高圧鋳造(ダイカストとも呼ばれる)は、その独自のプロセス上の利点と幅広い用途により、現代の製造業に欠かせないものとなっています。この鋳造方法の核心は、高圧・高速で溶融金属または半溶融金属を金型キャビティに注入し、加圧下で凝固させて高精度の金属部品を成形することです。高圧鋳造は、その効率的で高品質な生産特性から、機械、自動車、航空宇宙、エレクトロニクスなどの産業で広く利用されています。
ダイカストプロジェクトに最適なプロセスをお探しなら、「高圧鋳造とは何か」という疑問に対する理解を深める必要があるでしょう。そこで、本稿では高圧鋳造の基本原理、技術的特徴、応用分野、そして現代産業におけるその重要性について深く掘り下げていきます。
高圧鋳造とは何ですか?
高圧鋳造は、溶融金属または半溶融金属を精密に設計された金型キャビティに高圧で注入し、圧力下で急速に冷却・凝固させることで、高精度、高密度、良好な表面仕上げの金属部品を製造する高度な金属成形プロセスです。このプロセスは通常、専用のダイカストマシンで行われ、溶融金属の注入速度、圧力、温度を精密に制御することで、最終製品の品質と性能が設計要件を満たすことを保証します。
高圧鋳造プロセスはどのように機能するのですか?
高圧鋳造プロセスは繊細かつ体系的なプロセスであり、その手順は以下のとおりです。
- 準備段階:適切な金属合金を選定し、配合と前処理を行い、材料の品質を確保します。同時に、製品要件に基づいて高精度金型を設計・製造します。
- 加熱と溶解:金属合金を加熱装置に入れ、完全に溶融するまで加熱し、溶融物の温度と組成を制御する。
- 金型の予熱と準備:溶融金属と金型の温度差を小さくし、熱応力による金型の損傷を防ぐために、金型を予熱します。また、金型の健全性を確認し、ゲートやベントに損傷や詰まりがないことを確認します。
- 加圧射出成形:高圧下で溶融金属を金型キャビティに高速で射出します。この工程では、溶融金属が金型内を均一かつ迅速に満たし、良好な鋳造品を形成できるよう、射出速度、圧力、温度を精密に制御する必要があります。
- 冷却と凝固:溶融金属は鋳型の中で冷却され、凝固します。金属の種類と厚さに応じて、鋳造品が要求される機械的特性と寸法精度を達成できるよう、適切な冷却方法と時間が選択されます。
