プロセスの選択を誤るとコストが 2 倍になる可能性があります
滑らかなライン、繊細な構造、完全な機能など、完璧な金属シェルをデザインしました。図面は何度も精査され、細部が洗練されました。しかし、期待を込めてメーカーにデザインを提出したところ、バケツに冷水を注がれたような見積書が届き、予算をはるかに超えていました。 2倍になることもありますよ!
問題はどこにあるのでしょうか?
おそらく、問題はデザインそのものではなく、一見シンプルだが重要なデフォルトの選択です。 CNC加工" そしてあなたのデザインは典型的なものかもしれません"板金「本質的な部分。
「板金製造」と「CNC機械加工」、どちらも「」を表す言葉です。金属製造これらは、同じ目標に向かう別の道のように聞こえます。しかし、理解してください。これらは 2 つのまったく異なる製造哲学であり、まったく異なる基礎ロジックに従っています。
間違った選択は、プロセス パスの逸脱だけではありません。これは材料の無駄、労働時間の高騰、金型の誤用を意味し、最終的には驚くべきコスト差と制御不能な生産サイクルに直結します。両者の核となる違いを理解する板金製造また、CNC 加工は単なる机上の技術的な議論ではなく、製品開発の初期段階でコストを効果的に管理し、納品サイクルを最適化するための最初の重要なステップです。
板金加工 VS CNC 機械加工
| 特徴 |
板金加工 |
CNC加工 |
|---|---|---|
| 基本原則 | 変形・接続主体:平板の切断→曲げ・成形→接続(溶接、リベット留めなど)。 | 要は薄い板を「成形」することです。減法主体: 固体ブランク (ブロック、バー) から材料を切断および除去して、形状を「彫刻」します。 |
| 最適なパーツ | 薄肉、中空、ボックスタイプ:シャーシ、ハウジング、ブラケット、パネル、換気ダクト、簡易コンテナ。 | 堅牢で複雑な構造、高精度の特徴: 金型、治具、エンジン部品、複雑なラジエーター、ギア、精密ブッシュ、複雑な 3D 表面を持つ部品。 |
| 主な利点 | コスト (大規模バッチ): ダイスタンピングは非常に効率的です。 材料使用率: 通常は高い (フラット ブランキング)。 ラピッドプロトタイピング: レーザー切断 + 曲げは高速です。 軽量: 当然壁は薄い。 |
設計の自由度: ほぼ無制限の形状 (深い空洞、複雑な曲線、特殊な形状の穴など)。 超高精度と表面品質: ミクロンレベルまで。 材料の一貫性: 部品全体が均一な性能を持つ単一の固体材料で作られています。 |
| 主要な制約 | 幾何学的複雑さ: 閉じたキャビティ、自己交差サーフェス、厚いソリッド フィーチャを処理するのは困難です。 壁厚の一貫性: 均一でなければなりません (初期のシート厚さによって決まります)。 精度の制限: 複数の曲げ累積誤差と溶接変形が絶対精度に影響します。 |
コスト (材料と時間): 大量の材料廃棄物 (チップ)。複雑な部品の場合は処理時間が長くなります。 薄肉部品は変形しやすい: 切削力により薄肉が振動して変形する可能性があり、加工が困難になります。 設計上の制約: ツールのアクセスしやすさを考慮する必要があります (深いキャビティや狭いギャップなど)。 |
| コスト要因 | バッチ: 小規模バッチ (レーザー/曲げ)。大量のバッチ(金型スタンピングコストは薄められます)。 機能の複雑さ: 曲げの数、特殊な金型、溶接の量。 |
材料の量: ブランクのサイズと材料のコスト。 処理時間: 複雑さ、精度要件、表面仕上げ。 クランプ回数: クランプを複数回行うと、コストとエラーが増加します。 |
| 一般的な材料の厚さ | 薄板:通常0.5mm~6mm(曲げ加工が多い)。スタンプは少し厚くすることもできますが、それでも「プレート」のカテゴリーに属します。 | 固定制限なし: 理論上は、非常に厚いブランク (数十センチメートルまたは数メートル) を加工でき、薄い壁も加工できます (ただし、非常に困難です)。 |
このガイドでは、基本原理から始めて、精度、コスト、速度の観点から 2 つのプロセスの違いを詳しく比較します。実際のケースと設計ガイドラインを通じて、最終的には明確な意思決定の枠組みを確立するのに役立ちます。 
学べる内容は次のとおりです。
- 板金と CNC の核となる動作原理: 2 つの完全に異なる製造哲学がどのように相互作用するのかについての詳細な分析曲げ「整形」と「削って除去」により部品製造を実現します。
