CNCフライス加工サービスでは、効率性と精度というジレンマにしばしば直面します。正面フライス加工は非常に効率的ですが、精度は一定ではなく、周辺フライス加工は高い精度を実現しますが、生産性の向上率は低下し、 25%以上の過剰増加や品質基準を満たしません。
しかし、このモデルの弱点は、 LS Manufacturing社における20年間の機械加工経験に基づいて開発された材料パラメータデータベースを用いることで克服されました。これにより、科学的な選択モデルに加工に最適なパラメータを組み込むことが可能になりました。
CNCフライス加工サービス クイックリファレンスガイド
| セクション | 主要内容の概要 |
| 序論:核心的ジレンマ | 精度と効率のトレードオフは、製造プロセスによって生じます。正面フライス加工は正確かつ効率的ですが、精密性には欠けます。精度は非常に高いものの、効率は高くありません。不正確なデータは、コストまたは品質に25%以上の影響を及ぼします。 |
| 問題分析(なぜ) | 経験に基づいた非科学的なアプローチである。さらに、材料、機械の能力、生産規模、生産バッチのサイズなど、他の要因も考慮に入れていない。 |
| 提案された解決策(方法) | 解決策: LS Manufacturing社が20年間培ってきた機械加工経験に基づいたデータ駆動型選定モデル。現在の切削条件と予想される工具寿命を選定基準として用いる。 |
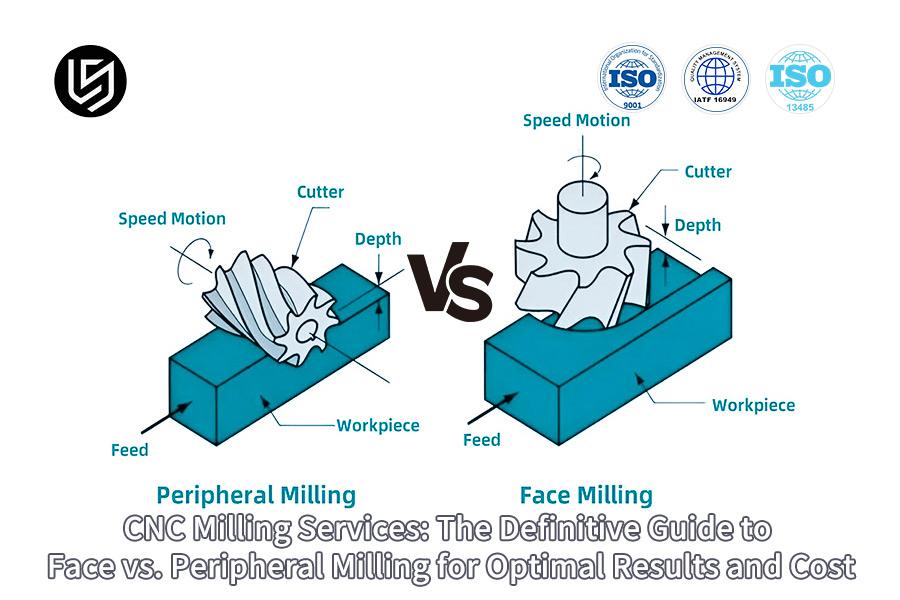
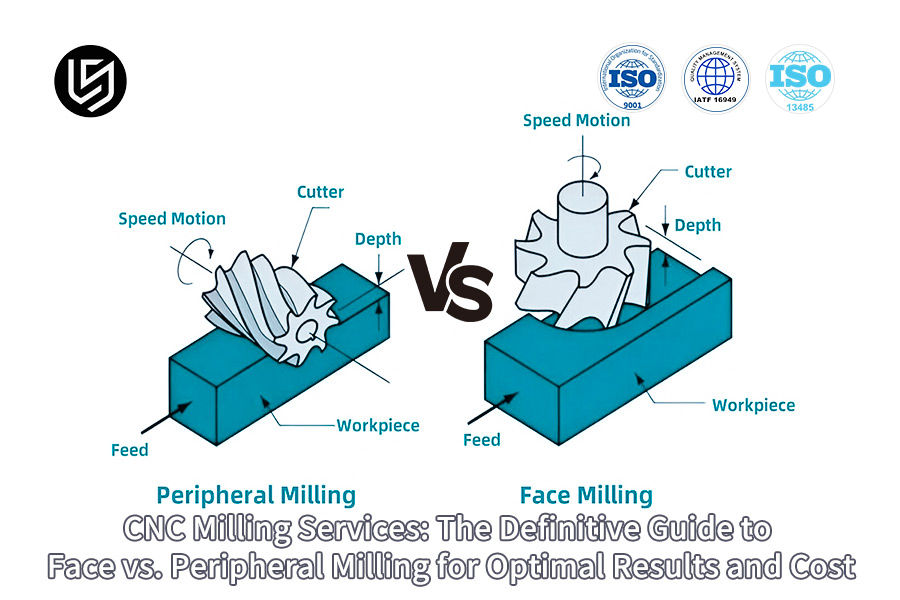
| 技術原理 | さまざまな種類のフライス加工における切削プロセスについて説明します。正面フライス加工(端面による切削)、周辺フライス加工(側面による切削)。 |
| 科学的選択モデル | 定量的な入力に基づく意思決定のためのフレームワーク:主要目標(速度/仕上がり/両方)、材料、バッチサイズ、機械の出力/剛性、および公差/表面仕上げ要件。 |
| 導入とメリット | プロセス:ジョブパラメータの入力 → モデルがデータベースを分析 → 最適なプロセスと起動パラメータを提案。結果:スループットの最大化、品質保証、テストコストの削減。 |
| 事例研究/検証 | 特定の用途における従来型選定とモデルベース選定の違いを、実際の事例を通して示す。この実例において、鋼製部品の特定の用途におけるモデルベース選定法の有効性を実証する。 |
| 結論 | 推測の技術からデータ分析の知見まで、このアプローチはあらゆる製粉工程において、信頼性が高く最適化されたプロセスを保証します。つまり、工程計画はもはや芸術ではなく、科学となるのです。 |
当社は、CNCフライス加工における効率性と精度のバランスに関する重要な課題を解決するため、見積もりではなく当社のデータモデルに基づいた十分な情報に基づいた選択をお客様に提供することで、コストを25%以上直接削減し、加工部品の品質と設備効率を最大限に維持します。
このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
このガイドが読者にとって有益なのは、本書に記載されているノウハウが長年にわたる大量生産を通じて培われたものであるという点です。当社は、前述の航空宇宙産業や医療産業といった、細部に至るまで妥協が許されないミッションクリティカルな部品を製造してきました。各工程は、 IATF16949および米国国立標準技術研究所(NIST)の厳密な基準に基づいて実施されています。
当社は既に、製造が困難な切削加工部品を数千個製造しており、主な目標はCNC加工プロセスの活用です。新たな課題に取り組むたびに、硬質合金加工における工具経路の最適化に関する経験が深まり、知識だけでなく経験に基づいたソリューションの改善にも役立っています。
精密CNCフライス加工サービスに関しては、当社はこの分野のエキスパートです。精度と再現性は当社にとって非常に重要です。製造する製品が1個でも多数でも、 IATF16949や米国国立標準技術研究所(NIST)規格といった最高水準の基準を遵守することをお約束します。これにより、市場で入手可能な最高品質の部品をお客様にご提供することが可能となります。
図1:LSマニュファクチャリングによるコンピュータ制御フライス加工を用いた金属部品の高精度輪郭加工
正面フライス加工と周辺フライス加工における材料除去率(MRR)の違いは何ですか?
精密機械加工においては、フライス加工に関する適切な判断が不可欠です。本レポートでは、様々なワークピースにおける正面フライス加工と周辺フライス加工の違いに焦点を当て、材料除去率の大きな差を明確にします。本プロジェクトの主な目的は、正確な結果を提供することです。
| 特徴 | 正面フライス加工 | 周辺フライス加工 |
| 主要ツール | インサートカッター付き大径正面フライス | サイドカットエッジを使用したエンドミル |
| 一般的なMRR | 500~800 cm³/分 | 200~350 cm³/分 |
| 主要アプリケーション | 大型平面の高効率加工 | 輪郭加工、溝加工、およびプロファイリング作業 |
| 効率性ベンチマーク | 周辺フライス加工( 200x200mm )よりも2.3倍高速 | 体積除去率の低下 |
| 表面仕上げ | 標準仕上げ | 優れた表面仕上げ(例: Ra 0.8 μm )を実現できます。 |
荒加工と平面加工の工程における効率比較は、材料除去率が高い正面フライス加工に重点を置いた工程を選択することで実現できる。加工面の精度が重要な場合は、仕上げ加工と輪郭加工の工程で周辺フライス加工を用いるべきである。本研究は、加工工程の改善に向けた確固たる基盤を提供する。

加工目的に基づいて、科学的にフライス加工プロセスを選択するにはどうすればよいでしょうか?
