
Präzises Metallbiegen ist ein zentraler Prozess bei der Herstellung von Präzisionsmetallkomponenten für kleine bis mittlere Serien. Es trägt dazu bei, viele Probleme des Käufers zu lösen, der vom Prototypen zur Massenproduktion übergehen möchte, indem es die Vorabinvestitionen reduziert und eine schnellere Lieferzeit bietet. Bei vielen Käufern kam es nach der Abkehr vom Prototypen zu Verzögerungen bei der Massenproduktion aufgrund hoher Formenpreise oder zu Verformungen der Teile aufgrund von thermischer Belastung aufgrund falscher Prozesswahl.
In diesem Leitfaden erfahren Sie: Biegen für wenige Komponentenchargen und Stanzen für große Chargen, aber dabei wird nicht berücksichtigt, wie stark Ihr langfristiger ROI durch Ihre Fähigkeit, die Materialrückfederung und die Merkmalskomplexität zu kontrollieren, ernsthaft beeinflusst wird. In diesem Dokument gehen wir detailliert auf die technischen Vorteile des Präzisionsbiegens von Metall ein und stellen eine Kostenrechnungsformel bereit, die auf internen Messdaten von LS Manufacturing basiert und Ihnen dabei hilft, eine optimale Kombination aus Kosten und technischer Machbarkeit zu finden. In der folgenden Serie erfahren Sie anhand von Schlüsselkennzahlen und Beispielen aus der Praxis, wie der kundenspezifische Metallbiegeservice genutzt wird, um zu einer wettbewerbsfähigeren Fertigungslösung zu gelangen.

Übersicht über Antworten auf Präzisionsmetallbiegekerne
| Kernabmessungen | Schlüsseldaten zum Präzisionsmetallbiegen | Vorteile gegenüber dem Stempeln | Anwendbare Szenarien |
| Die Kosten | ≤2500 Stück: Spart 65 % der Erstinvestition | Kein Bedarf für große Matrizendesign- und Herstellungskosten | Kleine bis mittlere Charge (1-5000 Stück) |
| Präzisionskontrolle | Toleranz stabil innerhalb von ±0,15 mm | Echtzeitkompensation, geringe kumulative Toleranz | Medizin-, Luft- und Raumfahrtteile |
| Lieferzyklus | Lieferung innerhalb von nur 12 Tagen | Eliminiert den Werkzeugherstellungszyklus | Teile mit schnellen Designänderungen |
| Kostenkontrolle | Optimierte Stückkosten können um 22 % gesenkt werden | Unterstützt die kostengünstige dimensionale Feinabstimmung | Angepasste komplexe Teile |
Wichtige Erkenntnisse
- Matrizenkosten: Wenn die Anzahl der Teile weniger als 2500 beträgt, kann unsere mehrachsige Biegung bis zu 65 % der Anfangsinvestition im Vergleich zum Stanzen einsparen.
- Präzisionskontrolle: Die Biegetoleranz wird unter der Echtzeit-Winkelkompensation stabil bei 0,15 mm gehalten, um die Präzisionsanforderungen von medizinischen, Luft- und Raumfahrt- und anderen verwandten Teilen zu erfüllen.
- Entscheidungskriterien: Wenn Merkmalsabstände <2p oder komplexe 3D-Streckung erforderlich sind, ist Stanzen erforderlich, andernfalls ist Biegen kostengünstiger.
Wie erzielt der kundenspezifische Metallbiegeservice von LS Manufacturing Kosteneffizienz?
Wir sind seit mehr als 20 Jahren im Bereich Metallbiegen tätig, wir kennen die Anforderungen der Käufer an „Kostenreduzierung, hohe Qualität, hohe Effizienz“. Es wurde getestet, dass bei einem mehrachsigen Biegeprozess für 4 mm dicke 6061-T6-Aluminiumlegierungsteile die Investition in die Form um 65 % eingespart und die Lieferzeit um 73 % verkürzt wurde als beim Stanzen.
