
Los servicios de mecanizado CNC son fundamentales para la fabricación de piezas de precisión para vehículos de nueva energía. A medida que el mercado global de vehículos eléctricos se vuelve cada vez más competitivo, los fabricantes de automóviles buscan formas de reducir significativamente los costos. Los compradores que se preguntaban " ¿cuánto cuesta una pieza para un Xiaomi YU7 ?" se han dado cuenta de que los métodos de mecanizado tradicionales no ofrecen la combinación adecuada de alta precisión y precio competitivo.
Dado que las piezas de automoción a menudo deben fabricarse para cumplir con las características físicas de diferentes entornos, es necesario utilizar la optimización DFM; de lo contrario, la tasa de desperdicio de material puede superar el 20 % y no se puede garantizar la estabilidad del CPK. Por lo tanto, este artículo describe un método para reducir el coste total de fabricación entre un 15 % y un 30 %, manteniendo al mismo tiempo una tolerancia de 0,005 mm .

Servicio de mecanizado CNC de precisión: Breve descripción general de las respuestas principales
| Necesidades básicas | Soluciones | Datos clave | Beneficios para el cliente |
| Reducción de los costes de mantenimiento a largo plazo | Control de procesos SPC + mecanizado de 5 ejes | CPK≥1,33, Perpendicularidad±0,02 mm | Elimina los costes de inspección de calidad posteriores a la producción y reduce las interferencias en el montaje . |
| Mejorar la utilización de los materiales | Optimización DFM + Ajuste de parámetros | Reduce la tasa de desperdicio, relación profundidad-diámetro ≤5:1. | Reduce el desperdicio de materiales y disminuye los costos de los procesos especiales. |
| Reducción de los ciclos de entrega | Refrigeración a alta presión + Optimización de parámetros de corte | Aumenta la velocidad de avance a 1500 mm/min. | Mejora la eficiencia y reduce los costes de tiempo de máquina. |
| Solución de la deformación por estrés térmico | Sistema de articulación de 5 ejes + sujeción hidráulica | Deformación controlable de piezas de paredes delgadas, tolerancia ±0,005 mm . | Mejora el rendimiento y garantiza la estabilidad del lote. |
El público objetivo principal de este artículo son los clientes de compras del sector automotriz. Los aspectos principales del artículo son el proceso, los estudios de caso y el control de calidad. El artículo también señala los problemas más comunes en el mecanizado y ofrece soluciones específicas y viables para la reducción de costos y la mejora de la eficiencia.
¿Por qué confiar en los servicios de mecanizado CNC de precisión de LS Manufacturing? Experiencia en la fabricación de piezas para automóviles.
Los socios de mecanizado CNC con los que trabajamos tienen un impacto significativo en la estabilidad de la producción y el control de costes de las piezas para vehículos de nueva energía. Gracias a sus muchos años de experiencia, LS Manufacturing es ahora un proveedor de primer nivel y es la opción preferida por los fabricantes de automóviles . La empresa cuenta con profesionalidad y credibilidad reconocidas por organismos oficiales. Nuestra empresa cumple con los estándares internacionales para los procesos de mecanizado mediante la estricta implementación del sistema de gestión de calidad ISO 9001:2015 .
Contamos con 20 años de experiencia en el mecanizado de piezas de precisión para la industria automotriz. Nuestros servicios han llegado a más de 50 fabricantes de automóviles en todo el mundo. Nos especializamos en componentes clave para vehículos eléctricos e híbridos, como carcasas de tren motriz y cuerpos de válvulas de precisión. Nuestros operarios cuentan con la certificación IATF 16949:2016 y poseen las habilidades necesarias para fabricar piezas complejas y superar las dificultades de la fabricación conforme en entornos multifísicos.
Anteriormente, ayudamos a un fabricante de automóviles líder a abordar las dificultades de mecanizado de la aleación de aluminio 7075, mejorando su tasa de rendimiento del 82% al 99,7%, reduciendo el coste por pieza en un 28% y ahorrando más de 500.000 dólares al año mediante el uso de servicios de mecanizado CNC de alto rendimiento y rentables basados en datos.