- 主な違い:精度、コスト、速度、幾何学的自由度、材料強度などのコア寸法における 2 つの決定的な違いと適用可能なシナリオを明らかにします。
- エンジニアのための設計最適化ガイド: エンジニア向けに特別に設計された設計ガイドライン板金とCNC落とし穴を避け、プロセスの利点を活用してコストを削減するのに役立ちます。劇的に。
- コスト最適化の実践事例:プロセスの置き換え (板金化) により、産業用コントローラーのハウジングの製造コストを 75% 削減した実例を明らかにします。
ハイブリッド製造の賢さ: 板金と CNC の利点を巧みに組み合わせて、1 つの部品でコストと精度の完璧なバランスを達成する方法を見つけてください。 - 専門家による簡単な質問と回答 (FAQ):誤解 (「板金は常に安いのですか?」、「板金加工とは何ですか?」など) を解消し、材料の選択に関する専門家のアドバイスを提供します。
ここで、今日の製造業を特徴付けるこれら 2 つの基本プロセスを詳しく見て、プロジェクトに最適な決定を下すための洞察を得てみましょう。
このガイドが信頼できる理由LSのものづくりの理念
LS では毎日何千もの実際の部品を扱っています。私が最も感動したのは、非常に多くの「よく設計された」けれども高価な部品を見たことです。通常、根本原因は非常に単純です。たとえば、設計者が CAD で「押し出し」コマンドを使用する習慣があったため、シート メタルで単純に曲げられたはずの部品が、高価で材料を大量に消費する機械加工部品になってしまいました。 「設計と製造」の切り離しを確認できるこの能力が LS の核心です。
私たちの経験のユニークさは、クロスプロセス分野にあります:航空宇宙から精密CNC部品最大限の費用対効果を必要とするサーバー板金シャーシに対する厳しい公差に、当社は深く関与しています。このグローバルなビジョンこそが、私たちに「石を金に変える」最適化の力を与えてくれるのです。
典型的な例:顧客は高価な部品を機械加工する必要がありました。 5軸CNC .私たちは直接それを行ったわけではありませんが、次のように自問しました。
より複雑でなく安価なプロセスの組み合わせで実現できるでしょうか?最終的に、それをいくつかの基本的な板金コンポーネントに分解し、溶接された機能を犠牲にすることなく、顧客はコストを最大 70% 節約できます。
これは理論ではなく、私たちが怒涛のワークショップで繰り返し検証した実際的な解決策です。
このガイドの価値はこのガイドにあります。
理論書ではなく、本当の知識を味付けしたものです。 LSエンジニア1日10,000個の部品を扱う実際のレッスンと成功体験によって、私たちは本来の設計目的をよく理解し、コストと製造の実現可能性をよりよく理解しています。
信じてください、グロリア、LS ワークショップで働いた経験から、このマニュアルはコストの罠を回避し、実際に効果的かつ経済的なサウンド デザインを作成するのに役立ちます。それは私たちの職人技に対する深い理解と感謝の表れです。
板金製造は「曲げる」ことをはるかに超えています。それは体系的なものです金属加工比較的曲がる技術薄いシート金属(鉄、アルミニウム、ステンレス、銅など)を精密な一連の工程で特殊な機能や形状を持った三次元部品や製品に仕上げます。その性質は材料の節約であり、ラピッドプロトタイピング特に比較的単純な構造の部品の量産に適しています。
板金加工の詳細: 仕組み?板金加工の基本手順の概要
| ステップ | コアとなる設備・技術 | 主な目的と機能 |
|---|---|---|
| 1.ブランキング | レーザー切断、プラズマ切断、パンチングマシン | 大きな金属シートから部品の 2 次元平面展開形状を正確に分離します。 |
| 2.成形 | プレスブレーキ | 2次元の平板を精密曲げ加工(V字曲げ、U字曲げ、エアー曲げ等)により3次元構造物に成形します。 |
| 3.接続 | 溶接、リベット止め、ネジ止め | 1枚のシートでは形成できない複雑なパーツを組み立て、組み合わせて全体を作ります。 |
| 4. 後処理 | 研磨、溶射、アルマイト等 | 部品の表面品質、耐食性、美観を改善したり、部品に特定の機能を与えたりします。 |
1. ブランキング: 正しく分離するための最初のプロセス
目的:巨大な部品から目的の 2 次元展開部品図 (その後の曲げ変形を考慮) をせん断すること原材料金属プレートを正しく正しく取り付けてください。
主な技術・設備:
- レーザー切断:集中した高出力レーザービームを使用して材料を溶解または蒸発させます。非常に高い精度(最大±0.1mm)、切断線が薄く、熱影響部が小さいため、複雑な形状や微細な部品に適しています。現在主流の高精度ブランキング工法です。
- プラズマ切断:高温高速プラズマアークで金属を溶かし、高速空気流で溶融金属を急冷します。切断速度が速く、特に中厚板(板厚が厚い板)の切断に優れています。レーザー切断経済的ではありません)が、精度と仕上げ品質は通常、レーザー切断よりも劣り、熱の影響を受ける部分が大きくなります。
- パンチ/スタンピング:金型を使用してプレートをせん断します。メリット:比較的規格化された輪郭を持つ多数の部品(大量の丸穴、角穴、所定の外形)の場合、生産性が非常に高く、1回のパンチングで複数の作業(打ち抜き、打ち抜き、浅絞り)を完了できます。欠点: 金型が高価、柔軟性が低い (切り替え時間が長い)、一体型の小ロットや複雑な輪郭には対応していません。
重要なポイント:
エッジの品質とブランキング精度は、下流のプロセス (より具体的には位置決め) の品質に直接影響します。曲げ)そして最終製品。どのテクノロジーを検討するかを選択するには、材料の種類、厚さ、部品の複雑さ、精度要件、バッチと生産コストを考慮する必要があります。
2. 造形:三次元の生命を与える技術
目的:平らなブランクを塑性変形により必要な三次元形状に変形させます。板金成形で最も基本的かつ最も広範囲に使用されるプロセスは曲げです。
必須装備:プレスブレーキ
必須工程:曲げ加工
V字型の曲げ:最もよく使われるテクニック。 V字の穴が開いた下型にシートを置き、上型(ナイフの先端)をV溝に押し込み、所定の折り線に沿ってシートを折ります。の曲げ角度上型のプレス深さにより正確に調整されます。
U字曲げ: U字型の下型と対応するパンチを使用して、U字型を一度に作成します。一般に、より多くの圧力が必要です。
エアベンディング:上型先端がシートの下方まで突き当たって下型V溝の底に接触せず、またシート上に有限の隙間だけ垂れ下がっていない。仕上がりの角度を決めるのはプレスの深さです。利点:優れた柔軟性 (一連のダイスは複数の角度に曲げることができます)、必要な圧力が少なく、リバウンドが容易です。現在主流の曲げ加工です。
底部曲げ/インプリント曲げ:上部ダイはシートを下部ダイの底部 V 溝に完全に押し込み、さらにプレスし、材料はダイ キャビティ内で塑性変形またはわずかな押し出しを受けます。利点:高精度、低スプリングバック。欠点:より大きなトン数が必要になります工作機械、金型の摩耗が大きくなり、角度/厚さごとに特定の V 溝が必要になります。
主な考慮事項
- スプリングバック:曲げ力が取り除かれるとすぐに、金属は弾性的に角度の一部を元に戻します。補正は、ダイのプログラミングおよび設計中に適切に行う必要があります。
- 曲げシーケンス:複雑な場合マルチベンディング部品の曲げ順序は非常に重要であり、干渉を回避し、精度を確保する必要があります。
- 最小曲げ半径:材質、板厚、熱処理条件により異なります。半径が小さすぎると、外側の素材が伸びすぎて亀裂が発生します。
- K 係数/曲げ係数:折り畳まれていない長さを計算する際に、中立層の位置を決定するために利用される重要な係数。
3. つながり: 複雑な全体を構築する
目的:コンポーネントが非常に複雑で、1 枚のシートを曲げて製造できない場合、または他のコンポーネントで構築する必要がある場合は常に、複数のシートを曲げて製造する必要があります。板金片または、板金ピースが他のピースに定期的に接続されています。
主要技術:
- 溶接: (MIG、TIG、スポット溶接、レーザー溶接、など)材料は溶融金属によって結合されます。長所:強度が高く、密閉性が高い(連続溶接)。短所:熱変形を誘発する、後加工が必要、見た目が必ずしも豪華ではない。
- リベット留め:リベットの機械的変形によって接続が行われます。メリット:熱影響がなく、様々な材質の接合に採用されており、信頼性が高い。短所: 事前の穴あけが必要となり、部品の重量が増加します。
- ボルト締め/ねじ込み:ボルト、ナット、タッピンねじなどを使用して接続します。 利点: 取り外し可能、結合が簡単、熱影響なし。デメリット:下穴加工やタップ加工が必要で、接続箇所が高くなります。
- スナップ/圧着:の弾性変形を利用します。シート素材それ自体、または特別に設計された構造を使用して、留め具のないジョイントを作成します。一般的にシャーシカバーなどに使用されます。