Aber viele Kunden entscheiden sich immer noch zunächst für das Stanzen, ohne den Druck von Kleinserienformen zu berücksichtigen. Alle Kosteneffizienz läuft auf zwei Dinge hinaus: flexible Produktion, Vermeidung kostspieliger Spezialwerkzeuge bei gleichzeitiger Ermöglichung einer Kleinserienproduktion von 1-5000 Stück gemäß ISO 13920:2023 und durchgängiger Prozessoptimierung.
Im Rahmen eines Luft- und Raumfahrtprojekts wurden durch eine Optimierung der Biegefolge 20 % Arbeitszeit, Einsparungen von 15 % bei der Ausschussausnutzung und diese Kosteneinsparungen beim Metallbiegen erzielt. Dank unserer branchenweit anerkannten Kostenkontrolle haben wir den ASTM B117-21 Salzsprühtest zur Korrosionsbeständigkeit veröffentlicht, Nacharbeitskosten vermieden und unsere eigene Formel zum Vorteil bestehender Kunden als Kostenvorhersage eingesetzt.
Durch die Auswahl unseres kundenspezifischen Metallbiegedienstes können Kunden die Risiken von Formlinien einsparen und dennoch eine kontinuierliche Präzisionsbearbeitungsqualität erhalten, die sich sehr gut für die Produktion kleinerer und mittlerer Serien von kundenspezifischen Teilen eignet.
Für eine schnelle Berechnung Ihrer Teilebiegekosten kontaktieren Sie unsere Ingenieure für einen kostenlosen Kostenbewertungsbericht und schalten Sie maßgeschneiderte Kostensenkungslösungen frei.

Warum ist das Präzisionsbiegen von Metall bei hoher Präzisionsnachfrage oft kosteneffektiver als das Stanzen?
Präzises Metallbiegen macht den kostspieligen Formenbau- und Herstellungszyklus überflüssig. Eine Reduzierung der anfänglichen NRE-Investition um mehr als 80 Prozent bei Produktionsläufen von 1–5.000 Stück mit einer hohen Wiederholgenauigkeit von +/- 0,005 Zoll bedeutet also eine Erhöhung der Kapitalrendite in hochpräzise Produkte mit kurzen Zyklen, die dazu neigen, schnell zu iterieren.
Detailkostenvergleich beim Biegen und Stanzen
Biegekosten entstehen hauptsächlich durch die vorhandene Maschine und die Werkzeugherstellung.
Wenn in der Phase des Produktionsdesigns die Kosten für das Stanzen höher sind als für das Biegen, dann wäre das Biegen die bessere Wahl. Die Kostenunterschiede beider Methoden liegen in der Anfangsinvestition für die Anlage und deren Modifikationen.
| Produktionscharge (Stück) | Gesamtkosten für Präzisionsmetallbiegen (USD) | Gesamtkosten des Stempels (USD) | Kostendifferenz (USD) | Prozentsatz des Kostenvorteils für das Biegen |
| 500 | 1200 | 3500 | 2300 | 65,7 % |
| 1500 | 2800 | 5200 | 2400 | 46,2 % |
| 3000 | 5100 | 6800 | 1700 | 25,0 % |
| 5000 | 8200 | 7900 | -300 | -3,8 % |
Bei kleinen Losgrößen von weniger als 3.000 Stück hat das Präzisionsbiegen von Metall einen Kostenvorteil, während bei großen Losgrößen über 5.000 Stück die Stückkosten das Stanzen begünstigen, Maßanpassungen nach dem Stanzen verursachen Werkzeugreparaturkosten von 1.000 bis 5.000 US-Dollar während das Präzisionsbiegen von Metall anfällt Nullkostenanpassung, was der Grund für höhere Rentabilitätsmargen ist.
Wie mehrachsiges Biegen das kumulative Toleranzrisiko reduziert
Das Hauptproblem bei hochpräzisen Teilen besteht darin, dass man den kumulativen Toleranzbereich überschreitet. Wir nutzen die technologischen Vorteile unseres 5-Achsen-Biegezentrums wie:
- Kürzere Einspannzeit: Das Biegen mehrerer Winkel eines 5-Achsen-Biegezentrums kann mit einer Einspannung durchgeführt werden, und die Einspannzeiten werden von 4-6 auf 1-2 reduziert. Dadurch kann der Spannfehler verhindert werden, der bei der kundenspezifischen Teilestanzbearbeitung äußerst schwierig auftritt.
