
تُعدّ خدمة ثني الأنابيب حسب الطلب ذات أهمية بالغة في مكونات أنظمة السوائل، وهياكل الطيران، وهياكل الدعم الطبي. في جميع هذه المجالات، يواجه مهندسو الأنابيب تحديات جسيمة تتمثل في عدم دقة ثني الأنابيب وانهيار جدرانها . ويعود ذلك إلى أن معظم موردي الأنابيب، الذين لا يستخدمون تقنية تعويض الإجهاد، ينتجون أنابيبًا تتعطل بشكل متكرر في خطوط التجميع الآلية بسبب أخطاء في الدقة، تصل إلى ملليمترات.
يكمن السبب الجذري لجميع المشاكل في عدم مراعاة اختلافات دفعات المواد وتشوه الأنابيب تحت الضغط. هذا يعني أن جميع المعايير الحرجة تكون في حالة اضطراب مستمر دون إجراء محاكاة. وقد تم حل هذه المشكلة بواسطة نظام ثني الأنابيب الحتمي من شركة LS Manufacturing . يستخدم هذا النظام تحكمًا متعدد المحاور باستخدام الحاسوب (CNC) وتعويضًا فوريًا بالإضافة إلى تدقيق التصميم للتصنيع (DFM) لضمان دقة تصل إلى 0.1 مم . تتمثل الخطوة الأولى في تسليم أنابيب خالية من العيوب في إتقان علم الأقواس وتفاعل المواد. وتتلخص عملية اتخاذ القرار فيما يلي.

ثني الأنابيب حسب الطلب: دليل مرجعي سريع أساسي
| الاعتبارات الرئيسية | رؤى فنية وتصنيعية |
| الثني باستخدام المندريل مقابل الثني بدون مندريل | يتطلب ثني المعادن ثني الأنابيب ذات الجدران الرقيقة بنصف قطر ضيق لمنع انهيارها. أما الثني بدون استخدام المندريل فيُستخدم للأنابيب ذات الجدران السميكة أو لنصف قطر أكبر. |
| دقة الانحناء وقابلية التكرار | توفر آلات ثني الأنابيب التي يتم التحكم فيها بواسطة نظام التحكم الرقمي الحاسوبي (CNC) تحكمًا دقيقًا في زاوية كل ثنية ومستواها ونصف قطرها. |
| عامل المادة وسمك الجدار | تختلف خصائص مادة الأنبوب ( الفولاذ، الألومنيوم، الفولاذ المقاوم للصدأ ) وسماكة جداره. نقوم بتكييف الأدوات والعمليات لكل منها. |
| تحسين الأدوات والإعداد | يُعد اختيار قالب الثني أمرًا بالغ الأهمية لتجنب التجاعيد أو التسطيح أو ترقق مادة الأنبوب أثناء الثني. |
| عملية مراقبة الجودة لدينا | نستخدم المسح ثلاثي الأبعاد أو آلة قياس الإحداثيات ثلاثية الأبعاد للتحقق من جميع العلاقات المكانية مقابل رسم CAD لضمان أن الأنبوب المنحني يفي بجميع المعايير المطلوبة. |
| النتيجة: تركيب دقيق | تتميز هذه التقنية بأنابيب محاذية تمامًا مع نقاط تثبيت، مما يلغي الحاجة إلى التعديلات أو القوة أثناء التجميع. |
| النتيجة: السلامة الهيكلية | يحافظ على سمك الجدار والشكل الدائري عند الانحناء، مما يوفر السلامة الهيكلية لتطبيقات ثني الأنابيب . |
لقد حللنا مشكلة تحويل الأنابيب المستقيمة إلى قطع دقيقة ومعقدة ومثنية بدقة متناهية، تتناسب تمامًا من أول مرة. لدينا خبرة واسعة في اختيار العمليات، وتصميم الأدوات، والفحص لضمان دقة القطع الأنبوبية، وقابليتها للتكرار، وخلوها من أي تلف. نلتزم بتزويدكم بقطع موثوقة وعالية الجودة لتطبيقاتكم، بدءًا من أنظمة السوائل وصولًا إلى الهياكل الإنشائية.
لماذا تثق بهذا الدليل؟ خبرة عملية من خبراء التصنيع في LS
تتوفر العديد من المصادر حول ثني الأنابيب حسب الطلب ، ولكن اطمئن، فهذه المعلومات مستقاة من الخبرة العملية، وليست من الكتب. ورشتنا بمثابة ميدان اختبار يومي، حيث نعمل بمواد عالية المتانة وبدقة متناهية . لا نعتمد على النظريات، بل على الخبرة العملية لضمان ألا يتسبب ثني خط الوقود في عطل أثناء الطيران، أو أن يُعرّض ثني الأنابيب الطبية سلامة المرضى للخطر. كل مشروع، وفقًا لقواعد تصميم التصنيع الإضافي ، يُعزز خبرتنا في كيفية تفاعل المواد في الظروف الحرجة.