- 注意点:接合方法の選択は、強度の必要性、シール性の必要性、外観の必要性、分解可能かどうか、製造効率、コスト、母材への影響(溶接による熱歪みなど)を総合的に考慮する必要があります。
4. 後処理:仕上げと保護
目的:製品の機能、寿命、美観を向上させます。
一般的なプロセス:
- バリ取り/研削:切断や曲げによる鋭いエッジやバリを取り除き、安全性と組み立ての容易さを実現します。
- 溶接研削/研磨:溶接部分を研磨して美しく仕上げます。
- 表面の洗浄:油、ほこり、酸化被膜を除去します (サンドブラスト、酸洗いなど)。
- 塗装 (塗装/粉体塗装):硬化時に保護装飾仕上げを形成する液体塗料または静電粉体塗装を塗布します。耐腐食性、さまざまな色と質感の粉体塗装は耐久性があり、環境に優しいです。
- 電気めっき: (ニッケルめっき、クロムめっき、亜鉛めっきなど) は、主に摩耗保護や腐食防止、または装飾仕上げを目的として、表面に金属層を堆積させる電解法を採用しています。
- 陽極酸化:(アルミニウム合金) 薄い硬質酸化物表面コーティングを形成します。耐食性、耐摩耗性、絶縁性が向上し、染色により深みのある色も表現できます。
- シルク スクリーン/レーザー マーキング:ロゴ、テキスト、グラフィックを追加します。
CNC加工の詳しい説明: 制御された切削による新しい「彫刻」技術
「圧縮と形状保持による金属シートの『成形』哲学は、材料を元に戻すプロセスを通じて端部の形状を定義しますが、CNC 加工は制御下で材料を除去することが本質である『彫刻』技術です。」
それは、コンピューター時代の彫刻家が段階的なコマンドを使用して硬い金属のブランクを徐々に剥がしていくのとよく似ています。切削工具そして最終的には図面に必要な複雑な形状を生成します。
核心を説明する前に、次の表から CNC 加工の主要な手順と主要な内容を概観しましょう。
| コアステージ | コアタスク | キー入力/ツール | 主な成果/目標 |
|---|---|---|---|
| 1.プログラミング | 設計意図を機械命令に変換する | CADモデル、CAMソフト | Gコード(ツールパス命令) |
| 2. クランプ | 加工中にブランクが安定し、正確に配置されていることを確認します。 | ソリッドメタルビレット(ビレット)、治具、工作機械テーブル | 加工対象のワークをしっかりと固定し、正確に位置決め |
| 3. 切断 | 指示に従って余分な材料を正確に除去し、目的の形状を形成します | CNC工作機械(フライス盤・旋盤)、高速回転工具、クーラント | 最終形状に近い部品(荒加工・仕上げ) |
| 4. 後処理 | 部品の表面品質や性能を改善し、最終検証を行う | バリ取り工具、サンドブラスト機、アルマイト槽、測定器 | 設計要件(サイズ、表面、機能)を満たす完成部品 |
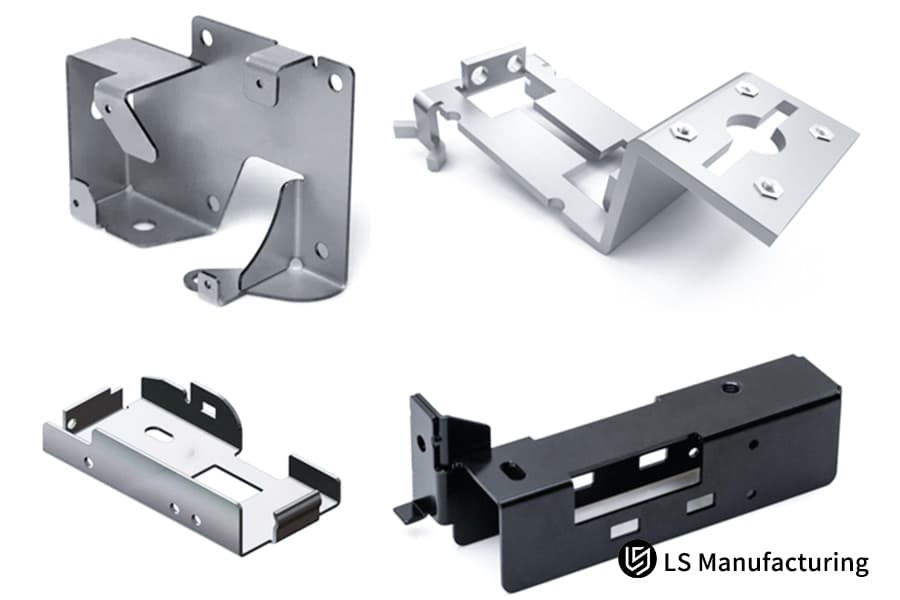
図 1: LS Manufacturing による正確な用途に合わせて機械加工および成形された金属コンポーネント
プログラミング: デジタル デザインの解釈者
プロセス:加工プロセス全体の開始点であり、頭脳です。エンジニアは最初に特定の仕様を設計または取得します。 3Dモデルコンピュータ支援設計 (CAD) ソフトウェアの部品の。次に、その 1 つはコンピュータ支援製造 (CAM) ソフトウェアに解釈されます。ツールパス、切削条件(速度、送り速度、切込み深さ)、工具の選択などは、材料特性、必要な公差、表面仕上げ、工作機械の能力に基づいて、エンジニアによって慎重に計画およびプログラムされます。 CAM ソフトウェアの主な機能は、複雑な 3D ジオメトリと機械加工を一連の正確な命令、つまり G コードに変換することです。 CNCマシンを使用して操作を実行できます。
重要:プログラミングの品質は、完成したパーツの効率、精度、品質に直接影響します。適切なプログラミングにより、ツールパスを節約し、無駄な移動を排除し、衝突を排除し、材料利用を最大化し、設計の公差と表面仕上げを達成することができます。
クランピング: 強固な基盤
プロセス:次に、オペレーターは金属材料の固体片 (ビレットなど) をテーブルまたは装置のチャック上に置きます。 CNCマシン(ほとんどの場合、これはフライス盤または旋盤)。これは、ビレットを安全かつ安定に保ち、高速切削力の衝撃や応力によってビレットが振動したり動いたりしないようにするために、特別な固定具 (例: チャック、バイス、クランプ、特別な治具など) を使用することを意味します。