- 金型の開閉と部品の取り出し:鋳造品が完全に冷えたら、金型を開けて鋳造品を慎重に取り出します。この工程では、鋳造品を損傷しないように注意しながら、金型の状態を確認し、次の鋳造の準備を行います。
- 後処理:鋳造品の品質と性能を向上させるため、必要に応じてバリ取り、熱処理、表面処理などの後処理を鋳造品に対して行います。
高圧鋳造で一般的に使用される金属は何ですか?
高圧鋳造に一般的に使用される金属は、主に以下のとおりです。
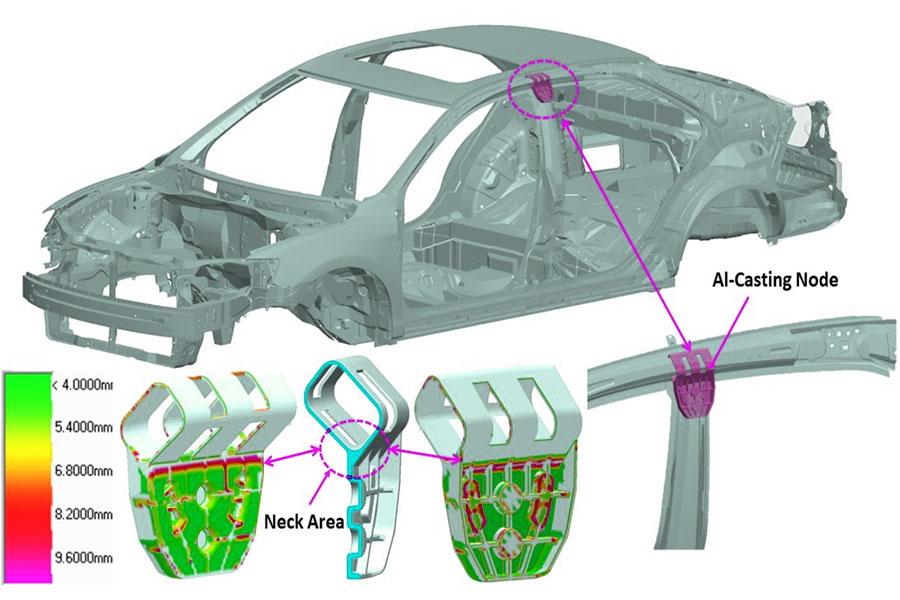
- アルミニウム合金:アルミニウム合金は、高圧鋳造において最も一般的に使用される材料であり、低密度、高強度、優れた耐食性といった利点があります。自動車、電子機器、通信機器などの分野で幅広く使用されています。特に自動車製造においては、エンジンブロック、シリンダーヘッド、ステアリングギアハウジングなどの主要部品の製造にアルミニウム合金が使用されており、自動車の軽量化と燃費向上に貢献しています。経済的かつ環境的に優れた性能を発揮します。
- 亜鉛合金:亜鉛合金は鋳造性および機械的特性に優れており、複雑な形状の部品の製造に適しています。同時に、亜鉛合金は表面処理特性にも優れており、様々な装飾的および機能的なニーズを満たすことができます。亜鉛合金は溶融状態での流動性が高く加工しやすいため、高圧鋳造に広く使用されています。
- マグネシウム合金:マグネシウム合金は、低密度、高強度、優れた放熱性能といった特性を持ち、軽量部品の製造に特に適しています。航空宇宙、自動車、電子製品などの分野で、マグネシウム合金の使用が増加しています。マグネシウム合金は、アルミニウム合金よりも衝撃荷重に対する耐性が高く、有機物やアルカリ腐食に対する耐性も優れているため、高圧鋳造において独自の利点を持っています。
- 銅合金:銅合金は優れた電気伝導性、熱伝導性、耐食性を有し、高精度かつ高電気伝導性を必要とする部品の製造に適しています。電子、通信、電気分野では、銅合金の高圧鋳造が非常に一般的です。銅合金の高圧鋳造品は高精度かつ良好な表面品質を有しており、これらの分野における高性能部品の要求を満たすことができます。
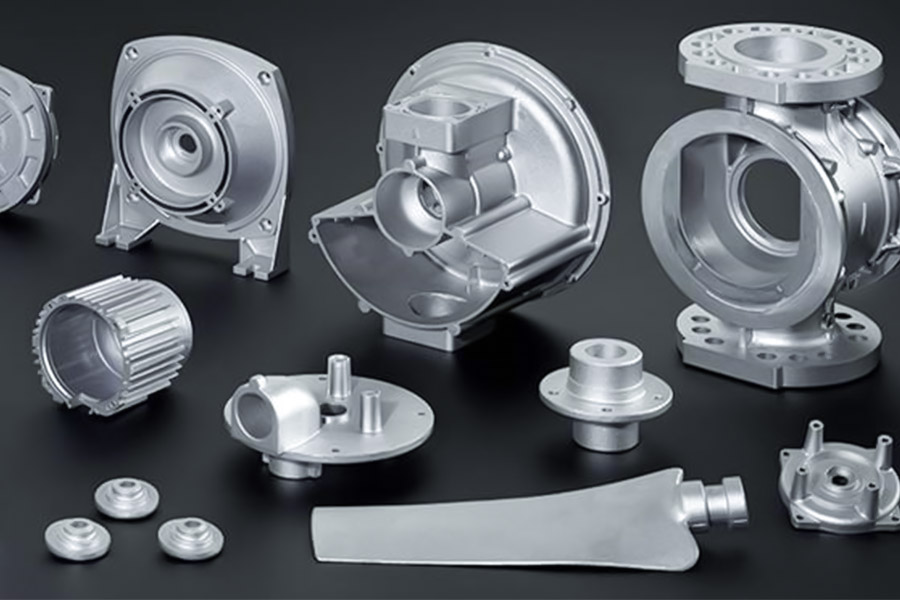
高圧鋳造で作られる製品の種類は?