最適な切削加工方法を選択するための効果的な手法には、効率性、精度、表面品質の間の相乗効果を引き出すためのデータ駆動型アプローチが必要です。本レポートでは、加工要件を段階的に技術的な手順に変換することで、 切削加工方法の選択方法を検討する手順について説明します。このアプローチの主な利点は、知識に基づく評価から決定論的な意思決定マトリックスへと意思決定を移行させる定量的なアプローチによって得られます。
粗加工工程では体積除去を優先する
平面上の材料を大量に除去する場合、切削加工を促進する主要因は材料除去速度です。科学的な選択に基づき、切削加工は大型カッターを用いた正面フライス加工によって行われます。切削速度は3~5mmに設定し、送り速度は高く維持します。
半仕上げにおける幾何学的複雑さと精度に基づいて選択する
複雑な形状、溝、輪郭を加工する場合、材料よりもアクセス性やサイズが最も重要な要素となります。このような場合、最適な解決策は周辺フライス加工であり、エンドミルを使用して加工を行います。最も高精度な加工を実現するためには、常にラジアルステップオーバーの値を工具径の60~80%に制御するのが望ましいでしょう。
仕上げ工程における表面完全性の最適化
表面粗さRa < 0.8µmの滑らかな仕上げを実現するには、全く異なる加工手順が必要です。加工手順は、振動や機械のたわみを起こさずに行う必要があります。そのため、周辺フライス加工を行い、ステップオーバー距離を小さく(カッター径の30~50% )、高速かつ浅い切削深さで加工してください。
これは、加工要件を機械加工プロセスの最適化に変換するために利用できる唯一の手段です。エンジニアは、加工決定に関するスループット、公差、および仕上げの問題を解決する合理的なプロセス決定の定義を歓迎するでしょう。合理的なプロセス決定の定義は、機械加工部品の高付加価値プロセス、特に最適なプロセス定義に関して、技術的な優位性を有しています。
コスト効率の高いCNCフライス加工は、プロセス最適化を通じてどのようにコスト削減を実現できるのか?
持続的な競争優位性を追求する上で、 コスト効率の高いCNCフライス加工は、品質を犠牲にすることなく、プロセス最適化を通じてのみ究極の目標を達成できる。本レポートでは、プログラミング、工具改良、プロセス最適化を通じて大規模なコスト削減を実現するためのデータ駆動型アプローチについて概説する。
| 最適化レバー | コア技術アクション | 定量化可能な成果 |
| プログラミングとツールパス | 高効率なプログラミング手法(トロコイド加工、動的加工)を適用する。 | カットされていない放送時間を最大40%削減します |
| 最先端技術 | 最適化された送り速度と切削速度を備えた、高品質コーティング工具。 | 有効切断速度を30%向上させる |
| 生産管理 | スマートなスケジュール設定と標準化されたセットアップ手順を導入する | 機械稼働率を85%以上に向上させる |
真の20~35%のコスト削減を実現するには、以下の3つの柱を活用する必要があります。すなわち、エアカットを削減するためのツールパスの最適化、高性能ツール、そしてスマートなスケジューリングです。これら3つの柱の組み合わせこそが、高品質で競争力のある製造環境におけるコスト効率の高いCNCフライス加工の鍵となるソリューションです。必要なのは、コスト対策だけでなく、技術的な対策にも注力することです。

図2:LS Manufacturing社による、優れたアルミニウム表面品質を実現するためのコンピュータ制御による平面フライス加工
高精度フライス加工技術は、どのようにしてミクロンレベルの加工品質を保証するのでしょうか?
