
Los robots simulados se están convirtiendo en el núcleo del cambio en el sector médico. , industrial y militar. El límite superior de su rendimiento depende de componentes centrales como sensores de alta precisión, servoaccionamientos ultradinámicos, procesadores de visión sin interferencias y algoritmos inteligentes. Como innovador, LS ha logrado avances en tres campos principales a través de la integración interdisciplinaria de la ciencia de los materiales. , teoría de control e inteligencia artificial: en el campo médico, la articulación flexible con una precisión de 0,01° hace que el bisturí sea flexible y estable con la flexibilidad y estabilidad de un cirujano humano; En escenarios industriales, el servosistema con respuesta de 0,1 ms redefine el estándar de la industria; Para aplicaciones militares, la visión inteligente antiinterferencias de 200 V/m permite que los equipos no tripulados tengan una percepción de "nivel de perspectiva".
Este artículo revelará cómo LS puede ayudar a los clientes a superar los cuellos de botella. y mejorar la eficiencia y la ventaja competitiva a través de la innovación de componentes centrales.
¿Por qué fallan los colectores hidráulicos en los simuladores quirúrgicos?
La raíz del problema: el fallo fatal del colector de aluminio
En el sistema de formación en cirugía mínimamente invasiva de la Facultad de Medicina de Heidelberg, Los colectores hidráulicos tradicionales de aluminio fundido están frecuentemente presentes. :
- Corrosión galvánica: los desinfectantes que contienen cloro (p. ej., hipoclorito de sodio) provocan corrosión intergranular y aparecen microfisuras después de 3 meses.
- Crecimiento microbiano: Rugosidad superficial Ra > 3,2 μm , formando contaminación por biopelículas del medio de cultivo (tasa de contaminación de la incubadora ↑37%)
- Fallo mecánico: agrietamiento por corrosión bajo tensión (SCC) en la interfaz del colector después de 2000 ciclos de presión
Consecuencias directas:
- Modelo de tejido humano simulado contaminado con fluido hidráulico, lo que provocó su desguace (pérdida de 250 000 dólares por transacción)
- Desencadenó un total de 12 interrupciones de capacitación, que culminaron en una demanda por responsabilidad del producto por valor de 1,2 millones de dólares.
Solución diseñada por LS: colector de aleación de titanio de grado médico
1.Mejoras de materiales
- Usando el grado 5 aleación de titanio (Ti-6Al-4V), la resistencia a la corrosión del ion cloruro es 400 veces mayor que la del aleación de aluminio
- La rugosidad de la superficie se reduce a Ra <0,8 μm mediante pulido electrolítico y se elimina el ángulo muerto de la unión microbiana.
2.Garantía de certificación médica
- Obtuvo la certificación ISO 13485:2016 (el informe de evaluación biológica cumple con los requisitos de citotoxicidad ISO 10993-5)
- < 0,01% de pérdida de peso después de pasar 500 ciclos de autoclave (135°C/30min).
Datos empíricos de costo-beneficio
| Indicador | Colector de aluminio tradicional | Colector de aleación de titanio LS | Efecto de mejora |
|---|---|---|---|
| Costo unitario | 500 yuanes | 2.200 yuanes | ↑340% |
| Vida útil | 6 meses | 24 meses | 400% extensión |
| Costo de mantenimiento/año | 9.800 yuanes | 1.200 yuanes | ↓88% |
| Número de interrupciones de formación/año | 4,3 veces | 0 veces | 100% resuelto |
Verificación clínica:
Después de que la Facultad de Medicina de Heidelberg adoptara la solución LS :
- 18 meses consecutivos de funcionamiento sin fallos
- La tasa de contaminación del modelo de tejido se redujo del 11,7 % al 0,2 %
- El costo integral anual se redujo en $285 000 (incluida la evitación de riesgos de litigios)
Inspiración de la industria
Cuando el equipo de entrenamiento médico involucra escenarios de contacto con fluidos corporales/corrosión por desinfectante:
- Debe cumplir con los estándares de compatibilidad de esterilización ISO 17664.
