
Bearbeitungsprozessesind das Herzstück der Fertigung. Dennoch kann die Auswahl des richtigen Betriebs für Ihr Teil eine Herausforderung sein. Unternehmen, die die Materialien nicht angemessen auf die Präzisions- und Kostenanforderungen abstimmen, können mit Produktionsverzögerungen, inkonsistenter Qualität und unerwarteten Kosten rechnen.Alle diese Faktoren wirken sich auf den Gesamterfolg und die Rentabilität eines Projekts aus.
Derzeit hängt die Auswahlmethode hauptsächlich von empirischen Beurteilungen ab.Durch das Fehlen eines systematischen Auswahlverfahrens kann es leicht dazu kommen, dass das Gleichgewicht von Leistung und Wirtschaftlichkeit unsicher wird, was zu übermäßigem Design oder schlechter Leistung führen kann. Mit einem systematischen Wissenssystem und 20 Jahren praktischer Erfahrung soll dieses Papier einen allgemeinen Auswahlrahmen bieten, um eine systematischere Auswahl zu realisieren.

Kurzreferenztabelle für Bearbeitungsprozesse
| Kategorie | Prozess | Materialkompatibilität | Typische Toleranz (mm) | Oberflächenbeschaffenheit (μm) | Schlüsselanwendungen | Kostenniveau |
|
Drehen |
Metalle, Kunststoffe |
±0,01 |
0,8-3,2 |
Wellen, Buchsen, Flansche |
Mittel |
|
|
Fräsen |
Metalle, Kunststoffe, Verbundwerkstoffe |
±0,01 |
0,8-3,2 |
Gehäuse, Halterungen, Formen |
Mittelhoch |
|
|
Bohren |
CNC-Bohren |
Metalle, Kunststoffe |
±0,05 |
1,6-6,3 |
Löcher, Gewindeschneiden, Reiben |
Niedrig |
|
Schleifen |
Oberflächenschleifen |
Gehärtete Metalle, Keramik |
±0,002 |
0,1-0,8 |
Präzise flache Oberflächen |
Hoch |
|
EDM |
Drahterodieren |
Leitfähige Materialien |
±0,005 |
0,4-1,6 |
Komplexe Formen, harte Materialien |
Sehr hoch |
|
Laserschneiden |
Faserlaser |
Metalle, Kunststoffe |
±0,1 |
1,6-12,5 |
Blech, dünne Platten |
Mittel |
|
Wasserstrahl |
Abrasiver Wasserstrahl |
Alle Materialien |
±0,1 |
3,2-12,5 |
Dicke Materialien, keine Hitze |
Mittel |
|
Zusatzstoff |
3D-Druck |
Polymere, Metalle |
±0,1-0,3 |
6,3-25 |
Prototypen, komplexe Teile |
Variiert |
Die obige Tabelle ermöglicht es dem Leser, verschiedene Bearbeitungsverfahren einfach zu vergleichen und je nach Bedarf das richtige auszuwählenMaterial, Toleranz, Oberflächenrauheit und Kostenanforderungen. Es hilft Ingenieuren, die beste verfügbare Option zu finden und gleichzeitig die Kompromisse zwischen der verfügbaren Technologie und der Wirtschaftlichkeit abzuwägen.
Warum diesem Leitfaden vertrauen? Praxiserfahrung von LS-Fertigungsexperten
Bei Machining Processes reicht die Theorie nicht aus. Unsere Erfahrung kommt vonüber 10 Jahrein den Schützengräben eines Ladens, nicht eines Klassenzimmers.Wir haben über 50.000 kundenspezifische CNC-gefräste Teile hergestellt,Wir stellen uns täglich der Realität schwieriger Materialien, enger Toleranzen und komplizierter Konstruktionen. Jeder Teil war eine Lernerfahrung mit der praktischen Anwendung von Prinzipien, die aus Quellen wie z. B. gelernt wurdenASTM International.
Wir bearbeiten routinemäßig Teile für die Luft- und Raumfahrtindustrie, medizinische Implantate und die Hochleistungsautomobilindustrie, wo Toleranz und Materialeigenschaften eine Frage von Leben und Tod sind. Unser Wissen und unsere Erfahrung werden täglich in der Praxis getestet und entsprechen den Anforderungen vonMIT Open Course Ware und andere relevante Texte.
Aus diesem Grund basieren die Vorschläge in diesem Leitfaden auf hart erarbeiteten Erfahrungen und haben aus den Fehlern gelernt, die wir am Anfang gemacht haben.Wir vermitteln praktische Ratschläge, die anhand von Kühlmitteln, Spänen und Inspektionsberichten nachgewiesen wurden, und nicht nur theoretische Lektionen aus einem Lehrbuch. Seien Sie versichert, dass die Informationen, die Sie in diesem Artikel finden, auch dazu dienen, täglich Qualität zu erreichen und alltägliche Bearbeitungsprobleme effektiv zu lösen.

Abbildung 1: Verfeinerung von Herstellungsprozessen mithilfe fortschrittlicher CNC-Technologie von LS Manufacturing
Welche Kernwissenssysteme sollte ein vollständiger Leitfaden zum Bearbeitungsprozess enthalten?
