
Die kundenspezifische Rohrbiegetechnik spielt eine entscheidende Rolle bei Komponenten für Fluidsysteme, Luft- und Raumfahrtstrukturen sowie medizinischen Implantaten. In all diesen Bereichen stehen Rohringenieure vor der gravierenden Herausforderung von Genauigkeitsabweichungen beim Biegen und dem damit verbundenen Wandkollaps . Dies liegt daran, dass die meisten Rohrhersteller, die keine Spannungskompensationstechnologie einsetzen, Rohre produzieren, die aufgrund von Genauigkeitsfehlern im Millimeterbereich in automatisierten Fertigungslinien häufig blockieren.
Die Ursache aller Probleme liegt darin, dass Chargenschwankungen bei Materialien und die Verformung von Rohren unter Belastung nicht berücksichtigt werden. Ohne Simulation befinden sich somit alle kritischen Parameter in einem permanenten Zustand der Ungenauigkeit. Dieses Problem wurde durch ein deterministisches Rohrbiegesystem von LS Manufacturing gelöst. Das System nutzt eine CNC-Mehrachsensteuerung und Echtzeitkompensation in Verbindung mit einem DFM-Audit , um eine Toleranz von 0,1 mm zu gewährleisten. Der erste Schritt zur fehlerfreien Rohrfertigung besteht darin, die Physik der Bogenbewegung und der Materialinteraktion zu beherrschen. Der Entscheidungsprozess gestaltet sich wie folgt.

Kundenspezifisches Rohrbiegen: Wichtige Kurzanleitung
| Wichtigste Überlegung | Technischer und Fertigungs-Einblick |
| Dornbiegen vs. dornfreies Biegen | Zum Biegen dünnwandiger Rohre mit engem Biegeradius ist das Biegen von Metall erforderlich, um ein Zusammenfallen zu verhindern. Das dornfreie Biegen wird für dickwandigere Rohre oder größere Radien angewendet. |
| Biegepräzision und Wiederholgenauigkeit | CNC-gesteuerte Rohrbiegemaschinen ermöglichen eine präzise Kontrolle über Winkel, Ebene und Radius jeder Biegung. |
| Material- und Wandstärkenfaktor | Das Rohrmaterial ( Stahl, Aluminium, Edelstahl ) und die Wandstärke weisen jeweils individuelle Eigenschaften auf. Wir passen Werkzeuge und Prozesse entsprechend an. |
| Werkzeug- und Einrichtungsoptimierung | Die Auswahl des Biegewerkzeugs ist entscheidend, um Faltenbildung, Abflachung oder Ausdünnung des Rohrmaterials beim Biegen zu vermeiden. |
| Unser Qualitätskontrollprozess | Wir verwenden 3D-Scanning oder ein Koordinatenmessgerät, um anhand einer CAD-Zeichnung alle räumlichen Beziehungen zu überprüfen und sicherzustellen, dass das gebogene Rohr alle erforderlichen Kriterien erfüllt. |
| Ergebnis: Präzise Passform der Montage | Vorteile durch perfekt ausgerichtete Rohre mit Befestigungspunkten, wodurch die Notwendigkeit von Justierungen oder Kraftaufwand bei der Montage entfällt. |
| Ergebnis: Strukturelle Integrität | Die Wandstärke und die runde Form bleiben an der Biegung erhalten, wodurch die strukturelle Integrität bei Rohrbiegeanwendungen gewährleistet wird. |
Wir haben die Herausforderung gelöst, gerade Rohre in präzise, komplexe und passgenaue Biegeteile umzuwandeln, die auf Anhieb perfekt passen. Unsere Expertise in Prozessauswahl, Werkzeugbau und Qualitätskontrolle garantiert präzise, wiederholgenaue und unbeschädigte Rohrteile. Wir liefern Ihnen zuverlässige und hochwertige Teile für Ihre Anwendungen – von Fluidsystemen bis hin zu Stahlkonstruktionen.
Warum Sie diesem Leitfaden vertrauen sollten? Praktische Erfahrungen von LS Manufacturing-Experten
Es gibt viele Informationen zum Thema Rohrbiegen nach Kundenspezifikation , aber dieses Wissen stammt direkt aus der Praxis, nicht aus einem Lehrbuch. Unsere Werkstatt ist täglich ein Testgelände, wo wir mit hochfesten Materialien und unter Einhaltung engster Toleranzen arbeiten. Wir verlassen uns nicht auf Theorie, sondern auf praktische Erfahrung, um sicherzustellen, dass eine gebogene Treibstoffleitung keinen Flugausfall verursacht oder eine gebogene medizinische Leitung die Patientensicherheit nicht gefährdet. Jedes einzelne Projekt, das den Konstruktionsregeln der additiven Fertigung (AM) entspricht, erweitert unsere Erfahrung im Umgang mit Materialeigenschaften unter kritischen Bedingungen.