ミクロンレベルの精度が求められるこの生産フライス加工は、事後対応的な個別作業では決して行えず、膨張、振動、切削工具の摩耗などによる誤差といった問題に積極的に対処する包括的なシステムの一部としてのみ実施可能です。このモデルは、相互に関連する一連の問題に取り組み、高付加価値部品の一定レベルの品質を、以下の3つの主要分野で確保します。
- 積極的な熱誤差補正:大きな誤差の2つ目の原因は、機械内部の熱変形です。このシステムでは、スピンドル、ボールねじ、および構造体内部に設置された温度センサーネットワークを使用します。さらに、このセンサーネットワークはリアルタイムの熱誤差補正モデルにも使用され、周囲温度や内部で発生する熱に対して、軸の位置決め誤差を±0.005mm以内に維持します。
- 振動発生源での積極的な振動制御:当社では、強制振動を回避するために厳格な手順を遵守しています。加工前に、ツールホルダーと切削工具をG2.5/2.5 mm/sにプリバランス調整します。チャタリング痕が発生する可能性のある重要な加工工程では、減衰機能付きツールホルダーを使用することで、発生する振動の振幅を2 μm以下に大幅に低減し、良好な表面仕上げと工具寿命を確保します。
- クローズドループ制御のためのインプロセス計測:当社は、加工プロセスに完全に統合されたタッチトリガープローブとレーザーツールセッターを提供しています。タッチトリガープローブは、主要な加工工程後に部品の幾何学的寸法をチェックし、ループフィードバック機構を確保します。このプロセスにより、 99.5%の品質保証で、検査のために工程を中断することなく、工具のオフセットと摩耗の誤差測定が行われます。
このフレームワークでは、 精密フライス加工技術における具体的な課題を解決するために当社が実施する、実行可能で相互に関連する技術的対策を詳細に説明します。当社の競争優位性は、予測モデリング、発生源レベルの振動抑制、およびデータ駆動型の工程内制御を統合的に適用することで、ミクロンレベルの精度を実現する検証可能で持続可能なシステムを提供することにあります。
最適なフライス加工性能を支えるために必要な主要な技術的パラメータは何ですか?
最適なフライス加工結果を得るには、一般的な速度測定から、実際のデータに基づいて開発されたアプリケーション指向の方法へと進む必要があります。この文書では、方法の説明方法によって、材料除去率、カッター寿命、表面品質間のトレードオフ関係において、タスクを満たすために必要な主要な技術的パラメータを定義します。この方法には、相互に依存する3つの柱があります。
材料固有の加工性に合わせて切削速度(Vc)を最適化する
したがって、切削速度は切削する材料に応じて決定されます。例えば、アルミニウムの旋削加工では、切削工具への材料の付着を防ぐために、 8,000~12,000rpmの高速切削速度が必要となります。一方、鋼の旋削加工では、熱の除去を促進し、工具の破損や不適切な切りくずの発生を防ぐために、 1,500~2,500rpmの中速切削速度が必要となります。
切削力と仕上げを制御するために、歯当たりの送り量(fz)を較正します。
切削工具の剛性だけでなく、求める表面仕上げに応じて、刃当たりの送り速度を決定します。荒加工では、最大の経済性を実現するために、刃当たり0.2mmといった高い送り速度が推奨されます。一方、仕上げ加工では、より滑らかな表面仕上げを得るために、刃当たり0.1mmといった低い送り速度が使用されます。
安定した係合のために、軸方向および半径方向の切削深さのバランスを取る
切削深さ(ap)と切削幅(ae)は、切削工具との安定した係合とたわみの制御が確保されるように決定する必要があります。鋼材の周辺フライス加工において、切削深さを0.5~ 1.5mm 、半径方向のステップオーバーを工具径の30~50%とすることで、安定した切削が可能となり、振動や寸法誤差に伴うリスクを排除できます。
最適なフライス加工結果を得るためには、切削速度、刃当たりの送り量、切削深さといった、材料と工具の組み合わせごとに重要なパラメータを決定し、検証する必要があります。これらの技術パラメータを最適化することで、切りくず負荷、発熱量、および加工プロセスを最適化するための力に直接的な影響が生じるからです。したがって、この技術ガイドは、重要な製造現場のエンジニアや専門家にとって最適なフライス加工を実現する唯一のソリューションとなります。
高品質な表面仕上げを実現するには、どのような特別な切削加工戦略が必要ですか?