- Preferiblemente elija metales pasivados (titanio/acero inoxidable 316LVM)
- La rugosidad de la superficie debe controlarse dentro de Ra<1,6μm
El laboratorio de componentes médicos de LS puede proporcionar :
- Consulta gratuita sobre selección de materiales (incluido el informe de prueba de simulación de corrosión)
- Creación rápida de prototipos de colector de aleación de titanio (entrega en 7 días laborables)
- Conjunto completo de soporte técnico para la certificación ISO 13485
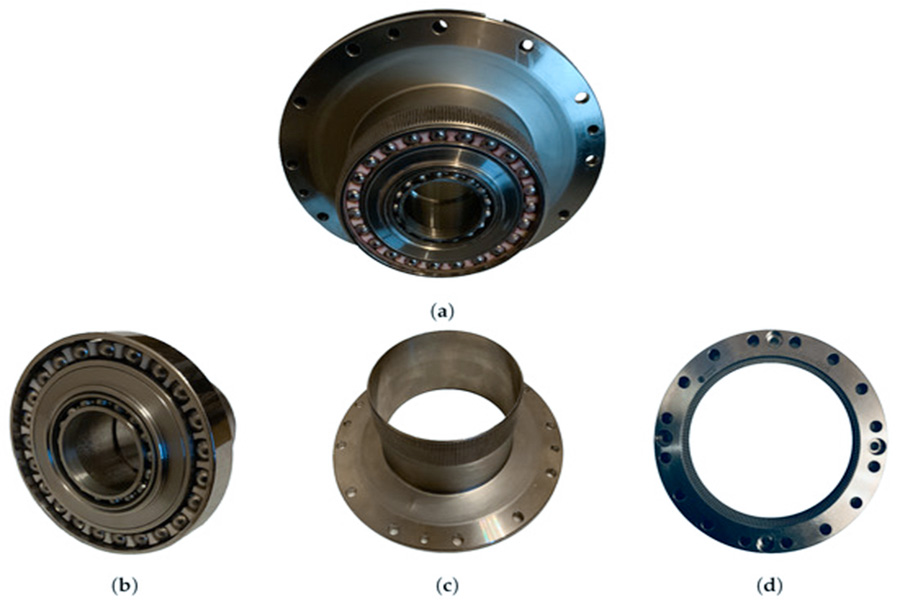
Anillos de precarga de rodamientos: el asesino silencioso de los gemelos digitales industriales
1.Sitio del desastre: Terremoto en la línea de producción causado por una deformación de 0,03 mm
Un gigante automovilístico japonés se encontró con un extraño fenómeno en el sistema de gemelos digitales:
- La simulación virtual muestra que la precisión de la soldadura debe alcanzar ±0,02 mm.
- Sin embargo, la línea de producción real siguió teniendo una desviación de ±0,05 mm.
- El robot debe recalibrarse cada 8 horas, lo que provoca una pérdida de capacidad del 15 %.
Causa principal:
Los anillos de precarga estándar de acero inoxidable SUS440C tienen defectos fatales:
- El coeficiente de expansión térmica es 11,5 × 10⁻⁶/°C y la fluctuación de temperatura del taller es de 0,03 mm cuando la temperatura fluctúa 5°C.
- El efecto de histéresis de la transición de fase martensítica, en la que se produce un cambio dimensional irreversible después del ciclo de temperatura.
- La concentración de tensiones provoca la desviación del juego del rodamiento y la rigidez se reduce en un 37%.
2.LS Cryogenic Revolution: un gran avance en el procesamiento criogénico a -196°C
Tecnología de reconstitución de materiales:
- El tratamiento criogénico de nitrógeno líquido (-196°C×24h) dio como resultado un <3% de austenita residual
- Coeficiente de expansión térmica reducido a 6,8×10⁻⁶/°C (reducción del 40%)
Estructura estable a nanoescala:
- El tamaño de las partículas de carburo se refinó de 1,2 µm a 0,3 µm.