Wir haben aus Erfahrung gelernt, aus guten wie aus schlechten. Wir wissen, wie man Wandeinstürze verhindert und wie man mit Materialabweichungen umgeht. Genau das haben wir gelernt. Und genau das teilen wir mit Ihnen. Unser Prozess basiert auf einem Fundament aus Sicherheit und Kontrolle gemäß den Standards der US-amerikanischen Arbeitsschutzbehörde (OSHA) . Wir haben Zuverlässigkeit bis ins kleinste Detail durchdacht.
Was Sie hier lesen, wenden wir täglich an. Es basiert auf jahrelanger Erfahrung im Rohrbiegen für kritische Projekte in der Luft- und Raumfahrt, der Medizintechnik und der Halbleiterindustrie . Unser Ziel ist es, unsere Erfahrung auch für Sie nutzbar zu machen. Lassen Sie uns gemeinsam komplexe Spezifikationen realisieren.

Abbildung 1: Eine CNC-Biegemaschine formt mit einem Dorn ein Edelstahlrohr für hochpräzise Abgasanlagenteile im Automobilbereich.
Warum sollten Sie sich für einen kundenspezifischen Rohrbiegeservice mit Echtzeit-Winkelkompensation entscheiden?
Der Schlüssel zur Erzielung von Winkelgenauigkeit bei der Fertigung hochpräziser, kundenspezifischer Rohrbiegearbeiten liegt in der Überwindung des grundlegenden Problems der Materialrückfederung. Unser System erreicht dies durch einen direkten Ansatz, der Infrarotsensorik in Echtzeit und CNC-Korrektur nutzt. Der entscheidende Vorteil ergibt sich aus der Vermeidung kumulativer Montagefehler. Im Folgenden die wichtigsten Punkte dazu:
Integrierter Sensor-Rückkopplungsmechanismus
Unser Rohrbiegeverfahren nutzt hochauflösende Infrarotsensoren, die den tatsächlichen Biegewinkel Mikrosekunden nach dem Loslassen erfassen. Die notwendige Kompensation für die Maschine wird unmittelbar durch einen Echtzeitvergleich mit einem Sollwinkel berechnet. Dieses Verfahren minimiert effektiv die Materialrückfederung – ein entscheidender Vorteil unseres Präzisionsrohrbiegeverfahrens .
Datengetriebene Modellierung des Materialverhaltens
Wir haben materialspezifische Modelle vorinstalliert, die die Spannungsverteilung in Abhängigkeit von Wandstärke, Materialzusammensetzung und vorheriger Kaltverformung berechnen. Bei einem mehrachsigen Rohrbiegeprozess für ein komplexes Hydraulikrohr kompensiert das System beispielsweise im Voraus unterschiedliche Rückfederungseffekte an benachbarten Biegungen. Diese Kompensation gewährleistet, dass alle Teile eines Fertigungslaufs innerhalb der geforderten Toleranz von ±0,2° liegen.
Geschlossene Fertigungskreisläufe für Null-Fehler
Die Genauigkeit jedes kompensierten Biegezyklus fließt in die Prozessparameter für zukünftige Bauteile ein. Bei einem Projekt mit engen Toleranzen für das Rohrbiegen einer Tragkonstruktion bedeutete dies, dass das tausendste Bauteil genauso präzise dimensioniert war wie das erste. Die Selbstoptimierung des Systems minimiert die Nachbearbeitung und reduziert die Kosten für die nachfolgende Montage erheblich – ein wesentlicher Vorteil unseres fortschrittlichen Rohrbiegeservices .
Sicherstellung der systemischen Strukturintegrität
Die abschließende Prüfung erfolgt während der Vormontage. Komponenten aus unserem bestehenden, serienmäßigen Rohrbiegeverfahren fügen sich nahtlos zusammen, da Winkelabweichungen systematisch von vornherein eliminiert werden. Die Qualitätssicherung jeder einzelnen Komponente ermöglicht es uns, das optimale System zu gewährleisten. So vollzieht sich der Wandel von der Qualitätskontrolle hin zu einem garantierten Ergebnis.
Diese Dokumentation verdeutlicht den methodischen Vorteil unserer Methode zur Vermeidung von Rückfederung, der größten technischen Herausforderung beim Präzisionsrohrbiegen . Unsere Methodik, basierend auf adaptiver Regelung und prädiktiver Modellierung, führt zu einem deterministischen Ergebnis im Fertigungsprozess. Anders ausgedrückt: Der direkte Nutzen für den Kunden liegt in der garantierten Genauigkeit, die Reibungsverluste im Montageprozess eliminiert und somit einen neuen Standard für die Systemleistung setzt.