- Echtzeit-Winkelkompensation: Mithilfe einer hochpräzisen Gitterskala und eines hydraulischen Kompensationssystems erfolgt eine Echtzeitkompensation für materialinterne Spannungsänderungen, die bei Winkelfehlern auftreten, sodass die Toleranz bei 0,15 mm bleibt.
- Präzise Kalibrierung des neutralen Schichtfaktors: Mit dem SolidWorks-Modul simuliert der neutrale Schicht-K-Faktor für verschiedene Materialien eine genaue Kalibrierung, während des Biegens ohne Maßabweichung, gilt insbesondere für die Verarbeitung spezieller Legierungen.

Abbildung 1: Arbeiter bedient eine Präzisions-Metallbiegepresse in einer Fabrikhalle.
Wie kann man die Verarbeitungsgrenzen von Stanzformen durch Biegetechnologie bei der Herstellung komplexer kundenspezifischer Teile durchbrechen?
Das Biegen von kundenspezifischen Teilen aus Metall kann bei Verwendung segmentierter Matrizen durch Kantenbiegen und umgekehrtes Abflachen, was sonst durch den Stanzprozess schwierig wäre, eine Ultra-Have erreichen. Darüber hinaus ist diese Funktion auch für schwere Teile mit einer Dicke > 6 mm erforderlich, da die Prägewerkzeuge unflexibel sind.
Vorteile des Biegens bei der Verarbeitung hochfester Materialien
Das Stanzen dieser hochfesten Materialien, SUS316L-Edelstahl und Aluminium, die für die Luft- und Raumfahrt verwendet werden, führte zu Rissen und Graten. Unser Hochpräzisionsbiegeservice beseitigt diese Art von Problemen vollständig. Die spezifischen Daten lauten wie folgt:
| Materialtyp | Materialstärke (mm) | Präzises Metallbiegen | Stempeln | Biegevorteile |
| SUS316L Edelstahl | 8 | 0,3 % | 8,7 % | Keine Risse, glatte Kanten |
| Aluminium in Luft- und Raumfahrtqualität | 6 | 0,2 % | 6,2 % | Keine Materialverdünnung, stabile Präzision |
| 6061-T6 Aluminiumlegierung | 4 | 0,2 % | 30 % | Gleichmäßige Spannungsentlastung, Ebenheit entspricht den Standards |
Unser Rückfederungskompensationsmodell ist in der Lage, die Rückfederung im Voraus vorherzusagen und auf diese Weise können wir mehrere typische Stanzfehler wie Risse, Ausdünnung usw. vermeiden. Bei der Arbeit an einem Luft- und Raumfahrtprojekt haben wir herausgefunden, dass 8 mm dicke SUS316L-Teile gebogen statt gestanzt werden können und gleichzeitig die Nacharbeitskosten um 96 % gesenkt werden konnten.
Ein nicht konsensbasierter Einblick in den Einfluss der Materialkristallorientierung auf die Biegegenauigkeit
Viele Lieferanten haben es versäumt, die Kristallorientierung des Materials zu berücksichtigen, was einen großen Einfluss auf die Genauigkeit der Biegung hat, was zu den von uns festgestellten Inkonsistenzen führte. Unser praktisches Know-how ist:
- Paralleles Biegen: Metalle haben verschiedene Kristallorientierungen. Paralleles Biegen zeichnet sich durch gute Zähigkeit, geringe Rückfederung und gute Stabilität der Genauigkeit aus, was auf 6061-T6-Aluminiumlegierungen angewendet werden kann und Brüche vermeiden kann. Dieser wichtige Punkt wird normalerweise ignoriert, wenn hochpräzise Teile gebogen werden.
- Prüfung der Kristallausrichtung: Führen Sie vor dem Prozess eine Prüfung der Kristallausrichtung des Materials durch. Die Biegerichtung und der Biegewinkel werden anhand des Prüfergebnisses angepasst, um sicherzustellen, dass keine Abweichung auftritt und der Standard erreicht wird. Dadurch liegt unsere Biegegenauigkeit über dem Durchschnitt.

