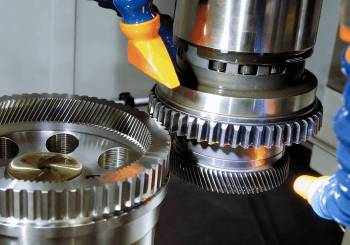
歯車ホブ加工
長期間の生産実行にわたって一貫性と静かな動作を維持するという課題を解決します。当社のホブ加工サービスは、最小限の騒音と振動で正確に切断された歯を提供し、自動車または産業用ドライブがバッチごとにスムーズかつ信頼性の高い動力を伝達することを保証します。
すぐに見積もりを取得


カスタムギアパーツの価格をすぐに確認できます
CAD ファイルをここにドロップするか、クリックして参照します
サポートされている: STEP、STP、IGES、STL、OBJ、3MF、SAT、SLDPRT、X_T
最大ファイルサイズ: 15MB
世界で最も成功している企業のエンジニアや購買リーダーから信頼されています




15 年以上にわたる ISO 認定の専門知識を備えた LS Manufacturing は、250,000 個を超える精密部品を 99.8% の納期どおりに納品してきました。
大量生産から複雑な形状、カスタムプロトタイプ、最高精度の要求まで、特定の要件に合わせて最適なプロセスを選択します。
長期間の生産実行にわたって一貫性と静かな動作を維持するという課題を解決します。当社のホブ加工サービスは、最小限の騒音と振動で正確に切断された歯を提供し、自動車または産業用ドライブがバッチごとにスムーズかつ信頼性の高い動力を伝達することを保証します。
すぐに見積もりを取得
内面や密集したアセンブリでの精密な歯の加工の制限を克服します。このプロセスにより、他の方法では到達できない特殊な機械やコンパクトなトランスミッションに必要な正確なフィット感とスムーズな動作が実現します。
すぐに見積もりを取得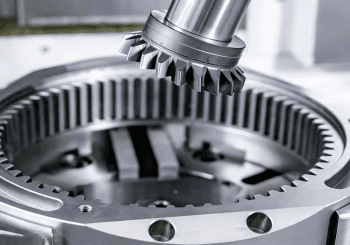
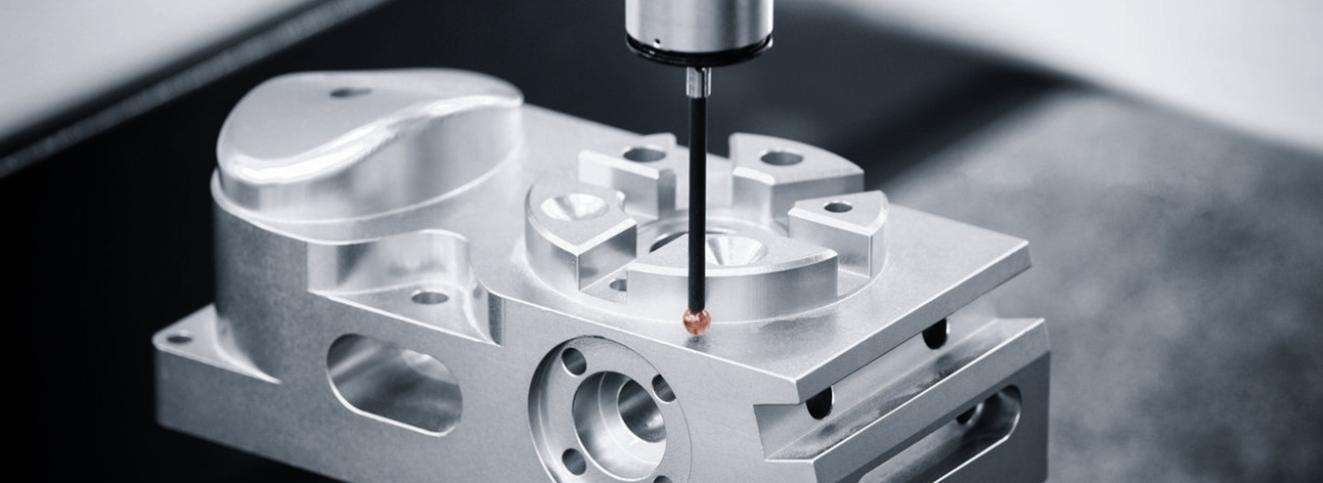
標準的な歯の形から脱却します。当社の 5 軸 CNC フライス加工は、並外れた精度で複雑なカスタムギアを製造します。これは、最初のサンプルから完璧なフィットを要求する機能的なプロトタイプ、少量のバッチ、および複雑なシステムに最適です。
すぐに見積もりを取得
一か八かの用途における摩擦、騒音、早期摩耗を排除します。歯車研削加工は、高速かつ極度の負荷の下で動作する航空宇宙部品や精密自動車部品に必要な最高の精度等級と超微細仕上げを実現します。
すぐに見積もりを取得