キーポイント:正確な位置決めとしっかりとしたクランプは両方とも重要です。ほんの少しの位置ずれやクランプの緩みが加工誤差やワークの無駄に直結します。クランプ システムは、剛性を提供し、加工されるすべての表面に工具がアクセスできるように特別に設計する必要があります。
カッティング:「精密な“デジタル彫刻”」
プロセス:これは CNC 加工の中心リンクです。工作機械の制御システムは、G コード命令を読み取り、実行します。スピンドルは、選択された工具 (エンドミル、ドリル、旋削工具など) を高速で回転させます。
同時に、工作機械のサーボ モーターが工具やテーブルを正確に駆動し、プログラムされたパスに従って X、Y、Z、その他の軸に沿って移動します。鋭い刃先が金属ブランクに接触し、層ごとに切断され、不要な材料が継続的に除去されます。クーラントは通常、切りくずを洗い流し、切削領域の温度を下げ、工具を潤滑して工具寿命を延ばし、表面品質を向上させるために使用されます。
多軸加工:
3 軸:最も基本的な形式で、ツールは 3 つの直線軸 (X、Y、Z) 上で移動できます。比較的単純な形状で、主な特徴が上部と側面にある部品 (プレート部品、単純なキャビティなど) の加工に適しています。
4 軸: 3 軸(通常は X 軸または Y 軸を中心に回転し、A 軸または B 軸と呼ばれます)をベースに回転軸を追加します。ワークを回転させることで、工具がワークの側面や非垂直面の一部を加工できるため、クランプ回数が削減されます(特殊形状の溝加工やシリンダーへの文字入れなど)。
5軸:直線3軸(X、Y、Z)をベースに回転軸を2軸追加します(X軸を中心としたA軸とY軸を中心としたB軸、またはZ軸を中心としたC軸+揺動軸が一般的です)。このツールはワーク表面にあらゆる方向からアプローチでき、非常に複雑な曲面、深いキャビティ、アンダーカット形状(インペラ、エンジンのシリンダーヘッド、精密金型キャビティなど)を 1 回のクランプで加工できるため、複雑な部品の加工能力と精度が大幅に向上します。
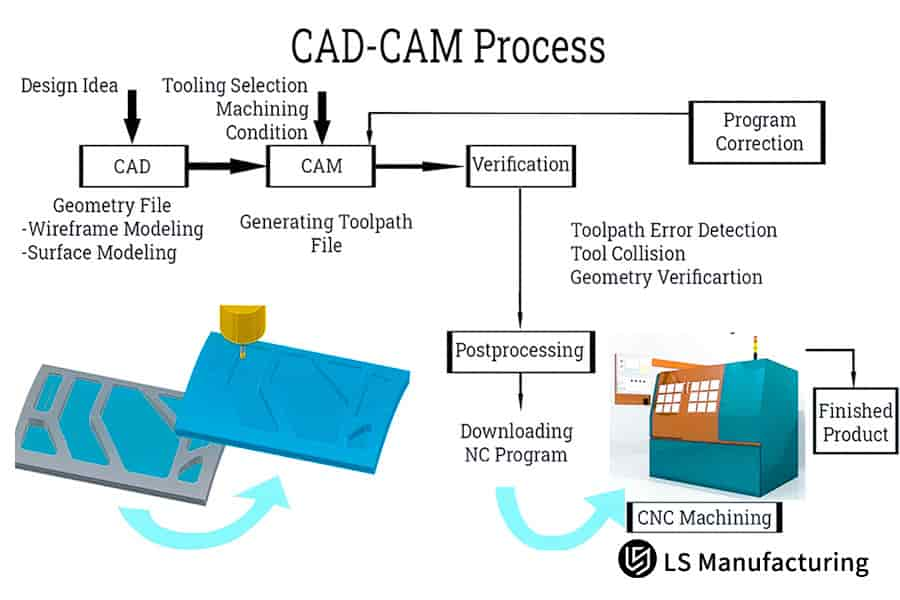
図2:LSマニュファクチャリングによる特殊機械加工部品生産見積の工程図
後処理:仕上げと品質保証
プロセス:切断後の部品 (通常は「機械加工部品」と呼ばれます) は、通常、最終製品ではありません。鋭いバリ (バリ) や特定の工具跡がある場合があり、また特定の表面特性と保護が必要な場合もあります。
一般的な操作:
- バリ取り:安全性とその後の組み立てを確保するために、刃先によって発生する鋭利なバリを手動または自動で取り除きます。
- サンドブラスト/研磨:表面仕上げを改善し、均一なマットまたは明るい効果を実現します。
- 陽極酸化処理(主にアルミ部品):表面に硬く耐食性の高い酸化皮膜を形成し、染色することで美観や耐摩耗性を向上させることができます。その他の表面処理には、電気メッキ、スプレーなどが含まれます。
- 測定と検査:ノギス、マイクロメーター、高さゲージ、三次元測定機 (CMM) などのツールを使用して、部品の重要な寸法、幾何公差 (平面度、真円度、位置など) および表面粗さを厳密にチェックし、部品が設計図や技術仕様に完全に準拠していることを確認します。これは品質管理の最終段階です。
板金加工とCNC加工の違いは何ですか?
両方のプロセスがどのように機能するかを理解したので、エンジニアが最も気にする側面でそれらを直接比較してみましょう。
| 比較次元 | 板金加工 | CNC加工 | 専門家のコメント |
|---|---|---|---|
| 精度公差 | 通常±0.2mm以上。材料の反発、金型の磨耗、溶接変形などの影響を大きく受け、高精度を実現するには複雑な治具や二次加工が必要となります。 | 通常±0.025mm以上(マイクロメートルレベル)。精度が高く、複雑な形状の精密加工を安定して実現します。 | 「ベアリングの取り付け、精密な組み立て、複雑な表面公差の要件? CNC は信頼できる選択肢です。板金の精度を確保するには追加のプロセスが必要です。」 |