- Grundlagen: Materialien und Mechanik:Die Gründung einerWissenssystemist ein solides Verständnis des Materials. Die Eigenschaften von Metallen, Kunststoffen und Verbundwerkstoffen, ihre Reaktion auf Bearbeitung, Temperatur und Druck sowie die wahrscheinlichsten Fehlerarten und Risikominderung sollten die Grundlage für jeden seinWissenssystem. Dann wird die nächste Anwendung in der Lage sein, die Reaktion des Materials vorherzusagen und optimale Betriebsparameter zu generieren, um das Ausfallrisiko zu minimieren.
- Beherrschung von Ausrüstung und Werkzeugen:Eine ordnungsgemäße Liste der verfügbaren Drehmaschinen, Fräsmaschinen und sogar5-Achsen-CNC-BearbeitungDie Fähigkeit sollte im Leitfaden definiert werden. Darüber hinaus sollten auch alle verfügbaren Werkzeuggeometrien, Substrate, Beschichtungen und der Verwendungszweck des Werkzeugs abgedeckt werden. Dies ermöglicht eine präzise Abstimmung der Ressourcen auf die Aufgabe, ein Kernziel von EffectiveProzessauswahl.
- Optimierte Parameter und Abläufe:Vorgabe von Vorschüben, Geschwindigkeiten, Schnitttiefe und Kühlmittel für jeden einzelnen Arbeitsgang (Fräsen, Drehen usw.); dieLeitfaden für BearbeitungsprozesseEnthält empfohlene Parameter basierend auf Materialabtragsraten, Werkzeugstandzeit und Oberflächengüte. Eine kompletteLeitfaden für Bearbeitungsprozessebeinhaltet eine Wissensdatenbank und Anwendungsstrategien.
Ein PerfektLeitfaden für Bearbeitungsprozessewäre eine Kombination aus Informationsquelle und praktischer Erfahrung. Es würde Ingenieuren einen Rahmen für intelligentes Arbeiten gebenProzessauswahlwas es ihnen ermöglichen würde, die Produktion zu optimieren und erhebliche Produktivitätssteigerungen zu erzielen,Qualität und Rentabilität.

Was sind die Merkmale und anwendbaren Szenarien verschiedener Arten von Bearbeitungsprozessen?
Die Fertigungslandschaft bietet vielfältige Angebote Arten von Bearbeitungsprozessen, jedes mit UnikatEigenschaften das macht sie für bestimmte Zwecke geeignetAnwendungsszenarien. Bei der Entscheidung, welche Art von Bearbeitungsdienst Sie nutzen möchten, müssen Sie das gewünschte Material, die Geometrie, die Toleranz und das Volumen berücksichtigen. Hier stellen wir vor, wie man die Bearbeitungsprozesse unterscheidet.
| Prozesstyp | Hauptmerkmale | Typische Anwendungsszenarien |
|
Drehen |
Genau um die Drehachse, zylindrisch, gute Verarbeitung |
Wellen, Buchsen, Flansche und rotierende Teile |
|
Fräsen |
Vielseitig3D-Bearbeitung, komplexe Geometrien, Mehrachsenfähigkeiten |
Gehäuse, Halterungen, Formen und prismatische Teile |
|
Bohren |
Schnelle Lochbildung, einfache Montage, relativ günstig beim Bohren in Löcher |
Befestigungslöcher, Befestigungspunkte, Durchgangslöcher |
|
Schleifen |
Ultrahohe Genauigkeit, feine Oberflächengüte. Kann gehärtete Metalle schleifen |
Herstellung präziser Lager, Metallschneidwerkzeuge und Verschleißflächen |
|
EDM |
Berührungsloses Schneiden, komplexe Formen,harte Materialien |
Komplizierte Matrizen, Formen und wärmebehandelte Komponenten |
|
Laserschneiden |
Berührungslose Verarbeitungmit relativ schneller Verarbeitung und kleiner Wärmeeinflusszone |
Schnelle Produktion vonBlechteileund dünne Abschnitte |
|
Wasserstrahl |
Keine thermische Belastung, schneidet alle Materialien, dicke Abschnitte |
Verbundwerkstoffe, dicke Plattenmaterialien und temperaturempfindliche Materialien |
|
Zusatzstoff |
Komplexe Geometrien, geringer Abfall,Gestaltungsfreiheit |
Prototypen, maßgeschneiderte Formen, hoch |
Vorteile fürArten von Bearbeitungsprozessensind zahlreich und der Einsatz des Bearbeitungsverfahrens muss für die jeweilige Aufgabe berücksichtigt werden.Prozessauswahlfür Ihr Projekt hängt von der Kenntnis der Vorteile ab, die mit dem ausgewählten Bearbeitungsprozess verbunden sind und für Ihr Projekt geeignet sind. Die Kenntnis anerkannter Verwendungszwecke würde es Ihnen ermöglichen, jedes Projekt mit größtmöglicher Effektivität durchzuführen.
Wie wählt man den am besten geeigneten Bearbeitungsprozess basierend auf den Produktanforderungen aus?
WieWählen Sie den Bearbeitungsprozessverlangt die Bewertung mehrerer Faktoren und das bestmögliche Ergebnis wird erst nach der Bewertung dieser Faktoren erzielt. Die Festlegung des Prozesses erfordert technische und wirtschaftliche Grundlagen.