لقد تعلمنا من التجربة، سواءً كانت إيجابية أم سلبية. تعلمنا كيفية منع انهيار الجدران وكيفية معالجة اختلافات المواد. هذا ما تعلمناه، وهذا ما نشاركه معكم. تستند عمليتنا إلى أساس متين من السلامة والتحكم وفقًا لمعايير إدارة السلامة والصحة المهنية (OSHA) . لقد صممنا الموثوقية في كل تفاصيل العمل.
ما تقرأه هنا هو ما نستخدمه يوميًا. هذا ما تعلمناه من سنوات خبرتنا في ثني الأنابيب لمشاريع بالغة الأهمية في مجالات الطيران والفضاء، والطب، وأشباه الموصلات . هدفنا هو أن نجعل خبرتنا خبرتكم. فلنعمل معًا لتحويل المواصفات المعقدة إلى واقع ملموس.

الشكل 1: تقوم آلة ثني CNC بتشكيل أنبوب من الفولاذ المقاوم للصدأ باستخدام مغزل لأجزاء عادم السيارات عالية الدقة.
لماذا تختار خدمة ثني الأنابيب المخصصة مع تعويض الزاوية في الوقت الفعلي؟
يكمن سر تحقيق دقة الزوايا في خدمة ثني الأنابيب المخصصة عالية الدقة في التغلب على مشكلة ارتداد المادة. يحقق نظامنا ذلك من خلال نهج مباشر يستخدم الاستشعار بالأشعة تحت الحمراء في الوقت الفعلي وتصحيح التحكم الرقمي بالحاسوب (CNC) . تكمن القيمة الأساسية في القضاء على أخطاء التجميع التراكمية. فيما يلي النقاط الرئيسية لهذه القيمة:
حلقة تغذية راجعة متكاملة للمستشعر
تستخدم عملية ثني الأنابيب لدينا مستشعرات الأشعة تحت الحمراء عالية الدقة التي ترصد زوايا الثني الفعلية في أجزاء من الثانية بعد تحرير الأنبوب. ويتم حساب التعويض اللازم للآلة فورًا نتيجةً لمقارنة الزاوية المثنية بالزاوية المستهدفة في الوقت الفعلي. يقلل هذا الأسلوب بشكل فعال من ارتداد المادة، وهي ميزة أساسية لخدمة ثني الأنابيب الدقيقة التي نقدمها.
نمذجة سلوك المواد القائمة على البيانات
لدينا نماذج مُحمّلة مسبقًا خاصة بكل مادة، تحسب توزيع الإجهاد بناءً على سُمك الجدار، وتركيب المادة، وعمليات التشكيل على البارد السابقة . في عملية ثني الأنابيب متعددة المحاور لأنبوب هيدروليكي معقد، على سبيل المثال، يُعوض النظام مُسبقًا عن تأثيرات الارتداد المختلفة على الانحناءات المتجاورة. يضمن هذا الإجراء التعويضي أن تكون جميع الأجزاء في عملية التشغيل ضمن التفاوت المسموح به وهو ±0.2 درجة .
التصنيع ذو الحلقة المغلقة لتحقيق صفر عيوب
تؤثر دقة كل دورة ثني مُعوَّضة على معايير عملية تصنيع الأجزاء اللاحقة. في مشروع ثني الأنابيب ذي التفاوتات الدقيقة لهيكل إنشائي، كان هذا يعني أن القطعة رقم 1000 كانت بنفس دقة أبعاد القطعة الأولى. وينعكس التحسين الذاتي للنظام على تقليل عمليات المعالجة اللاحقة وخفض تكاليف التركيب بشكل ملحوظ، وهي ميزة رئيسية لخدمة ثني الأنابيب المتقدمة التي نقدمها.
ضمان السلامة الهيكلية للنظام
تتم عملية التحقق النهائية أثناء التجميع الفرعي. تتلاءم المكونات من عملية إنتاج ثني الأنابيب عالية الإنتاجية الحالية لدينا بسلاسة تامة، حيث يتم التخلص من الانحراف الزاوي بشكل منهجي من مصدره. إن ضمان جودة كل مكون على حدة هو ما يسمح لنا بضمان النظام الهندسي النهائي. وهكذا، ننتقل من مراقبة الجودة إلى ضمان النتائج.
توضح هذه الوثائق بوضوح الميزة المنهجية التي نتمتع بها في القضاء على الارتداد المرن، وهو أكبر عائق تقني في خدمة ثني الأنابيب الدقيقة . منهجيتنا، القائمة على التحكم التكيفي والنمذجة التنبؤية، تُحقق نتائج حتمية لعملية التصنيع. بعبارة أخرى، تكمن القيمة المباشرة للعميل في الدقة المضمونة التي تُزيل الاحتكاك في عملية التجميع، مما يرسي معيارًا لأداء النظام.