| コスト構造 | 原材料コストが低く、材料利用率が高い(廃棄物が少ない)。単一ピース/小ロット: 金型/工具のコストが高く、償却後の単価も高くなります。大ロット: 金型コストが薄まり、単価は非常に競争力があります。 | 原材料コスト(材料全体)が高く、材料利用率(廃棄チップ)が低い。単品・小ロット:比較的初期費用が安く(プログラミングだけで十分)、金型代も不要。大規模バッチ: コストは処理時間に比例して増加し、規模の経済が欠けています。 | 「プロトタイプ/小ロットですか? CNC の方が柔軟で経済的です。単純な部品を大量にロットしますか? 板金コストは膨大です。大ロットの複雑な部品は総合的な評価が必要です。」 |
| 生産スピード(納期) | 単純なパーツ (平らなプレート、単一の曲げなど): 特に既製の金型がある場合、非常に高速 (数分)。複雑な部品/溶接と組み立てが必要: 多くのプロセス (切断、打ち抜き、折り曲げ、溶接、表面仕上げ) があり、合計サイクル時間が大幅に長くなります。 | 通常、処理時間はさらに長くなります (1 個あたり数時間、場合によっては数日)。複雑な 3D 形状、深いキャビティ、微細な形状により、処理時間が大幅に増加します。多軸装置は効率を向上させることができますが、それでも単純な板金よりも時間がかかります。 | 「1,000 個の単純なブラケット? 板金は 1 日で完了できます。複雑なボックス/シェル? CNC には数日かかる場合があります。スピード要件が最も重要な考慮事項です。」 |
| 幾何学的自由度 | 限定。主に 2D 輪郭 + 曲げ/成形 + 溶接/接続に依存します。複雑な表面、深い空洞、閉じた空洞、または統合された微細な 3D フィーチャを作成することは困難です。 | とても高いです。複雑な表面、深い空洞、中空構造、細かいテクスチャー、一体化された部品 (接続点なし) など、ほぼすべての設計可能な 3D 形状を作成できます。 | 「折り紙のようなデザインですか、それとも組み立てのようなデザインですか? 板金は実現可能です。彫刻のようなデザインですか、それとも複雑な内部構造を持つデザインですか? CNC が唯一の解決策です。」 |
| 材料の強度と特性 | コーナーには加工硬化があり、局部強度は向上する可能性がありますが、残留応力が発生する場合もあります。溶接/接続点は潜在的に弱い部分となり、全体の強度と密閉性に影響を与えます。材料の厚さは比較的均一です。 | 部品は、材料全体から加工され、元の均一な格子構造と材料の性能(強度、靱性、熱伝導性など)を維持します。完全性が高く、弱い接続領域がなく、高完全性要件に適しています。 |
「高応力、高疲労、高シール性、または厳格な完全性の要件はありますか? CNC 一体成形部品は通常、より信頼性が高くなります。板金は接続点で慎重に取り扱う必要があります。」 |
| 典型的なアプリケーションシナリオ | シャーシ、キャビネット、ブラケット、シェル、シャーシ、換気ダクト、板金カバー、単純な構造部品。 | 精密部品、金型、治具、エンジン・トランスミッション部品、複合シェル、医療機器部品、試作品、美術品。 | 「機能が形を決め、形が工程を決める。部品の核となる要件を明確にすることが工程選びの第一歩!」 |
専門家のコメント:
- CNC は精度の最適な選択肢です。ミクロンレベルの公差や複雑な精度のマッチングに対する厳格な要件がある場合、CNC が第一の選択肢となります。
- コスト効率はバッチサイズによって異なります。
- 小規模バッチ/プロトタイプ: CNC は迅速に開始でき、金型費用がかからず、通常はコスト効率が高くなります。
- 単純な部品の大量バッチ:板金は、材料利用率が非常に高く、スタンピングや曲げが高速であるため、コスト面で大きな利点があります。
- 複雑な部品の大量バッチ:詳細な原価計算が必要です ( CNC加工時間と板金の複数のプロセス + 金型コスト)。
- スピードの要求が結果を左右します。
- 大量の単純な部品:板金 (特にスタンピング) のスピードは比類のないものです。
- 複雑な単一ピース/小規模バッチ: CNC は比較的高速ですが (金型が開くまで待機する場合と比較して)、処理自体には時間がかかります。
- 幾何学的複雑さが分水嶺です。複雑な 3D 形状、深い空洞、統合された構造は CNC の絶対的な領域です。シート メタルは、平面と曲げで構成される「拡張可能な」ジオメトリに適しています。
- 構造的完全性に関する考慮事項: CNC一体成型全体の強度、疲労寿命、漏れのないシールに対する高い要件を備えた主要な耐荷重部品をより信頼性の高い保護を提供します。シートメタルでは、接続ポイントの設計と品質に特別な注意が必要です。