フライス加工において優れた表面品質を実現するには、標準的なツールパスだけでは不十分であり、欠陥を除去し、表面の質感を制御するための専用戦略が必要です。本書では、段差や表面粗さのばらつきといった特定の課題を解決する、ターゲットを絞った表面仕上げフライス加工方法を詳しく解説し、機械加工と最終表面処理を統合した包括的な品質戦略を提示します。
- 単方向クライムミーリングの実施:クライムミーリングは非常に体系的に行われるため、切削屑の形成と工具のたわみに関して、プロセス全体が均一に行われることが保証されます。したがって、前述のように、粗い表面仕上げを実現するために必要な解決策を満たします。これは、Ra 0.4µm以下の仕上げが可能になるためです。
- 動的パラメータ変調を適用:ツールパスの平滑化と主軸回転速度/送り速度の重なりも、遷移領域中にプログラムされます。この方法により、痕跡の調和パターンが除去され、段差線の問題が解決され、シームレスな仕上がりを実現します。
- 専用仕上げ工具の活用: Ra値が0.1µm以下の超微細仕上げが必要な場合、ワイパーインサートや研磨エンドミル(在庫量限定)を使用します。これにより、機械加工と研磨の相乗効果が得られ、鏡面仕上げを実現する上で従来工具が抱える欠点を克服できます。
これは、優れた表面処理を実現するために、アップカット加工、工具経路の調整、専用の仕上げ用カッターの使用を体系的に行うことを伴うでしょう。このように、この包括的な品質戦略を通じて、表面仕上げ加工は完全に予測可能で高付加価値なプロセスとなり、表面の完全性が重要な基準となる重要部品の製造には不可欠なものとなります。

図3:LS Manufacturing社によるコンピュータ数値制御フライス加工による高精度アルミニウム表面加工
高効率製粉は、技術革新を通じてどのように生産効率を向上させるのか?
本論文は、高効率フライス加工技術に適用可能な手法に焦点を当て、材料除去率、工具寿命、自動システムの動作安定性といった重要な課題の解決を目指す。重要な技術的解決策は、加工力学、工具経路、自動システムの分野における革新技術の統合に基づいている。
極限パラメータにおける熱的および動的制限の克服
回転スピンドルの回転数を上げるだけでは過熱を招くだけであった。この過熱問題は、回転スピンドルの冷却技術革新と機械の剛性強化によって解決された。本機には2ループ冷却システムと最大回転数20,000rpmの回転スピンドルが採用されている。また、有限要素解析を用いて機械ベースの最適化も行われた。
高度なツールパス制御による高切削加工時の工具摩耗の軽減
材料除去率が高いと、切削工具の故障率に影響します。当社のアプローチでは、従来のパターンからトロコイドフライス加工を採用しました。切削工具は常に回転しているため、熱が発生しません。この切削工具は補助なしで動作できるため、寿命が50%向上します。
連続無人生産におけるプロセス信頼性の確保
生産性向上には、連続的な作業を実行・継続できる能力が不可欠です。このソリューションには、自動パレット交換システムの設計と、工程内ゲージシステムの導入が含まれています。このシステムにより、工具の自動補正と各サイクルにおける部品の測定が可能になります。これにより、ミスやばらつきが発生した場合でも、機械が自動的に調整または停止し、複数のワークピースの損傷を防ぐことができます。
この分析から、当社が非常に複雑な技術的問題に取り組む体系的な方法で、高生産性加工というテーマに取り組んできたことが明らかになります。これは、技術革新に対する実績のある信頼性の高いソリューションの提供に重点を置く当社のアプローチの一環として、動作中の機械最適化を含む高効率フライス加工技術の導入に反映されています。
CNCフライス加工サービスの見積もりには、どのような費用要素が含まれていますか?