紹介されているすべての歯車加工部品は LS Manufacturing のオリジナル設計であり、一般公開が許可されています。
原材料から完成品までの高性能歯車製造の旅

このプロセスは、原材料の分光分析と精密切断から始まります。当社はすべての材料バッチに対して厳格な化学組成と機械的特性のテストを実施し、ギアの性能と寿命の信頼できる基盤を確保しています。
多軸 CNC 歯車ホブ切り、成形、フライス加工装置を利用して、歯形を歯車ブランクに正確に切断します。これにより、後続の加工のための正確な幾何学的基礎が確立され、最適な歯のかみ合いと荷重分散が確保されます。
浸炭、高周波焼入れ、焼き入れなどのカスタマイズされた熱処理プロセスを通じて、材料の微細構造を最適化します。これにより、表面硬度、耐摩耗性、およびコアの靭性が大幅に向上し、厳しいアプリケーション要件を満たします。
熱処理された歯面に歯車研削加工、ホーニング加工を施し精密加工を行っております。これにより、技術図面に指定されている優れた寸法精度、幾何学的精度、および表面仕上げが実現されます。
CMM、ギアテスター、特殊機器を使用した最終的な包括的な検査により、すべての技術仕様への 100% の準拠が保証されます。各ギアは出荷前に全次元の性能検証が行われます。
強度、耐摩耗性、コスト効率の理想的なバランスを実現します。当社と提携して、指定された負荷の下でギアが確実に動作するように材料を選択する当社の専門知識を活用し、材料の選択を製品の永続的な競争上の優位性に変えてください。

スチールは、高負荷コンポーネントに比類のない強度、耐久性、多用途性を提供します。さまざまな熱処理を通じて硬化できるため、産業機械、自動車トランスミッション、重機などの要求の厳しい歯車用途の基本材料となっています。
正確に適合した材料ソリューションを入手してください!
デザインをアップロードする表面仕上げがドライブ システムの故障点にならないようにしてください。当社は、騒音低減、耐摩耗性、寿命を直接目標とした、工学的に設計された仕上げソリューションを提供します。デザインをアップロードして、パフォーマンスと費用対効果のバランスを考慮したカスタマイズされた推奨事項を作成します。

浸炭焼入れにより表面に高炭素マルテンサイト層が形成され、高負荷歯車の耐摩耗性と疲労強度が向上します。

低温窒化処理により高硬度の表面窒化層が形成され、高い耐摩耗性、耐疲労性、優れた寸法安定性を兼ね備えています。

電磁誘導による精密な表面硬化により、目的の加熱と焼き入れを実現します。重要なギアの歯とシャフトの耐摩耗性と疲労強度を強化します。

微結晶リン酸塩被膜を形成し、精密ギア部品の耐食性と塗料の密着性を大幅に向上させます。

耐久性と耐腐食性の金属層を堆積させ、表面保護を強化する精密コーティングプロセス。
表面に媒体を衝突させて残留圧縮応力を誘発する冷間加工プロセスで、重要なギア部品の疲労強度と耐久性が大幅に向上します。

中国全土の歯車製造スペシャリストの専用ネットワークを活用して、パワートランスミッションのサプライチェーンを最適化します。当社は、先進的な歯車ホブ切り、整形、研削、仕上げ装置を統合して、試作から生産までの明確なコミュニケーションと信頼性の高いグローバル物流に支えられて、最適化された歯当たり、騒音の低減、耐用年数の延長を備えた精密歯車を提供します。







LS Manufacturing は、自動車、航空宇宙、ロボット工学、産業オートメーション、エネルギー分野の大手企業と提携して、厳しい条件下でも優れた精密ギア ソリューションを提供しています。プロトタイピングから大量生産まで、当社は重要な電力伝送システムの最適なパフォーマンス、耐久性、ノイズ低減を保証します。

大手電気自動車メーカーは、新しいマルチスピード e-アクスルでギア鳴きを低減しながら、パワートレインの効率を最大化するという課題に直面していました。 LS Manufacturing は、最適化された歯形と超仕上げ表面を備えたカスタムはすば歯車を提供し、継続的な高トルク条件下で優れた静かな動作と 99% 以上の動力伝達効率を実現しました。