- 需要から始める:プロセス選択の中心となるのは常に、機能要件、性能要件 (精度/強度)、幾何学的複雑さ、予算および部品の数量です。この表は、これらの側面で賢明な決定を下すための重要な基礎を提供します。
この表は、エンジニアが最も懸念するいくつかの中核的側面 (コスト、速度、精度、能力、強度) における 2 つのプロセスの本質的な違いとそれぞれの利点を明確に示しており、選択の際の重要な考慮事項を示す専門家のコメントによって補足されています。
実践的な事例分析: 産業用コントローラーハウジングのコスト最適化への旅
お客様の背景とニーズ:大手オートメーション会社は、堅牢な保護を必要とする新しい産業用 PLC コントローラーを設計しました。当初の計画では、6061 アルミニウム合金 (CNC 機械加工) を丸ごと使用してハウジングを製造する予定であったため、LS に見積もりを依頼しました。
最初の課題:お客様の設計 (アルミニウム全体のフライス加工) に従って、 CNC加工コスト1個あたり180ドルになります。これは要件を満たしていましたが、これが最もコスト効率の高いソリューションではないことがわかりました。
LS の積極的な価値創造:金属製造プロセスにおける豊富な経験により、当社はお客様と積極的に連絡を取り、設計の最適化について話し合いました。私たちは、設計を「全体の CNC 機械加工」から「板金プロセス」ソリューションに変換するという重要な提案を行いました。
新しいソリューションの核心: 3mm 5052 アルミニウム合金シートを選択します。
製造工程:レーザー切断精密ブランキング→精密曲げ成形→主要部品の溶接補強→必要な溶接研削。
実績と価値:お客様は当社の板金提案を喜んで採用していただきました。最適化されたソリューションの見積もりは 1 個あたりわずか 45 ドルでした。
主な利点:コスト 75% 削減!製品に必要な強度、保護レベル、機能を確保しながら、大幅なコスト削減が達成されました。
LS の価値提案:この事例は、LS の核となる利点を明確に示しています。当社は、お客様の信頼できる製造実行者であるだけでなく、信頼できる製造プロセス コンサルタントおよびコスト最適化パートナーでもあります。当社は専門知識を積極的に活用して設計 (製造向け設計、DFM) をレビューし、より効率的で経済的なプロセス パス (この場合は CNC を板金に置き換えるなど) を見つけ、最終的にお客様に真の競争上の優位性をもたらします。
LSの選択を利用すると、サプライヤーだけでなく、専門的な製造知識を活用して積極的にコストを削減し、効率を向上させることに尽力する戦略的パートナーも得られます。私たちは、同じ専門的な視点を活用して、次のプロジェクトの価値を生み出すことを楽しみにしています。

図 3: LS Manufacturing によるオンライン サービス用に展示されたカスタム CNC 機械加工部品
FAQ - 板金と機械加工に関する簡単な質問と回答
1. 板金は常に CNC 加工よりも安価ですか?
必ずしもそうとは限りません。板金は通常、薄肉 (<6mm) で構造が単純で、材料利用率が高く生産速度が速いため、打ち抜き/曲げが可能である場合に安価になります。ただし、複雑な 3 次元形状、厚い材料 (>10mm)、または高精度のキャビティに関しては、CNC 機械加工部品の方が経済的である可能性があります。最終的なコストは、設計の複雑さ、バッチサイズ、材料の厚さ、公差要件によって異なり、ケースバイケースで評価する必要があります。
2.「板金加工」とは何ですか?この用語には問題がありますか?
「板金加工」は、金属板 (通常は厚さ 0.5 ~ 6 mm) の切断、打ち抜き、曲げ、溶接などの冷間成形プロセスを指す一般的な業界用語です。 「機械加工」には CNC が広く含まれますが、特にシートの塑性変形のプロセスを指し、機械加工 (材料を切断して除去する) とは本質的に異なります。この用語は絶対的に厳密ではありませんが、鋳造、鍛造、機械加工と正確に区別できます。
3. デザインに適した素材を選択するにはどうすればよいですか?