كيف يمكن لخدمة ثني الأنابيب الدقيقة أن تقضي على تجعد وتشوه الجدار الداخلي؟
على سبيل المثال، يُعدّ التجعّد الداخلي والتشوّه في المقطع العرضي أثناء ثني الأنابيب ذات نصف القطر الضيق من أنماط الفشل الرئيسية التي تؤثر على خصائص التدفق والسلامة الهيكلية. في هذه الوثيقة، نُبيّن منهجنا المُنظّم لمعالجة عيوب ثني الأنابيب، ما يضمن الأداء الأمثل للأنابيب في التطبيقات بالغة الأهمية في مجالات الهيدروليكا والطب، وغيرها. يعتمد منهجنا على التحليل التنبؤي والتحكم في الوقت الفعلي.
| مجال التركيز | منهجيتنا التقنية ونتائجنا القابلة للقياس |
| تحليل المواد والهندسة | نقوم بحساب معدل التشوه مسبقًا لمختلف السبائك، على سبيل المثال، الفولاذ المقاوم للصدأ 304 مقابل 6061-T6 ، ونصف قطر الانحناء (CLR) لتحديد نمط توزيع الإجهاد قبل بدء عملية ثني أنبوب المندريل . |
| أدوات التموضع والتحديد باستخدام المندريل | يتم اختيار أداة مغزل متعددة الكرات ذات خطوة محسوبة بدقة، ويتم التحكم في موضعها ديناميكيًا لتوفير دعم داخلي مستمر طوال قوس ثني الأنبوب ذي الجدار الرقيق . |
| التحكم في العمليات والتشحيم | يتم استخدام نظام تبريد وتزييت داخلي عالي الضغط بالتزامن مع عملية ثني الأنابيب لتقليل الاحتكاك، وهو جانب مهم من خدمة ثني الأنابيب الدقيقة لدينا. |
| التحقق والإخراج | مع هذا النظام، يمكن تحقيق ضمان بنسبة ≤3% من الاستطالة على الانحناءات حيث CLR/القطر < 1.5 ، وهو جانب مهم من خدمة ثني الأنابيب . |
يُحوّل هذا البروتوكول مشكلة تصنيعية شائعة إلى نتيجة قابلة للتنبؤ. فباستخدام مبادئ علم المواد، وديناميكيات الأدوات المستخدمة في عملية التشكيل، والدعم المستمر لهذه العملية، نضمن عدم انهيار جدران الأنابيب. إنها خدمة تشكيل أنابيب دقيقة تُوفر منتجًا عالي الكفاءة الهيدروليكية مع ضمان سلامة المقطع العرضي، مما يُزيل أي مخاطر تتعلق بالأداء لعملائنا في الصناعات ذات المتطلبات التقنية العالية.
ما هي العوامل التقنية التي تحدد خدمة ثني الأنابيب الأكثر فعالية من حيث التكلفة للمشاريع ذات الأحجام الكبيرة؟
في المشاريع ذات الأحجام الكبيرة، لا تقتصر كفاءة التكلفة في خدمة ثني الأنابيب على تكلفة الوحدة فحسب، بل تشمل التكلفة الإجمالية للملكية التي يجب تحسينها من خلال اتباع نهج منهجي لتقليل الهدر، وترشيد استخدام المعدات، وإلغاء الخطوات غير الضرورية. فيما يلي وصف للمنهجية:
تكامل أدوات متعددة المحطات
- الطريقة: استخدام قوالب مركبة خاصة للقطع والتوسيع والثني في دورة آلة مؤتمتة.
- النتيجة: يتم توفير وقت العمالة ووقت توقف الآلة، مما يقلل بشكل كبير من وقت الدورة الإجمالي وتكلفة العمالة لكل قطعة في عملية ثني الأنابيب ذات الحجم الكبير .
تحسين المواد من خلال تخطيط المسار
- الطريقة: استخدام برامج متطورة لمحاكاة تسلسلات الانحناء لتقليل الخردة إلى الحد الأدنى.
- النتيجة: تم تحقيق انخفاض مثبت بنسبة 20٪ في نفايات المواد الخام، مما يقلل بدوره من تكلفة المواد لخدمة ثني الأنابيب المخصصة الخاصة بك.
تدفق الإنتاج الآلي المتزامن
- الطريقة: استخدام الخلايا المتكاملة مع الأتمتة والقياس أثناء العملية .
- النتيجة: يتم تحقيق تدفق مضمون مع أوقات تسليم أسرع، مما يؤدي بدوره إلى تحديد خدمة تشكيل الأنابيب الآلية الفعالة من حيث التكلفة.
لا تقتصر هذه العملية على مقارنة الأسعار فحسب، بل تشمل هندسة القيمة. نساعدكم في خفض تكاليف أعمالكم من خلال التكامل، وتقليل استخدام المواد الخام، وضمان انسيابية الإنتاج. تتميز عملية التوثيق لدينا بالشفافية والوضوح، مما يُسهم في وضع معيار لكفاءة التكلفة في أي شراكة محتملة للتصنيع بكميات كبيرة.
