
Les services d'usinage CNC sont essentiels à la fabrication de pièces de précision pour les véhicules à énergies nouvelles. Face à un marché mondial des véhicules électriques de plus en plus concurrentiel, les constructeurs automobiles cherchent à réduire significativement leurs coûts. Les acheteurs qui s'interrogeaient sur le prix d'une pièce détachée pour Xiaomi YU7 ont constaté que les méthodes d'usinage traditionnelles ne permettent pas d'allier une précision extrême à un prix compétitif.
Étant donné que les pièces automobiles doivent souvent être fabriquées pour répondre aux caractéristiques physiques de différents environnements, l' optimisation DFM est indispensable. Sans cela, le taux de rebut peut dépasser 20 % et la stabilité du CPK ne peut être garantie. Cet article présente donc une méthode permettant de réduire le coût total de fabrication de 15 à 30 % tout en maintenant une tolérance de 0,005 mm .

Service d'usinage CNC de précision : Aperçu rapide des principales réponses
| Besoins fondamentaux | Solutions | Données clés | Avantages pour le client |
| Réduire les coûts de maintenance à long terme | Contrôle de processus SPC + usinage 5 axes | CPK ≥ 1,33, perpendicularité ± 0,02 mm | Élimine les coûts d'inspection de la qualité après production et réduit les interférences d'assemblage . |
| Amélioration de l'utilisation des matériaux | Optimisation DFM + Ajustement des paramètres | Réduit le taux de rebut, rapport profondeur/diamètre ≤5:1. | Réduit le gaspillage de matériaux et diminue les coûts des procédés spéciaux. |
| Réduction des cycles de livraison | Refroidissement haute pression + optimisation des paramètres de coupe | Augmente la vitesse d'avance à 1500 mm/min. | Améliore l'efficacité et réduit les coûts liés au temps machine. |
| Résolution de la déformation due aux contraintes thermiques | Liaison à 5 axes + serrage hydraulique | Déformation contrôlable des pièces à parois minces, tolérance ±0,005 mm . | Améliore le rendement et assure la stabilité des lots. |
Cet article s'adresse principalement aux clients du secteur des achats automobiles. Il aborde les processus, des études de cas et le contrôle qualité. Il met également en lumière les difficultés rencontrées en usinage et propose des solutions concrètes et applicables pour réduire les coûts et améliorer l'efficacité.
Pourquoi faire confiance aux services d'usinage CNC de précision de LS Manufacturing ? Expérience dans la fabrication de pièces automobiles
Nos partenaires en usinage CNC ont un impact significatif sur la stabilité de la production et la maîtrise des coûts des pièces pour véhicules à énergies nouvelles. Forte de nombreuses années d'expérience, LS Manufacturing est aujourd'hui un fournisseur de premier rang et est fréquemment choisi par les constructeurs automobiles . L'entreprise bénéficie d'un professionnalisme et d'une crédibilité reconnus par les organismes officiels. Notre entreprise respecte les normes internationales en matière de processus d'usinage grâce à la mise en œuvre rigoureuse du système de management de la qualité ISO 9001:2015 .
Nous possédons 20 ans d'expertise dans l'usinage de pièces automobiles de précision. Nos services ont été déployés auprès de plus de 50 constructeurs automobiles à travers le monde. Nous nous concentrons principalement sur les composants essentiels des véhicules électriques et hybrides, tels que les carters de transmission et les corps de vannes de précision. Nos machinistes sont certifiés IATF 16949:2016 et possèdent les compétences nécessaires pour fabriquer des pièces complexes et relever les défis de la fabrication conforme dans des environnements multiphysiques.
Auparavant, nous avons aidé un grand constructeur automobile à surmonter les difficultés d'usinage de l'alliage d'aluminium 7075 en améliorant son taux de rendement de 82 % à 99,7 %, en réduisant le coût par pièce de 28 % et en économisant plus de 500 000 $ par an grâce à l'utilisation de services d'usinage CNC performants et rentables basés sur les données.