Wie kann die Präzisionsrohrbiegetechnik Faltenbildung und Verformung der Innenwand verhindern?
Beispielsweise sind innere Faltenbildung und Querschnittsverformung beim Biegen von Rohren mit kleinem Radius wichtige Ausfallmechanismen, die die Strömungseigenschaften und die strukturelle Integrität beeinträchtigen. In diesem Dokument beschreiben wir unseren systematischen Ansatz zur Behebung von Biegefehlern an Rohren und gewährleisten so eine optimale Rohrleistung in sicherheitskritischen Anwendungen unter anderem in der Hydraulik und Medizin. Unser Ansatz basiert auf prädiktiver Analyse und Echtzeitsteuerung.
| Schwerpunktbereich | Unsere technische Methodik und messbare Ergebnisse |
| Material- und Geometrieanalyse | Wir berechnen im Voraus die Verformungsrate für verschiedene Legierungen, zum Beispiel Edelstahl 304 im Vergleich zu 6061-T6 , und die Biegeradien (CLR), um das Spannungsverteilungsmuster zu bestimmen, bevor der Dornrohrbiegeprozess beginnt. |
| Dornwerkzeug und Positionierung | Es wird ein Mehrkugeldornwerkzeug mit präzise berechneter Vorschubkraft ausgewählt, dessen Position dynamisch gesteuert wird, um eine kontinuierliche interne Unterstützung während des gesamten Biegebogens des dünnwandigen Rohrs zu gewährleisten. |
| Prozesssteuerung und Schmierung | Zur Reduzierung der Reibung wird ein internes Hochdruckkühl- und Schmiersystem eingesetzt, das synchron mit dem Rohrbiegeprozess arbeitet. Dies ist ein wichtiger Aspekt unserer Präzisionsrohrbiegedienstleistung . |
| Validierung & Ausgabe | Mit diesem System kann eine Ovalität von ≤3% bei Biegungen mit einem CLR/Durchmesser < 1,5 garantiert werden, was ein wichtiger Aspekt beim Rohrbiegen ist. |
Dieses Verfahren löst ein häufiges Fertigungsproblem und führt zu einem vorhersehbaren Ergebnis. Durch die Anwendung materialwissenschaftlicher Prinzipien, die Berücksichtigung der Werkzeugkinematik im Umformprozess und die kontinuierliche Unterstützung des Umformprozesses gewährleisten wir ein Einstürzen der Rohrwandungen. Dieser Präzisionsrohrumformungsservice liefert ein hydraulisch effizientes Produkt mit garantierter Querschnittsintegrität und eliminiert somit jegliches Leistungsrisiko für unsere Kunden in technisch anspruchsvollen Branchen.
Welche technischen Faktoren bestimmen den kostengünstigsten Rohrbiegeservice für Projekte mit hohem Volumen?
Bei Projekten mit hohem Durchsatz ist Kosteneffizienz im Bereich Rohrbiegen nicht allein eine Frage der Stückkosten. Es geht um die Gesamtbetriebskosten, die durch einen systematischen Ansatz zur Abfallreduzierung, optimalen Anlagennutzung und Eliminierung nicht wertschöpfender Arbeitsschritte optimiert werden müssen. Im Folgenden wird die Methodik beschrieben:
Integration von Werkzeugmaschinen mit mehreren Stationen
- Verfahren: Die Verwendung spezieller Kombinationswerkzeuge zum Schneiden, Aufweiten und Biegen in einem automatisierten Maschinenzyklus.
- Ergebnis: Arbeitsaufwand und Maschinenstillstandszeiten werden eingespart, wodurch die Gesamtzykluszeit und die Lohnkosten pro Stück bei einem Rohrbiegeprozess mit hohem Durchsatz erheblich reduziert werden.
Materialoptimierung durch Pfadplanung
- Methode: Einsatz fortschrittlicher Software zur Simulation von Biegesequenzen zur Minimierung des Ausschusses.
- Ergebnis: Es wird eine nachweisliche Reduzierung des Rohmaterialabfalls um 20 % erreicht, was wiederum die Materialkosten für Ihre kundenspezifische Rohrbiegeleistung senkt.
Synchronisierter automatisierter Produktionsablauf
- Methode: Die Nutzung integrierter Zellen mit Automatisierung und In-Prozess-Messung .
- Ergebnis: Es wird ein garantierter Materialfluss bei kürzeren Lieferzeiten erreicht, was wiederum einen kosteneffizienten automatisierten Rohrformungsservice ermöglicht.
Dieser Prozess geht über reine Preisvergleiche hinaus und umfasst die Wertanalyse. Wir unterstützen Sie dabei, Ihre Betriebskosten durch Integration, Minimierung des Rohmaterialverbrauchs und einen reibungslosen Produktionsablauf zu senken. Unsere Dokumentation ist transparent und informativ und dient als Grundlage für die Festlegung eines Kosteneffizienzstandards in einer potenziellen Partnerschaft für die Serienfertigung.