Abbildung 2: Ein fertiges, komplex geformtes Metallteil mit Löchern und Kerben, hergestellt durch individuelles Biegen.
Hat Ihr Lieferant die Möglichkeit, die Buchhaltung der Kernvariablen der Metallbiegekosten zu kontrollieren?
Die wichtigste Methode, mit der Unternehmen ihre Metallbiegekosten kontrollieren, erfordert, dass sie den Biegeaufwand durch DFM-Optimierung verringern und gleichzeitig ihre Fertigungsleistung durch ihre automatisierten Systeme erhöhen. Die meisten Kunden glauben, dass „je niedriger der Stückpreis, desto kostengünstiger“ ist. Dies führt dazu, dass sie die tatsächlichen Kosten übersehen, die durch die Verarbeitung von Materialien und die Erzeugung von Abfall entstehen.
Analyse der exklusiven Kostenberechnungsformel von LS Manufacturing
Wir präsentieren eine exklusive Formel zur Berechnung der Metallbiegekosten, die es unseren Kunden ermöglicht, die Gesamtkosten zu ermitteln und gleichzeitig alle versteckten Kosten zu identifizieren.
Die Formel Total Cost = S + (Op × R × Q) legt die Methode zur Berechnung der Gesamtkosten fest.
Die Programm-Setup-Gebühr, die von S bis S150 reicht, stellt S dar, während Kunden für den Betrieb mit dem Stundensatz von R bezahlen, der S65 kostet, und sie Q-Einheiten erhalten. Unsere primäre Methode zur Kostenkontrolle hängt von zwei Faktoren ab, zu denen die Verringerung des Betriebsbedarfs und die Steigerung der Produktionsmenge gehören.
Der DFM-Optimierungsprozess führte dazu, dass der Biegevorgang eines kundenspezifischen Teils von sechs erforderlichen Schritten auf vier erforderliche Schritte reduziert wurde. Die Gesamtkosten für 1000 Einheiten sanken von 3.200 $ auf 2.300 $, was zu einer Reduzierung der Kosten pro Einheit um 28 % führte. Mit der Methode zur Biegekostenkontrolle kann dies nicht erreicht werden Ergebnis.
Zwei Kernmaßnahmen zur Reduzierung der Metallbiegekosten
Wir erreichen eine Reduzierung der Metallbiegekosten durch vollständige Prozessoptimierung. Die Organisation hat spezifische Methoden etabliert, darunter:
- Optimierung der Biegesequenz: Durch eine rationale Planung der Biegesequenz werden die Klemmung und die Anzahl der Arbeitsgänge reduziert, was zu einer 20 %igen Reduzierung der Arbeitszeit führt, die Arbeitskosten senkt und gleichzeitig ineffiziente Arbeitsaktivitäten verhindert auftritt.
- Verbesserung der Ausschussausnutzung: Das Layout nutzt Schnitt- und Verschachtelungsüberlappungen mit hoher Genauigkeit, was zu einer Ausschussausnutzung von über 85 % führt, während die meisten Fabriken zwischen 60 und 70 % erreichen. Bei 4 mm dickem und 100 mm breitem Kohlenstoffstahl entspricht dies einer Ersparnis von 300 US-Dollar pro Tausend.
Wie wählt man die Verarbeitungstechnologie basierend auf der jährlichen Nachfrage aus, wenn man Biegen und Stanzen vergleicht?
Das Biegen vs. Stanzen der Stahlkreuze ist bei 3000–5000 Stück ungefähr konisch. Bei elektronischen Artikeln, bei denen sich das Design schnell ändert, hat das Biegen gegenüber dem Stanzen den Vorteil, dass keine Kosten für verschrottete Formen anfallen und somit Einsparungen für den Kunden entstehen.