- Materialeigenschaften:Auch die verwendeten Materialien unterscheiden sich hinsichtlich der Zerspanbarkeit. Während einige Materialien hart sein können, beispielsweise Titan, erfordern sie spezielle Schneidwerkzeuge, sogenannte Erodiermaschinen, es kann auch andere Materialien geben, die weich sind, zum Beispiel Aluminium, das mit einer Fräsmaschine/Drehmaschine geschnitten werden kann.
- Maßhaltigkeit und Oberflächengüte:Der Grad der Präzision entscheidet über die Art der Bearbeitung. Zu den Teilen, die eine höhere Präzision erfordern, gehören Schleifen oder Honen als Endbearbeitungsvorgänge, während Schruppvorgänge härtere Verfahren erfordern würden. TDie erforderliche Oberflächenbeschaffenheit würde die Anforderungen der sekundären Veredelungsverfahren bestimmen.
- Überlegungen zu Produktionsvolumen und Kosten:Die Art der produzierten Charge verursacht im gesamten Produktionsprozess entsprechende Kosten. Angesichts der Produktion großer Stückzahlen wäre die automatisierte Bearbeitung die am besten geeignete Technologie für den gesamten Produktionsprozess, bei kleinen Stückzahlen jedochDie am besten geeignete Technologie für den gesamten Produktionsprozess wäre der Einsatz flexibler Bearbeitungstechniken, einschließlichCNC-Bearbeitung.DieIntelligente EmpfehlungDas von LS Manufacturing entwickelte System berücksichtigt alle diese Faktoren effektiv.
- Geometrische Komplexität und Zugänglichkeit von Funktionen:Die geometrische Komplexität kann tiefe Löcher, dünne Wände usw. umfassen. Solche geometrischen Komplexitäten erfordern möglicherweise eine Bearbeitung mit zwei oder mehr Achsen oder sogar eine unkonventionelle Bearbeitung.Die Zugänglichkeit von Funktionen kann sich auch auf die zu verwendenden Bearbeitungswerkzeuge auswirken.
Heutzutage,Auswahl des BearbeitungsprozessesDabei geht es nicht nur um Materialeigenschaften und Prozessfähigkeit, sondern auch um Kosten. Nur die Berücksichtigung des oben genannten 7-ProzessesAuswahlkriterienund Nutzung des FortschrittlichenIntelligente EmpfehlungSystem könnte das beste Ergebnis in Bezug auf Technologie und Wirtschaft gewährleisten. Den Ergebnissen der industriellen Anwendung zufolge erhöhte sich die Eignung des Verfahrens um25 %und die Kosten wurden um reduziert15-30 %nach Verwendung des von LS Manufacturing bereitgestellten Bearbeitungsprozessoptimierungssystems.
Was sind die wichtigsten Entscheidungsfaktoren für die Auswahl von Bearbeitungsprozessen?
Die Auswahl des Bearbeitungsprozesseskann keine leichte Entscheidung sein. Es müssen einige Überlegungen hinsichtlich technischer und wirtschaftlicher Aspekte angestellt werden. Die Wahl der Bearbeitung ist eine Schlüsselentscheidung, die sich sowohl auf die Zeit als auch auf die Qualität auswirkt.
- Technische Machbarkeitsfaktoren:Materialeigenschaften, Komplexität der Teilegeometrie und erforderliche Toleranzen stehen im VordergrundEntscheidungsfaktoren. Härte, Bearbeitbarkeit, Wärmeleitfähigkeit und Oberflächenbeschaffenheit des Werkstückmaterials bestimmen den verwendeten Prozess. Die Teilegeometrie kann eine mehrachsige Maschine oder den kundenspezifischen Bau einer Maschine erfordern.
- Wirtschaftliche Überlegungen: Kostenanalysebildet einen entscheidenden Bestandteil vonAuswahl des Bearbeitungsprozesses. Dazu gehören Ausrüstungsinvestitionen, Werkzeugkosten, Zykluszeit, Arbeitsaufwand und Einrichtungskosten.Großserienfertigungkönnen automatisierte Systeme rechtfertigen, während Teile mit geringem Volumen häufig flexible Bearbeitungszentren bevorzugen.
- Qualitäts- und Leistungsanforderungen:Oberflächenbeschaffenheit, Maßhaltigkeit und mechanische Eigenschaften sind wichtige Entscheidungsfaktoren.Der Prozess sollte in der Lage sein, die erforderliche Qualität zu liefern und gleichzeitig effizient zu sein. Auch die Leistungsfähigkeit, Wiederholbarkeit und Bereitstellung der erforderlichen mechanischen Eigenschaften sollten berücksichtigt werden.
AAuswahl des BearbeitungsprozessesDie Strategie sollte die technischen, wirtschaftlichen und qualitativen Überlegungen durch einen integrierten Ansatz kombinieren. Benutze diesumfassende Auswertung, Hersteller können bestimmen, welcheBearbeitungsprozessIhren Bedürfnissen am besten entspricht, ihre Leistungs-, Zeit- und Kostenbeschränkungen ausgleicht und ihre allgemeine Wettbewerbsfähigkeit auf dem Markt steigert.