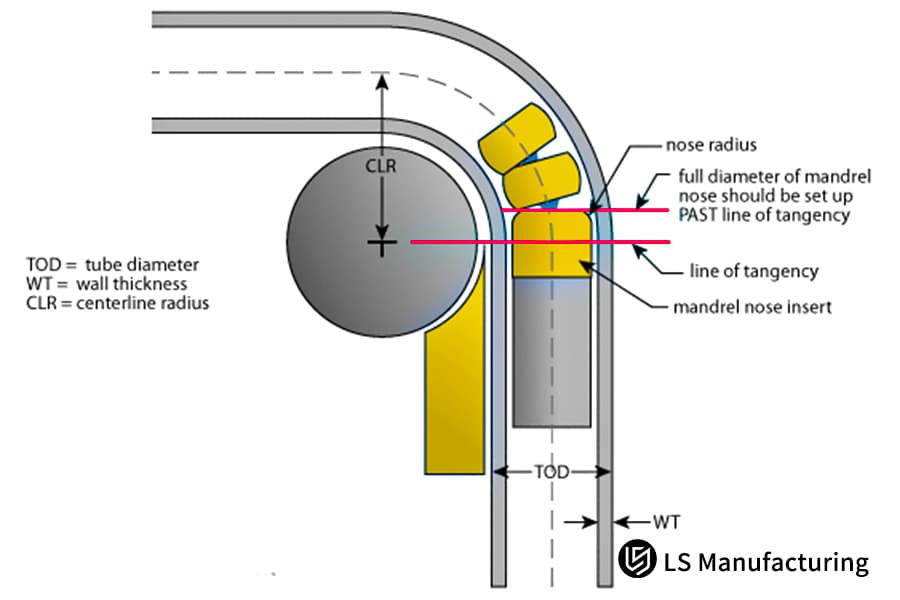
Abbildung 2: Dieses Diagramm zeigt das Dornbiegen von 304 Edelstahlrohren bei der Herstellung von Hydrauliksystemen für die Luft- und Raumfahrt.
Warum ist ein spezialisierter Rohrbiegeservice für die Integrität von Hochdruck-Flüssigkeitssystemen so wichtig?
Die Zuverlässigkeit eines Hochdruck-Fluidsystems hängt von der Dauerfestigkeit der Rohrbögen innerhalb dieses Systems ab. Unkontrollierte Materialabtragung und Spannungen sind kritische Ausfallursachen. Ein spezialisierter Rohrbiegeservice minimiert die mit diesen Ausfallursachen verbundenen Risiken durch metallurgische Kontrollen, die sich direkt auf die Systemzuverlässigkeit und -sicherheit auswirken. Der Prozessablauf ist wie folgt:
Vorgeschriebenes Wärmebehandlungsprotokoll nach dem Umformen
Wir verfügen über ein Spannungsarmglühverfahren, das vom Material und der Wandstärke des Rohrs abhängt. Dieses Verfahren wird unmittelbar nach dem Biegevorgang durchgeführt. Die Wärmebehandlung ist ein wesentlicher Bestandteil unserer Rohrbiegedienstleistungen . Sie minimiert die maximale Eigenspannung im Biegebereich des Rohrs. Dieser Prozess ist ein unverzichtbarer Bestandteil unserer kundenspezifischen Rohrbiegedienstleistungen .
Quantifizierte Wanddickenreduzierungskontrolle mittels zerstörungsfreier Prüfung
Im Rahmen des Hochdruck-Rohrbiegeprozesses wird eine zerstörungsfreie Ultraschallprüfung durchgeführt, um die Wanddickenreduzierung am Biegekopf zu überwachen. Dies ermöglicht eine dynamische Prozesskorrektur, um die Wanddickenreduzierung aktiv auf einen Grenzwert von ≤ 10 % zu begrenzen. Dadurch wird nicht nur die Einhaltung der Druckfestigkeit des Bauteils sichergestellt, sondern dies auch unter realen Bedingungen und nicht nur anhand theoretischer Berechnungen.
Prozessvalidierung durch zerstörende Prüfungen
Wir validieren alle Parameter des Rohrbiegeprozesses durch regelmäßige Bauteilprüfungen mittels einer Kombination aus Berst- und Dauerfestigkeitsprüfungen an einer Opferbiegung. Dies gewährleistet eine empirische Validierung der Fähigkeit des Präzisionsrohrformprozesses , die erforderliche Sicherheitsmarge für einen vorgegebenen Belastungszyklus zu erreichen.