航空宇宙システム インテグレーターは、バックラッシュに対する許容度がゼロで、重量制限が厳しい、新しいフライバイワイヤ作動システム用の高強度で軽量のスパイラル ベベル ギアを必要としていました。当社は、AS9100 規格を満たす肌焼き合金鋼歯車を製造し、部品重量を 22% 削減しながら、厳格な耐久テストに合格しました。

ロボット メーカーは、7 軸協働ロボットに高トルク密度、ほぼゼロのバックラッシュ、長寿命を提供する波動歯車装置と高精度遊星歯車セットを必要としていました。当社のカスタム グラウンド ギア システムは、スムーズな動き、±5 秒角以内の再現可能な位置決め、20,000 時間以上の持続的な性能を実現しました。

再生可能エネルギーのリーダーは、5MW 洋上風力タービンの極端なトルク変動に耐えることができる大口径遊星歯車セットの信頼できるサプライヤーを探していました。当社では、Ni-Cr-Mo 鋼歯車を機械加工および肌焼き処理し、特殊な歯研削を実施して、海水暴露条件下でも 25 年の設計寿命を確保しました。

鉱山機械製造業者は、コンパクトな地下運搬車において、衝撃荷重や摩耗性汚染に耐性のある超耐久性の平歯車と遊星歯車を必要としていました。浸炭処理と精密研削加工を使用して、15,000 時間を超える動作時間でも故障することなく歯車を製造し、計画外のダウンタイムを 40% 削減しました。
歯車加工は、信頼性の高い動力伝達のためのエンジニアリングソリューションを提供します。
高精度と一貫性: 厳密な歯形と厳しい公差 (ISO 5 ~ 6 まで) を備えた歯車を製造し、スムーズな噛み合い、最小限の騒音、生産バッチ全体での一貫した性能を保証します。
複雑な形状の機能: 特定の負荷、速度、効率の要件を満たすために、高度な CNC プロセスを使用して複雑な平歯車、ヘリカル歯、ベベル歯、およびカスタム歯の形状を機械加工します。
優れた表面仕上げ: 研削とホーニングにより最適化された表面の完全性 (Ra <0.4μm) を実現し、摩耗、摩擦、振動を低減して耐用年数を延ばします。
材料の多様性: 合金鋼、ステンレス金属、エンジニアリング プラスチックをカスタマイズした熱処理で加工し、硬度、靱性、耐疲労性を高めます。
バッチ生産の再現性: 自動化されたプログラムされたプロセスにより、大量生産において均一な品質と寸法精度を確保し、ばらつきを排除します。
長期的なコスト効率: ダウンタイム、メンテナンスの必要性、運用期間全体にわたる総所有コストを削減する耐久性のあるギアを提供します。
完璧な動力伝達が求められる用途において、当社の精密歯車加工は、妥協のない信頼性と寿命を必要とする業界全体で、滑らかな動き、高いトルク容量、静かな動作を保証するコンポーネントを提供します。
可聴ノイズを最小限に抑え、出力密度を最大化し、次世代 e ドライブ システムの継続的な高トルクに耐える高効率のヘリカル ギヤ セットとプラネタリ ギヤ セットを開発し、車両の航続距離とパフォーマンスを直接向上させます。
ゼロバックラッシュ波動歯車と高精度遊星セットを提供し、協働ロボット システムや産業ロボット システムにおいて正確で再現性のある位置決めとスムーズな動作を可能にします。
アクチュエーター、補助パワーユニット、ローターシステムの極度の環境ストレス下でも重要な性能基準を維持する、非常に信頼性の高い軽量スパイラルベベルギアと平歯車を製造します。
精度が重要な手術用ロボット、イメージング システム、輸液ポンプなどに、信頼性の高い汚染のない動作を保証する、コンパクトで超静かなギア トレインとリード スクリューを加工します。
建設、農業、鉱山用途での厳しい衝撃荷重、摩耗性汚染物質、24 時間 365 日の連続稼働に耐えるように構築された大規模な硬化ギアを設計します。
タービン用途での負荷変動や過酷な環境にさらされた状態で数十年にわたって使用できるように設計された、大口径の表面硬化処理を施した遊星歯車ステージやヘリカル ギア ステージを製造します。
精密切断を超えて: 保証されたパフォーマンスと信頼性をお届けします
歯車の切断、熱処理、仕上げを複数のベンダーを管理すると、調整の遅れ、コミュニケーションのギャップ、責任の問題が生じます。
不安定なギアの形状と表面仕上げは、トランスミッションのノイズ、振動、早期摩耗、およびコストのかかる生産ラインの停止につながります。
技術的なパートナーシップが不足すると、製造容易性設計 (DFM)、コストの最適化、およびパフォーマンスの向上の機会が失われます。
生産能力に制約のある店舗からの信頼性の低い納品は、プロジェクトの遅延、在庫不足、市場機会の逸失を引き起こします。
材料とプロセスの選択から最終検査と出荷に至るまで、当社はエンドツーエンドの管理を提供し、シームレスなワークフローと単一の説明責任を保証します。
当社のプロセスは SPC と高度な計測を統合して欠陥を防止し、すべてのギアが指定された精度 (ISO 6-9 など) と性能基準を満たしていることを保証します。
当社のエンジニアは最初からお客様と協力し、プロアクティブな DFM 分析とプロセスの最適化を提供して、パフォーマンス、耐久性、コストの最適なバランスを実現します。
ギア専門家の専用ネットワークと透過的な生産追跡により、プロトタイプから量産まで、お客様の生産スケジュールに合わせたオンタイム納品を保証します。
当社は単にギアを提供するだけではなく、保証されたパフォーマンスと信頼性も提供します。