Ya sea para el desarrollo de prototipos o la producción en masa, podemos ofrecer soluciones personalizadas para minimizar los riesgos de entrega y calidad . Si le preocupa la precisión del mecanizado, el coste o el plazo de entrega, póngase en contacto con nuestros ingenieros sénior para obtener asesoramiento gratuito sobre optimización de procesos.

¿Por qué el servicio de mecanizado CNC de precisión puede reducir los costes de mantenimiento a largo plazo de los vehículos de nueva energía?
La precisión de las piezas estructurales en los vehículos de nueva energía determina no solo la estabilidad del vehículo en su conjunto, sino también su vida útil. Utilizar un servicio de mecanizado CNC de alta precisión es una de las maneras de eliminar los defectos de producción y, además, reduce el coste del mantenimiento del vehículo a lo largo de su ciclo de vida. Este es un reto importante al que se enfrentan los fabricantes de automóviles.
El control de procesos SPC ayuda a mantener la estabilidad de CPK y minimiza el riesgo de interferencia en el ensamblaje.
Mediante el control de procesos SPC, hemos logrado mantener el valor CPK estable en un nivel superior a 1,33, con 3 piezas defectuosas de cada 1000 piezas, lo que reduce eficazmente las interferencias en el montaje, evita los costes de retrabajo y sustitución, y disminuye los gastos de mantenimiento desde el origen.
Mecanizado de 5 ejes frente a mecanizado de 3 ejes: dos ventajas para multiplicar la eficiencia y reducir la tolerancia.
El mecanizado de cinco ejes ofrece grandes ventajas, especialmente a la hora de manipular estructuras de superficies curvas complejas:
- El componente se puede mecanizar desde múltiples caras en una sola operación , lo que elimina los errores de posicionamiento, garantiza una perpendicularidad de 0,02 mm y reduce la tasa de desperdicio de piezas.
- La eficiencia laboral puede incrementarse en más de un 30 %, lo que significa que se reducen las horas de funcionamiento de las máquinas, junto con la reducción del desgaste de las herramientas y el ahorro en los costes de sustitución ; todos estos factores contribuyen indirectamente a una disminución de los costes de mantenimiento.
El servicio de mecanizado CNC de alta precisión equilibra la exactitud y el costo . Elegir una solución de mecanizado CNC rentable maximiza la rentabilidad. Para obtener información sobre el ahorro en costos de mantenimiento, solicite nuestro informe técnico del sector de forma gratuita.
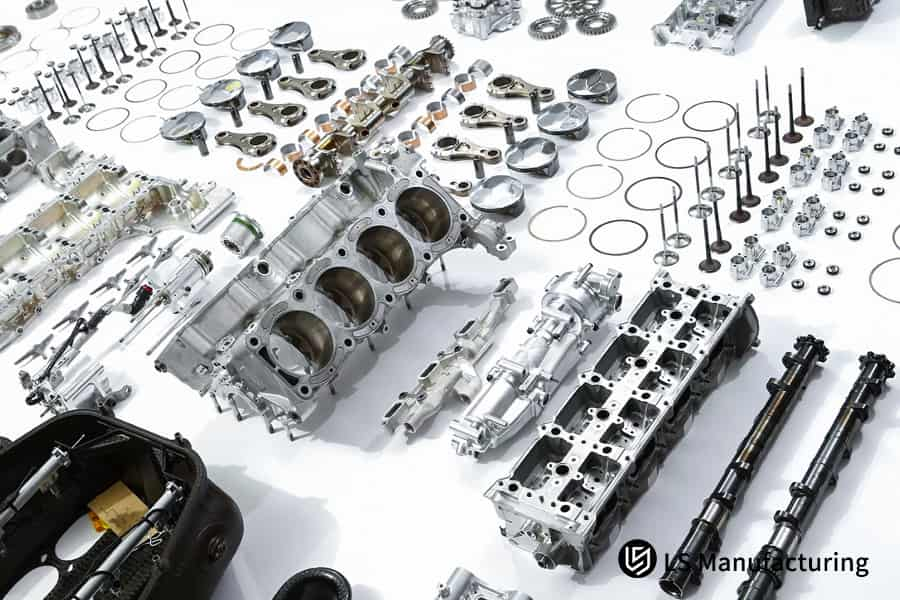
Figura 1: Primer plano de componentes del bloque motor de aluminio mecanizados por CNC con detalles intrincados.