高圧鋳造によって製造される製品の種類は非常に幅広く、主に以下のカテゴリーが含まれます。
1.自動車部品:
- エンジンブロックやシリンダーヘッドなどの主要部品には、高い精度と優れた機械的特性が求められる。
- ギアボックスハウジング、トランスミッションシステム部品など。これらの部品には、強度と耐摩耗性に関して高い要求が課せられます。
- 自動車のホイール、ラジエーターなど。これらの部品には、軽量性と優れた放熱性能が求められる。
2. 工業用部品:
- 各種機械ケースやブラケットなど、これらの部品は通常、高い強度と耐腐食性が求められる。
- ポンプ本体やバルブなどの流体制御部品には、優れたシール性能と一定の圧力に耐える能力が求められる。
- タービンブレードやギアなどの精密機械部品は、寸法精度と表面品質に関して厳しい要求が課せられる。
3. 消費財:
- 電子機器の筐体や熱伝導体などの電気部品には、優れた放熱性と電磁シールド特性が求められる。
- 照明器具の筐体やブラケットは、美しさと耐久性を兼ね備えていることが求められる。
- 家具の付属品や玩具の部品など、その他の消費者向け製品部品は、通常、軽量で成形性に優れていることが求められます。
高圧鋳造の利点と欠点は何ですか?
高圧鋳造の利点と欠点は以下のとおりです。
アドバンテージ
- 高い生産効率:高圧鋳造は高速充填と高圧成形を採用しています。充填時間は非常に短く、通常0.01~0.2秒でキャビティを充填できるため、生産効率が非常に高くなります。
- 鋳造品の高精度:溶融金属を高圧下で成形するため、鋳造品は寸法が安定しており、高精度で、加工代が小さいため、後工程のコストと時間を削減できます。
- 鋳造品の良好な表面品質:高圧鋳造によって得られた鋳造品は、表面仕上げが良好で、機械的特性と美観にも優れています。
- 薄肉で複雑な形状の部品を製造可能:高圧鋳造では、薄肉で複雑な形状の鋳造品を製造できます。例えば、アルミニウムダイカストでは、肉厚が0.5mmと非常に薄く、精密部品の製造に適しています。
- インサート鋳造法を用いることで製造工程を簡素化できる。高圧鋳造において、インサート鋳造法を用いることで、異なる材料の部品を同時に鋳造することが可能となり、組み立て工程が不要になり、製造工程が簡素化される。
デメリット
- 気孔の問題:溶融金属の充填速度が非常に速いため、鋳型内のガスは除去しにくく、鋳造品に気孔として残りやすい。そのため、通常のダイカスト法で鋳造された鋳物は、熱処理や溶接ができず、鋳造品の表面に気孔が発生するのを防ぐための比較的深い機械加工にも適していない。
- 材料上の制約:高圧鋳造は、アルミニウム、亜鉛、マグネシウムなどの低融点非鉄金属合金に主に適しています。銅合金や高融点鉄金属の場合、ダイカスト時の加圧室や金型キャビティの材料寿命の問題がより顕著になります。
- 設備投資額が大きい:ダイカスト設備への投資額は比較的大きく、ダイカスト金型の製造は複雑で、時間と費用がかかる。そのため、高圧鋳造は一般的に小ロット生産には適さない。
- 砂型中子は使用できません:溶融金属が鋳型キャビティに充填される際の強い衝撃のため、高圧鋳造では一般的に砂型中子は使用できません。そのため、複雑な内部キャビティ構造を持つ鋳物はダイカストで鋳造することはできません。
高圧鋳造ではどのような装置が使用されますか?
高圧鋳造で使用される主な設備は、圧力鋳造専用のダイカストマシンです。ダイカストマシンは主に、熱間加圧式ダイカストマシンと冷間加圧式ダイカストマシンに分類されます。以下に、これら2種類のダイカストマシンについて詳しく説明します。
1. 鋳造機
(1)熱間加圧室式ダイカストマシン
- 構造上の特徴:ホットプレッシャーチャンバー式ダイカストマシンの圧力室と炉は一体となって密接に接続されています。一部のホットプレッシャーチャンバー式ダイカストマシンは、ピストン機構を必要とせず、圧縮空気を使用して金属を直接金型に油圧プレスします。