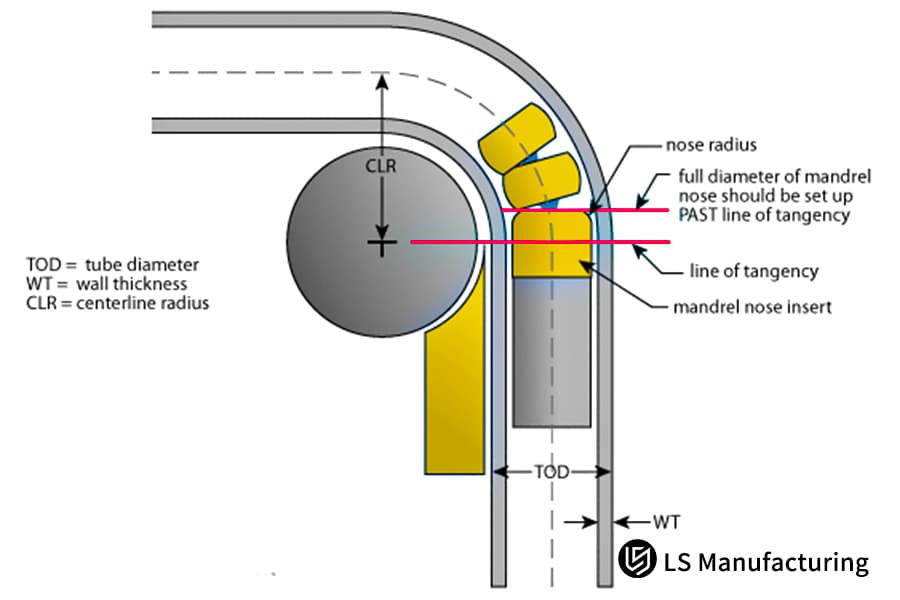
الشكل 2: يوضح هذا الرسم التخطيطي عملية ثني الأنابيب المصنوعة من الفولاذ المقاوم للصدأ 304 باستخدام المندريل في تصنيع الأنظمة الهيدروليكية في مجال الطيران.
لماذا تعتبر خدمة ثني الأنابيب المتخصصة ضرورية لسلامة نظام السوائل عالي الضغط؟
تعتمد موثوقية نظام السوائل عالي الضغط على عمر إجهاد الانحناءات داخل هذا النظام. ويُعدّ ترقق المادة غير المنضبط والإجهادات من أنماط الفشل الحرجة. تعمل خدمة ثني الأنابيب المتخصصة على تخفيف المخاطر المرتبطة بأنماط الفشل هذه من خلال ضوابط معدنية تؤثر بشكل مباشر على موثوقية النظام وسلامته. وتتلخص العملية فيما يلي:
بروتوكول المعالجة الحرارية بعد التشكيل الموصوف
لدينا بروتوكول لتخفيف الإجهاد يعتمد على نوع المادة وسماكة جدار الأنبوب. نقوم بتطبيق هذا البروتوكول فور انتهاء عملية الثني. يُعدّ بروتوكول المعالجة الحرارية عنصرًا أساسيًا في خدمة ثني الأنابيب ، حيث يُقلّل من ذروة الإجهاد المتبقي في منطقة الثني. تُشكّل هذه العملية حجر الزاوية في خدمة ثني الأنابيب المُخصصة التي تُقدّمها الشركة.
التحكم الكمي في ترقق الجدران عبر الاختبارات غير المدمرة
كجزء من عملية ثني الأنابيب عالية الضغط ، يُجرى اختبار بالموجات فوق الصوتية غير متلف أثناء العملية لمراقبة ترقق الجدار عند السطح الخارجي للثنية. يتيح ذلك تصحيحًا ديناميكيًا للعملية لضمان التحكم الفعال في ترقق الجدار ضمن حد أقصى لا يتجاوز 10% . هذا لا يضمن فقط الحفاظ على تصنيف الضغط للمكون، بل يحقق ذلك في سيناريو واقعي وليس مجرد حسابات نظرية.
التحقق من صحة العملية من خلال الاختبارات التدميرية
نتحقق من صحة جميع المعايير المرتبطة بعملية ثني الأنابيب من خلال اختبار المكون دوريًا، باستخدام مزيج من اختبارات الانفجار واختبارات الإجهاد الدوري على ثنية تجريبية. يضمن هذا التحقق التجريبي من قدرة عملية تشكيل الأنابيب الدقيقة على تحقيق هامش الأمان المطلوب لدورة تشغيل محددة.
تصميم شامل لتوافق النظام
لقد طورنا عملية ثني الأنابيب في نظامنا الحرج لتشمل نقاط التكامل. وقد حسّنا موضع الثني وهندسته وإعداد الأطراف لضمان عدم تركز الإجهاد عند نقاط اللحام. وهذا يضمن أن الجزء المثني ليس نقطة ضعف في النظام. يُعد هذا نهجًا نظاميًا للتفكير الاستباقي في حل المشكلات، لا سيما في الأنظمة التي تتعرض لأحمال ديناميكية أو نبضات ضغط.