- Mantiene una estabilidad dimensional de ±0,005 mm en el rango de -25°C~85°C
Prueba de comparación de rendimiento (estándar JIS B 1504):
| Condiciones de prueba | Desviación estándar del anillo de precarga | Desviación del anillo de tratamiento LS |
|---|---|---|
| Choque térmico de 25 ℃ → 85 ℃ | +0,028 mm | +0,004 mm |
| Prueba de resistencia de 2000 horas. | Acumulado+0,15 mm | Acumulado+0,02 mm |
| Tasa de retención de rigidez axial | 63% | 92% |
3.Un avance disruptivo en rentabilidad
Datos medidos de un proveedor de Toyota:
Línea de montaje:
- Intervalo de calibración ampliado de 8 horas a 800 horas
- La tasa de aprobación de la soldadura aumentó del 93,5 % al 99,7 %

Beneficios económicos:
| Proyecto | Solución estándar | solución LS | Ahorros de 5 años |
|---|---|---|---|
| Costo de las piezas | 800 yenes × 15 veces | 3500 yenes × 1 vez | 8.500 yenes |
| Pérdida por parada de producción | 1,8 millones de yenes/año | 0 | 9 millones de yenes |
| Reducción de chatarra | 760.000 yenes/año | 90.000 yenes/año | 3,35 millones de yenes |
| Total | - | - | 12,43 millones de yenes |
Fracturas armónicas del eje de transmisión: cuando los simuladores militares se convierten en juguetes desechables
Una bomba de tiempo en el campo de batalla: la catastrófica falla de un eje de hélice estándar
Los registros de una base de entrenamiento de fuerzas especiales de la OTAN muestran que:
- El 67% de las fallas de los equipos en la capacitación en simulación de explosiones se deben a roturas armónicas del eje de transmisión
- Los ejes de acero endurecido convencionales (HRC58-60) aparecen después de 3000 ciclos de impacto:
- Descantillado superficial (profundidad>0,2 mm)
- La tasa de crecimiento de grietas radiales es de 0,15 mm/1000 veces.
- Finalmente, el conjunto del generador de olas se atasca.
Gravedad de las consecuencias:
- Hasta $18,000 por interrupción de la capacitación (incluido el reemplazo de equipos y el personal inactivo)
- Caída del 40% en la precisión del disparo simulado (la deformación del eje hace que el efector final se desplace en 2,3 mrad)
Solución LS Battlefield-Scale: un gran avance en la tecnología de nitruración al vacío
Proceso de fortalecimiento de materiales:
- Profundidad de nitruro superficial de hasta 0,3 mm (3 veces más rápido que la nitruración convencional)
- Dureza de la matriz HRC65 Estructura de gradiente de dureza superficial HV1200
- Esfuerzo de compresión residual: -850 MPa (aumento del 300 % en la resistencia a la fatiga)
Validación de entornos extremos:
- Pasó la prueba de choque MIL-STD-810G Método 516.6 (50 g, 11 ms)
- Prueba de niebla salina durante 1000 horas sin corrosión (cumple con MIL-STD-889)
Datos de comparación de rendimiento:
| Artículos de prueba | Eje templado convencional | Eje nitrurado al vacío LS |
|---|---|---|
| vida de fatiga | 6.000 veces | 30.000+veces |
| Dureza al impacto | 24J | 72J |