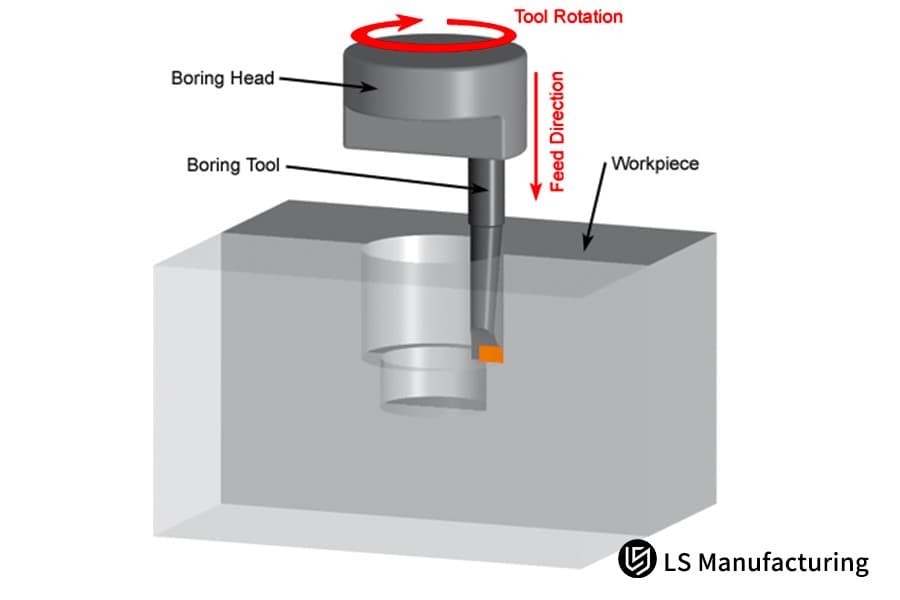
Abbildung 2: Analyse von CNC-Bohrtechniken für die beste Leistung durch LS Manufacturing
Wie kann man verschiedene Bearbeitungsprozesse hinsichtlich Kosten und Präzision vergleichen und zwischen ihnen wählen?
In der mechanischen Fertigung ist dieVergleich der Bearbeitungsprozessespielen eine wichtige Rolle bei der Optimierung von Effizienz und Bearbeitungsqualität. Jeder Prozess hat sein besonderes Verhalten in Bezug aufKostenpräzision, also einWirtschaftsanalysewird bei der Auswahl der besten Option sehr wichtig.
| Prozess | Kostenniveau | Präzisionsbereich (μm) |
Typische Anwendungen |
| Drehen | Niedrig | 10-50 | Wellen, Zylinder |
| Fräsen | Mittel | 5-20 | Komplexe Oberflächen |
| Schleifen | Hoch | 1-5 | Hochpräzise Teile |
| EDM |
Sehr hoch |
1-3 | Harte Materialien |
Für eine effektive Auswahl bei Bearbeitungsprozessen ist es erforderlich, dass Berechnungen sowohl unter technischen als auch unter wirtschaftlichen Gesichtspunkten durchgeführt werden.Es wurde abgeschlossen und beobachtet vonVergleich der Bearbeitungsprozessedass es richtig ist, dass höherKostenpräzision. Auf diese Weise können Hersteller auf Basis einer optimalen Nutzung von Fertigungsprozessen vorgehenWirtschaftsanalyse, und es kann das wirtschaftlichste und geeignetste Bearbeitungsverfahren ausgewählt werden.
Wie können Bearbeitungsergebnisse durch Prozessoptimierung maximiert werden?
Bearbeitungsergebnisse optimierenerfordert einen ganzheitlichen AnsatzProzessverbesserungmitParameteroptimierung. Durch die Optimierung kritischer Variablen können Branchen maximale Optimierungsergebnisse in Bezug auf Effizienz und Qualität erzielen.
Parameteroptimierung durch DOE
Versuchsplanung (DOE)Die Technik ermöglicht die gleichzeitige Auswertung verschiedener Parameter, um optimale Ergebnisse hinsichtlich Schnittgeschwindigkeit, Vorschubgeschwindigkeit und Schnitttiefe zu ermitteln. Tatsächlich handelt es sich bei dieser Technik um einen wissenschaftlichen Prozess, bei dem Unsicherheiten beseitigt und gleichzeitig auf Fakten gestützt wird, um eine optimale Bearbeitungsleistung bei niedrigen Testkosten zu erzielen.
Prozessverbesserung durch ständige Überwachung
Unterschiede in derHerstellungsprozesseMithilfe eines ständigen Überwachungssystems können diese leicht identifiziert werden, was zu einer automatischen Aktualisierung führt, um eine reibungslose Weiterverarbeitung zu ermöglichen. Basierend auf der Kenntnis der Verschleißrate, der Oberflächenbeschaffenheit und der Genauigkeit des Überwachungssystems kann ein Hersteller Artikel ohne Mängel herstellen.
