
ねじ切り加工とフライス加工のどちらを選ぶかは、コストと品質の微妙なバランスを取る上で、製造業者が直面する典型的なトレードオフ問題です。従来のねじ切り加工では、タップの破損や試験結果の不正確さにつながる可能性がありますが、一方で、 ねじ切りフライス加工では追加費用が発生します。
しかしながら、この場合の欠点は、プロセスを評価する体系的なプロセスが失われることです。場合によっては、誤ったプロセスを選択してしまうことになり、結果としてコスト面だけでなく品質面でも追加費用が発生します。明らかに、タッピングとフライス加工を体系的に区別するためには、体系的なガイドラインが必要です。時間を節約するために、以下に詳細な説明を示します。

タッピングとフライス加工の比較:クイックリファレンス
| 側面 | タップ | フライス加工 |
| 料金 | 工具の費用 | 高額な工具費用 |
| スピード | 高速サイクルタイム | サイクルタイムが遅い |
| 柔軟性 | 固定サイズ | 1つのツールで、複数のサイズに対応 |
| 精度 | 良い | 素晴らしい |
| リスク | 破損率が高い | 破損が少ない |
| 最適な用途 | 大量 | 少量生産、高精度 |
タッピング加工は大量生産において非常に有利であり、単位当たりのコストを大幅に抑えながら迅速な生産を可能にします。一方、フライス加工はより高い汎用性と優れた寸法精度を提供します。さらに、 CNCフライス工具は標準的なタップに比べて動作寿命が大幅に長いため、複雑な部品や耐久性の高い部品を長期間にわたって製造する場合に適しています。
このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
タッピングとフライス加工に関する記事は数百件も存在します。この記事の特長は何でしょうか?それは、この記事が理論ではなく経験に基づいている点です。LS Manufacturingの代表として、私たちは15年以上にわたり、タッピングとフライス加工に関して硬質合金を取り扱ってきました。当社の技術スタッフは、単なる違いの知識にとどまらず、この知識を駆使して、重要な部品として当社から出荷される製品が確実に信頼できるものであることを保証しています。
5万点を超えるカスタム部品を正確なねじ切り加工で製造してきた長年の経験から、何が効果的かが分かってきました。チタン部品のタッピングサイクルを最適化する場合でも、量産フライス加工で使用するフライス工具を提案する場合でも、国際航空宇宙品質グループ(IAQG) 、別名SAEインターナショナルの厳格な仕様に密接に関連する航空宇宙品質に関して、何が効果的かという経験があります、と著者は述べています。
ここで得られた教訓は、学術的なものではありません。航空宇宙、医療、自動車産業といった実社会の課題に直面する中で培われた、実践的なアプローチです。糸の品質は決して妥協できません。こうした精神に基づき、苦労して得た専門知識を皆様と共有することで、皆様がこれらの失敗から学び、品質、効率、価格の最適なバランスを見つけられるよう願っています。
図1:LS ManufacturingによるCNC製造工程のねじ切り加工のクローズアップ図
ねじ加工におけるタッピングとフライス加工の根本的な違いは何ですか?