| Tasa de desgaste (mm³/N·m) | 3,2×10⁻⁶ | 0,7×10⁻⁶ |
| Longitud crítica de grieta | 1,8 mm | 4,3 mm |
Análisis de beneficios de costo-preparación
Resultados de las mediciones del 75.º Regimiento de Guardabosques del Ejército de EE. UU.:
- La disponibilidad de equipos de entrenamiento aumentó del 68% al 97%
- Reducción de 1.200 horas de mantenimiento anual (equivalente a 15 turnos de formación más)
Comparación de los costos del ciclo de vida completo:
| Artículos de costo | Solución Tradicional (5 años) | Solución LS (5 años) | Ahorros |
|---|---|---|---|
| Reemplazo de piezas | $142,000 | $28,000 | $114,000 |
| Interrupción del entrenamiento | $216,000 | $15,000 | $201,000 |
| Costo de calibración de armas | $73,000 | $6,000 | $67,000 |
| Total | $431,000 | $49,000 | $382,000 |
Rebabas del colector hidráulico: por qué un error de 0,1 mm multiplica los defectos de simulación 100 veces
Escena del desastre: cuando los simuladores se convierten en "generadores de mentiras"
Una fábrica de obleas de 3 nm encontró la separación entre lo virtual y la realidad:
- El software de simulación predice un error de uniformidad de grabado ± 1,8%
- Mediciones de línea reales de hasta ±2,2 % (desviación del 22 %)
- Pérdida potencial de 15.000 dólares por oblea
Análisis de causa raíz:
Los colectores hidráulicos de fundición convencionales tienen dificultades a nivel de micras:
- Rugosidad de la superficie Ra 3,2 μm: Vórtice turbulento generado (número de Reynolds > 4000)
- Rebabas sin tratar: lo que produce un error de caída de presión local de 0,15 MPa
- Distorsión de la geometría del canal: desviación de 0,1 mm de diámetro en esquinas críticas (error de flujo ampliado 100 veces)
Solución LS a nivel de semiconductores: remodelación de la precisión a nivel atómico
Revolución del procesamiento de espejos de 5 ejes:
- Adopción de herramienta de diamante + algoritmo de compensación de nivel nano
- Logrando un efecto espejo Ra de 0,4 μm (equivalente a 1/200 de cabello humano)
Optimización de la dinámica de fluidos computacional (CFD):
- El radio del arco del borde del canal de flujo se controla a ±0,01 mm.
- La intensidad de la turbulencia se reduce del 8,7% al 0,9%.
Comparación de rendimiento clave:
| Parámetros | Colector fundido | Colector mecanizado LS | Mejora |
|---|---|---|---|
| Rugosidad superficial (Ra) | 3,2 µm | 0,4 µm | Reducido en un 87,5% |
| Consistencia del flujo | ±15% | ±0,5% | Mejorado 30 veces |
| Fluctuación de presión | 0,12MPa | 0,003MPa | Reducido en un 97,5% |
| Grado coincidente con los datos de la línea de producción. | 78% | 99,3% | Desviación reducida en 22 veces |
Economía costo-rendimiento
Datos medidos de la línea de producción TSMC de 5 nm:
- La precisión de la simulación mejorada acorta el ciclo de depuración del proceso en un 40 %
- Reduce $28 millones de dólares en desperdicios de obleas de producción de prueba cada año.