Vergleich der Biege- und Stanzkernparameter
Die folgende interne Testvergleichstabelle hilft Ihnen, schnell die geeigneten Szenarien für die beiden Prozesse zu ermitteln:
| Vergleichsparameter | Präzises Metallbiegen | Stempeln | Vorteilhafter Prozess (nach Stapel) |
| Lieferzyklus (Tage) | 12-20 | 30-45 | ≤5000 Stück: Biegen |
| Teilekonsistenz | ±0,15 mm | ±0,10 mm | ≥5000 Stück: Stempeln |
| Die Wartungskosten (USD/Jahr) | 500-800 | 3000-5000 | ≤5000 Stück: Biegen |
| Kosten für Designänderungen (USD) | 0 | 1000-5000 | Schnelle Designänderungen: Biegen |
| Stückkosten (USD/Stück) | 2,5-5,0 | 1.2-2.0 | ≥5000 Stück: Stempeln |
Prozessauswahllogik für jährliche Bedarfsanforderungen
Der folgende Ergebnisvergleich zeigt verschiedene jährliche Bedarfsanforderungen zusammen mit den entsprechenden Empfehlungen zur Prozessauswahl.
- Präzisionsmetall muss als Produktionsmaterial für alle Fertigungsaktivitäten dienen, wenn das jährliche Produktionsvolumen 3000 Stück oder weniger erreicht. Biegen bietet einen Kostenvorteil gegenüber der Stanzen in Kleinserien, da dadurch Formkosten entfallen und Designänderungen vorgenommen werden müssen.
- Die Produktion erfordert, dass grundlegende Komponenten gestanzt werden, während anspruchsvolle Komponenten gebogen werden müssen, da sie häufige Designaktualisierungen erfordern.
- Stanzen wird ab einem jährlichen Bedarf von 5000 Stück zur kostengünstigsten Produktionsmethode, da es Unternehmen ermöglicht, standardisierte Produkte mit nur notwendigen geringfügigen Änderungen herzustellen. Der Hersteller muss die Amortisationszeit der Form kennen, bevor er mit der Produktion beginnen kann.
Der Auswahlprozess erfordert, dass Organisationen ein Gleichgewicht zwischen Betriebskosten und Betriebskapazitäten finden. Kostenverschwendung und Lieferverzögerungen resultieren aus der Wahl der falschen Produktionsmethode. Sie können unser „White Paper zum ROI-Vergleich des Metallumformprozesses 2026“ herunterladen, um detaillierte Auswahlhilfen für Ihren jährlichen Bedarfsbedarf zu finden.
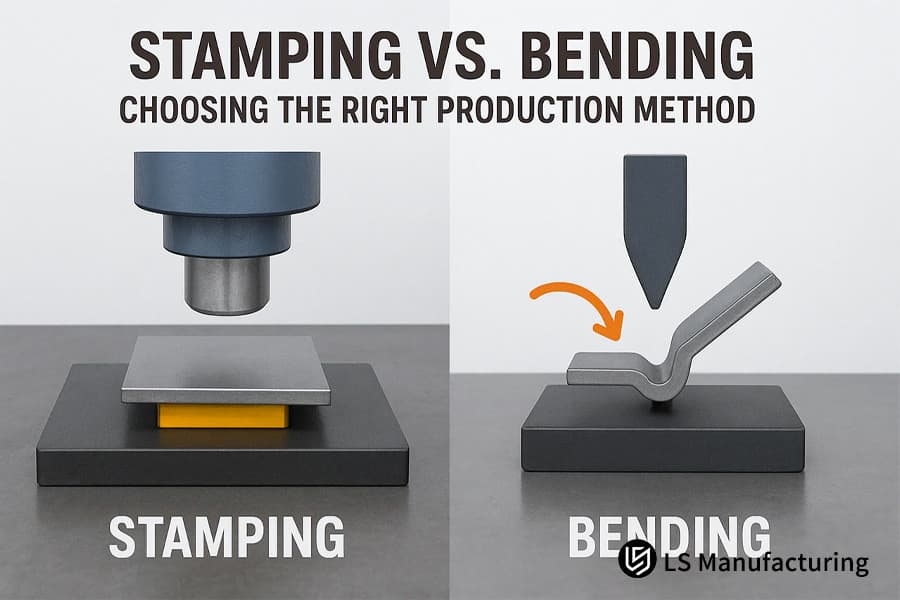
Abbildung 3: Diagramm zum Vergleich von Stanz- und Biegeprozessen zur Auswahl der Herstellungsmethode.
Welche impliziten Mehrwertdienste sind in den Biegekosten für kundenspezifische Teile für Hochpräzisionsanforderungen enthalten?