Verfügbarkeit besserer Werkzeuge und Materialien
Je nach Anforderung ist es notwendig, geeignete Schneidwerkzeuge und Werkstückmaterialien auszuwählen, um einen signifikanten Einfluss auf den Bearbeitungsvorgang zu haben.Wenn das Schneidwerkzeug und das Material des Werkstücks anhand ihrer Kompatibilität richtig identifiziert werden, ist es möglich, die Lebensdauer und Geschwindigkeit der Schneidwerkzeuge zu verbessern und dadurch die Kosten zu senken.
Für eine effektiveProzessverbesserungUm dies zu erreichen, ist ein ganzheitlicher Ansatz erforderlich, der wissenschaftliche Prozesse einbeziehtParameteroptimierung. Dadurch wird sichergestellt, dass der Hersteller das Notwendige übernimmtOptimierung der Bearbeitungsergebnisse.
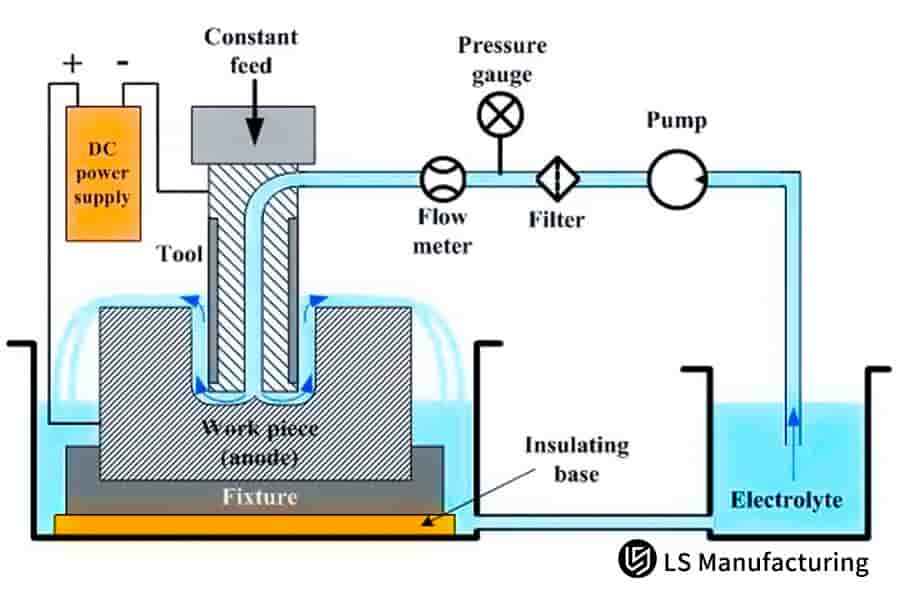
Abbildung 3: Konfiguration elektrochemischer Systeme für CNC-Präzisionsoperationen durch LS Manufacturing
Was sind einige innovative Anwendungen der CNC-Bearbeitungstechnologie in der modernen Fertigung?
DieCNC-Bearbeitungsprozessehaben eine Revolution im Fertigungssektor herbeigeführt und durch den Einsatz digitaler Steuerungssysteme zu einer Genauigkeit des Prozesses geführt. Aktuelle technologische Fortschritte sind in der Lage, komplexe Formen mit hoher Genauigkeit zu liefern, die im Rahmen des herkömmlichen Bearbeitungsprozesses unvorstellbar wären. Die Integration voninnovative Anwendungen imDigitale Fertigung hat die Herangehensweise der Industrie an die Produktion verändert, von Luft- und Raumfahrtkomponenten bis hin zu medizinischen Geräten.
Dreh-Fräs-Bearbeitungszentren
Dieses Gerät kann Folgendes ausführenDreh- und Fräsprozessin einer Maschine. Es ist eininnovative Anwendungweil diese Technik weniger Teilehandhabung und Rüstzeit erfordert. Mit dieser Ausrüstung können hochkomplexe Teile bearbeitet werden, ohne dass die Maschine vom Rohzustand auf den Fertigzustand umgestellt werden muss. Diese Technik kann als präzise bezeichnet werden, da das Teil während des gesamten Prozesses in einer festen Position gehalten wird.
Hochgeschwindigkeitsbearbeitung
Durch den Einsatz von Spindeltechnologie sowie Schneidwerkzeugen wird dies erreichtCNC-Bearbeitungsprozessverfügt über die Fähigkeit, Material effektiv zu entfernen. Der Bearbeitungsprozess eignet sich aufgrund der Geschwindigkeit und Genauigkeit, die der Prozess bietet, hervorragend für die Formen- und Gesenkbearbeitung sowie für die Aluminiumbearbeitung in der Luft- und Raumfahrt. Der Bearbeitungsprozess ist aufgrund seiner Vorteile ein äußerst vorteilhafter Prozess.
Digitale Zwillingstechnologie
Der hier vorgestellte Begriff oder das Konzept ist, dass dieDigitale Fertigungwürde sicherstellen, dass die Simulationen des Bearbeitungsprozesses vor Beginn des Herstellungsprozesses selbst möglich wären. All dies würde sicherstellen, dass die mit dem Einrichtungsprozess verbundenen Kosten auf ein Minimum beschränkt werdenDabei gäbe es überhaupt keinen materiellen Verlust und die Fehler würden auf ein Minimum beschränktDies wäre während der Herstellung des Produkts aufgetreten.