يُحدد هذا البروتوكول فلسفة تصنيع قائمة على التحقق، حيث تُستبدل عوامل الأمان النظرية بنتائج مُثبتة. ونُحقق ذلك من خلال سلامة الحالة المعدنية للمادة، والتحكم الفعال في هندستها، والتحقق التجريبي من أدائها. تُنتج خدمة تشكيل الأنابيب الدقيقة لدينا مكونات ذات عوامل أمان مُثبتة، مما يُزيل الأعطال وما يترتب عليها من عواقب تشغيلية.
كيف تتعامل خدمة تشكيل الأنابيب الدقيقة مع تحديات الارتداد المرن للسبائك الغريبة؟
تُظهر السبائك غير التقليدية، مثل التيتانيوم، ارتدادًا ملحوظًا. إضافةً إلى ذلك، يصعب تحقيق الدقة في الأبعاد، مما يُؤدي إلى احتمالية تكوّن شقوق دقيقة. في الوثيقة التالية، ستتعرف على كيفية تعاملنا مع الخصائص المتأصلة لمادة تشكيل الأنابيب باستخدام منهجية حتمية. هذا هو جوهر خدمة تشكيل الأنابيب الدقيقة التي نقدمها. يعتمد حلنا على القدرة على التكيف التنبؤي.
| التحدي التقني | حلولنا الهندسية ونتائجنا الكمية |
| ارتداد غير متوقع | يتم استخدام "مكتبة معلمات التعويض الزائد"، التي تم تطويرها باستخدام بيانات SPC التاريخية، في برنامج CNC . |
| قابلية محدودة للتشكيل على البارد | بالنسبة للمواد مثل Ti-6Al-4V ، يتم استخدام التسخين الحثي الموضعي لزيادة الليونة من أجل ثني الأنابيب بدقة عالية وموثوقة . |
| التحكم في انحراف العملية | تتيح تقنية التحكم الإحصائي في العمليات في الوقت الحقيقي التحكم في العملية للحفاظ على الاتساق في الزاوية النهائية في حدود ±0.15 درجة لثني الأنابيب المعدنية بدقة . |
| تباين المواد | يتم ضبط المعايير بدقة وفقًا للخصائص المعتمدة لكل دفعة من المواد لضمان التوافق مع البروتوكول الخاص بثني الأنابيب الصعبة . |
يُستبدل التقدير بالتحكم باستخدام هذا الإطار. ويتم ضمان الدقة في المحاولة الأولى وسلامة المواد من خلال التحكم الاستباقي في الارتداد باستخدام البيانات التجريبية . يحدد هذا الإطار خدمة ثني الأنابيب حسب الطلب ، مما يوفر موثوقية تجعل الفشل غير وارد في صناعات مثل صناعة الطيران.

الشكل 3: ثني أنبوب من الفولاذ المقاوم للصدأ المطلي باستخدام آلة CNC لأجزاء أنظمة السباكة أو أنظمة السوائل الصناعية.
دراسة حالة: مشروع ثني الأنابيب حسب الطلب لإطار من الفولاذ المقاوم للصدأ للأجهزة الطبية من شركة LS Manufacturing
تُقدّم دراسة الحالة التالية وصفًا لكيفية حلّ شركة LS Manufacturing لمشكلة تصنيعية حرجة واجهت إحدى الشركات العالمية الرائدة في صناعة الروبوتات الجراحية. كانت المشكلة بالغة الأهمية: إذ لم يكن من الممكن تشكيل إطار دعم هيكلي من الفولاذ المقاوم للصدأ 316L باستخدام تقنيات التصنيع التقليدية. فيما يلي وصف لخدمة ثني الأنابيب حسب الطلب :
تحديات العميل
كان العميل بحاجة إلى ذراع روبوتية متعددة المفاصل، مما استلزم وجود إطار داعم للمفاصل. وكان من المقرر أن يكون الإطار الداعم مصنوعًا من الفولاذ المقاوم للصدأ 316L، مع هامش خطأ موضعي قدره ±0.15 مم عند نقاط تقاطع الانحناء. لم تُحقق عملية ثني الأنابيب عالية الدقة السابقة النتائج المرجوة فيما يتعلق بالارتداد المرن، مما تسبب في عدم محاذاة مفاصل الذراع الروبوتية، بالإضافة إلى ظهور تشققات دقيقة عند أنصاف أقطار الانحناء نتيجة للتصلب بالتشكيل. بلغت نسبة اجتياز فحص العينة الأولى 65% فقط.