タッピングとフライス加工のどちらが最適かは、バッチサイズ、ねじ加工レベル、材料、精度レベルなど、多くの要因によって異なります。LS Manufacturing社が採用しているプロセス比較技術により、ねじの細部や材料の硬度などの要因に応じて、顧客は最適なプロセスを選択することができ、ねじ加工全体の平均効率を35%向上させることができます。
| 特徴 | タップ | フライス加工 |
| プロセス | タイプ:タップで直接ねじ山を成形/切削する | プログラムされたツールパスによる切削 |
| 工具コスト | 低価格(サイズ別) | 高性能(汎用エンドミル) |
| セットアップ時間 | 速い | 動作が遅い(プログラミングが必要) |
| サイクルタイム | 速い | 遅い |
| 柔軟性 | 低サイズ(ツールごとに固定サイズ) | 高精度(複数のサイズに対応するツール1つ) |
| 材料適合性 | 延性材料 | すべての材料 |
| 盲穴 | 素晴らしい | 良好(チップの排出が必要) |
| 糸の品質 | 良い(安定している) | 非常に優れている(高精度) |
| 工具破損のリスク | 高い | 低い |
| ベストアプリ | 大量生産可能なシンプルな糸 | 少量で複雑な糸 |
これはタッピングとフライス加工を組み合わせたもので、様々な要因によって最適な方法が異なります。この問題に完全に対処するため、 LS Manufacturingは、ねじ仕様や材料硬度などの様々なパラメータに基づいて、顧客が最適なソリューションに到達できる全く新しいプロセス比較方法を考案しました。これらすべてにより、ねじフライス加工の効率が平均35%向上しました。

製品特性に基づいて、タッピング加工とフライス加工のどちらを選択すべきか?
タッピング加工とフライス加工のどちらを選択するかは、製品特性とコストに影響を与えるため、製造業者にとって重要な課題です。この選択を行うには、製品に関連する一連のパラメータを評価する必要があります。用途に基づいて一律に選択できるものではありません。
- バッチサイズ(生産量):量産においては、タッピングは工具への投資額は比較的高いものの、サイクルタイムが短いため、一般的に経済的なメリットが大きい。一方、ねじ切りフライス加工は、1つの工具で様々なねじ径を切削でき、セットアップ工具への投資も少ないため、小ロット生産や試作品製作に適している。
- 材料特性と硬度:このプロセスで使用される材料には、アルミニウムや軟鋼などの延性材料が含まれます。硬質材料には、ねじ切り加工が用いられるチタンや鋼などがあります。材料の破損を防ぎ、高品質のねじを作るためには、ねじ切り加工が不可欠です。材料の加工性、および形成される切りくずの材質は、製造プロセスの分類を決定するのに役立ちます。
- ねじの仕様と複雑さ:単純な形状であれば、タッピングは処理速度の面で大きな利点があります。しかし、より複雑な形状や、標準規格ではない大径のねじ、ピッチなどの場合、ねじ切り加工の方がプログラミングの柔軟性に優れています。
LS Manufacturingは、これらの要素を評価し、タッピング加工とフライス加工のどちらが最適かを判断するためのインテリジェントな選択ツールを開発しました。製品特性によって左右される要素もありますが、メーカーはコストを20~30%削減しながら、高い品質基準を維持し、最適な加工方法を選択することができます。
経済的なタッピングおよびフライス加工ソリューションにおいて、費用対効果を最大化するにはどうすればよいでしょうか?
費用対効果の高いタッピング・フライス加工を実現するには、投資コストとタッピング・フライス加工プロセスの最適化可能性との最適なバランス点を見極めることが重要です。これはすべて、タッピング速度の可能性と、経済的なソリューションを活用することで得られるコスト最適化における柔軟性を考慮することにかかっています。
プロセス選定のためのバリューエンジニアリング分析
LS Manufacturingの事例では、バリューエンジニアリングが生産コストの決定に積極的に活用されています。汎用ねじの大量生産においては、生産サイクルが短いため、タッピング加工が他の加工方法よりもコスト効率に優れていることが実証されています。しかし、複雑な形状のねじや少量生産においては、ねじ切り加工の汎用性の高さから、生産コストは高いものの、コスト効率が優れていることが確認されています。
混合生産のためのハイブリッドアプローチ
ほとんどの製造会社は、この2つの加工方法を組み合わせることでメリットを得ています。標準的な量産部品にはねじ切り加工を、複雑な部品にはねじ切りフライス加工を施します。どの部品をどの加工方法で製造するかを決定することで、すべての部品の生産コストを最適化することができます。
工具寿命管理とプロセス最適化
適切な工具パラメータ、クーラントの使用、そしてメンテナンスを行うことで、工具寿命を最大限に延ばすことが重要です。LS Manufacturingでは、使用されているプロセス監視システムが工具の状態監視に役立ちます。これにより、ダウンタイムと工具交換コストが削減され、全体的なコスト最適化に大きく貢献します。
コスト効率の高いタッピングフライス加工を実現するには、製造プロセス全体を考慮したデータ駆動型のアプローチが必要です。LS Manufacturingは、バリューエンジニアリングのプロセスと組み合わせ、そしてライフマネジメントに最適化されたツールを活用することで、顧客の製造コストを25%以上削減できるよう支援しています。

図2:LS Manufacturing社による、虹色の表面を持つ青色材料のCNCねじ切り加工
タッピングとフライス加工の精度と効率における違いは何ですか?