Additive und subtraktive Hybridfertigung
Es ist möglich, durch Ausführen ein Objekt zu erstellen3D-Druck- und CNC-Bearbeitungsprozesse, Erstellen eines Objekts durch additive Fertigung mit einer zusätzlichen Funktion endkonturnaher Formeigenschaften und schließlich Modifizieren durch AusführenCNC-Bearbeitungsvorgänge. Dieinnovative Anwendungerweist sich als sehr nützlich und geeignet für die Herstellung von Teilen mit Innendetails, die durch maschinelle Bearbeitung nur schwer herzustellen sind. Es wird möglich, das Beste zu nutzen, das beide Welten zu bieten haben, nämlich Komplexität und Präzision.
Tatsächlich sollte hier auch erwähnt werden, dass die oben genannten Punkte nur einige von unzähligen Möglichkeiten sind, technische Verbesserungen bzgl. derCNC-Bearbeitungsprozessesind im Verhältnis zu stetig aufgetretenDigitale Fertigung, und so konnten Hersteller ein bisher unerreichtes Maß an Präzision, Geschwindigkeit und Komplexität erreichen. In diesem Zusammenhang wäre es, abgesehen von dem oben genannten Punkt, nicht falsch zu sagen, dass die Entwicklung vonCNC-Bearbeitungwürde unter anderem eine zentrale Rolle bei der Entwicklung der digitalen Fertigung spielen.
Wie können hochpräzise Bearbeitungsprozesse hohe Qualitätsanforderungen erfüllen?
Präzisionsbearbeitungsprozessesind ein äußerst wichtiger Bereich, den es aus Sicht der zu berücksichtigen giltQualitätsanforderungendie die verarbeitende Industrie hat. Unter Präzisionsbearbeitung versteht man den Prozess zur Herstellung hochwertiger Teile, die herausragende Eigenschaften wie Präzision aufweisen.
- Fortschrittliche Ausrüstung und Technologie: Die moderne Präzisionsbearbeitung basiert auf modernsten CNC-Maschinen, mehrachsigen Bearbeitungszentren und EDM-Systemen (Electrical Discharge Machining).Diese Technologien arbeiten in kontrollierten Umgebungen mit Temperatur- und Feuchtigkeitsregulierung, um während des gesamten Produktionsprozesses eine Genauigkeit im Mikrometerbereich aufrechtzuerhalten und eine gleichbleibende Qualität über alle Chargen hinweg sicherzustellen.
- Umfassendes Qualitätskontrollsystem:Hervorragende Präzisionsbearbeitung erfordert ahochwertiges Steuerungssystemals sein Rückgrat. Das würde bedeuten, dass das Werkstück in verschiedenen Bearbeitungsstadien mit Koordinatenmessgeräten, optischen Komparatoren und Oberflächenrauheitsmessgeräten überprüft wird. Das SPC-System ermöglicht es, die Produktionsparameter jederzeit unter Kontrolle zu halten und sie sofort anzupassenQualitätsanforderungen.
- Materialauswahl und Prozessoptimierung:Die Auswahl des richtigen Materials und die Art seiner Bearbeitung spielen oft eine entscheidende Rolle für das Endergebnis des Produkts.Bearbeitungswerkzeuge, Geschwindigkeiten, Vorschübe und Kühlmittelverbrauchwährend der Bearbeitung werden häufig optimiert, um thermische Verformungen zu verhindern.
- Anwendungen in kritischen Industrien:Einige der Anwendungen, die darunter fallenPräzisions-CNC-BearbeitungsprozesseDazu gehören Anwendungen in der Luft- und Raumfahrttechnik, Anwendungen im Bereich medizinischer Instrumente, Automobilanwendungen und Anwendungen in der Elektronikindustrie. Für die oben genannten Anwendungen, zu denen Rotorblätter für Turbinen, medizinische Instrumente und Halbleiter gehören, sind die Anwendungen sehr streng.
- Kontinuierliche Verbesserung und Zertifizierung:Große Unternehmen befolgen neben der Zertifizierung auch Verfahren zur kontinuierlichen VerbesserungISO 9001 und AS9100.Präzisionsbearbeitungsprozessedie Anforderungen erfüllt oder übertrifft, soweit es sich um Spezifikationen für Verfahren zur Gerätekalibrierung, Bedienerschulung und Prozessvalidierung handelt.
Präzisionsbearbeitungsprozessebezieht sich auf hochpräzise Fertigungstechnologie, die verschiedene Fertigungsprozesse mit hochpräziser Steuerung, Positionierung und Bewegungssteuerung umsetzt. Durch die strenge Kontrolle derQualitätsanforderungenim Herstellungsprozess,Genauigkeit im Mikrometerbereichkann garantiert werden und wird in der Teilefertigung für High-Tech-Industrien wie Luft- und Raumfahrt, Halbleiter und Automobil eingesetzt.

Abbildung 4: Auswahl der effektivsten hochpräzisen CNC-Methode durch LS Manufacturing
LS Manufacturing Aerospace: Multiprozess-Bearbeitungslösung für Triebwerksturbinenschaufeln
Im Luft- und Raumfahrtbereich, wo Präzision, Festigkeit und geringes Gewicht gleichzeitig erforderlich sind,LS-Fertigungvorausgesetzt aMehrprozessbearbeitungLösungan einen Kunden, der Rotorblätter für Flugzeugtriebwerke herstellt, der ein großes Herstellungsproblem löste.