حلول التصنيع LS
بدأ تدخلنا بمراجعة تصميم قابلية التصنيع (DFM). ثم تولى المشروع خلية ثني متعددة المحاور تعمل بالكهرباء بالكامل مع محركات مؤازرة لضمان التكرار، بالإضافة إلى قالب خاص مزود بطبقة مقاومة للتآكل لمنع التشققات الدقيقة، ولوحة تحكم إحصائية لمراقبة العوامل الحرجة. تم التحقق من صحة القطعة العاشرة بالكامل باستخدام تقنية المسح الليزري ثلاثي الأبعاد. هذا هو بروتوكول خدمة تشكيل الأنابيب الدقيقة .
النتائج والقيمة
أسفر تطبيق الحل عن زيادة معدل قبول العينة الأولى من 65% إلى 99.8% . وحافظت دقة تحديد المواقع الحرجة لنقاط انحناء الأنابيب على مستوى ±0.08 مم في جميع الأوقات، وهو ما يقع ضمن حدود المواصفات. وتكمن القيمة المضافة للعميل في تحقيق فائدة كبيرة بفضل نتائج ثني الأنابيب الموثوقة، مما أغنى عن الحاجة إلى معايرة ما بعد الثني. كما تحققت زيادة بنسبة 28% في كفاءة التجميع. ونتيجة مباشرة لخدمة ثني الأنابيب المعتمدة، اختار العميل شركة LS Manufacturing كمورد عالمي حصري لجميع مكونات نظام الأنابيب.
يُعدّ هذا المشروع مثالاً على كيفية تعامل شركة LS Manufacturing مع التحديات الهندسية المعقدة من خلال توفير حلول تجمع بين تقنيات التصنيع المتقدمة وضمان الجودة الصارم. لم نكتفِ بتوريد منتج فحسب، بل قدمنا حلولاً مضمونة لمعالجة مشكلة إنتاجية حرجة. إن قدرتنا على توفير حلول دقيقة لثني الأنابيب لتطبيقات الأجهزة الطبية بالغة الأهمية تُبرز خبرتنا الهندسية العميقة وتجعلنا الشريك الأمثل لمواجهة أكثر تحديات الهندسة الدقيقة تعقيداً.
قم بتحويل إطارات الروبوت الجراحي الخاص بك باستخدام خدمة ثني الأنابيب المخصصة التي أثبتت فعاليتها في تحقيق نسبة نجاح 99.8% من المحاولة الأولى.

ما هي المعايير الهندسية لثني الأنابيب المعدنية عالية الدقة في تطبيقات الفضاء الجوي؟
في مجال ثني الأنابيب الفضائية، لا مجال للتساهل في الدقة، ويجب أن تستند الثقة إلى بيانات قابلة للتحقق. توضح هذه الوثيقة معايير الهندسة الصارمة التي نعتمدها في ثني الأنابيب الفضائية ، والتي تتجاوز بكثير مجرد الحصول على الشهادات الأساسية، وتتضمن تحكمًا فعالًا قائمًا على البيانات. يضمن نظامنا إمكانية تتبع كل مكون والتحقق منه بشكل كامل ، مما يجعل الجودة حقيقة واقعة وليست مجرد وعد.
شهادة المواد وإمكانية التتبع الكاملة
- الطريقة: نحن نطلب تقارير اختبار المواد الكاملة (MTRs) لجميع المواد المستخدمة، مع تتبع كل دفعة من المواد إلى الأجزاء النهائية.
- النتيجة: يضمن أصالة المواد ومعايير العملية القابلة للتكرار لثني الأنابيب المعدنية بدقة متسقة.
التحكم الرقمي في العمليات والتوثيق
- الطريقة: يعتمد كل برنامج ثني على نموذج أولي مؤهل مع تثبيت جميع المعايير داخل نظام إدارة التصنيع الخاص بنا.
- النتيجة: يضمن تكرار العملية بدقة للحصول على نتائج متسقة مع خدمة ثني الأنابيب المخصصة .
التحقق من الأبعاد عبر القياس ثلاثي الأبعاد
- الطريقة: يتم مسح المقالة الأولى وأجزاء التدقيق بالكامل باستخدام الليزر ثلاثي الأبعاد وفقًا للتصميم بمساعدة الحاسوب (CAD) الاسمي .
- النتيجة: التحقق كمياً من استيفاء جميع الأبعاد الهندسية والتفاوتات المسموح بها لعملية ثني الأنابيب الحرجة للطيران .
تكامل نظام الجودة والامتثال
- المنهجية: تتم عملياتنا ضمن نظام الجودة IATF 16949 مع عمليات تدقيق متعددة وخطط تحكم.
- النتيجة: يضفي الجودة على كل خطوة من خطوات عملية ثني الأنابيب لتلبية احتياجات صناعة الطيران والفضاء المعقدة والدقيقة في ثني الأنابيب .
يُوفر هذا الإطار معيارًا هندسيًا قابلًا للتحقق لكل طلب. ولضمان الامتثال لهذا الإطار ، نلتزم بتتبع دقيق للمواد، والتحكم الإلكتروني في جميع متغيرات العملية، والتحقق من خلال القياس ثلاثي الأبعاد المتقدم. في خدمة ثني الأنابيب لدينا، نوفر سجل بيانات قابلًا للتحقق وعمليات دقيقة تتطلبها تطبيقات الفضاء. وبذلك، نُعدّ شركة هندسية متخصصة في الحد من المخاطر، وعنصرًا أساسيًا في سلامة سلسلة التوريد الخاصة بكم.