タッピングとフライス加工は、精度、効率、加工性能においてそれぞれ異なる特徴を持つ、2つの基本的な機械加工プロセスです。タッピングは、内ねじの高速加工に最適と考えられます。しかし、タッピングには精度に関する一定の制約があります。一方、ねじフライス加工では、複雑なプログラミングによって高い精度を実現できます。材料や生産量に応じて、どちらの加工プロセスを選択するかが決まります。
| 側面 | タップ | フライス加工 |
| 正確さ | 制限あり(±0.05mm) | 高精度(±0.01mm) |
| 効率 | 高速(シングルパス) | より遅い(複数回通過) |
| 工具寿命 | 短い | より長く |
| 柔軟性 | 低音(固定ピッチ) | 高音(可変ピッチ) |
| プログラミング | 単純 | 複雑な |
タッピングとフライス加工の違いは、ユーザーにとってのトレードオフにある。タッピングは加工速度が速く、加工量も多いが、フライス加工はタッピングに比べて工具の摩耗が少ないため、加工精度は優れている。また、加工対象が硬いことも、タッピングよりもフライス加工が適している要因の一つと考えられている。
タッピングとフライス加工のどちらが最適な加工方法か?
タッピングとフライス加工のどちらを選択するかを決定するには、多数の要素を考慮した意思決定フレームワークモデルが必要です。これは、生産要素と資源要素の組み合わせであり、活用できるメリットの変動性を考慮した上で、両者の中から最適な選択肢を決定する必要があります。これは、LS Manufacturingのようなケースにおける意思決定の解決策となる、構造化された意思決定手法です。
- 生産量とバッチサイズ:タッピングはサイクルタイムが短いため、大量生産にはタッピングがより適しており、プログラミングも比較的簡単です。バッチ生産や特殊製品の試作品製作における柔軟性は、フライス加工でも満たすことができます。ただし、材料とねじ仕様の損益分岐点は、両加工法で異なります。
- ねじの精度と品質要件: ±0.01mm以上の精度が求められる場合、フライス加工は非常に高い精度と表面仕上げを実現できます。一方、 ±0.05mmの精度が許容できる場合は、タッピング加工でねじ切り加工を行うことができます。
- 材料特性と加工性:硬度の高い材料(HRC > 45)や、加工が難しい合金などは、フライス加工が必要です。これは、タッピング時に発生する可能性のある破損を防ぐためです。さらに、フライス加工は高品質なねじ山を得るのに役立ちます。タッピング加工は、軟質材料や非鉄金属などの材料に最適です。材料の硬度は、工具の寿命と関連しています。
- 装置の性能とセットアップ時間:タッピングには、タッピング性能、タッピング同期、スピンドル同期のためのタッピング技術が必要です。 フライス加工の要件には、剛性以外にも、らせん補間機能を備えたCNCシステムの要件が含まれます。これらの仕様は、加工能力に影響を与えます。
- コスト面の考慮事項と工具投資:タッピング工具は高価ですが、難削材加工においては長寿命です。フライス工具の寿命はタッピング工具よりも長く、さらに多径ねじ加工が可能なという利点もあります。部品製造コストには、工具費、プログラミング費、加工費など、すべてが含まれます。
タッピング加工とフライス加工の最適な選択を行う際には、包括的なアプローチを採用する必要があります。なぜなら、それぞれの問題に対して汎用的な解決策は存在せず、最も実現可能な意思決定フレームワークを構築するためには、各問題を個別に分析する必要があるからです。また、これらの作業は、専用に設計された機械を用いて実施する必要があります。
ねじ切り加工は、従来のタッピング加工と比較して、どのような技術的な利点がありますか?