Kundenherausforderung
Ein führender Luft- und Raumfahrthersteller hatte Schwierigkeiten, Turbinenschaufeln aus Hochtemperaturlegierung entsprechend den Kundenanforderungen herzustellen. TBei der bestehenden Lösung handelte es sich um eine Einzelprozesslösung, die nicht sowohl komplexe Profilgenauigkeit als auch hervorragende Ergebnisse liefern konnteOberflächenbeschaffenheit. Infolgedessen betrug die Produktqualifizierungsrate aufgrund der oben genannten Probleme nur 85 %, was zu hohen Produktionskosten und langen Vorlaufzeiten führte.
LS-Fertigungslösung
Wir haben dem Kunden eine Komplettlösung zum Drehen der Messer zum Schruppen vorgeschlagen.5-Achsen-Fräsenzum präzisen Profilieren und Polieren für die Endbearbeitung.Mit unserem Angebot ist der Kunde in der Lage, die optimalen Parameter für jeden Prozess zu steuern und so die beste Profilgenauigkeit, Oberflächenrauheit und Bearbeitungszeit zu erreichen.
Ergebnisse und Wert
Durch den Einsatz der integrierten Bearbeitung konnte die Qualifizierungsrate der Teile auf erhöht werden99,2 %und die Gesamtbearbeitungszeit wurde um verkürzt30 %. Unsere hervorragende Leistung hat unserem Kunden nicht nur geholfen, die jährlichen Bearbeitungskosten um mehr als ein Vielfaches zu senken2 Millionen RMBsondern führte auch zur Bildung einer strategischen Partnerschaft zwischen uns.
Dass ein Zulieferer wie LS Manufacturing eine Anwendung für einen hochmodernen Multiprozess finden könnte CNC-Werkzeugmaschineeine schwer herzustellende Luft- und Raumfahrtkomponente herzustellen, wenn eine bestehende vorhanden istnicht gerade ideale Legacy-MaschineDass das, was funktioniert hätte, bereits vor Ort war, sagt viel über ihre Fähigkeit aus, Innovationen zu unterstützen, die zu verbesserter Qualität, Produktivität und Kosteneinsparungen führen.
Bringen Sie Ihre Luft- und Raumfahrtkomponenten mit unseren Bearbeitungsprozesslösungen auf die nächste Stufe.

Wie richtet man ein wissenschaftliches Managementsystem für mechanische Verarbeitungstechnologie ein?
Es soll ein wissenschaftliches Managementsystem für eine mechanische Verfahrenstechnik etabliert werden, in dem dieProzessmanagementist mit den Merkmalen einer präzisen Bearbeitung integriert, um die Qualität der Produkte und die Effizienz der Bearbeitung zu gewährleisten.
Standardisiertes System-Framework
Ein gutesstandardisiertes SystemFramework ist ein Muss für eine reibungslose Prozessabwicklung. Es umfasst Prozessdokumentationen, Arbeitsanweisungen und standardisierte Arbeitsanweisungen. Das System muss umfassend sein und alle Schritte des Teils vom Rohmaterial bis zur Endkontrolle abdecken und über klar definierte Qualitätsparameter verfügen.
Präzisionsbearbeitungsprozesse
Es ist wichtig, dass ein anspruchsvollerPräzisionsbearbeitungsprozessewird eingesetzt, wenn eine Präzision im Mikrometerbereich erreicht werden soll. Dazu gehören die richtige Maschinenauswahl, geeignete Schnittparameter und geeignete Umgebungsbedingungen. Diese Prozesse sollten so gestaltet sein, dass sie Folgendes liefern:Qualitätsanforderungenaber mit minimalen Abweichungen und Mängeln.
Kontinuierlicher Verbesserungsmechanismus
Ein System fürkontinuierliche Verbesserungmüssen in einem effektiven Prozessmanagement vorhanden sein. Dies erfordert die Analyse und Lösung von Problemen innerhalb des Prozesses. Es sollte einer Organisation ermöglichen, dies zu erreichenGenauigkeit im Mikrometerbereichund die Produktionskosten senken.
Integration der Qualitätskontrolle
Es gibt Qualitätskontrollverfahren, die dies sicherstellenQualitätsanforderungenwerden erfüllt. Dies kann durch statistische Prozesskontrolle, Kalibrierung und Akzeptanzkriterien erfolgen. Es muss ein Überwachungssystem vorhanden seinPräzisionsbearbeitungsprozesseDadurch können Abweichungen vom Standardprozess erkannt werden.
Leistungsmessung und -optimierung
Durch die Entwicklung wichtiger Leistungsindikatoren fürProzessmanagementDurch die Bereitstellung wichtiger Leistungsindikatoren für das Management kann eine objektive Bewertung der Systemeffizienz erfolgen. Die Faktoren, die in den wichtigsten Leistungsindikatoren für das Management festgelegt werden müssen, sind Zykluszeit, First-Pass-Ertrag, Gerätenutzung und Kosten pro Teil.