正確かつ公正なCNCフライス加工サービスの見積もりを提供することは、隠れたコストが顧客の不満やプロジェクトの予算超過につながるため、複雑な課題です。当社のソリューションは、透明性のある価格設定と最適な価値の提供を保証する、厳密に設計されたコスト構造です。
戦略的調達と歩留まり最適化による材料コストの分解
大量購入とは異なり、当社の価格設定は単なるコスト以上の要素を含んでいます。さらに、当社のアプローチでは、ブランクのサイズを評価する際に幾何学的部品データやサプライヤーとの契約、そして残材を考慮し、最適な在庫を決定します。これは、材料費に影響を与えるブランクのサイズを考慮に入れ、バリューエンジニアリングの場合、顧客にとって最も経済的なポイントに到達する上で通常最も重要な要素となります。
プロセスシミュレーションによる真の機械時間の算出
加工時間の計算は、誤りが生じる可能性があります。当社では、仮想生産プロセスにCAMソフトウェアを使用し、切削工具の動きをシミュレーションしています。これにより、非効率な切削を特定し、最適な速度と送り速度を決定し、加工時間を計算することができます。これは、誤差や予期せぬ事態を招くことなく、正確な加工コストを算出するのに役立ちます。
材料固有の予測モデルを用いた工具摩耗の定量化
考慮すべきもう一つの大きな変動費は、工具費です。当社では、加工対象物の材質、工具のコーティング、およびシミュレーションによる切削条件に基づいて、摩耗量を計算する独自の計算式を用いています。これにより、摩耗量を単位当たりのコストとして算出できるため、コスト率だけでなく、コストそのものを考慮に入れることが可能になります。
これは、見積もりから正確で価値の高いエンジニアリング見積もりを作成するまでの、当社の分析プロセスと見積もりプロセス自体を定義する文書です。材料の歩留まりと工具の予測摩耗に関連するコストのあらゆる側面を徹底的に分析し説明することで、お客様に透明性の高い価格設定と、当社の見積もりが確かな技術的協力関係であることを裏付ける強力なデータを提供することができます。

図4:LSマニュファクチャリングによる、経済的な製造プロセスを実現する高速コンピュータ加工
LSマニュファクチャリング航空宇宙部門:エンジンケーシング向け高効率フライス加工プロジェクト
このケーススタディでは、LS Manufacturingが大手航空宇宙企業の製造における重大なボトルネックをどのように解決し、加工効率と部品の完全性において画期的な成果を達成したかを詳述します。このプロジェクトは、チタン合金製エンジンケーシングの高性能フライス加工を中心としており、従来の加工方法では生産性と表面品質の両方において厳しい要件を満たすことができませんでした。
クライアントの課題
問題の特定:特定された問題は顧客です。顧客は、従来の機械加工プロセスを使用して、 Ti-6Al-4V 材料で作られたエンジンケースを機械加工する際に問題に直面しています。特定された問題は次のとおりです。部品あたりの適切なサイクルタイム ( 36 時間)を満たすことができません。また、表面粗さ(Ra 1.6µm)を満たすことができません。
LSマニュファクチャリングソリューション
当社の技術チームは、新しい高性能フライス加工プロセスを開発しました。このプロセスでは、材料除去率が400 cm³/分という高性能正面フライス加工を採用しました。仕上げ加工には、従来の加工プロセスにおける切削工具の接触および発熱段階での精度が求められるため、周辺フライス加工を採用します。
結果と価値
その結果、サイクルタイムが22時間に短縮され(驚異的な39%短縮)、表面粗さRa 0.8μmという仕様を超える性能を達成するなど、劇的かつ測定可能で定量化可能な成果が得られました。さらに、工具コストの増加も40%削減され、これもまた驚くべき数字です。これにより、顧客は年間200万元以上のコスト削減を実現しました。
航空宇宙分野からのこのプロジェクトは、 LS Manufacturingが高度なプロセスエンジニアリングを通じて、困難な製造上の問題を分解し、解決策を提供する能力を改めて証明しました。当社は、データに基づいた専門的なソリューションをこの顧客と共に開発・導入することで、加工生産性と製造コストの改善効果を実証することができました。
精密CNCフライス加工におけるボトルネックを探ってみませんか?部品の要件をご提出いただければ、お客様に合わせたプロセス最適化プランをご提案いたします。

プロセス革新を通じて、製粉プロセスの包括的な最適化をどのように実現できるのか?