ねじ切り加工とタッピング加工の比較は、技術的に大きく進歩したプロセスであり、最先端の機械加工プロセスとして技術的に優位性を持っていると言える。タッピング加工は過去数十年にわたり従来から用いられてきた機械加工プロセスであるが、ねじ切り加工は技術的に優れている。
優れた精度と表面仕上げ
ねじ切り加工で達成可能な±0.01mmの公差範囲内の寸法精度は、 ±0.05mmの精度範囲にあるタッピング加工だけでは達成できません。ヘリカル補間を用いることで、ねじの形状とピッチをより高精度に制御し、タッピング加工の欠点を補うことが可能です。
柔軟性と汎用性の向上
単ねじフライス盤は、使用可能な切削工具に応じて、様々な種類のねじとそのピッチ、そして様々な直径のねじ加工が可能です。この加工方法は、右ねじと左ねじの両方に等しく適用できます。内ねじと外ねじの両方にも等しく適用可能です。場合によっては、テーパーねじにも使用できます。特定の仕様のねじを切削する際に、特別なタップは必要ありません。
工具寿命の延長とコスト効率の向上
ねじ切りフライスは、タップに比べて長寿命であることが証明されています。材質が同じであれば、3~5倍の耐久性があります。場合によっては、 10倍もの耐久性向上が見られることもあります。初期費用は高くなりますが、工具寿命の延長とダウンタイムの削減により、生産期間全体で部品あたりのコストが削減されます。
プロセス信頼性の向上
ねじ切り加工は、ワークピース内でのタップ破損のリスクを排除し、高価な部品の廃棄を防ぎます。この加工法は、サイズ補正や工具摩耗に合わせて容易に調整できるため、工具寿命全体を通して一貫した品質を維持できます。止まり穴加工においては、ねじ切り加工により切りくず制御が向上し、断続的なタッピングサイクルが不要になるため、サイクルタイムが短縮され、加工の安定性が向上します。
難加工材料における性能向上
硬度45以上の硬質材料、ステンレス鋼などは、タップの摩耗が速く、破損が頻繁に発生します。これらの材料も、ねじ切りフライス加工で効果的に加工できます。ねじ切りフライス加工は切削力とトルクが低いため、タッピング加工では破損や歪みが生じやすい薄肉部品に適しています。また、断続切削や交差穴加工も、タッピング加工に比べて効果的に行えます。
ねじ切り加工とタッピング加工を比較すると、この先進的な加工法が複数の面で技術的に優れていることが明確に分かります。加工精度、表面仕上げ、切削工具の寿命など、ねじ切り加工はあらゆる面で優れています。そのため、初期費用は高額になるものの、そのメリットを考えると、ねじ切り加工は最適な加工法と言えるでしょう。
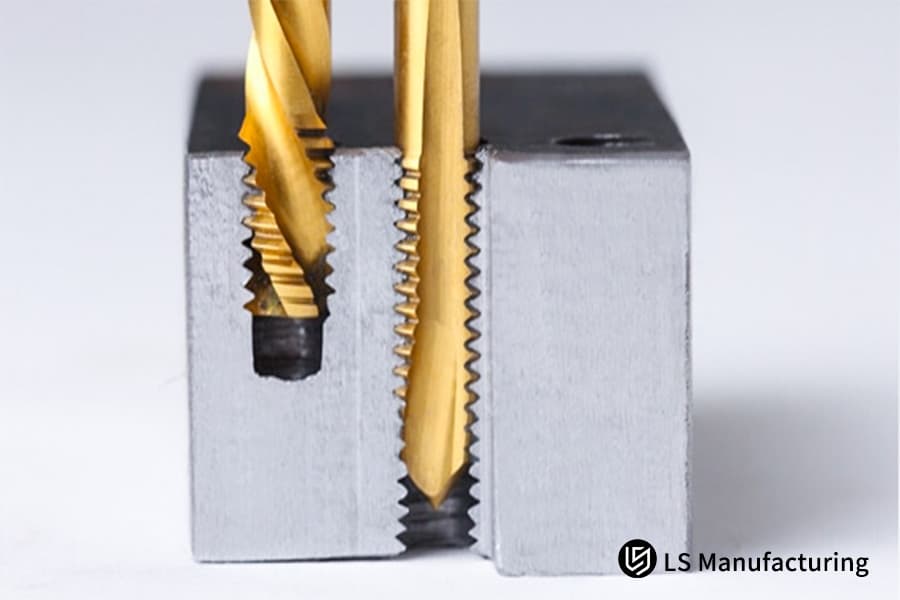
図3:LS Manufacturing社による虹色のらせん状フルート工具を用いたCNCタッピング加工
CNCタッピング加工の主要パラメータは、加工品質にどのように影響しますか?