Ganzheitliches Design für Systemkompatibilität
Unser Verfahren zum Biegen kritischer Systemrohre wurde um Integrationspunkte erweitert. Wir haben Biegeposition, Geometrie und Endbearbeitung optimiert , um Spannungsspitzen an den Schweißpunkten zu vermeiden. Dadurch wird sichergestellt, dass das gebogene Bauteil keine Schwachstelle im System darstellt. Dieser systemorientierte Ansatz hilft, Probleme vorausschauend zu erkennen, insbesondere bei dynamisch belasteten Systemen oder Systemen mit Druckimpulsen.
Dieses Protokoll beschreibt eine verifizierungsbasierte Fertigungsphilosophie, bei der theoretische Sicherheitsfaktoren durch verifizierte Ergebnisse ersetzt werden. Dies erreichen wir durch die Integrität des metallurgischen Zustands des Materials, die aktive Geometriekontrolle und die empirische Leistungsüberprüfung. Unser Präzisionsrohrformverfahren produziert Bauteile mit verifizierten Sicherheitsfaktoren und eliminiert so Ausfälle und deren betriebliche Folgen.
Wie bewältigt die Präzisionsrohrformung die Rückfederungsprobleme exotischer Legierungen?
Exotische Legierungen wie Titan weisen einen erheblichen Rückfederungseffekt auf. Zudem ist die Maßgenauigkeit schwer zu erreichen, wodurch die Gefahr der Mikrorissbildung steigt. Im Folgenden erfahren Sie, wie wir die inhärenten Eigenschaften des Rohrformmaterials mithilfe eines deterministischen Ansatzes berücksichtigen. Dies ist der Kern unserer Präzisionsrohrformung . Unsere Lösung basiert auf vorausschauender Anpassungsfähigkeit.
| Technische Herausforderung | Unsere maßgeschneiderte Lösung und das quantifizierte Ergebnis |
| Unvorhersehbarer Rückfederungseffekt | Im CNC-Programm wird eine „Überkompensationsparameterbibliothek“ verwendet, die anhand historischer SPC-Daten entwickelt wurde. |
| Begrenzte Kaltverformbarkeit | Bei Werkstoffen wie Ti-6Al-4V wird die lokale Induktionserwärmung eingesetzt, um die Duktilität für ein zuverlässiges Biegen von Rohren mit engen Toleranzen zu erhöhen. |
| Prozessdriftkontrolle | Die Echtzeit-SPC ermöglicht die Prozesssteuerung, um die Konsistenz des Endwinkels innerhalb von ±0,15° beim Präzisionsbiegen von Metallrohren aufrechtzuerhalten. |
| Materialabweichung | Die Parameter werden anhand zertifizierter Eigenschaften für jede Materialcharge feinabgestimmt, um die Übereinstimmung mit dem Protokoll für anspruchsvolle Rohrbiegearbeiten sicherzustellen. |
Mit diesem Rahmenwerk wird die Schätzung durch eine präzise Steuerung ersetzt. Genauigkeit im ersten Durchgang und Materialintegrität werden durch eine vorausschauende Rückfederungssteuerung auf Basis empirischer Daten sichergestellt. Dieses Rahmenwerk definiert die Dienstleistung für kundenspezifisches Rohrbiegen und bietet eine Zuverlässigkeit, die Ausfälle in Branchen wie der Luft- und Raumfahrt ausschließt.

Abbildung 3: Biegen eines beschichteten Edelstahlrohrs mit einer CNC-Maschine für Teile von Sanitär- oder industriellen Fluidsystemen.
Fallstudie: LS Manufacturing – Kundenspezifische Rohrbiegearbeiten an Edelstahlrahmen für medizinische Geräte
Die folgende Fallstudie beschreibt, wie LS Manufacturing ein kritisches Fertigungsproblem eines weltweit führenden Unternehmens der chirurgischen Robotikbranche löste. Das Problem war gravierend: Die Herstellung eines Tragrahmens aus Edelstahl 316L war mit herkömmlichen Fertigungstechniken nicht möglich. Im Folgenden wird die angebotene Dienstleistung zum Biegen von Spezialrohren beschrieben:
Herausforderung für den Kunden
Der Kunde benötigte einen mehrgelenkigen Roboterarm, wofür ein Stützrahmen erforderlich war. Dieser sollte aus Edelstahl 316L gefertigt werden und eine Positionstoleranz von ±0,15 mm an den Biegestellen aufweisen. Das bisherige hochpräzise Rohrbiegeverfahren lieferte hinsichtlich der Rückfederung nicht die gewünschten Ergebnisse. Dies führte zu einer Fehlausrichtung der Roboterarmgelenke sowie zu Mikrorissen an den Biegeradien aufgrund von Kaltverfestigung. Die Erstmusterprüfung ergab eine Erfolgsquote von lediglich 65 % .