¿Cómo optimizar el uso de materiales mediante DFM en el servicio de mecanizado CNC personalizado para autopartes?
La optimización DFM es fundamental para ahorrar material en el servicio de mecanizado CNC personalizado . Además de reducir los residuos y acortar el tiempo de mecanizado, puede utilizarse para piezas de automoción fabricadas con aleaciones de aluminio.
Comparación de velocidades de corte y optimización de parámetros para aleaciones de aluminio.
Las velocidades de corte de las aleaciones de aluminio para automoción más utilizadas, la 6061-T6 y la 7075, difieren considerablemente. A continuación, presentamos algunos de nuestros datos de prueba para ayudar en el ajuste de parámetros:
| Tipos de aleaciones de aluminio | Velocidad de corte vc (m/min) | Velocidad de avance f (mm/r) | Vida útil de la herramienta (min) | Utilización del material (%) |
| 6061-T6 | 300-400 | 0,2-0,3 | 120-150 | 85-90 |
| 7075 | 200-280 | 0,15-0,25 | 80-100 | 80-85 |
Recomendaciones clave para el ajuste de parámetros estructurales
Modificar los parámetros estructurales de las piezas es una de las maneras de mejorar la utilización del material. A continuación, se presentan algunas sugerencias específicas:
- Mantener el radio de la esquina R entre 1,5 y 2,0 mm es una forma de evitar el desperdicio y prevenir el desgaste de la herramienta.
- Mantener el espesor de pared T entre 2,0 y 3,0 mm es una forma de evitar el exceso de espesor y el desperdicio, además de acortar el tiempo de mecanizado .
- Relación profundidad-diámetro de 5:1 en los agujeros profundos para reducir la necesidad de costosos procesos especiales y facilitar un mayor rendimiento.
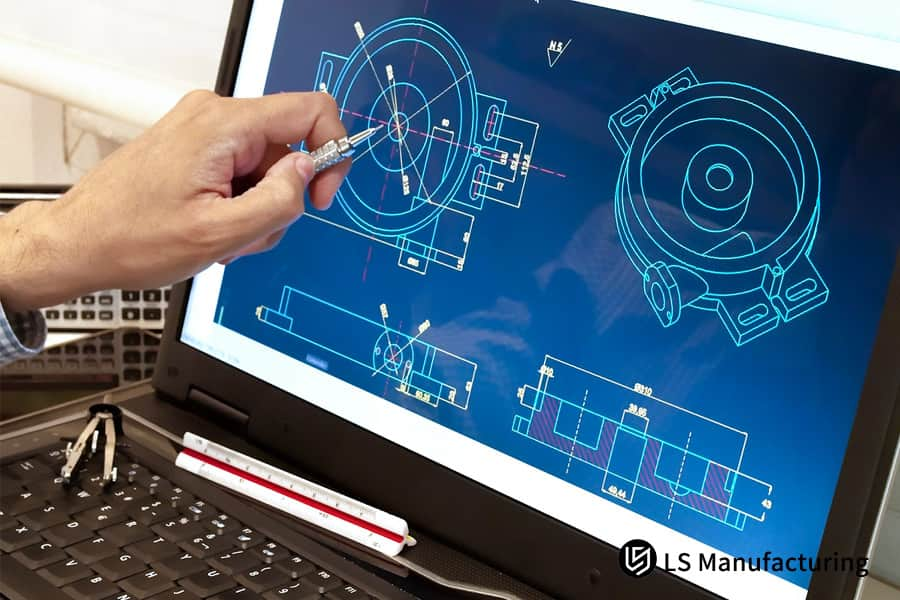
Figura 2: Un ingeniero revisa el plano CAD para la fabricación de una pieza de automóvil.