Que ce soit pour le développement de prototypes ou la production en série, nous proposons des solutions sur mesure pour minimiser les risques liés à la livraison et à la qualité . Si la précision d'usinage, les coûts ou les délais de livraison vous préoccupent, contactez nos ingénieurs experts pour obtenir des conseils gratuits en optimisation des processus.

Pourquoi les services d'usinage CNC de précision peuvent-ils réduire les coûts d'entretien à long terme des véhicules à énergies nouvelles ?
La précision des pièces structurelles des véhicules à énergies nouvelles détermine non seulement la stabilité de l'ensemble du véhicule, mais aussi sa durée de vie. Le recours à un service d'usinage CNC de haute précision est l'un des moyens d'éliminer les défauts de production et de réduire les coûts d'entretien tout au long du cycle de vie du véhicule. Il s'agit d'un défi majeur pour les constructeurs automobiles.
Le contrôle des procédés SPC contribue à maintenir la stabilité du CPK et à minimiser le risque d'interférences d'assemblage.
Grâce au contrôle de processus SPC, nous avons réussi à maintenir la valeur CPK stable à un niveau supérieur à 1,33, avec 3 pièces défectueuses sur 1000 pièces, réduisant ainsi efficacement les interférences d'assemblage, évitant les coûts de retouche et de remplacement et réduisant les dépenses de maintenance à la source.
Usinage 5 axes vs. usinage 3 axes : deux avantages pour multiplier l’efficacité et réduire les tolérances
L'usinage à cinq axes offre de grands avantages, notamment pour la manipulation de structures à surfaces courbes complexes :
- La pièce peut être usinée à partir de plusieurs faces en une seule opération , ce qui élimine les erreurs de positionnement, garantit une perpendicularité de 0,02 mm et diminue le taux de rebuts.
- L'efficacité du travail peut être augmentée de plus de 30 %, ce qui signifie que les heures de fonctionnement des machines sont réduites, ainsi que la réduction de l'usure des outils et les économies sur les coûts de remplacement ; tous ces facteurs contribuent indirectement à une baisse des coûts de maintenance.
Un service d'usinage CNC de haute précision allie exactitude et coût . Choisir une solution d'usinage CNC économique permet d'optimiser la rentabilité. Pour en savoir plus sur les économies réalisées sur les coûts de maintenance, téléchargez gratuitement notre livre blanc sectoriel.
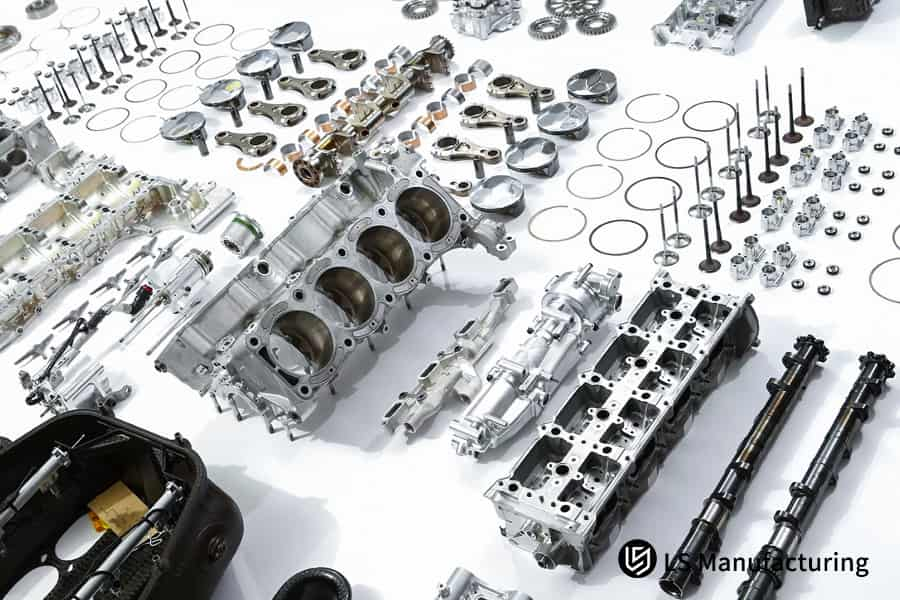
Figure 1 : Gros plan sur les composants du bloc moteur en aluminium usinés CNC avec des détails complexes.