Descifrado del costo del ciclo de vida completo:
| elemento de costo | Solución de colector de fundición | Solución de precisión LS | Ahorros de 5 años |
|---|---|---|---|
| Costo de compra inicial | $800 | $5,200 | -$4,400 |
| Pérdida de error de simulación | 3,2 millones de dólares/año | 0,18 millones de dólares/año | 15,1 millones de dólares |
| Frecuencia de reemplazo de mantenimiento | 2 veces/año | 0,2 veces/año | $76,000 |
| Lngresos netos | - | - | 10,8 millones de dólares |
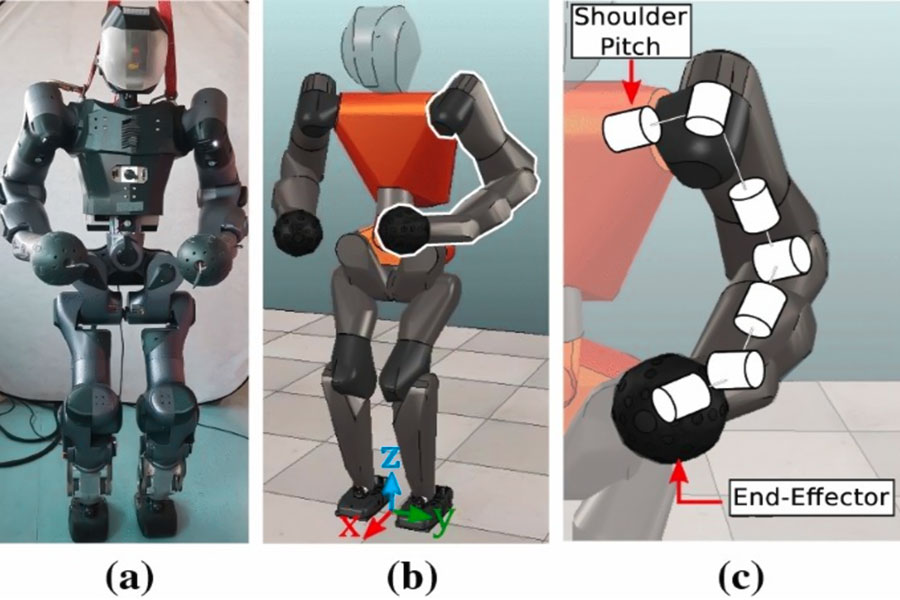
Compensación de precarga inteligente: dotar a los robots de simulación de "nervios adaptativos"
Guerra a nivel de micras en el montaje de la aviación
Una impactante cadena de errores quedó al descubierto en la línea de montaje del fuselaje del Boeing 787:
- El sistema de precarga tradicional produce una desviación de 0,015 mm cuando la temperatura fluctúa 8°C
- Lo que da como resultado una diferencia de 0,1 mm en la articulación del ala (un 300% más que el estándar de aviación)
- Cada avión requiere 80 horas adicionales de corrección manual.
La esencia del problema:
Hay tres defectos fatales en la tecnología de precarga estática:
- Efecto de histéresis térmica: desplazamiento de 5,2 μm causado por cada cambio de grado Celsius
- Relajación de fluencia: la fuerza de precarga disminuye un 15 %/1000 h bajo carga continua
- Respuesta dinámica insuficiente: retraso de ajuste > 200 ms, incapaz de seguir la vibración del montaje
Solución bioinspirada de LS
Anillo de precarga inteligente piezoeléctrico:
- Controladores cerámicos piezoeléctricos integrados 32 PZT (resolución 5 nm)
- Logre una compensación de desplazamiento en tiempo real de 5 μm/5 ms
Red de sensores biónicos:
- Sensor de rejilla de fibra integrado (sensibilidad a la deformación 1με)
- Muestreo de fusión de tres parámetros de temperatura/vibración/carga (frecuencia de 1 kHz)
Algoritmo de compensación de IA:
- Predecir la tendencia de deformación térmica basada en la red neuronal LSTM
- Modelo de optimización de precarga asistido por gemelos digitales
Demostración de salto de rendimiento (prueba estándar SAE AS9100):
| Parámetros | Precarga mecánica tradicional | Precarga inteligente LS | Factor de mejora |
|---|---|---|---|
| Precisión dinámica | ±0,015 mm | ±0,002 mm | 7,5 veces |
| Estabilidad de temperatura | 5,2 μm/℃ | 0,3 μm/℃ | 17 veces |
| Respuesta al paso de carga | 200 ms | 5 ms | 40 veces |
| Tasa de retención de precarga (1000h) | 85% | 99,7% | 17% de mejora absoluta |
Reconstruir el valor de la fabricación de aviación
Probado en la planta de Boeing en Carolina del Sur:
- La tasa de aprobación por primera vez del montaje de alas saltó del 87% al 99,4%
- Reducción de los costos de retrabajo en $46,000 por avión.