¿Cómo optimizar el corte para acortar los plazos de entrega de carcasas complejas mediante servicios de mecanizado CNC?
Los largos ciclos de mecanizado para piezas complejas de carrocería de aleación de aluminio son un problema importante en la industria. Al optimizar los parámetros de corte e integrar tecnologías avanzadas, se puede reducir drásticamente el tiempo de entrega de los servicios de mecanizado CNC sin comprometer la calidad.
Utilización de la tecnología de enfriamiento a alta presión
En nuestro proceso de producción, empleamos tecnología de enfriamiento a alta presión de 300 bares que pulveriza y evapora con precisión el calor de la zona de corte, evitando así no solo la deformación térmica de las piezas , sino también disminuyendo las posibilidades de realizar ajustes y retrabajos.
Además, esto nos permite aumentar la velocidad de avance de 1200 mm/min a 1500 mm/min, incrementando así la productividad del mecanizado en un 25 % y reduciendo drásticamente el tiempo de mecanizado de una pieza.
Optimización precisa de los parámetros de corte
Basándonos en la estructura del componente de la carcasa, optimizamos los parámetros de corte. La comparación específica es la siguiente:
| Parámetros de corte | Antes de la optimización | Después de la optimización | Mejora |
| Velocidad de avance (mm/min) | 1200 | 1500 | Mejora de la eficiencia en un 25 %. |
| Velocidad de corte (m/min) | 320 | 380 | Reducción del desgaste de la herramienta en un 15 %. |
| Profundidad de corte (mm) | 1.5 | 2.0 | Reducción del 20% en los pasos de mecanizado. |
¿Cómo solucionar el estrés térmico en el mecanizado CNC de piezas de automóviles con tecnología de 5 ejes?
En el mecanizado CNC de piezas de automóviles , especialmente de piezas de paredes delgadas con un espesor inferior a 1,5 mm, es muy probable que surjan problemas de alabeo y deformación.
La técnica de mecanizado simultáneo de 5 ejes , combinada con la fabricación conforme multifísica, constituye una solución eficaz a este problema.
Implementación del concepto de fabricación conforme multifísica
Al integrar simulaciones de campos de temperatura y tensión, podemos analizar y predecir cómo se producirán las deformaciones. Esta capacidad nos permite determinar las mejores trayectorias de mecanizado y métodos de sujeción , lo que a su vez nos permite evitar riesgos de deformación, mejorar la eficiencia y aumentar el rendimiento.
Medidas importantes para aliviar el estrés residual
Durante el mecanizado de 5 ejes, adoptamos dos enfoques para liberar las tensiones residuales:
- Sujeción hidráulica precisa (2-5 kN) para evitar la deformación de la sujeción y mantener la estabilidad.
- Trayectoria de corte simétrica para lograr una distribución uniforme de la tensión y el calor en la pieza, evitando así la deformación y garantizando tolerancias de hasta 0,005 mm.
Caso de LS Manufacturing: Ayudando a una empresa automotriz a reducir costos en un 30% en piezas de dirección personalizadas.
Las manguetas de dirección son componentes automotrices fundamentales y personalizados en el chasis de los vehículos de nueva energía. Un proveedor de primer nivel tuvo dificultades con el mecanizado de una nueva mangueta de dirección durante la fase de prototipado. LS Manufacturing ofreció una solución a medida y logró una reducción del 30 % en los costos, además de un aumento en la eficiencia.