Comment optimiser l'utilisation des matériaux grâce à la conception pour la fabrication (DFM) dans les services d'usinage CNC sur mesure pour pièces automobiles ?
L'optimisation DFM est essentielle pour économiser la matière dans les services d'usinage CNC sur mesure . Outre la réduction des déchets et des temps d'usinage, elle peut être utilisée pour les pièces automobiles en alliages d'aluminium.
Comparaison des vitesses de coupe et optimisation des paramètres pour les alliages d'aluminium
Les vitesses de coupe des alliages d'aluminium automobiles les plus couramment utilisés, 6061-T6 et 7075, varient considérablement. Voici quelques données issues de nos propres tests pour vous aider à optimiser les paramètres :
| Types d'alliages d'aluminium | Vitesse de coupe vc (m/min) | Vitesse d'avance f (mm/tr) | Durée de vie de l'outil (min) | Utilisation des matériaux (%) |
| 6061-T6 | 300-400 | 0,2-0,3 | 120-150 | 85-90 |
| 7075 | 200-280 | 0,15-0,25 | 80-100 | 80-85 |
Recommandations clés concernant l'ajustement des paramètres structurels
Modifier les paramètres structurels des pièces est un moyen d'améliorer l'utilisation des matériaux. Voici quelques suggestions :
- Maintenir le rayon d'angle R entre 1,5 et 2,0 mm est un moyen d'éviter les rebuts et de prévenir l'usure de l'outil.
- Maintenir l' épaisseur de paroi T entre 2,0 et 3,0 mm est un moyen d'éviter à la fois une épaisseur excessive et le gaspillage, et de raccourcir le temps d'usinage .
- Rapport profondeur/diamètre de 5:1 pour les trous profonds, afin de réduire le besoin de procédés spéciaux coûteux et de faciliter un rendement plus élevé.
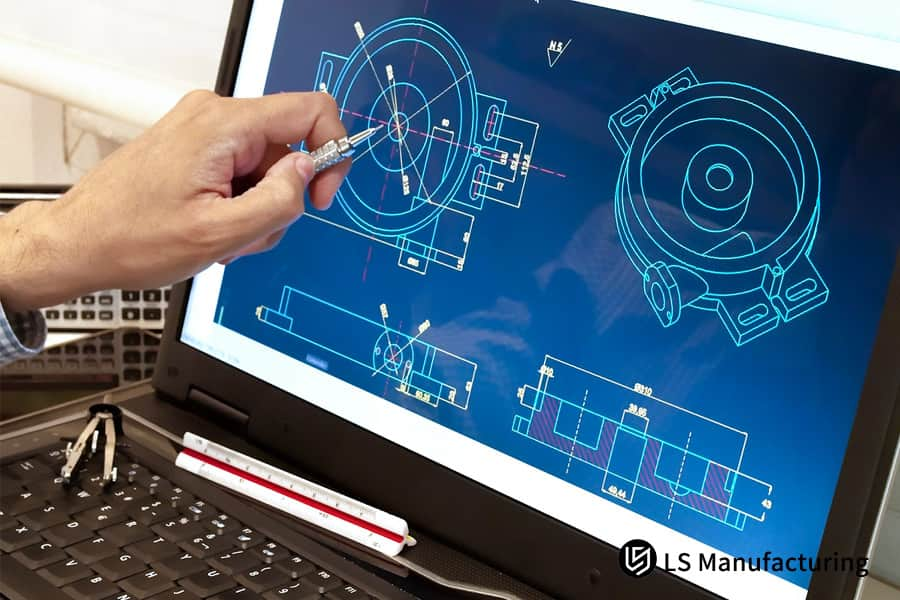
Figure 2 : Un ingénieur examine le plan CAO pour la fabrication de pièces automobiles.