Die Biegekosten für kundenspezifische Teileangebote umfassen Bearbeitungsgebühren und 100 % First Inspection Report (FAI)-Bewertung wichtiger Abmessungen sowie Online-Winkelüberwachung und nicht markierende Biegeschutzmethoden.
Detaillierte Erläuterung der wichtigsten versteckten Mehrwertdienste
Der gesamte Prozess unseres Angebots zu Biegekosten für kundenspezifische Teile umfasst Mehrwertdienste, die wir ohne zusätzliche Kosten anbieten.
- 100 % erster Inspektionsbericht (FAI): Das Zeiss-KMG in Deutschland bietet präzise Messfunktionen, die einen Inspektionsbericht erstellen, der den ISO 2768-m-Standards für das erste Stück jeder Charge entspricht.
- Online-Winkelüberwachung: Das System ermöglicht eine kontinuierliche Winkeländerungsverfolgung während des Biegevorgangs. Das System verwendet eine automatische Kompensation, um jede Winkelabweichung zu korrigieren, wodurch alle Teile innerhalb des Winkeltoleranzbereichs von ±0,15 mm bleiben und somit eine erneute Inspektion durch den Kunden nicht mehr erforderlich ist.
- Kratzfreies Biegeschutzverfahren: Die Verwendung von Polymerdichtungen schafft eine Schutzbarriere, die verhindert, dass Formeindrücke medizinische Geräte und hochwertige elektronische Komponenten sowie Außenteile erreichen, die frei von Oberflächenkratzern bleiben müssen, um die Anforderungen an die Oberflächeninspektion von High-End-Produkten zu erfüllen.
Praktische Anwendung der kratzfreien Biegetechnologie
Der Prozess der Herstellung medizinischer Geräte wird unmöglich, wenn ihre äußeren Teile Kratzer aufweisen. Eine effektive Lösung für dieses Problem bietet unsere kratzfreie Biegetechnik. Der praktische Ablauf ist wie folgt:
- Wählen Sie eine kompatible Polymerdichtung, die für das jeweilige Teilmaterial vor Reibungsschäden schützt.
- Die Dichtung erfordert eine Oberflächenverklebung, die den Biegevorgang nicht beeinträchtigen sollte. Passen Sie daher den Formdruck und die Geschwindigkeit entsprechend an.
- Reinigen und prüfen Sie nach dem Biegen, um sicherzustellen, dassdie Oberfläche frei von Kratzern und Vertiefungen ist und eine Erfolgsquote von 100 % erreicht wird.
Warum ist die Mehrachsen-Biegelösung von LS Manufacturing die optimale Lösung für die Herstellung komplexer kundenspezifischer Teile?
LS Manufacturing hat ein fortschrittliches elektrohydraulisches 7-Achsen-CNC-Servobiegesystem entwickelt, das es Bedienern ermöglicht, Mehrwinkel-Mehrwinkelbiegevorgänge von einem einzigen Startpunkt aus auszuführen. Diese Innovation bietet einen besseren kundenspezifischen Metallbiegeservice und ermöglicht es Fabriken gleichzeitig, komplexe kundenspezifische Komponenten herzustellen.
Doppelte Garantie für Hardwarestärke und Softwaresimulation
Unsere mehrachsige Biegelösung ist aufgrund der doppelten Garantie von Hardware und Software die optimale Lösung, mit den folgenden spezifischen Vorteilen:
- Erweiterte Hardware-Ausstattung: Ein 7-Achsen-Biegesystem der 500-Tonnen-Klasse kann 20 mm dicke Kohlenstoffstahl- und 12 mm dicke Edelstahl-Sonderteile stabil verarbeiten, mit einem Verarbeitungsbereich und einer Präzision, die weit über herkömmliche Biegemaschinen.
- Professional Software Simulation: Interference checks are performed using a SolidWorks plugin before cutting, preventing 100% of the collision risk, avoiding part damage and die wear. The software enables users to simulate the bending process which enables them to forecast springback effects while adjusting bending parameters.
Advantages of Precise Calibration of Neutral Layer Factor (K-factor)
Accurate bending of complex custom parts requires precise measurement of the neutral layer factor (K-factor) because this measurement enables accurate bending results. Different materials and thicknesses have different K-factors, inaccurate calibration will lead to dimensional deviations.