CNCタッピング加工の成功は、ねじの品質と工具性能に直接影響を与える主要パラメータの精密な制御にかかっています。LS Manufacturing社が得た経験から、重要なパラメータを最適に制御するには、ねじ切り加工に使用する材料と仕様が不可欠であることが明らかになりました。
スピンドル速度と同期
スピンドル回転速度は送り速度と適切に同期させる必要があります。速度間に適切な関係(送り速度=ピッチ×回転数)が存在することを確認する必要があります。つまり、回転速度が速すぎると工具が過熱し、工具の摩耗につながります。逆に回転速度が遅すぎると、切りくずの形状が悪くなり、切削抵抗が増加します。スピンドル回転速度の範囲は50~500回転/分です。
送り速度とピッチ精度
送り速度は基本的にねじピッチの精度を制御する役割を担うため、タップのリードと完全に一致する値でなければなりません。送り速度が大きすぎると、ねじ山やタップが破損し、送り速度が小さすぎると、表面品質の悪いオーバーサイズのねじ山ができてしまいます。リジッドタッピングの場合、送り速度を決定する式はピッチ×回転数です。位置ずれによるピッチ誤差をなくすには、2つの軸を完全に同期させる必要があります。
冷却液の塗布と切削屑の排出
冷却分布は、放熱、潤滑、および切りくず排出において非常に重要です。この点において、貫通穴には高圧クーラント(10~15バール)を流し込み、止まり穴にはミスト状クーラントまたは潤滑クーラントを使用します。冷却が不十分だと、特にステンレス鋼材やその耐熱合金において、構成刃先の形成、加工硬化、および工具破損のリスクが高まります。
深さ制御とねじ込み
ただし、ねじの深さは、ねじのかみ合いに加えてタップの面取り長さも考慮する必要があります。止まり穴の場合、プログラムされたタップの深さには、面取り長さに加えて、完全なねじ切りに必要な1~2ピッチ分の深さを含める必要があります。深さが不十分だとねじが不完全になり、深すぎるとタップが破損します。面取り長さを使用すると、ねじのかみ合いをスムーズにするために3~5ピッチ分の深さが得られます。
工具形状とコーティングの選択
ねじり刃の形状、例えば螺旋状先端、螺旋状溝、またはストレート溝は、特定の作業要件に合致している必要があります。螺旋状先端タップでは、貫通穴では切りくずが前方に押し出され、螺旋状溝では、止まり穴では切りくずが引き出されます。TiN 、TiCN、またはTiAlNでコーティングされた工具は、優れた耐摩耗性と耐摩擦性を備えているため、工具の寿命が2~3倍に延びる可能性があります。
CNCタッピング加工において、品質向上効果を得るためには、パラメータの適切な最適化が不可欠です。切削速度、切削油、切削深さなど、加工対象材料に応じて、これらの主要パラメータを適切に組み合わせる必要があります。適切なパラメータの組み合わせによって、品質向上効果が得られ、切削工具の寿命が延び、生産コストが削減されます。
加工コストの観点から見て、タッピングとフライス加工の具体的な違いは何ですか?