Desafíos de los clientes
Las manguetas de dirección del proveedor están fabricadas con aleación de aluminio 7075, un material difícil de mecanizar que puede provocar roturas frecuentes de las herramientas. Además, el rendimiento del proceso fue inferior al 85 % y el coste unitario fue de 80 dólares , un 40 % por encima del presupuesto. A estos problemas se sumó la dificultad de proporcionar muestras en un plazo muy breve para realizar las pruebas en carretera.
Soluciones de fabricación LS
Tras recibir las modificaciones del cliente, nuestro equipo de ingeniería realizó de inmediato un examen detallado de los planos de las piezas. Teniendo en cuenta el procesamiento de la aleación de aluminio 7075, elaboramos un plan de optimización integral:
Modificamos estructuralmente el sistema de fijación hidráulica, utilizando un método de posicionamiento de seis puntos para controlar con precisión la fuerza de sujeción a 3,5 kN , lo que no solo evitó la deformación por sujeción, sino que también aumentó la eficiencia de la sujeción y disminuyó el tiempo de sujeción.
- Actualización de herramientas:
Utilizamos herramientas recubiertas con carbono tipo diamante (DLC) . La dureza de estas herramientas supera los HV2000 y tienen una resistencia al desgaste un 40 % mayor, lo que resultó ser la solución perfecta para los problemas de astillamiento de las herramientas y, al mismo tiempo, prolongó su vida útil.
- Optimización de procesos:
Rediseñamos la trayectoria de mecanizado simultáneo de 5 ejes y aplicamos parámetros de corte de alta velocidad de 18000 RPM, lo que resultó en una reducción del 35 % en el tiempo de recorrido en vacío y una disminución del tiempo de mecanizado. Al mismo tiempo, tras la optimización DFM, modificamos algunos parámetros de la pieza, como el radio de redondeo y el espesor de pared, lo que permitió un mejor aprovechamiento del material.
Resultados y valor
Tras la optimización, el rendimiento de la mangueta de dirección aumentó al 99,8 % , los costes de utillaje se redujeron un 30 % y el coste unitario disminuyó a 54,4 dólares (una reducción del 32 %). Enviamos las muestras en 10 días, por lo que el modelo de vehículo se probó con éxito en carretera.
Este caso demuestra claramente cómo nuestro servicio de mecanizado CNC personalizado puede solucionar eficazmente los problemas en el procesamiento de piezas automotrices, beneficiando a nuestros clientes con una reducción de costos y una mayor eficiencia . Si usted también enfrenta desafíos de mecanizado similares, contáctenos para obtener una evaluación gratuita de su proceso y soluciones que le permitan optimizar su potencial de reducción de costos.

¿Cómo garantizar la consistencia dimensional en la fabricación automotriz mediante CNC con trazabilidad completa?
La consistencia dimensional es el factor primordial en el que confían todos los fabricantes de automóviles a la hora de fabricar piezas en serie mediante mecanizado CNC . La trazabilidad de la calidad durante todo el proceso puede ser una forma eficaz de garantizarla, a la vez que ayuda a evitar problemas de montaje y desperdicio de lotes.
Establecer una línea de inspección de proceso completo
Hemos decidido instalar una línea de inspección de proceso completo para garantizar la precisión de la pieza :
- Inspección de materias primas: Las materias primas de cada lote se someten a pruebas de composición y dureza para garantizar que cumplen con los estándares de la industria.
- Inspección en proceso: La máquina de medición por coordenadas (CMM) revisa las dimensiones clave en tiempo real; por ejemplo, toma muestras de 10 piezas por hora para corregir las desviaciones sin demora.
- Inspección del producto terminado: AOI realiza una inspección del 100% de los productos terminados; cada envío va acompañado de un informe de inspección CMM.
Garantía exacta de consistencia dimensional
Podemos garantizar que en 10.000 unidades, la desviación de la distancia entre centros de los orificios de las llaves es de 0,01 mm (principio 3), es decir, una tasa de aprobación de consistencia dimensional del 99,9% , garantía de calidad proporcionada por datos explícitos.