Our organization has developed a complete material database which we used to determine the K-factor of various materials which meets accuracy standards. Internal testing shows that after precise calibration, the bending dimensional deviation is ≤±0.05mm, better than the industry average level.

Figure 4: A stainless steel part with multiple smooth, complex bends, highlighting advanced bending capability.
LS Manufacturing Customer Case: Solving The Bending And Deformation Problem Of 5G Base Station Bracket For a Certain Aviation Communication Enterprise
The complex custom bending parts are easy to be deformed. After a lot of research work, we find that the deformation problem of thick and high strength parts is difficult to be solved with stamping.
But our high precision bending service can be achieved through the technology optimization. The case below show the solving of the deformation problem of 5G base station brackets for the aviation and communications corporation.
Customer Challenges
The 5G base station bracket for the company was made from 4mm thick 6061-T6 Aluminum alloy, with flatness which tolerates to 0.5mm and an annual demand rate of 2,000.
The initial stamping solution encountered 2 significant issues:
- An excessive flatness of 30% parts remained after heat treatment, resulting in poor defect rate.
- The week long delivery cycle of up to 45 days of progressive die led to project stagnation.
The customer contacted multiple service providers without success and ultimately chose us, hoping to solve the problem using the precision metal bending process.
LS-Fertigungslösung
The analysis discovered that the fundamental reasons for deformation occurred because stamping construction had insufficient rigidity and stress release happened without control. The company switched to a high precision bending service after testing stamping which produced the following results.
- Laser Online Angle Compensation Technology: The CNC system uses a high-precision laser angle meter that provides real-time monitoring to correct springback deformation which causes bending deformation.
- Stepped Stress Relief Process: Bending starts after stepped annealing has released internal stress while low-temperature aging maintains stable dimensions which prevent excessive flatness.
- Optimized Bending Sequence and Parameters: SolidWorks plug-in simulation optimization reduced the number of processes from 6 to 4 and precise K-factor calibration ensured accuracy.
Ergebnisse und Wert
The client received substantial advantages after solution implementation which resulted in the following benefits.
- The flatness deviation rate decreased from 30% to below 0.2% which reduced rework costs by $5,000 per month and the production pass rate reached 99.8%.
- The company achieved significant cost savings through mold repair expenses which amounted to $3,000 with monthly costs for repairs and unit cost decreased by 22% which resulted in yearly savings of about $10,560.
- The delivery cycle experienced a reduction from 45 days down to 12 days which allowed the company to handle urgent delivery requests while preventing project losses.
- The client established a long-term partnership which resulted in them giving all future custom parts orders to us because they were highly satisfied with our services leading to annual business worth over $500,000.
This case fully proved that our high-precision bending service is feasible for complex custom part bending deform solution can be efficiently helping the customers to save the cost, enhance quality and get higher efficiency.If you also face similar parts processing challenges, please view our complete case details and contact our technical experts for customized solutions.

What Are The Three Major Technical Standards That Procurement Engineers Must Verify When Selecting a Metal Bending Service Supplier?
The metal bending service requires evaluation of three factors which include automated programming capacity and real-time compensation system and dedicated material process database. The three criteria establish the degree of bending precision which impacts operational efficiency and total expenses.
Detailed Explanation of the Three Core Technical Standards
The following standards enable purchasing engineers to assess supplier performance because they help engineers verify vendor compliance with their purchase requirements.
- Automated Programming Capabilities: The supplier must possess automated programming software and professional engineers capable of importing drawings to automatically generate and optimize programs, shortening processing time. This is critical in bending service supplier selection. Our system can reduce programming time by 60% with 100% accuracy.
- Real-time Compensation System: The bending machine must be equipped with a high-precision linear scale and hydraulic compensation system to compensate for internal stress fluctuations in real time. Our equipment can stabilize tolerances within ±0.15mm.
- Specific Material Process Database: The supplier must possess process data for materials such as titanium alloys and aerospace-grade aluminum, enabling rapid matching of optimal parameters. With over 20 years of experience and a comprehensive database, we can handle various complex materials.