フライス加工とタッピング加工のコストを計算する際には、タッピングとフライス加工のコスト曲線は本質的に等しくないことに注意する必要があります。コスト分析はコスト分析のコスト分析ではないことに留意すべきです。タッピングとフライス加工のコスト分析から、コスト曲線は数量の関数であることがわかります。
- 初期工具投資:タッピング工具は1個あたり20ドルから100ドル程度ですが、ねじ切りフライス工具は200ドルから800ドル程度かかります。しかしながら、ねじ切りフライス工具を使用することで、複数のサイズのねじを製造することが可能です。
- 工具寿命と交換:これは、硬い材料に穴を開けるタップの寿命です。寿命は100~500穴です。ただし、交換が必要になります。ねじ切りフライスは、再研磨が必要になるまでに1,000~5,000穴を開けることができます。フライス加工の寿命が長いため、穴あけ作業の負担を軽減できます。
- サイクルタイムと効率:タッピングは、1回の加工でサイクルタイムが短縮されるため、大量生産に適しています。一方、ねじ切り加工では、複数回の加工と低速な送り速度が求められます。また、フライス加工は、バリ取りなどの他の加工工程を不要にすることができます。
- セットアップとプログラミング: Gコードコマンドだけで、ほとんどプログラミングすることなくタッピング加工に最適なソリューションを作成できます。一方、ねじ切り加工では複雑な螺旋補間をプログラミングする必要があります。タッピング加工は、ねじ切り加工に比べてセットアップコストが高いため、小ロット生産にははるかに経済的です。タッピング加工のサイクルタイムは非常に長いです。
- 品質と不良コスト:ねじ切り加工では、形成されるねじ山は非常に高精度で高品質です。検査時間の短縮によりコスト削減につながります。一方、タッピングは、場合によっては破損が発生する可能性があるため、繊細な加工工程と言えます。また、硬い材料をタッピング加工する際には、ねじ山に多少の誤差が生じる可能性があります。
ねじ切り加工におけるフライス加工とタッピング加工のコスト比較を行った結果、大量生産における標準ねじの製造においてはタッピング加工が優れていることが明らかになりました。しかしながら、中規模生産や難削材加工においては、ねじ切りフライス加工の方が経済的であることが分かりました。最適な経済比較を行うためには、直接費と間接費をすべて考慮した徹底的なコスト分析が不可欠です。