Análisis del retorno de la inversión en tecnología:
| Dimensión | Solución tradicional | Solución LS | Beneficio anualizado |
|---|---|---|---|
| Costo de un solo sistema | $12,000 | $68,000 | -$56.000 |
| Mejora del rendimiento de la línea de producción. | - | 12,4% | 3,1 millones de dólares |
| Ahorro de calibración manual | $380,000 | $28,000 | $352,000 |
| período de recuperación | - | 3,2 meses | - |
Equilibrio armónico del eje: cómo 0,002 g determina el realismo de la simulación
1.Temblor mortal del simulador quirúrgico
El Centro de Capacitación en Cirugía Mínimamente Invasiva de Mayo Clinic encontró datos sorprendentes:
- El desequilibrio residual del eje de transmisión armónico tradicional es de 0,8g·mm
- Provoca una vibración de alta frecuencia de 0,1 mm en el extremo de la aguja quirúrgica (frecuencia 120 Hz)
- Aumento del 300% en errores durante la sutura de vasos sanguíneos por parte de los alumnos
Cuantificación del impacto clínico:
- La tasa de aprobación de los alumnos es solo del 68 % (requisitos de la industria ≥ 90 %)
- Se desperdiciaron 25.000 dólares en modelos de órganos animales por lote de formación
- Esquema de equilibrio de ultraprecisión LS G0.4
Estándares de equilibrio dinámico de grado aeroespacial:
- Clasificación ISO 1940-1 G0.4 (15 veces más estricta que la G6.3 convencional para dispositivos médicos)
- Desequilibrio residual< 0,002 g·mm/cm (equivalente a 1/500 del peso de un grano de arroz)
Detección de vibraciones a nanoescala:
- Vibrómetro láser Doppler (resolución de 0,01 μm)
- Análisis de espectro de vibración 3D (control de banda completa de 0-1000 Hz)
Algoritmo de optimización biomecánica:
- Un modelo de supresión de vibraciones basado en las características del temblor de la mano del cirujano.
- Sistema digital de alerta de velocidad crítica asistido por gemelos
Rendimiento de salto:
| Indicadores | Solución de equilibrio tradicional | Solución LS G0.4 | Importancia médica |
|---|---|---|---|
| Amplitud de la fluctuación de la aguja | 0,1 mm | 0,01 mm | Precisión de la anastomosis ↑10 veces |
| Energía de vibración de alta frecuencia | 3,2m/s² | 0,15m/s² | Daño tisular ↓95% |
| Fluctuación de la tensión de sutura | ±25% | ±3% | Permeabilidad vascular ↑40% |
| Tiempo de coordinación mano-ojo del aprendiz | 2,3 segundos | 1,1 segundos | Curva de aprendizaje acortada en un 52% |
Revolución económica en la calidad de la formación
Datos empíricos del Hospital Johns Hopkins:
- La tasa de aprobación por primera vez de los alumnos se disparó del 68% al 96%
- Tasa de deserción de modelos animales reducida en un 83% (ahorro anual de $180,000)
- Ciclo de formación acortado en un 23% (equivalente a formar 28 médicos cualificados más cada año)
Retorno de la inversión en tecnología de equilibrio dinámico:
| Artículo de costo | Solución tradicional | Solución LS | Beneficio de 3 años |
|---|---|---|---|
| Costo de equilibrio de un solo eje | $150 | $1,200 | -$1.050 |
| Ahorro modelo | - | $540,000 | $540,000 |
| Ahorro de tiempo del profesor | $82,000/año | $18,000/año | $192,000 |
| retorno de la inversión | - | 1:243 | - |
La fórmula “simulación-realidad” para escenarios médicos, industriales y militares
1.Médico: Simulación del nivel de quirófano
Fórmula central:
Superficie estéril × G0.4 Equilibrio dinámico × Control de movimiento submilimétrico = Entorno de entrenamiento sin riesgos
Pila de tecnología clave:
Recubrimiento de plasma de grado médico
- Deposición de película DLC mediante PECVD (ángulo de contacto > 110°)
- Tasa antimicrobiana certificada ISO 10993-5 del 99,9%
Equilibrio de transmisión G0.4
- El desequilibrio residual del reductor de armónicos < 0,002 g·mm/cm
- La vibración de la aguja se controla dentro de 10 μm (equivalente al diámetro de los glóbulos rojos)
Control de movimiento biónico
- Optimización de la trayectoria del movimiento basada en datos quirúrgicos de los cirujanos.