LS Fertigungslösung
Unser Eingriff begann mit einem Audit zur fertigungsgerechten Konstruktion (Design for Manufacturability, DFM). Anschließend wurde das Projekt mit einer mehrachsigen, vollelektrischen Servobiegezelle für höchste Wiederholgenauigkeit, einem Spezialdorn mit patentierter Anti-Fress-Beschichtung zur Vermeidung von Mikrorissen und einem SPC-Dashboard (Statistical Process Control) zur Überwachung kritischer Faktoren realisiert. Das zehnte Teil wurde mittels 3D-Laserscan vollständig validiert. Dies ist unser Protokoll für die Präzisionsrohrformung .
Ergebnisse und Wert
Die Implementierung der Lösung führte zu einer Steigerung der Erstmusterannahmequote von 65 % auf 99,8 % . Die kritische Positionsgenauigkeit der Biegepunkte wurde jederzeit innerhalb von ±0,08 mm gehalten und lag damit deutlich unter den Spezifikationsgrenzen. Der Kunde profitierte erheblich von dem zuverlässigen Ergebnis beim Rohrbiegen, wodurch eine Kalibrierung nach dem Biegen entfiel. Zudem wurde eine Steigerung der Montageeffizienz um 28 % erzielt. Aufgrund der erfolgreichen Validierung des Rohrbiegeservices wählte der Kunde LS Manufacturing als seinen globalen Alleinlieferanten für alle Komponenten des Rohrsystems.
Dieses Projekt ist ein Beispiel dafür, wie LS Manufacturing komplexe technische Herausforderungen meistert, indem wir eine Lösung mit fortschrittlicher Prozesstechnologie und strenger Qualitätssicherung bieten. Wir haben nicht nur ein Produkt geliefert, sondern eine garantierte Prozesslösung bereitgestellt, die einen kritischen Produktionsengpass beseitigt hat. Die Fähigkeit, eine deterministische Rohrbiegelösung für eine geschäftskritische Anwendung in der Medizintechnik anzubieten, unterstreicht unsere umfassende Ingenieurskompetenz und positioniert uns als Partner für die komplexesten Präzisionsfertigungsaufgaben.
Verleihen Sie Ihren OP-Roboterrahmen mit einem maßgeschneiderten Rohrbiegeservice eine neue Dimension, der nachweislich eine Ausbeute von 99,8 % beim ersten Durchgang erzielt.

Welche technischen Normen gelten für hochpräzises Biegen von Metallrohren in der Luft- und Raumfahrt?
Bei der Rohrbiegetechnik für die Luft- und Raumfahrt ist Präzision unerlässlich, und Vertrauen muss auf verifizierbaren Daten basieren. Dieses Dokument beschreibt die strengen technischen Standards für die Rohrbiegetechnik in der Luft- und Raumfahrt , die wir anwenden. Diese gehen weit über die grundlegende Zertifizierung hinaus und beinhalten eine aktive, datengestützte Kontrolle. Unser System gewährleistet die vollständige Rückverfolgbarkeit und Verifizierbarkeit jeder Komponente und macht Qualität somit nicht zu einem Versprechen, sondern zur Realität.
Materialzertifizierung und vollständige Rückverfolgbarkeit
- Methode: Wir benötigen vollständige Materialprüfberichte (MTRs) für alle verwendeten Materialien, aus denen jede Materialcharge bis zu den fertigen Teilen nachverfolgt werden kann.
- Ergebnis: Gewährleistet die Materialauthentizität und reproduzierbare Prozessparameter für eine gleichbleibende Präzision beim Biegen von Metallrohren .
Digitale Prozesssteuerung und Dokumentation
- Methode: Jedes Biegeprogramm basiert auf einem qualifizierten Erstmuster, dessen Parameter alle in unserem MES hinterlegt sind.
- Ergebnis: Gewährleistet die exakte Nachbildung des Prozesses für konsistente Ergebnisse beim kundenspezifischen Rohrbiegeservice .
Dimensionsvalidierung mittels 3D-Messtechnik
- Methode: Erstmuster- und Prüfmuster werden vollständig per 3D-Laserscan auf die nominalen CAD-Daten gescannt.
- Ergebnis: Es wird quantitativ bestätigt, dass alle geometrischen Abmessungen und Toleranzen für unsere flugkritische Rohrbiegung eingehalten werden.
Qualitätsmanagementsystemintegration und Compliance
- Methode: Unsere Betriebsabläufe erfolgen im Rahmen eines IATF 16949-Qualitätssystems mit mehreren Audits und Kontrollplänen.
- Ergebnis: Gewährleistet höchste Qualität in jedem Schritt des Rohrbiegeprozesses , um den strengen und komplexen Anforderungen der Luft- und Raumfahrtindustrie an das Rohrbiegen gerecht zu werden.