Comment optimiser la découpe pour raccourcir les délais de livraison des coques complexes grâce aux services d'usinage CNC ?
Les longs cycles d'usinage des pièces complexes en alliage d'aluminium constituent un problème majeur dans l'industrie. En optimisant les paramètres de coupe et en intégrant des technologies de pointe, le délai de livraison des services d'usinage CNC peut être considérablement réduit sans compromettre la qualité.
Utilisation de la technologie de refroidissement à haute pression
Dans notre processus de production, nous utilisons une technologie de refroidissement haute pression de 300 bars qui pulvérise et évapore avec précision la chaleur de la zone de coupe, évitant ainsi non seulement la déformation thermique des pièces , mais diminuant également les risques de retouches et de corrections.
De plus, cela nous permet d'augmenter la vitesse d'avance de 1200 mm/min à 1500 mm/min, ce qui accroît le débit d'usinage de 25 % et réduit considérablement le temps d'usinage d'une pièce.
Optimisation précise des paramètres de coupe
En nous basant sur la structure des composants de la coque, nous avons optimisé les paramètres de découpe. La comparaison détaillée est la suivante :
| Paramètres de coupe | Avant l'optimisation | Après optimisation | Amélioration |
| Vitesse d'avance (mm/min) | 1200 | 1500 | Amélioration de l'efficacité de 25 % |
| Vitesse de coupe (m/min) | 320 | 380 | Réduction de l'usure des outils de 15 % |
| Profondeur de coupe (mm) | 1.5 | 2.0 | Réduction de 20 % des étapes d'usinage |
Comment résoudre les problèmes de contraintes thermiques lors de l'usinage CNC de pièces automobiles avec la technologie 5 axes ?
Dans l'usinage CNC de pièces automobiles , en particulier de pièces à parois minces d'une épaisseur inférieure à 1,5 mm, les problèmes de gauchissement et de déformation sont très susceptibles de survenir.
La technique d'usinage simultané sur 5 axes, combinée à la fabrication conforme multiphysique, constitue une solution efficace à ce problème.
Déploiement du concept de fabrication conforme multiphysique
En intégrant les simulations des champs de température et de contrainte, nous pouvons analyser et prédire le déroulement des déformations. Cette capacité nous permet de déterminer les trajectoires d'usinage et les méthodes de bridage optimales , ce qui nous permet à son tour de limiter les risques de déformation, d'améliorer l'efficacité et d'accroître le rendement.
Principales étapes pour atténuer le stress résiduel
Lors de l'usinage 5 axes, nous adoptons deux approches pour libérer les contraintes résiduelles :
- Serrage hydraulique précis (2-5 kN) afin d'éviter la déformation du serrage et de maintenir la stabilité.
- Trajectoire de coupe symétrique pour obtenir une répartition uniforme des contraintes et de la chaleur dans la pièce, évitant ainsi le gauchissement et garantissant des tolérances inférieures à 0,005 mm.
Étude de cas LS Manufacturing : Aider un constructeur automobile à réduire ses coûts de 30 % sur les pièces automobiles personnalisées (fusée de direction).
Les fusées de direction sont des pièces automobiles sur mesure essentielles pour les châssis des véhicules à énergies nouvelles. Un équipementier de premier rang a rencontré des difficultés d'usinage d'une nouvelle fusée de direction lors du prototypage. LS Manufacturing a proposé une solution personnalisée, permettant une réduction des coûts de 30 % et un gain d'efficacité.