Figura 3: Llantas de aleación de alto rendimiento fabricadas mediante mecanizado CNC personalizado.
¿Cómo lograr un equilibrio entre el acabado superficial y la rentabilidad del mecanizado CNC en la producción en masa?
En la producción en masa, la rugosidad superficial tiene un impacto muy significativo en los costos de mecanizado CNC . Los compradores deben intentar encontrar un equilibrio entre estos dos factores.
Diferencias de coste entre diferentes rugosidades superficiales
Cuando la rugosidad de la superficie es mayor, los costos también aumentan. La diferencia de costo entre Ra0.8 y Ra0.4 es bastante grande, como se muestra a continuación:
| Rugosidad superficial Ra (μm) | Pases de acabado | Costo de mecanizado de una sola pieza (USD) | Prima de coste (en relación con Ra1.6) |
| 1.6 | 2 | 40 | 0% |
| 0,8 | 4 | 60 | 50% |
| 0,4 | 8 | 100 | 150% |
Solución óptima y rentable para el tratamiento de superficies
Ofrecemos soluciones rentables para diferentes escenarios de aplicación :
- Las superficies que no se ensamblan pueden acabarse con una rugosidad superficial Ra1,6, por lo que no es necesario un rectificado fino , reduciendo así los costes.
- Para superficies de ensamblaje críticas, la precisión se garantiza mediante un rectificado fino hasta alcanzar una rugosidad Ra0,8.
- También se ofrecen soluciones combinadas, como el anodizado duro, para cumplir con los requisitos de la prueba de niebla salina de 240 horas.
Un equilibrio adecuado puede reducir los costes totales del servicio de mecanizado CNC entre un 15 % y un 20 %. Para soluciones personalizadas, póngase en contacto con nosotros para obtener un presupuesto gratuito.

Figura 4: Gráfico que compara los niveles de rugosidad superficial para el torneado y el fresado CNC.
¿Por qué la cadena de suministro de LS Manufacturing puede garantizar una entrega estable de mecanizado CNC para la industria automotriz?
La entrega confiable de piezas para el servicio CNC depende en gran medida de una cadena de suministro sólida. Para garantizar un suministro confiable, LS Manufacturing no solo colabora, sino que también integra profundamente sus operaciones de cadena de suministro.
Mitigación de los riesgos comerciales mediante la integración profunda de las cadenas de suministro secundarias.
Hemos forjado alianzas con productores clave de aluminio y acero, y a través de estas colaboraciones hemos integrado cadenas de suministro secundarias, creando un sistema diversificado. Esto reduce los riesgos asociados a las fluctuaciones comerciales y la escasez de materias primas , lo que contribuye a mantener un suministro constante de mecanizado CNC para autopartes.
Garantizar la consistencia de la calidad de las materias primas mediante un control riguroso.
Para garantizar la uniformidad de cada lote y el cumplimiento de los estándares establecidos, todas las materias primas se entregan acompañadas de un informe de análisis independiente que verifica su composición y dureza. Este paso es fundamental para lograr una uniformidad del material del 100 % , evitando así fluctuaciones en la calidad y retrasos en el reprocesamiento.
Control de costes mediante un sistema digital de alerta temprana de inventario.
Nuestro sistema digital de alerta temprana de inventario permite monitorear el inventario y los precios las 24 horas del día, facilitando así el reabastecimiento oportuno. Al establecer alianzas a largo plazo, aseguramos los precios de las materias primas y, como resultado, ofrecemos a nuestros clientes cotizaciones estables y mantenemos ventajas en costos.
Nuestro servicio de mecanizado CNC de piezas para automóviles garantiza una puntualidad del 99,5 % , eliminando la incertidumbre en las entregas. Para colaboraciones a largo plazo, contáctenos para conocer nuestras soluciones de garantía de la cadena de suministro.
Preguntas frecuentes
P1: ¿Qué niveles de tolerancia puede alcanzar su mecanizado de piezas de automoción de precisión?
