die Mehrschieber-Stanzdienstleistungen von LS Manufacturing.

Wie lässt sich die weltweite Lieferzuverlässigkeit bei großen Mengen an Metallstanzaufträgen sicherstellen?
Um bei großen Mengen an Metallstanzaufträgen eine termingerechte und schadenfreie Lieferung zu gewährleisten, ist es notwendig, die Präzision bis zur Anlieferung beim Kunden aufrechtzuerhalten. Dies erfordert die Integration von automatisierter Handhabung, intelligenter Logistik und intelligentem Bestandsmanagement, um die durch globale Lieferkettenprobleme bedingten Schwankungen und Schadenspotenziale zu eliminieren.
Automatisierte, durchgängige Verpackungssysteme
- Inline-Verpackung: Im Inline-Verpackungsbereich erfolgt die direkte Übergabe der Komponenten von der Presse zur automatisierten Sortierung und Rolle-zu-Rolle-Verpackung .
- Design ohne manuelle Eingriffe: Durch die Konstruktion werden menschliche Eingriffe und die manuelle Handhabung vermieden, um eine beschädigungsfreie Lieferung zu gewährleisten und die kritischen Toleranzen für Präzisions-Metallstanzteile zu erhalten.
- Ergebnis: Die Konstruktion gewährleistet eine 99,9% schadenfreie Lieferung und unterstützt das Konzept der automatisierten Lieferung an die nachgelagerten Montagebereiche.
Intelligentes ERP für proaktives Supply-Chain-Management
- Echtzeit-Bestandstransparenz: Unser ERP-System bietet Echtzeit-Bestandsinformationen zu Fertigwaren, Halbfertigprodukten und Rohmaterialien.
- VMI- und Kanban-Integration: Wir bieten Unterstützung für Vendor-Managed Inventory (VMI) -Methoden, die Nachbestellungen automatisch gemäß vereinbarten Beständen auslösen.
- Ergebnis: Dies ermöglicht eine äußerst reaktionsschnelle Lieferkette für Metallstanzteile , die just-in-time arbeitet und so Fehlbestände sowie Überbestände für unsere Kunden vermeidet .
Produktionskapazität und Synchronisierung an mehreren Standorten
- Vernetzte Fertigung: Nutzung geografisch verteilter Fertigungsstandorte zur Erfüllung von Aufträgen mit derselben Teilenummer.
- Digitale Zwillingskoordination: Produktionspläne und Qualitätsinformationen werden in Echtzeit synchronisiert.
- Ergebnis: Dies gewährleistet von Natur aus die Widerstandsfähigkeit der Lieferkette und ermöglicht einen reibungslosen Lastausgleich bei regionalen Störungen globaler Stanzaufträge.
Integrierte globale Logistik und Compliance
- Vorzertifizierte Speditionsnetzwerke: Partnerschaften mit Logistikunternehmen, die über Fachkenntnisse im Transport von industriellen und hochwertigen Metallstanzprodukten verfügen.
- Automatisierte Dokumentation: Das ERP-System generiert automatisch alle Versand- und Konformitätsdokumente.
- Ergebnis: Es bietet garantierte Lieferzeiten und beseitigt Verzögerungen durch Zollabfertigung, um eine zuverlässige Lieferung für die Fertigung von Stanzteilen mit hohem Produktmix zu gewährleisten.
Dieses Rahmenwerk beschreibt die operativen Systeme, die die Umwandlung einer Fertigungsleistung in einen garantierten Lieferstrom ermöglichen. Unser Wettbewerbsvorteil liegt darin, dass wir den gesamten Auftragsabwicklungsprozess so gestaltet haben, dass er die zuverlässige und konsistente Lieferkette gewährleistet, die für geschäftskritische und globale Mehrscheiben-Stanzdienstleistungen erforderlich ist.
Häufig gestellte Fragen
1. Welche Materialpalette unterstützt das Multi-Slide-Stanzverfahren von LS Manufacturing?
Wir unterstützen die Verarbeitung einer breiten Palette von Metallen mit Dicken von 0,05 mm bis 2,0 mm , darunter hochfester kaltgewalzter Stahl, Edelstahl SUS304, Berylliumkupfer und oberflächenbeschichtete Verbundwerkstoffe.
2. Wie lange dauert der Werkzeugentwicklungszyklus für das Mehrschlitten-Stanzen im Vergleich zu herkömmlichen Folgeverbundwerkzeugen typischerweise?