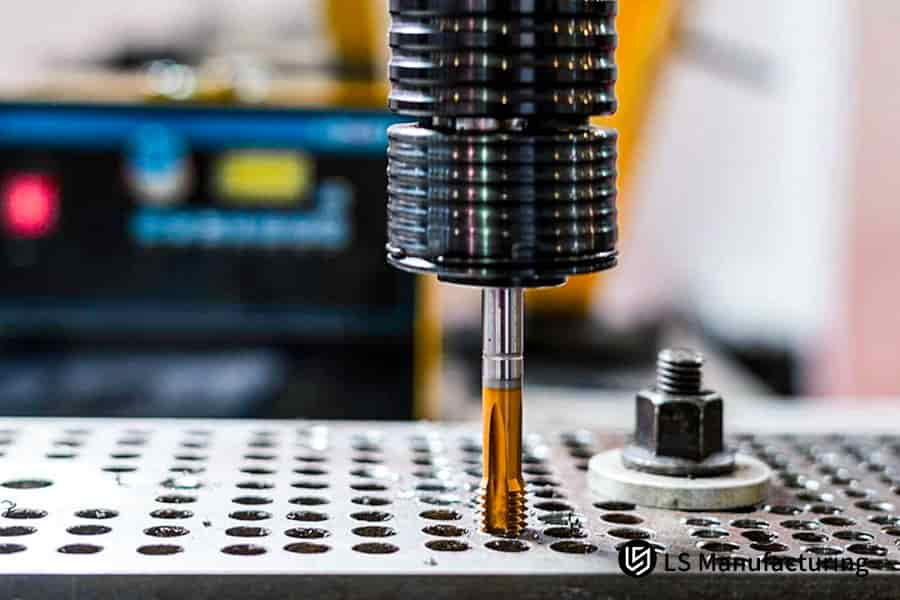
図4:LSマニュファクチャリング社製の金属材料に内ねじを加工するCNCねじ切り工具
LSマニュファクチャリング社(自動車部品業界):エンジンシリンダーヘッドねじ加工プロセスの最適化
LSマニュファクチャリングは自動車部品製造業界で厳しい状況に直面していましたが、革新的なプロセス改善によってそれを克服することができました。本事例研究では、戦略的なプロセス改善の定義として、大量生産プロセスにおける大幅なコスト削減と品質向上を実現することを挙げています。
顧客の課題
自動車部品業界における主要市場が直面していた問題は、アルミニウム製エンジンシリンダーヘッドの製造とねじ加工であった。具体的には、工具摩耗率の高さや実際の不良率が8%に達し、品質コストが5万元を超えることなどが挙げられた。
LSマニュファクチャリングソリューション
フルスレッドフライス加工は、これらの加工におけるタッピングの代替を目的として、エンジニアリングプロセスにおいて分析されてきた。これは、アルミニウム合金での使用、補間用のらせん状経路の作成、および切削係数のレベルに関連する加工を実行できるねじ切りカッターの設計選択基準に基づいて実現可能である。このプロセスは、6Hねじのレベルを排除するために複数のセットアップを必ずしも採用することなく、完全なねじを生成する能力を備えている。
結果と価値
これにより、様々な項目で予想外のコスト削減が実現しました。工具寿命は驚異的な300%も延び、その結果、工具費は現状ではごくわずかになりました。単位当たりの不良品率は8%から驚異的な0.5%にまで減少し、初回生産歩留まりが大幅に向上しました。最も驚くべき点は、これにより年間60万元ものコスト削減効果が得られ、このプロセスへの投資が正当化されたことです。この結果、両グループ間で戦略的パートナーシップが構築されました。
LS Manufacturingは、製造における特定の問題に対するプロセス最適化技術の効率性、およびそれが企業全体に及ぼす影響を示す好例です。従来のタッピングに代わる非常に高度な技術であるねじ切り加工法は、コスト効率の観点から競争優位性を考慮した方法で、特定の問題に対する解決策を提供しました。
タッピング加工とフライス加工のどちらを選ぶべきか、まだ迷っていらっしゃいますか?そんな時は、私たちが最適な加工方法を見つけるお手伝いをいたします。

科学的なねじ加工プロセス管理システムを構築するには?