- 動作原理:機械内で金属を溶解し、その後、るつぼ内に設置されたピストン機構が油圧で金属を金型に押し込みます。機械の稼働前に、溶融金属を炉に注ぎ込み、注湯釜と圧力室およびグースネックチャネルを備えた射出パンチを溶融金属に浸します。金型の開閉動作は水平方向に移動します。金型が開かれた後、ダイカスト部品は可動金型内に留まります。
- 適用範囲:主に亜鉛、錫、その他の低融点合金のダイカストに使用されます。
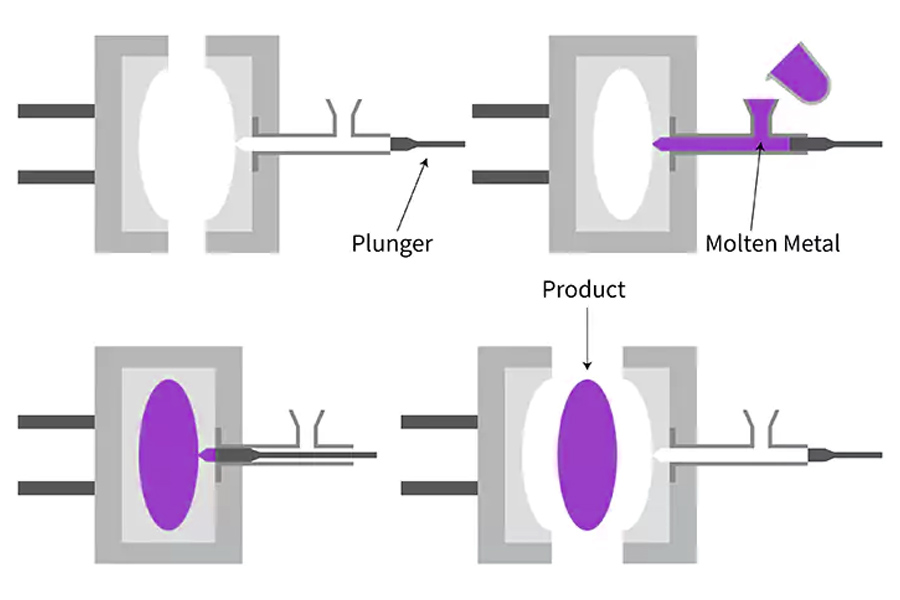
2. 冷間加圧式ダイカストマシン
- 構造上の特徴:冷間加圧式ダイカスト機の加圧室と炉は分離されています。加圧室の構造と配置により、水平型と垂直型の2種類に分類できます。
- 縦型冷間加圧式ダイカストマシン:溶融金属は炉から取り出され、圧縮室に注ぎ込まれます。圧縮ピストンが油圧で金属を金型に押し込み、余分な金属は別のピストンによって押し出されます。
- 水平型冷間加圧室式ダイカストマシン:垂直型と同様だが、ピストンの移動方向が水平である。現代のダイカストマシンのほとんどは水平型である。
- 動作原理:金属は機械の外で溶かされ、その後、溶けた金属がスプーンで圧縮室に投入される。
圧縮ピストンの移動方向によって、垂直冷間加圧室ダイカストマシンと水平冷間加圧室ダイカストマシンに分類できる。
2. 金型および工具
高圧鋳造において、金型は不可欠な設備です。金型は、鋳造品の形状とサイズを決定する、大量生産に使用される再利用可能な工具です。ツーリングとは、金型の適切な設置と使用を保証するために設計された補助設備を指し、金型固定装置、位置決め装置などが含まれます。
3. 冷却システム
冷却システムは、高圧鋳造における重要な設備の一つです。その主な機能は、溶融金属が鋳型内で速やかに凝固し、高品質の鋳造品を得ることです。冷却システムは通常、冷却水路、冷却ファン、その他の構成要素から成り、冷却媒体(水など)を循環させることで鋳型内の熱を除去します。
高圧鋳造と低圧鋳造の主な違いは何ですか?
高圧鋳造と低圧鋳造は、圧力レベル、生産速度、用途などにおいて大きな違いがある2つの一般的な鋳造プロセスです。以下に、高圧鋳造と低圧鋳造の主な違いを示す表を示します。
| 高圧鋳造 | 低圧鋳造 | |
| ストレスレベル | 高い、通常100~200MPa | 低い値で、一般的に0.05~0.3MPaの間です。 |
| 溶融金属充填法 | 高速高圧充填により、溶融金属が高速で金型に押し込まれる。 | ガス圧の作用により、溶融金属が滑らかかつ低速でゆっくりと金型に注入される。 |
| 生産性 | 高い生産性を持ち、大規模生産に適しており、短時間で大量の鋳造品を生産できる。 | 比較的低コストで、少数のモデルを鋳造する場合に適しています。 |
| 鋳造品質 | 高い寸法精度、良好な表面仕上げ、高い強度と硬度 | 内部欠陥が少なく、ガスやデブリの混入も少なく、鋳造組織は緻密である。 |
| 金型の要件 | 金型には高い強度と耐熱性が求められ、金型のコストも高い。 | 金型に対する要求水準も高いが、高圧鋳造に比べて金型製作の柔軟性は高い可能性がある。 |
| 適用範囲 | 家電製品やハードウェア製品など、複雑な形状で薄肉の鋳造品の製造に適しています。 | 自動車部品や航空宇宙部品など、高品質で高精度な鋳造品の製造によく用いられます。 |
| 自動化の度合い | 機械化や自動生産が容易で、労働強度を軽減できる。 | 自動化生産も可能だが、プロセス特性によって異なる場合がある。 |
| 設備費 | 高圧と高速充填に耐えられる装置が必要なため、通常は価格が高くなります。 | 設備は高価だが、高圧鋳造の設備よりも構造がシンプルな場合もある。 |
信頼できるパートナーとしてLSをお選びください