Dieses Rahmenwerk bietet einen nachvollziehbaren technischen Standard für jeden einzelnen Auftrag. Um die Einhaltung dieses Rahmenwerks zu gewährleisten , setzen wir auf strikte Materialrückverfolgbarkeit, elektronische Steuerung aller Prozessvariablen und Verifizierung mittels fortschrittlicher 3D-Messtechnik. Bei unserem Rohrbiegeservice liefern wir die nachvollziehbaren Daten und die strengen Prozesse, die für Anwendungen in der Luft- und Raumfahrt erforderlich sind. Damit sind wir ein auf Risikominimierung spezialisiertes Ingenieurbüro und ein wichtiger Bestandteil der Integrität Ihrer Lieferkette.

Abbildung 4: Eine hydraulische Biegemaschine biegt ein Edelstahlrohr für eine kundenspezifische Flüssigkeitsleitung im Automobil- oder Maschinenbau.
Wie lässt sich ein Anbieter von Rohrformungsdienstleistungen anhand seiner DFM-Engineering-Kompetenzen bewerten?
Die Wahl eines Lieferanten für Rohrumformungsdienstleistungen ist eine wichtige technische Entscheidung, die Kosten, Qualität und Lieferzeit beeinflusst. Der wahre Wert eines Lieferanten bemisst sich nicht an seinen Fertigungskapazitäten, sondern an seiner Fähigkeit, von Anfang an eine fertigungsgerechte Konstruktion (DFM) zu gewährleisten. Im Folgenden finden Sie einen Leitfaden zu den wichtigsten Kompetenzen, auf die Sie bei der Lieferantenauswahl achten sollten:
Vorproduktionssimulation und -analyse
Der kompetente Partner analysiert Ihre Konstruktion mithilfe von FEA-basierter Umformsimulationssoftware, bevor das Werkzeug in Betrieb genommen wird. Bei komplexen Rohrbiegeprojekten werden potenzielle Probleme wie Wanddickenreduzierung, Ovalität oder Rückfederung anhand Ihrer Konstruktionsparameter prognostiziert. Diese simulierte Rohrbiegeanalyse bildet die wissenschaftliche Grundlage für Ihre Konstruktionsdiskussionen und verlagert den Fokus von Spekulation auf Fakten.
Vorschläge zur proaktiven Designoptimierung
Neben der Aufdeckung potenzieller Probleme bietet ein professioneller Anbieter auch konkrete Verbesserungsvorschläge. Beispielsweise schlagen wir bei der Rohrbiegetechnik vor, die Tangentenlänge zwischen zwei Biegungen um 5 mm zu verringern, um Standardwerkzeugtoleranzen zu berücksichtigen und so teure Sonderanfertigungen zu vermeiden. Dieser proaktive Ansatz bei der kundenspezifischen Rohrbiegetechnik beugt Fertigungsbeschränkungen vor und senkt dadurch Kosten und Produktionszeit.
Dokumentierte Prozessvalidierungsaufzeichnungen
Verlangen Sie einen Nachweis über den Qualifizierungsprozess des neuen Bauteils. Achten Sie auf Erstmusterprüfberichte, Prozessparameterblätter und die Planung der statistischen Prozesskontrolle. Ein Anbieter von Präzisionsrohrbiegedienstleistungen sollte über ein gut strukturiertes und datenintensives System zur Bauteilvalidierung verfügen, damit der Prototypenentwicklungsprozess direkt auf Produktionsprozesse mit hoher Ausbeute übertragbar ist.
Kollaborative und iterative Kommunikation
Beurteilen Sie das Engagement des Lieferanten in der Anfangsphase des Angebotsprozesses. Werden relevante Fragen zur Unterscheidung zwischen funktionalen und gezeichneten Toleranzen gestellt? Ein echter Engineering-Partner initiiert das Gespräch über das Projekt und präsentiert häufig verschiedene Radiusoptionen oder Biegestrategien für ein Prototypenprojekt im Bereich Rohrbiegen , um die effizienteste Fertigungsstrategie vor dem Eingehen einer umfassenden Partnerschaft zu validieren.
Der Auditprozess verlagert die Auswahlkriterien für Geschäftspartner von einer einfachen Angebotserstellung hin zur Bewertung einer Ingenieurpartnerschaft. Wir minimieren Projektrisiken durch Prozesssimulation, proaktive Optimierung des Designs für die Fertigung und Validierung des Prozesses anhand realer Daten. Ein Geschäftspartner mit umfassenden Kompetenzen im Rohrbiegen gewährleistet Projektstabilität, Kostenplanbarkeit und einen reibungslosen Übergang von der Konstruktion zur Fertigung.