ねじ切り加工工程の実行におけるプロセス管理には、効率性と品質を確保するための組織的なアプローチが不可欠です。大量生産プロセスにおいて効率性を実現するには、標準化された作業手順を備えた品質システムの導入が不可欠です。このようなシステムでは、プロセス改善のためのツールやパラメータの管理において、組織的なアプローチが求められます。
標準作業手順書
この点において、ねじ加工に関連する工程指示の重要性を考慮することが重要です。スピンドル回転速度、加工速度、クーラント使用量、切削深さ制御など、ねじ加工に関連するすべての工程パラメータが、組織内の従業員の利益のために標準化において考慮されるようにする必要があります。
ツール管理とメンテナンス
工具の使用寿命と交換時期を追跡するために、工具の組織的な管理システムを導入する必要があります。また、工具の点検、再研磨、あるいは交換が必要かどうかを判断するための基準も設けるべきです。工具を効率的に管理することで、工具の予期せぬ破損を防ぎ、工具の使用率を向上させることができます。
品質管理および検査
品質検査は、最初の製品の検査から最終検査まで、生産工程全体に組み込む必要があります。適用可能なゲージの例としては、ねじプラグゲージ、リングゲージ、光学コンパレータなどが挙げられます。工程管理を用いて生産工程内の品質検査を記録し、能力検査を実施することができます。
効果的なプロセス管理には、標準化された作業手順と堅牢な品質システム管理を組み合わせた包括的なアプローチが必要です。体系的な工具管理、定期的な品質チェック、継続的な改善を実施することで、製造業者は一貫したねじ品質を実現し、コストを削減し、生産効率全体を向上させることができます。この体系的なアプローチにより、ねじ切りプロセスは安定し、大量生産環境においても品質要件を満たすことができます。
よくある質問
1. タッピングとフライス加工のどちらの工程で、除去される材料の量が少なくなりますか?
ねじ切り加工は、少量生産にも適用可能です。これは主に、ねじ切り加工では工具交換が不要であること、そしてプログラミングの柔軟性が高いことが理由です。
2. ステンレス鋼の場合、タッピングとフライス加工のどちらが良いでしょうか?
ねじ切り加工は、タッピング工程で発生する加工硬化を防ぐことができるため、ステンレス鋼の機械加工においても推奨される。
3. 工程転換による経済的なコスト削減額を計算するには、どのような公式を使えばよいでしょうか?
費用対効果分析による無料のプロセス評価を実施し、変換プロセスの投資収益率を算出します。
4. 深穴ねじ切り加工において、どちらの加工方法の方が精度が高いですか?
CNCフライス加工は、切りくず排出性、精度、タップ破損に対する耐性が向上するため、深穴のねじ切り加工において好ましい方法である。
5.処理精度とコストのバランスをどのように取るか?
このように、バリューエンジニアリング分析によって、対象製品のコストと精度とのバランスを見出すことができます。通常の接続ねじの場合はタッピング加工が可能ですが、重要な部品の場合はフライス加工が推奨されます。
6.工程試験およびサンプル製作サービスを提供できますか?
無料のプロセス試験とサンプル製造:お客様が実際のプロセスを確認し、最適なプロセスソリューションを選択できるよう支援します。
7. 新しいプロセスの導入にはどのような技術サポートが必要ですか?
新しいプロセスが適切に機能するように、プロセス全体に対して技術サポートを提供いたします。
8. 特定の糸の技術は、どのように品質管理をサポートするのでしょうか?
オンライン検査とSPC管理を採用することで、安定した信頼性の高いねじ切り品質を確保するための本格的な品質監視システムを構築しました。費用対効果が高く信頼性の高い製造について評価するには、こちらをクリックして無料見積もりをご依頼ください。
まとめ
科学的な工程選定手法と工程管理システムを導入することで、ねじ切り加工の品質と効率を大幅に向上させることができます。LS Manufacturingは、豊富な経験と専門知識を活かし、顧客に効果的なプロセスソリューションを提供することが可能です。
既存のねじ切り加工プロセスについて、無料の徹底的な評価を実施いたしますので、ぜひ当社の専門家にご連絡ください。お客様のニーズを具体的に評価し、特にこれらの懸念事項を考慮した視点から、効率性や求められる品質に関するお客様のニーズを満たす専門的なアドバイスを提供いたします。
今すぐ無料のねじ加工ソリューション評価を受けて、タッピングとフライス加工の最適な選択肢を見つけ、コストを最大30%削減しましょう!
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