Défis des clients
Les fusées de direction du fournisseur sont en alliage d'aluminium 7075, un matériau difficile à usiner car il entraîne fréquemment la casse des outils. De plus, le rendement du processus était inférieur à 85 % et le coût unitaire de 80 $ , soit 40 % de plus que le budget prévu. Outre ces difficultés, l'entreprise devait également fournir des échantillons dans un délai très court pour permettre les essais routiers.
Solutions de fabrication LS
Après avoir pris en compte les modifications du client, notre équipe d'ingénieurs a immédiatement procédé à un examen détaillé des plans des pièces. En tenant compte de la transformation de l'alliage d'aluminium 7075, nous avons élaboré un plan d'optimisation global :
Nous avons modifié structurellement le système de fixation hydraulique, en utilisant une méthode de positionnement à six points pour contrôler avec précision la force de serrage à 3,5 kN , ce qui a non seulement empêché la déformation du serrage, mais a également augmenté l'efficacité du serrage et diminué le temps de serrage.
- Mise à jour de l'outil :
Nous avons introduit des outils revêtus de carbone amorphe (DLC) . La dureté de ces outils est supérieure à HV2000 et leur résistance à l'usure est 40 % plus élevée, ce qui a permis de résoudre parfaitement les problèmes d'écaillage et d'allonger leur durée de vie.
- Optimisation des processus :
Nous avons retravaillé la trajectoire d'usinage simultanée 5 axes et appliqué des paramètres de coupe à haute vitesse (18 000 tr/min), ce qui a permis de réduire de 35 % les déplacements à vide et de raccourcir le temps d'usinage. Parallèlement, après optimisation DFM, nous avons modifié certains paramètres de la pièce, tels que le rayon de congé et l'épaisseur de paroi, ce qui a permis une meilleure utilisation de la matière.
Résultats et valeur
Après optimisation, le taux de rendement des fusées de direction a atteint 99,8 % , les coûts d'outillage ont été réduits de 30 % et le coût unitaire a chuté à 54,4 $ (soit une réduction de 32 %). Les échantillons ont été expédiés sous 10 jours, permettant ainsi au modèle de véhicule de passer avec succès les essais routiers.
Ce cas illustre parfaitement comment notre service d'usinage CNC sur mesure peut résoudre efficacement les problèmes liés à la transformation des pièces automobiles, permettant ainsi à nos clients de réduire leurs coûts et d'accroître leur efficacité . Si vous rencontrez des difficultés similaires en matière d'usinage , n'hésitez pas à nous contacter pour une évaluation gratuite de vos processus et des solutions vous permettant d'optimiser vos coûts.

Comment garantir la constance dimensionnelle dans la fabrication automobile CNC avec une traçabilité complète ?
La constance dimensionnelle est primordiale pour tous les constructeurs automobiles en matière de fabrication de pièces automobiles en série par usinage CNC . La traçabilité complète de la qualité tout au long du processus constitue un moyen efficace de garantir cette constance, tout en contribuant à éviter les problèmes d'assemblage et les rebuts de lots.
Mettre en place une ligne d'inspection complète du processus
Nous avons décidé de mettre en place une ligne d'inspection complète du processus afin de garantir la précision des pièces :
- Contrôle des matières premières : Les matières premières de chaque lot sont testées quant à leur composition et leur dureté afin de garantir leur conformité aux normes industrielles.
- Inspection en cours de processus : la machine à mesurer tridimensionnelle (MMT) examine les dimensions clés en temps réel ; par exemple, elle échantillonne 10 pièces par heure pour corriger les écarts sans délai.
- Inspection des produits finis : AOI effectue une inspection à 100 % des produits finis ; chaque envoi est accompagné d’un rapport d’inspection CMM.
Garantie exacte de la cohérence dimensionnelle
Nous pouvons garantir que sur 10 000 unités, l'écart de distance centrale des trous de serrure est de 0,01 mm (principe 3), soit un taux de réussite de cohérence dimensionnelle de 99,9 % , assurance qualité fournie par des données explicitées.