LS Manufacturing では、あらゆる歯形に品質が設計されています。ギアの真の価値は、静かな動作、効率的な動力伝達、耐用年数の延長など、システム内のパフォーマンスによって決まることを私たちは理解しています。当社の取り組みにより、すべてのコンポーネントが仕様を満たしているだけでなく、保証された信頼性も保証されます。
性能を正確に検証します。特殊な歯車分析装置、CMM、表面粗さ試験機を使用して、歯形、ピッチ、振れ、表面仕上げなどの重要なパラメータを測定し、滑らかな噛み合い、最小限の騒音、最適な荷重分散を確保します。
部分だけではなく、完全な検証を受けられます。当社の詳細な文書パッケージには、ギア検査レポート、材料認証、熱処理記録、および完全なコンプライアンス文書が含まれており、原材料から完成したギアまで完全なトレーサビリティを提供します。
ISO 9001:2015 および IATF 16949 認定サプライヤーとして、当社はギアの信頼性がシステムの安全性とパフォーマンスに直接影響を与える自動車、航空宇宙、産業分野で要求される厳しい品質基準を満たしています。
当社の品質チームは、設計レビューから生産までお客様と連携します。当社は、歯車製造に特化した統計的プロセス管理、DFM 分析、継続的モニタリングを導入し、欠陥を防止し、一貫した信頼性の高い生産を保証します。
歯車加工は、原材料を規定の歯形を備えた精密な動力伝達コンポーネントに変換する特殊なサブトラクティブ製造プロセスです。このプロセスは、歯車設計パラメータが機械命令に変換されることから始まります。ホブやシェーピングカッターなどの専用の切削工具は、ワークピースに対する調整された動きを通じて歯の形状を生成し、その結果、スムーズで効率的かつ信頼性の高い動きの伝達を保証する歯車が得られます。
•歯車データ(CADモデルまたは歯車仕様)をアップロードします。当社のエンジニアは、歯の形状、負荷分散、製造可能性について詳細な分析を実行し、お客様の材料と性能の要件に合わせて最適な機械の運動学と切断シーケンスをプログラムします。
•歯車ブランク (シャフトまたはディスク) は、専用の歯車機械 (ホバー、シェイパー、またはグラインダー) にしっかりと取り付けられます。ホブ、成形カッター、研削砥石など、事前に校正されたアプリケーション固有の切削工具が取り付けられ、正確に位置合わせされます。
•マシンはプログラムされたサイクルを実行します。たとえば、ホブ切り加工では、回転するホブとワークピースが同期して歯溝が徐々に生成されます。この段階では、静かな動作と耐荷重に重要な正確なインボリュート プロファイル、ねじれ角、歯の間隔が作成されます。
•ギヤでは、指定された表面品質と精度を達成するためにバリ取りが行われ、多くの場合、研削やホーニングなどの二次仕上げプロセスが行われます。その後、各ギアの歯形、ピッチ、振れ、表面仕上げが厳密に検査され、必要な ISO または AGMA 精度グレードを満たしていることが確認されます。