Aufgrund der Einfachheit des Verfahrens kann der gesamte Prozess der Werkzeugentwicklung und Mustereinreichung in 4-6 Wochen abgeschlossen werden, was 2-3 Wochen schneller ist als beim herkömmlichen Verfahren.
3. Wie stellen Sie die Winkelkonstanz bei Präzisionsmetallteilen während der Serienfertigung sicher?
LS Manufacturing verwendet ein vollständig geschlossenes Servoregelungssystem für die Schlitten und verfügt außerdem über ein Inline-Inspektionssystem, um eine extrem hohe Biegekonstanz mit einer Toleranz von ±0,2° zu erreichen.
4. Umfasst das Präzisionsstanzgeschäft von LS Manufacturing auch die Nachbearbeitung?
Ja, wir bieten einen Komplettservice an, der alles von der Formgebung über die kontinuierliche Bandplattierung bis hin zur Vakuumspannungsarmglühung umfasst, sodass die Teile direkt nach dem Auspacken einsatzbereit sind.
5. Falls sich ein Produkt noch in der Forschungs- und Entwicklungsphase befindet, können Sie Muster in kleinen Chargen bereitstellen?
LS Manufacturing verfügt außerdem über die Möglichkeit des Rapid Prototyping, wodurch wir mithilfe unserer Soft-Tooling-Techniken schnell Teststücke zur Funktionsprüfung herstellen können, bevor wir mit der Entwicklung der Werkzeuge für das Bauteil beginnen.
6. Welcher spezifische Mechanismus liegt der Fähigkeit des Mehrschichtverfahrens zugrunde, Materialverschwendung zu reduzieren?
Beim Mehrschlitten-Stanzverfahren wird die Materialzufuhr radial betrieben. Sobald das Teil gestanzt ist, wird es direkt vom Grundmaterial getrennt. Dadurch entfällt die Notwendigkeit, die beim Folgeverbundstanzen erforderlichen Trägerstreifen (die Bänder an den Seiten des Teils) zu verwenden, wodurch der Materialverbrauch um 20 % bis 50 % reduziert wird.
7. Wie stellt LS Manufacturing einen hohen CPK-Wert auch bei der Massenproduktion sicher?
Wir führen stündlich automatische SPC-Probenentnahmen durch und können mithilfe von Drucksensoren sicherstellen, dass der CPK-Index für unsere kritischen Abmessungen konstant über 1,67 liegt.
8. Welche Informationen werden benötigt, um ein Angebot zu erhalten, das eine DFM-Analyse (Design for Manufacturability) beinhaltet?
Wir benötigen lediglich Ihre 2D/3D-Zeichnungen, die Materialspezifikation und die jährlich benötigte Menge.
Zusammenfassung
Präzisionsumformung von Metallen bietet die optimale Balance zwischen Materialeigenschaften, Prozessgenauigkeit und Wirtschaftlichkeit. Mit der branchenführenden Multi-Slide-Technologie ermöglicht LS Manufacturing die präzise Umformung komplexer 3D-Strukturen bei maximaler Materialausnutzung und signifikanten Werkzeugkosteneinsparungen – ein entscheidender Vorteil für die Automobil- und Medizintechnik. Mit LS Manufacturing erhalten Sie einen deterministischen Produktionsprozess, der auf SPC-Statistiken basiert, durch DFM-Analysen optimiert ist und die Fertigung von Millionen fehlerfreier Teile ermöglicht.
Optimieren Sie die Kostenstruktur Ihrer präzisionsgestanzten Bauteile. Vermeiden Sie, dass ineffiziente, traditionelle Stanzverfahren Ihre Gewinnmargen schmälern. Kontaktieren Sie die Experten von LS Manufacturing für eine umfassende Machbarkeitsanalyse Ihrer präzisionsgestanzten Bauteile, um Gewichtsreduzierungen und Kosteneinsparungen zu erzielen. Wir bieten Ihnen eine detaillierte Kostenanalyse zum Vergleich von Folgeverbundwerkzeugen und Mehrschieber-Stanzverfahren sowie ein Angebot innerhalb von 24 Stunden nach Ihrer Anfrage. Sie können auch Ihre STEP-Dateien oder Zeichnungen hochladen, um kostenlose technische Bewertungen und ein DFM-Audit zu erhalten, oder einen Beratungstermin mit unserem leitenden Prozessexperten vereinbaren.
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unsere Schwerpunkte liegen auf hochpräziser CNC-Bearbeitung, Blechbearbeitung , 3D-Druck , Spritzguss , Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