Figure 3 : Jantes en alliage haute performance fabriquées par usinage CNC sur mesure.
Comment concilier finition de surface et usinage CNC rentable en production de masse ?
En production de masse, la rugosité de surface influe considérablement sur le coût d'usinage CNC . Les acheteurs doivent donc trouver un juste équilibre entre ces deux facteurs.
Différences de coût selon la rugosité de surface
Plus la rugosité de surface est élevée, plus les coûts augmentent. La différence de coût entre Ra0,8 et Ra0,4 est considérable, comme illustré ci-dessous :
| Rugosité de surface Ra (μm) | Passes finales | Coût d'usinage d'une seule pièce (USD) | Prime de coût (par rapport à Ra1.6) |
| 1.6 | 2 | 40 | 0% |
| 0,8 | 4 | 60 | 50% |
| 0,4 | 8 | 100 | 150% |
Solution de traitement de surface optimale et rentable
Nous proposons des solutions économiques pour différents scénarios d'application :
- Les surfaces non destinées à l'assemblage peuvent être finies à Ra1,6, ce qui évite un meulage fin et permet ainsi de réduire les coûts.
- Pour les surfaces d'assemblage critiques, la précision est assurée par un meulage fin à Ra 0,8.
- Des solutions combinées telles que l'anodisation dure sont également proposées pour répondre aux exigences des tests de brouillard salin de 240 heures.
Un équilibrage optimal peut réduire les coûts globaux des services d'usinage CNC de 15 à 20 %. Pour des solutions personnalisées, veuillez nous contacter pour obtenir un devis gratuit.

Figure 4 : Graphique comparant les niveaux de rugosité de surface pour le tournage et le fraisage CNC.
Pourquoi la chaîne d'approvisionnement de LS Manufacturing peut-elle garantir une livraison stable pour l'usinage CNC automobile ?
La fiabilité des livraisons de pièces automobiles usinées par commande numérique repose en grande partie sur une chaîne d'approvisionnement performante. Afin de garantir un approvisionnement fiable, LS Manufacturing non seulement collabore étroitement avec ses partenaires, mais intègre également leurs opérations de chaîne d'approvisionnement de manière approfondie.
Atténuer les risques commerciaux grâce à une intégration poussée des chaînes d'approvisionnement secondaires
Nous avons noué des alliances avec des producteurs clés d'aluminium et d'acier. Grâce à ces collaborations, nous avons intégré des chaînes d'approvisionnement secondaires, créant ainsi un système diversifié. Cela réduit les risques liés aux fluctuations commerciales et à la pénurie de matières premières , contribuant ainsi à maintenir un approvisionnement constant en usinage CNC pour les pièces automobiles.
Garantir la constance de la qualité des matières premières grâce à un contrôle rigoureux
Afin de garantir l'homogénéité de chaque lot et sa conformité aux normes établies, toutes les matières premières sont accompagnées d'un rapport d'essai réalisé par un organisme tiers, attestant de leur composition et de leur dureté. Cette étape est essentielle pour atteindre un niveau d'homogénéité des matériaux de 100 % , prévenant ainsi les fluctuations de qualité et les retards liés aux retouches.
Maîtriser les coûts grâce à un système d'alerte précoce d'inventaire numérique
Notre système d'alerte numérique de gestion des stocks assure un suivi continu des stocks et des prix, permettant ainsi un réapprovisionnement rapide. Grâce à des partenariats à long terme, nous garantissons le prix des matières premières et pouvons ainsi proposer à nos clients des tarifs stables tout en préservant nos avantages concurrentiels.
Notre service d'usinage CNC de pièces automobiles affiche un taux de livraison à temps de 99,5 % , vous assurant une tranquillité d'esprit totale. Pour des partenariats à long terme, contactez-nous afin de découvrir nos solutions de sécurisation de la chaîne d'approvisionnement.
FAQ
Q1 : Quels niveaux de tolérance votre usinage de précision pour pièces automobiles peut-il atteindre ?