フライス加工における飛躍的な改善を実現するには、個別の改良にとどまらず、システム全体を包括的に捉えたアプローチが必要です。本書では、包括的な最適化のための方法論を詳細に解説します。この方法論では、工具、冷却、データ分析における戦略的なプロセス革新によって、コスト、環境、性能といった相互に関連する課題を解決し、優れた価値創造を実現します。
- 高度な工具コーティングによる耐久性向上:加工対象物の材質に応じて、PVDやCVDなどの特殊な保護層( AlTiNやDLCコーティングなど)を適用します。これにより、耐熱性や耐摩耗性が向上し、研磨面や粘着面などの摩耗面を低減することで、工具の寿命を100%向上させます。
- 最小量潤滑(MQL)システムを導入する:従来の切削液の供給に代わり、精密に計量された潤滑剤のエアロゾルが切削箇所の境界まで噴射される。この切削加工におけるプロセス革新は、流体の使用量と廃棄量の削減に大きく貢献し、環境の安全性という課題に直接的な影響を与える。
- データ分析を活用してインテリジェントなパラメータ最適化を実現する:試行錯誤による最適ではない加工の問題は、センサーの使用、モデルのパフォーマンス、工具摩耗などの他の値に関連する入力パラメータ、最適な値に基づいて提案されたパラメータに基づいて解決できると認識しています。
真の総合的な最適化を実現するには、高度な工具コーティング、MQL(最小量潤滑)、およびデータ駆動型プロセス制御を統合する必要があります。この相乗効果のあるプロセス革新により、運用コストが直接削減され、環境負荷が最小限に抑えられ、機械の生産性が最大化されます。このフレームワークは、競争の激しい多品種生産環境において、持続可能な価値創造を実現するための検証済みのロードマップを提供します。
よくある質問
1. 正面フライス加工の応用分野は、周辺フライス加工の応用分野とどのように異なりますか?
この場合、広範囲にわたる平面は正面フライス加工によって効率的に加工でき、複雑な輪郭の精密加工は周辺フライス加工によって行うことができます。どちらの方法を選択するかは、加工する部品によって異なります。
2. 製粉業者の技術力をどのように評価すればよいか?
これには、 ±0.003mmの精度を持つ装置の位置決め、プロセスデータベース、品質システムも含まれます。試作加工による検証を実施する必要があります。
3. ステンレス鋼材に適したフライス加工方法はどれですか?
粗削りには正面フライス加工(回転数800rpm) 、仕上げ削りには周辺フライス加工(回転数1200rpm)を用い、クーラントをたっぷり使用する。
4.フライス加工中の変形を制御するにはどうすればよいか?
対称的な加工プロセスを適用し、切削温度を制御する。薄肉構造の厚さは0.05mmを超えないように制限することができる。
5. 小ロット生産の場合、どのような方法でコストを削減できるでしょうか?
工具の不要な移動を避けるため、工具の経路を最適化する必要があります。また、汎用工具を使用してください。LS Manufacturingにおける小ロット生産のコストは、大ロット生産のコストの1.2倍に制限されます。
6. バッチ加工プロセスにおいて、一貫性はどのように維持されるのですか?
SPCプロセス管理において、重要な特性はCPK > 1.67となるように設定すべきである。また、バッチごとに品質が維持されるように、機器の校正を行う必要がある。
7.難削材のフライス加工を計算する際に注意すべき点とは?
高温合金の切削条件:低速、高送り速度。推奨回転数: 600rpm 。複合材料を使用する場合は、特殊な切削工具が必要となります。加工試験に基づいて設定する必要のあるパラメータがいくつかあります。
8. 製粉に関する見積もりを作成する際に、見落とされがちな費用にはどのようなものがありますか?
これには、工具、プログラミング、デバッグ、品質検査などの間接費用が含まれます。隠れた費用を含まない正確なプロジェクト価格を知りたい場合は、当社のエンジニアリングチームに直接お問い合わせいただき、専門的な評価によるCNCフライス加工の見積もりをご依頼ください。
まとめ
製粉工程の科学的な選定と技術革新は、企業の加工効率と品質を向上させつつコストを最適化するために不可欠な要素であり続けている。
あらゆる種類のフライス加工プロセスに関するプロフェッショナルレベルのソリューション、あるいはその他の精密機械加工ソリューションに関する無料見積もりをご希望の場合は、 LS製造チームまでお気軽にお問い合わせください。お客様のご要望を評価し、プロジェクト予算に応じた高精度製造プロセスに関するカスタマイズソリューションをご提供いたします。
今すぐお客様専用のCNCフライス加工ソリューションを手に入れて、効率性と精度という二つの可能性を最大限に引き出しましょう!
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