الشكل 4: يقوم جهاز ثني هيدروليكي بثني أنبوب من الفولاذ المقاوم للصدأ لخط سوائل مخصص للسيارات أو الآلات.
كيفية تقييم مورد خدمات تشكيل الأنابيب بناءً على قدراته الهندسية في مجال التصميم للتصنيع (DFM)؟
يُعدّ اختيار مُورّد لخدمات تشكيل الأنابيب قرارًا هندسيًا بالغ الأهمية، إذ يؤثر على التكلفة والجودة ووقت التسليم. ولا تُقاس القيمة الحقيقية للمُورّد بقدراته التصنيعية فحسب، بل بقدرته على تصميم المنتج بما يُسهّل عملية التصنيع (DFM) منذ البداية. فيما يلي دليلٌ حول أهمّ القدرات التي يجب البحث عنها عند اختيار المُورّد:
محاكاة وتحليل ما قبل الإنتاج
سيستخدم الشريك المختص برنامج محاكاة تشكيل قائم على تحليل العناصر المحدودة لتحليل تصميمك قبل تشغيل الأداة. في مشاريع ثني الأنابيب المعقدة ، سيتم التنبؤ بالمشاكل المحتملة، مثل ترقق الجدار، أو عدم استواء الأنبوب، أو ارتداده، وفقًا لمعايير التصميم. سيوفر تحليل محاكاة ثني الأنابيب هذا أساسًا علميًا لمناقشات التصميم، محولًا التركيز من التكهنات إلى النتائج العلمية.
مقترحات استباقية لتحسين التصميم
إلى جانب تسليط الضوء على المشكلات المحتملة، سيقدم المورد المحترف أيضًا اقتراحات مُفصّلة لإعادة التصميم. على سبيل المثال، في خدمة ثني الأنابيب ، قد نقترح تغيير طول المماس بين ثنيتين بمقدار 5 مم لاستيعاب خلوص الأدوات القياسي، وبالتالي تجنب الحاجة إلى أدوات مُخصصة باهظة الثمن. هذا النهج الاستباقي في خدمة ثني الأنابيب المُخصصة سيمنع قيود التصنيع، مما يُقلل التكاليف ويُسرّع وقت الإنتاج.
سجلات التحقق من صحة العمليات الموثقة
اطلب إثباتًا لعملية تأهيل الجزء الجديد. ابحث عن تقارير فحص العينة الأولى، وجداول بيانات معايير العملية، وخطط التحكم الإحصائي في العملية. يجب أن يمتلك المورد الذي يقدم خدمة ثني الأنابيب بدقة نظامًا منظمًا جيدًا وغنيًا بالبيانات للتحقق من صحة المكون، بحيث تكون عملية تطوير النموذج الأولي قابلة للتطبيق مباشرة على عمليات الإنتاج ذات الإنتاجية العالية.
التواصل التعاوني والتكراري
قيّم مستوى تفاعل المورّد خلال المرحلة الأولية من عملية تقديم العروض. هل تُطرح أسئلة ذات صلة بشأن الفرق بين التفاوتات الوظيفية والتفاوتات المحددة؟ الشريك الهندسي الحقيقي سيبادر بمناقشة المشروع، وغالبًا ما يعرض خيارات مختلفة لنصف القطر أو استراتيجيات الثني لمشروع ثني الأنابيب النموذجي لضمان التحقق من صحة استراتيجية التصنيع الأكثر كفاءة قبل الدخول في شراكة كاملة.
تُحوّل عملية التدقيق معايير اختيار الشريك التجاري من مجرد عملية تقديم عروض أسعار إلى تقييم شراكة هندسية متكاملة. ونعمل على الحد من مخاطر المشروع من خلال محاكاة العملية، وتحسين التصميم بشكل استباقي لضمان سهولة التصنيع، والتحقق من صحة العملية باستخدام بيانات واقعية. ويضمن الشريك التجاري الذي يمتلك قدرات عالية في ثني الأنابيب استقرار المشروع، وإمكانية التنبؤ بالتكاليف، وانتقالاً سلساً من مرحلة التصميم إلى مرحلة التصنيع.
الأسئلة الشائعة
1. ما هو أقصى قطر للأنابيب وسمك الجدار الذي يمكن لشركة LS Manufacturing التعامل معه؟
تستخدم شركة LS Manufacturing آلات CNC كهربائية بالكامل تعمل بنظام المؤازرة، والتي يمكنها التعامل مع أنابيب شديدة التحمل بأقطار تتراوح من 3 مم إلى 150 مم وسماكة جدار تصل إلى 12 مم . وتشمل المواد المستخدمة الفولاذ المقاوم للصدأ، وسبائك التيتانيوم، والنحاس، وغيرها.