まず、機能要件を明確にします。耐荷重には高張力鋼(SPCC など)、耐食性にはステンレス鋼(304/316)またはアルミニウム(5052)、軽量にはアルミニウム(6061)またはマグネシウム合金を選択します。 Secondly, look at the process: complex bending requires materials with good ductility (avoid hard aluminum), and welding prefers low-carbon steel/stainless steel. Finally, evaluate the cost and environment: use cold-rolled steel for ordinary parts, and galvanized steel for outdoor parts, balancing budget and life requirements.
まとめ
The key difference between sheet metal manufacturing and CNC machining lies in their core process objects and target forms: sheet metal manufacturing focuses on cutting, bending, stamping, connecting and other operations on metal sheets. The core is to efficiently produce thin-walled, box-shaped and shell-like parts through deformation; while CNC machining (mainly milling and旋回) uses rotating tools to cut and remove solid block materials (metal, plastic, etc.), and is good at manufacturing three-dimensional parts with complex three-dimensional shapes, precision features and high dimensional accuracy. Although the two are often used in conjunction, they are essentially complementary processes. The choice depends on the geometric characteristics, material thickness and production requirements of the required parts - sheet metal is preferred for thin-walled structures, while three-dimensional complex precision parts rely on CNC machining.
"Are you still hesitating about whether your parts should be sheet metal or CNC machined? Don't guess anymore. At LS, we have top-notch equipment and senior engineers for both processes. Upload your CAD file now, our online platform will not only provide you with instant CNC machining quotes , but our engineers will also proactively evaluate the possibility of using sheet metal processes for you to find the most economical and efficient manufacturing path for you!"

📞電話: +86 185 6675 9667
📧メール: info@longshengmfg.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。 LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社を超える顧客と20年以上の経験があり、高精度CNC機械加工に重点を置いており、板金製造、 3Dプリント、射出成形。金属プレス加工、その他のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.lsrpf.com 。