調達プロセスを合理化します。ギア設計をアップロードすると、製造可能性の分析、正確な価格設定、リードタイムがすべて数時間以内に得られます。
2D 図面または 3D CAD モデルを簡単に送信して、ギア プロジェクトを開始できます。最も正確なレビューを行うために、モジュール、歯数、精度グレード、材料要件などの主要な仕様を含めます。
詳細で透明性の高い見積もりと、製造性を考慮した包括的な歯車設計レポートを受け取ります。当社のエンジニアは、お客様の設計を分析して、最適な歯形、材料の選択、コスト効率の高い製造戦略を実現します。
製造を開始する前に、すべての仕様、納期、物流を確認して最終的な製造注文を承認します。当社はお客様の完全な確認後にのみ作業を進め、ギアがお客様の要件に正確に適合していることを確認します。
LS Manufacturing からの最新ニュースと発表を常に最新の状態に保ってください。以下の最新記事をご覧ください。
当社は歯車のホブ切り加工、成形、研削、仕上げ加工を含む総合的な歯車加工サービスを提供しています。これにより、単純な平歯車から複雑なまがりかさ歯車まで、お客様の特定の用途に適切な製造方法を適合させることができ、最適な歯当たり、騒音性能、負荷容量を確保できます。当社のマルチプロセス機能により、単一ソースでの完全な歯車製造ソリューションが可能になります。
当社の能力には、ISO 6 ~ 9 グレードの精度レベルで最大直径 1000 mm の歯車を製造することが含まれます。当社は厳しい歯形公差 (±0.005mm) を実現し、さまざまな歯車鋼、合金、エンジニアリング プラスチックを使用し、完全な熱処理と仕上げサービスを提供します。プロトタイプの数量から 10,000 ユニットを超える量産に至るまで、当社はあらゆるタイプの歯車にわたって一貫した品質とパフォーマンスを保証します。
歯車ホブ加工では、回転ホブを使用して歯を段階的に生成します。これは、高生産性の平歯車やはすば歯車に最適です。ギアの成形には、噛み合い動作を模倣する往復カッターが採用されており、内歯車、クラスター、複雑なプロファイルに最適です。当社は、お客様のギア設計、数量要件、精度のニーズに基づいて最適なプロセスを選択し、複雑なギアボックス アセンブリでは両方の方法を組み合わせることもよくあります。
研削歯車は熱処理後に精密研削加工を施し、優れた精度(ISO 3~6)と高速用途での静粛性を実現しています。中程度の精度要件 (ISO 7-9) では、カットギアの方がコスト効率が高くなります。当社は、騒音と効率が重要となる自動車トランスミッション、航空宇宙システム、高精度ロボット工学にグランド ギアを推奨します。
自動車用トランスミッションの場合、ノイズと耐久性のバランスを考慮してRa 0.4~0.8μmを推奨します。航空宇宙および医療用途では、最大の効率と精度を得るために Ra 0.2 ~ 0.4μm が必要となることがよくあります。工業用歯車は通常、コスト効率の高い性能を得るために Ra 0.8 ~ 1.6μm を使用します。当社のエンジニアは、お客様の動作条件と性能要件に基づいて理想的な仕上げを指定します。
お客様の性能ニーズに応じて、表面焼入れ、高周波焼入れ、窒化処理、貫通焼入れを行っております。肌焼き(浸炭)は、高負荷の自動車および航空宇宙用ギアに表面硬度とコアの靭性の最適な組み合わせを提供し、窒化は精密研削ギアに最小限の歪みをもたらします。
当社では、歯車試験機、CMM、特殊計測機器を使用して、歯形、ピッチ、振れ、表面仕上げの検証を含む歯車の全数検査を実施しています。すべてのギアには、仕様への準拠を保証するための材料証明書、熱処理記録、検査レポートを含む完全なトレーサビリティ文書が含まれています。
高負荷用途には肌焼き鋼(16MnCr5、20MnCr5)を推奨します。耐摩耗性を考慮すると、窒化鋼 (34CrAlNi7) が最適です。青銅と真鍮はウォームホイールに適しており、POM やナイロンなどのプラスチックは軽量で静かな動作に適しています。当社のエンジニアは、負荷、速度、環境条件に基づいて最適な材料を推奨します。
プロファイル研削では、歯のスペースに正確に一致するドレスホイールを使用し、大量生産に最高の精度と一貫性を提供します。研削を生成すると、ホイールとギア間の相対運動を通じて歯の形状が作成され、プロトタイプや小規模バッチに柔軟性が提供されます。当社では、お客様の特定の用途に合わせて、精度とコスト効率の両方を最適化する研削方法を選択します。
