2. كيف تضمنون اتساق الزاوية لكل أنبوب على حدة في الطلبات ذات الكميات الكبيرة؟
تلتزم شركة LS Manufacturing التزاماً صارماً بضوابط مراقبة العمليات الإحصائية. ويتم استخدام نظام رؤية مغلق الحلقة عبر الإنترنت لإجراء تعديلات فورية على معلمات التعويض بحيث تكون قيمة CPK دائماً أعلى من 1.33 .
3. هل تدعمون النماذج الأولية السريعة للطلبات ذات الدفعات الصغيرة؟
بالتأكيد. لدينا فريق استجابة سريع خاص يمكنه أن يقدم لك عينات من الأجزاء في غضون 3 إلى 5 أيام عمل فقط بعد تأكيد الرسم الخاص بك.
4. ما هي تنسيقات الرسم التي تحتاجها للانحناء المكاني ثلاثي الأبعاد المعقد؟
نفضل رسومات STEP أو IGS مع معلومات محيطية ثلاثية الأبعاد أو رسومات PDF مع جداول YBC/XYZ لمحاكاة التداخل.
5. كيف تعالج شركة LS Manufacturing مشكلة ترقق الجدار عند نقطة الانحناء؟
نحن نتحكم بدقة في "ضغط التعزيز" لضمان تدفق المواد إلى الجانب الخارجي المقوس للأنبوب، وبالتالي الحد من ترقق الجدار إلى هامش أمان صارم بنسبة 10٪ .
6. هل تشمل خدمات ثني الأنابيب المعدنية الدقيقة لديكم عمليات تشكيل الأطراف (مثل التوسيع أو التشكيل بالضغط)؟
نعم، خدماتنا الدقيقة لثني الأنابيب المعدنية تقدم حلاً شاملاً، يشمل القطع والتوسيع والتشكيل والتثقيب والتجميع باللحام TIG عالي الدقة .
7. كيف تضمنون أن تظل السلامة الهندسية لطلبات التصدير سليمة أثناء النقل؟
قامت شركة LS Manufacturing بتصميم صواني تحديد المواقع بشكل خاص، والتي تضمن، بالاشتراك مع التغليف الداخلي عالي القوة والمقاوم للصدمات، أن كل مكون أنبوبي دقيق تتلقاه منا يتمتع بنسبة 100٪ من دقته الأصلية.
8. كم من الوقت يستغرق عادةً الحصول على عرض أسعار مفصل يتضمن تحسين التصميم للتصنيع؟
بمجرد حصولنا على مواصفاتك الفنية الكاملة، سيتمكن فريقنا المتخصص من تزويدك بعرض أسعار مفصل، بما في ذلك تقييم شامل للعملية، في غضون 4 إلى 24 ساعة .
ملخص
فن تشكيل الأنابيب بدقة عالية عملية بالغة التعقيد تجمع بين علم المواد، وديناميكيات الموائع، والتعويض الإلكتروني. في شركة LS Manufacturing ، صقلنا مهاراتنا لضمان الاهتمام بجميع جوانب تشكيل الأنابيب بدقة ، مما ينتج عنه قطع غيار استثنائية وسلسلة توريد موثوقة من خلال تحسين التصميم للتصنيع، والتحكم الدقيق في التفاوتات، وإدارة البيانات بشفافية. يضمن تحكمنا الدقيق في تمدد جدار الأنبوب، حتى على مستوى الميكرون، أداءً فائقًا لمعداتكم في أقسى الظروف.
هل سئمت من معوقات تشكيل الأنابيب الدقيقة التي تحدّ من نموّك بسبب عيوب المنتج؟ دع كبار مهندسي العمليات في LS Manufacturing يساعدونك من خلال تدقيق مجاني للتصميم من أجل التصنيع (DFM) وتقرير مفصّل لتحسين التكاليف. نحلل تصاميمك ثلاثية الأبعاد باستخدام برامج التصميم بمساعدة الحاسوب (CAD) لتحديد مشاكل الارتداد ونقدم لك استراتيجيات تصحيحية. حمّل ملفات STEP الخاصة بك للحصول على تقييم مجاني، أو حدد موعدًا لاستشارة فيديو معنا للاستفادة من البيانات في تعزيز الميزة التنافسية لمنتجك.
تخلص من ازدحام خطوط التجميع من خلال خدمة ثني الأنابيب المخصصة المصممة بدقة متناهية.
📞الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. خدمات LS Manufacturing: لا توجد أي ضمانات، صريحة أو ضمنية، بشأن دقة المعلومات أو اكتمالها أو صحتها. لا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة LS Manufacturing. تقع هذه المسؤولية على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأقسام. يرجى التواصل معنا لمزيد من المعلومات .
فريق التصنيع LS
شركة LS Manufacturing شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن ، وختم المعادن ، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. اختر LS Manufacturing، فهذا يعني الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.lsrpf.com .