Notre tolérance habituelle est de 0,01 mm. Grâce à l'usinage cinq axes de pointe, nous pouvons la réduire à 0,005 mm, ce qui répond parfaitement aux exigences de précision des pièces pour véhicules à énergies nouvelles. Téléchargez vos plans pour obtenir un devis d'usinage CNC instantané et découvrir les détails du processus.
Q2 : Quel est votre cycle de réponse technique et de livraison pour le développement de prototypes pour de nouveaux projets automobiles de précision ?
Dans les 24 heures suivant la réception des dessins 3D, nous pouvons réaliser l'analyse de fabricabilité (DFM) et vous proposer des solutions de traitement. Vous pouvez même obtenir des prototypes de haute précision en 3 à 7 jours ouvrables, ce qui est très pratique pour accélérer la R&D.
Q3 : Comment garantissez-vous une qualité constante pour chaque lot de pièces automobiles CNC produites en série ?
Grâce au contrôle statistique des procédés (SPC), nous effectuons un contrôle à 100 % des dimensions principales tout au long de la ligne de production. De plus, un rapport de mesure tridimensionnelle (MMT) accompagne chaque lot afin de garantir une qualité constante et la conformité des dimensions.
Q4 : Quels matériaux automobiles couramment utilisés prenez-vous en charge pour l'usinage ?
Nous avons une grande expérience dans l'usinage des alliages d'aluminium (6061/7075), de l'acier à haute résistance et des alliages de magnésium, qui sont les types de matériaux les plus couramment utilisés dans le processus de production des pièces automobiles.
Q5 : Comment réduire les coûts initiaux des moules ou des outillages dans le processus de personnalisation des pièces automobiles ?
Grâce à l'utilisation de gabarits modulaires standardisés et de lignes de production flexibles, nous sommes en mesure de réduire les coûts d'outillage d'environ 20 % pour les personnalisations en petites et moyennes séries. Ainsi, le seuil de personnalisation est abaissé.
Q6 : LS Manufacturing peut-il aider à apporter des modifications de conception allégées aux pièces ?
Oui, nous fournissons gratuitement des suggestions pour l'optimisation DFM et introduisons des techniques telles que l'évidement et le changement de matériau pour obtenir une réduction de poids sans compromettre la résistance.
Q7 : S’il existe des exigences de protection de la propriété intellectuelle pour les dessins, comment garantissez-vous la sécurité technique ?
Nous sommes toujours très stricts quant au respect des accords de confidentialité. Par exemple, dans un environnement LAN indépendant, seule l'équipe projet aura accès aux plans. La sécurité de la propriété intellectuelle de nos clients est également assurée par notre système de confidentialité robuste, qui comprend plusieurs niveaux de sécurité.
Q8 : Quels sont les différents services de post-traitement que vous proposez pour les pièces extérieures automobiles ?
Nous proposons des services d'anodisation dure, d'électrophorèse et de revêtement en poudre qui permettent aux pièces de résister à des tests de brouillard salin de 240 heures . De plus, leur texture et leur durabilité sont considérablement améliorées.
Résumé
La fabrication de pièces automobiles de précision exige un équilibre subtil entre matériaux, procédés, coûts et qualité. Au cœur de cet équilibre se trouvent des services d'usinage CNC de haute qualité ; choisir le bon partenaire permet de maîtriser les coûts et de garantir la qualité.
Vous recherchez un fournisseur ultra-fiable pour votre projet automobile de nouvelle génération ? Téléchargez simplement vos plans au format STEP et nos ingénieurs expérimentés vous fourniront un rapport d’évaluation gratuit, accompagné de suggestions d’optimisation des processus, sous 12 heures. Vous pourrez ainsi saisir les opportunités du marché et atteindre vos deux objectifs : réduction des coûts et amélioration de l’efficacité de l’usinage de pièces de précision !
📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site web : www.lsrpf.com .