Supplier Screening Checklist
The following checklist can be used directly to verify supplier qualifications:
- Do you have SPC data to prove mass production stability? Can you provide accuracy reports for the past 3 months?
- Is your mold library comprehensive? Can you support small radius bending (R≤0.5T)?
- Do you provide DFM reports to proactively optimize part structures and reduce metal bending costs?
- Can you provide processing cases for similar complex, high-precision parts?
- Can you provide DFM assessment and quotation within 24 hours?
FAQs
Q1: How is that your bending accuracy can be 0.1mm, while normal factory is only 0.5mm?
LS Manufacturing uses CNC bending machines equipped with high-precision grating rulers and hydraulic compensation systems, which can real-time offset the angle error caused by internal stress fluctuations in materials, and accurately calibrate the neutral layer coefficient to ensure accuracy far beyond ordinary factories.
Q2: 50 bending features in my part, is it better to blank it or to bend?
For many features with high density, Stamping has a big benefit on one-time forming. If the annual order quantity is less than 1000 sets, the amortized mold cost of stamping will make the unit price not acceptable.You should contact LS Manufacturing to do process breakdown and optimize to get the best cost.
Q3: Aluminum alloy 6061 can be broken in bend. How do the LS Manufacturing do?
Because we take strict control of the minimum bending radius ( R 1.5T) and the elasticity, employing para-gravimetric bending and the local annealing, it results in 90-degree accurate forming without influences on the mechanical properties of the aluminum. The bending breakage is end up.
Q4: Will mold creases formed upon bending be visible on the anodised surface?
Not at all.We use a type of film and mold that do not have scratches on the surface of exterior parts and totally meet the surface inspection standards of high-end consumer electronic products and medical products, does not affect next dyeing and other surface treatments.
Q5: What is the highest bending thickness you are capable of?
We have a 500 ton bending center, which can consistently for custom parts with carbon steel at 20 mm thick and stainless steel at 12mm thick, keep perpendicularity tolerance for the thick part and satisfy the heavy-duty parts process.
Q6: Why does the price of a bent parts varied form batch to batch?
Raw material cost changes and batch order quantity mainly affect this. For example, LS Manufacturing has the sliding fee.The more batch order quantity is, the lower cost per die change will be, so the metal bending cost is more cost efficient. And it offsets unit price change effectively.
Q7: DBM do free DFM(Design for Manufacturing) assessment for bend parts?
Ja. After you submit the drawings, our senior engineers will do analysis for you and offer some optimization recommendations to drive down manufacturing difficulty and cost like combine two or more bending surfaces, optimize cut way, etc. free of charge.
Q8: Will you send me inspection report (SGS / TUV) for third-party after the order is finished?
Of course, we put the strict ISO quality management system in place. All shipped parts will pack with material certificate and CMM dimension inspection report from Zeiss. If you also want the third-party test reports, please tell us in advance. We will do our best to assist.
Zusammenfassung
Deciding between Precision Metal Bending and stamping is a trade-off of high initial capital investment versus low unit cost, once the equipment is purchased. For small to medium run jobs of medium-to-high accuracy custom parts that need fast iteration, our multi axis bending technology is the ideal solution.
Using DFM optimization and total process quality assurance, we guarantee perfect part assembly. Don't allow uncertain manufacturing planning to delay your project.
Seeking the best offer? Send us your Step/Dwg drawings at this moment and the experienced team of LS Manufacturing will deliver you free DFM study as well as quotation report within 24 hrs.
Not convinced on the costs yet? Get in touch with our engineers so they can provide you with the "2026 Metal Forming Process ROI Comparison White Paper" for the best possible market data support.
[Click to initiate inquiry now - schedule a 1-on-1 technical expert consultation]
📞Tel: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. LS Manufacturing Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. Es liegt in der Verantwortung des Käufers. Angebot für benötigte Teile Identifizieren Sie die spezifischen Anforderungen für diese Abschnitte.Bitte kontaktieren Sie uns für weitere Informationen.
LS Manufacturing Team
LS Manufacturing ist ein branchenführendes Unternehmen. Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und konzentrieren uns auf hochpräzise CNC-Bearbeitung, Blechfertigung, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website:www.lsrpf.com.