LS Steelは、中国有数のアルミニウムおよび亜鉛ダイカスト製造サービスサプライヤーです。鋳造に加え、試作、金型製作、機械加工、表面仕上げサービスも提供しています。ダイカスト製造には最先端の技術を使用しています。当社のCNC機械加工サービスは、最高の技術と10年以上の経験を持つ熟練エンジニアと従業員によって運営されています。お客様のご要望にお応えする、コスト効率と技術力に優れた機械加工設計・製造ソリューションをご提供いたします。当社のCNC機械加工能力の一覧は以下のとおりです。
- 当社のCNCフライス加工工場には、極めて高精度な5軸CNCマシンが導入されています。これらのマシンは、0.005mmという極めて高い公差を実現できます。
- 当社は現在、迅速なCNC治具技術を有しており、これによりお客様への迅速な加工と納期厳守を実現しています。
- 当社の機械加工サービスは、鋳造部品だけでなく、様々な種類のプラスチック部品やクロム鋼部品にも対応しています。
- 高性能なCNC旋盤や放電加工機から、床研削盤やワイヤースライサーまで、機械加工に必要なあらゆる機器を当店で取り揃えています。
よくある質問
1.高圧鋳造とは何ですか?
高圧鋳造(圧力鋳造、ダイカストとも呼ばれる)は、特殊な鋳造技術です。ダイカスト金型のキャビティに液体または半液体の金属を高速で高圧下で注入し、加圧下で凝固させることで、ニアネットシェイプの鋳造品を得ます。高圧鋳造は、その高い効率性、高精度、高品質性から、工業生産において広く用いられています。
2.高圧鋳造はどのように行われるのですか?
高圧鋳造の動作原理は、高圧・高速の溶融金属充填プロセスに基づいています。具体的には、金型が閉じられると、射出パンチが加圧室のポートにリセットされ、スクープが十分な量の過熱溶融金属を加圧室に注入します。続いて、射出パンチが低速射出プロセスを開始し、溶融金属をゆっくりと着実に内側ゲートまで押し出します。その後、射出シリンダー内の射出ピストンの作用により、射出パンチが高速射出プロセスを開始し、溶融金属を金型のランナーとインゲートを通して金型キャビティに高速で押し込みます。溶融金属が金型キャビティを満たすと、射出パンチが材料ケーキに圧力を加え、溶融金属を高圧下で冷却・凝固させます。最後に、金型が開かれ、排出機構が鋳造部品を排出して、鋳造サイクルが完了します。
3.高圧鋳造の利点は何ですか?また、課題は何ですか?
高圧鋳造の利点は、主に高効率、高精度、高品質に表れます。しかし、高圧鋳造には、金型コストの高さ、設備投資の規模の大きさ、作業員に対する高度な技術要求など、いくつかの課題もあります。さらに、高圧鋳造は、高圧かつ高速な充填によってガス混入や鋳造欠陥が生じる可能性があるため、複雑な内部空洞を持つ部品の鋳造には限界があります。
4.高圧鋳造はどのような分野で使用されていますか?
高圧鋳造は、以下を含むがこれらに限定されない産業生産分野で広く使用されています。航空宇宙:高圧鋳造は、軽量で高強度の航空宇宙部品を製造でき、航空宇宙分野における高性能材料の需要を満たします。自動車製造:高圧鋳造は、自動車製造において、エンジンやトランスミッションのハウジング、オイルパンなどの自動車部品の製造に使用され、部品生産の効率と品質を向上させます。機械製造:高圧鋳造は、モーターエンドカバー、コンプレッサーケーシングなどのさまざまな機械部品を製造でき、生産効率を向上させ、人件費を削減します。
まとめ
高圧鋳造は、効率的で高精度かつ高品質な鋳造技術として、工業生産分野において幅広い応用が期待されています。技術の継続的な進歩とプロセスの最適化に伴い、高圧鋳造は今後さらに多くの分野で重要な役割を果たし、企業の生産効率向上、製造コスト削減、製品品質向上を強力に支援していくでしょう。


📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工など、ワンストップの製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