Normalmente, nuestra tolerancia es de 0,01 mm. Gracias al mecanizado avanzado de cinco ejes, podemos reducirla a 0,005 mm, lo que sin duda cumple con los requisitos de precisión de las piezas para vehículos de nueva energía. Puede subir sus planos para obtener un presupuesto de mecanizado CNC al instante y conocer los detalles específicos del proceso.
P2: ¿Cuál es su plazo de respuesta técnica y de entrega para el desarrollo de prototipos para nuevos proyectos de automoción de precisión?
En un plazo de 24 horas tras recibir los planos 3D, podemos realizar la evaluación DFM y ofrecerle las soluciones de procesamiento. Incluso puede disponer de prototipos de alta precisión en 3-7 días laborables, lo que resulta muy conveniente para agilizar la I+D.
P3: ¿Cómo se garantiza una calidad uniforme en cada lote de piezas de automoción CNC producidas en masa?
Mediante el uso del Control Estadístico de Procesos (SPC), realizamos mediciones del 100 % de las dimensiones principales a lo largo de toda la línea de producción. Además, cada lote incluye un informe de la máquina de medición por coordenadas (CMM) para verificar la calidad constante y la conformidad de las dimensiones.
P4: ¿Qué materiales de uso común en la industria automotriz admiten para el mecanizado?
Tenemos una amplia experiencia en el mecanizado de aleaciones de aluminio (6061/7075), acero de alta resistencia y aleación de magnesio, que son los tipos de materiales más utilizados en el proceso de producción de piezas para automóviles.
P5: ¿Cómo se reducen los costes iniciales de moldes o utillajes en el proceso de personalización de piezas de automoción?
Mediante el uso de utillajes modulares estandarizados junto con líneas de producción flexibles, podemos reducir los costes de utillaje en aproximadamente un 20 % para la personalización de lotes pequeños y medianos. De esta forma, se reduce el umbral para la personalización.
P6: ¿Puede LS Manufacturing ayudar con los cambios de diseño para aligerar las piezas?
Sí, ofrecemos sugerencias gratuitas para la optimización del DFM e introducimos técnicas como el ahuecamiento y el cambio de material para lograr una reducción de peso sin comprometer la resistencia.
P7: Si los dibujos están sujetos a requisitos de protección de la propiedad intelectual, ¿cómo se garantiza la seguridad técnica?
Siempre somos muy estrictos con las condiciones de los acuerdos de confidencialidad. Por ejemplo, en un entorno LAN independiente, solo el equipo del proyecto tendrá acceso a los planos. La seguridad de nuestros clientes IP también está bien protegida por nuestro sólido sistema de confidencialidad, que incluye varios niveles de seguridad.
P8: ¿Qué servicios de postprocesamiento para piezas exteriores de automóviles ofrecen?
Ofrecemos servicios de anodizado duro, electroforesis y recubrimiento en polvo que permiten fabricar piezas capaces de superar pruebas de niebla salina de 240 horas . Además, la textura y la durabilidad de las piezas mejoran notablemente.
Resumen
La fabricación de piezas de precisión para automóviles es un complejo equilibrio entre materiales, procesos, costes y calidad. En el centro de este equilibrio se encuentran los servicios de mecanizado CNC de alta calidad; elegir al socio adecuado puede controlar los costes y garantizar la calidad.
¿Busca un proveedor de confianza para su proyecto automotriz de última generación? Simplemente suba sus planos en formato STEP y nuestros ingenieros expertos le ofrecerán un informe de evaluación gratuito con sugerencias para la optimización del proceso en un plazo de 12 horas. Esto le ayudará a aprovechar las oportunidades del mercado y a lograr los objetivos de reducción de costes y mejora de la eficiencia en el mecanizado de piezas de precisión.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Servicios de LS Manufacturing. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector . Nos especializamos en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes. Nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija LS Manufacturing. Esto significa eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