Eine wissenschaftliche MechanikBearbeitungsprozessmanagementsystemvereintstandardisiertes SystemFrameworks mit erweitertenPräzisionsbearbeitungsprozessekonsistent zu erreichenGenauigkeit im Mikrometerbereich. Durch Einbettenkontinuierliche VerbesserungPrinzipien und strengQualitätsanforderungenIm gesamten Unternehmen können Hersteller die betriebliche Effizienz steigern, die Variabilität verringern und sich einen Wettbewerbsvorteil auf dem Markt sichern.
FAQs
1. Inwiefern unterscheidet sich geeignetes Material von anderen?
In unserem vorgeschlagenen System empfehlen wir das am besten geeignete Verfahren basierend auf dem Material. Handelt es sich bei dem Material um Aluminium, empfehlen wir die hohe GeschwindigkeitFräsvorgang. Wenn es sich bei dem Material um Edelstahl handelt, empfehlen wir das Fräsdrehverfahren.
2. Was ist der wirtschaftliche und effiziente Prozess, wenn die Menge gering ist?
Wir bieten flexible Prozesse an. Durch die gemeinsame Nutzung von Ressourcen können wir die Kosten für kleinere Mengen reduzieren20-30 %.
3. Wie lässt sich die technische Machbarkeit und Wirtschaftlichkeit des neuartigen Verfahrens überprüfen?
Wir werden daher eine entsprechende Prozessprüfung und Kostenanalyse durchführen. Wir werden anhand von Stichproben bestätigen, dass unsere Prozesslösung tatsächlich effektiv und kostengünstig ist. Wenn Sie eine detaillierte Kostenschätzung für Ihr Projekt benötigen, können Sie eine erhaltensofortiges Online-Angebotjetzt, um die Wirtschaftlichkeit Ihres Designs zu überprüfen.
4. Gibt es spezielle Prozesskombinationen für schwer herzustellende Teile?
Es werden Entwurfsarbeiten für verschiedene Prozesskombinationsprogramme durchgeführt, die auf den strukturellen Eigenschaften der Teile basieren, sowie die Prozesssimulation, um sicherzustellen, dass die entworfenen Teile von hoher Qualität sind.
5. Wie können Qualitätsrisiken im Zusammenhang mit Prozessänderungen verhindert werden?
Wir befolgen einen sehr strengen Änderungskontrollprozess. Nach der Verifizierungsprüfung können wir sicherstellen, dass der geänderte Prozess qualitativ unter Kontrolle ist.
6. Können Sie Schulungen zum Bearbeitungsprozess und Unterstützung bei der Optimierung anbieten?
Zu beachten ist, dass wir über ein komplettes Schulungssystem für Prozesse und Prozessoptimierung verfügen und das Unternehmen bei der Verbesserung der Prozesstechnik unterstützen können.
7. Wie sollte das Gleichgewicht zwischen Bearbeitungsgenauigkeit und Kosten beeinflusst werden?
Der optimale Punkt zwischen beiden im Hinblick auf die Kosteneffizienz sowohl bei Überverarbeitung als auch bei Untergenauigkeit wird durch die Anwendung des Value-Engineering-Analyseprozesses erreicht.
8. Was sind die wichtigsten Überlegungen für Prozessänderungen?
BereitstellenEnd-to-End-Dienstefür Prozessänderungen, einschließlich der Auswahl der Ausrüstung und der Schulung des Personals. Dies würde eine reibungslose Umsetzung der Prozessänderungen gewährleisten.
Zusammenfassung
Durch wissenschaftliche Auswahl und Verwaltung der Prozesse können eine hohe Produktion und eine qualitativ hochwertige Produktion erreicht werden.Aufgrund der Erfahrung und des technischen Wissens der Branche sowie des Lieferantenwissens bietet LS Manufacturing seinen Kunden Prozesslösungen, mit denen sie ihre eigenen Herstellungsprozesse verbessern und ihr Geschäft ausbauen können.
Nehmen Sie noch heute Kontakt mit den Prozessexperten von LS Manufacturing auf, um zu erfahren, wie unsere kostenlose Prozesslösungsbewertung für Sie funktionieren kann. Was wir bei LS Manufacturing versprechen, ist, dass wir Ihnen etwas bieten könnenprofessionelle CNC-BearbeitungslösungUnterstützung, die Ihnen einen erfolgreichen Prozess gewährleistet.
Holen Sie sich jetzt eine kostenlose Prozesslösungsbewertung zur Optimierung Ihres Produktionsprozesses und profitieren Sie von bis zu 30 % Kosteneinsparungen und 25 % verbesserter Prozesskompatibilität!
📞Tel: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website:https://lsrpf.com/
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken.LS-FertigungsdienstleistungenEs gibt keinerlei Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. Es liegt in der Verantwortung des Käufers.Erforderliche TeileAngebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte.Bitte kontaktieren Sie uns für weitere Informationen.
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen. Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung mit über 5.000 Kunden und konzentrieren uns auf hochpräzise CNC-Bearbeitung.Blechfertigung,3D-Druck,Spritzguss.Metallprägungund andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website:www.lsrpf.com.