Häufig gestellte Fragen
1. Welchen maximalen Rohrdurchmesser und welche maximale Wandstärke kann LS Manufacturing verarbeiten?
LS Manufacturing verwendet vollelektrische Servo-CNC-Maschinen, die hochbelastbare Rohre mit Durchmessern von 3 mm bis 150 mm und Wandstärken bis zu 12 mm bearbeiten können. Als Werkstoffe kommen unter anderem Edelstahl, Titanlegierungen und Kupfer zum Einsatz.
2. Wie stellen Sie bei Großbestellungen die Winkelkonstanz für jedes einzelne Rohr sicher?
LS Manufacturing befolgt strikt die SPC-Kontrollen. Ein Online-Bildverarbeitungssystem mit geschlossenem Regelkreis wird eingesetzt, um die Kompensationsparameter in Echtzeit anzupassen, sodass der CPK-Wert immer über 1,33 liegt.
3. Unterstützen Sie Rapid Prototyping für Kleinserien?
Absolut. Wir verfügen über ein spezielles Schnellreaktionsteam, das Ihnen innerhalb von nur 3 bis 5 Werktagen nach Bestätigung Ihrer Zeichnung Musterteile anbieten kann.
4. Welche Zeichnungsformate benötigen Sie für komplexe 3D-Raumbiegungen?
Wir würden STEP- oder IGS-Zeichnungen mit 3D-Konturinformationen oder PDF-Zeichnungen mit YBC/XYZ-Tabellen für Interferenzsimulationen bevorzugen.
5. Wie geht LS Manufacturing mit dem Problem der Wanddickenreduzierung an der Biegestelle um?
Wir steuern den „Boost-Druck“ präzise, um den Materialfluss zur äußeren Bogenseite eines Rohres sicherzustellen und so die Wanddickenreduzierung auf eine strikte Sicherheitsmarge von 10 % zu begrenzen.
6. Beinhaltet Ihr Angebot an Präzisionsbiegedienstleistungen für Metallrohre auch Endformverfahren (wie Bördeln oder Stauchen)?
Ja, unsere Präzisions-Metallrohrbiegedienstleistungen bieten eine Komplettlösung, die Schneiden, Bördeln, Stauchen, Stanzen und hochpräzise WIG-Schweißmontage umfasst.
7. Wie stellen Sie sicher, dass die geometrische Integrität der Exportaufträge während des Transports unbeschädigt bleibt?
LS Manufacturing hat speziell entwickelte Positionierungsschienen entwickelt, die in Kombination mit einer internen, hochfesten und stoßfesten Verpackung dafür sorgen, dass jede von uns gelieferte Präzisionsrohrkomponente ihre ursprüngliche Genauigkeit zu 100 % beibehält.
8. Wie lange dauert es in der Regel, bis man ein detailliertes Angebot inklusive DFM-Optimierung erhält?
Sobald uns Ihre vollständigen technischen Spezifikationen vorliegen, kann Ihnen unser erfahrenes Team innerhalb von 4 bis 24 Stunden ein detailliertes Angebot inklusive einer umfassenden Prozessbewertung unterbreiten.
Zusammenfassung
Die Präzisionsrohrformung ist ein hochkomplexer Prozess, der Materialwissenschaft, Fluiddynamik und elektronische Kompensation vereint. Bei LS Manufacturing haben wir unsere Kompetenzen perfektioniert, um alle Aspekte der Präzisionsrohrformung abzudecken. Das Ergebnis sind herausragende Bauteile und eine zuverlässige Lieferkette dank DFM-Optimierung, präziser Toleranzkontrolle und transparentem Datenmanagement. Unsere mikrometergenaue Kontrolle der Rohrwandstreckung gewährleistet, dass Ihre Anlagen auch unter extremen Bedingungen absolut zuverlässig funktionieren.
Sind Sie es leid, dass Produktfehler Ihr Wachstum durch die Herausforderungen bei der Präzisionsrohrformung hemmen? Die erfahrenen Prozessingenieure von LS Manufacturing unterstützen Sie gerne mit einem kostenlosen DFM-Audit und einem detaillierten Kostenoptimierungsbericht. Wir analysieren Ihre 3D-CAD-Konstruktionen, um Rückfederungsprobleme zu identifizieren und Korrekturstrategien zu entwickeln. Laden Sie Ihre STEP-Dateien hoch, um eine kostenlose Bewertung zu erhalten, oder vereinbaren Sie eine Videoberatung mit uns, um die Daten zur Steigerung der Wettbewerbsfähigkeit Ihres Produkts zu nutzen.
Vermeiden Sie Engpässe in der Fertigungslinie mit einem maßgeschneiderten Rohrbiegeservice, der auf höchste Präzision ausgelegt ist.
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unsere Schwerpunkte liegen auf hochpräziser CNC-Bearbeitung, Blechbearbeitung , 3D-Druck , Spritzguss , Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