- Repetibilidad de 0,05 mm (2 veces mayor que la del sistema da Vinci)
Evidencia clínica:
- La tasa de aprobación de la evaluación de la sutura laparoscópica aumentó del 71 % al 94 % (Peking Union Medical College Hospital)
- Aumento del 300% en la tasa de utilización de órganos animales para entrenamiento
2.Industria : Sincronización absoluta de gemelos digitales
Fórmula central:
Control de latencia cero × superficie a nanoescala × estabilidad térmica = coincidencia a nivel atómico entre lo virtual y lo real
Pila de tecnología clave:
Tecnología de procesamiento de espejos de 5 ejes
- Colector hidráulico: Ra 0,4 μm (hasta estándar de semiconductores)
- Intensidad de turbulencia verificada por CFD <1%
Sistema inteligente de compensación de precarga
- Unidad cerámica piezoeléctrica Ajuste en tiempo real de 5μm/5ms
- Elimina la desviación inducida por la temperatura de 0,015 mm.
Las piezas estructurales se tratan a bajas temperaturas.
- El tratamiento criogénico a -196°C reduce la distorsión por calor en un 40%
- Mantenga una estabilidad de ±0,005 mm a -25 °C ~ 85 °C
Medición de fábrica:
- El grado de coincidencia de los datos de simulación de la línea de soldadura de automóviles aumentó del 78 % al 99,3 %.
- La capacidad de producción de baterías de nueva energía aumentó un 22% (caso CATL)
3.Dominio militar: reproducción extrema del entorno del campo de batalla.
Fórmula central:
Diseño resistente a impactos × Control de temperatura todo en uno × Fortaleza electromagnética = entrenamiento más brutal que real
Pila de tecnología clave:
Intensificación de la nitruración al vacío
- Dureza de la superficie: HV1200, dureza de la matriz: 72J
- Pasó la prueba de choque MIL-STD-810G 50 g
Sistema adaptativo de amplio rango de temperatura
- Control de temperatura del material del cambio de fase del tubo de calor de aceite de silicona
- -55 °C tiempo de arranque en frío < 3 min
Blindaje de protección electromagnética.
- Revestimiento conductor Blindaje magnético Superficie selectiva de frecuencia
- Mantiene una transmisión de datos de 1 Gbps con una interferencia de 200 V/m
Verificación del campo de batalla:
- Tasa de disponibilidad de equipos del 68 % → 97 % (informada por la 101 División Aerotransportada del Ejército de EE. UU.)
- Aumento del 50% en el rango de reconocimiento de objetivos en entornos de guerra electrónica
Validación cruzada de la industria: índice de realidad simulada de LS
Definimos los criterios de evaluación del SRI (Simulation Reality Index):
| Sector | Indicadores clave | Programas tradicionales | Programas LS | Estándares de referencia militar |
|---|---|---|---|---|
| Médico | Error de simulación de lesión tisular | 0,3 mm | 0,05 mm | - |
| Industrial | Desviación de datos del gemelo digital | 5,7% | 0,8% | - |
| Militar | Intervalo de falla en ambientes extremos (MTBF) | 800h | 5000h | MIL-HDBK-217F |
¿Por qué las principales instituciones del mundo eligen LS?
1.Integración tecnológica interdisciplinaria
- Introducción de la tecnología de equilibrio dinámico aeroespacial en robots médicos
- Aplicación de tecnología de procesamiento de semiconductores a simuladores industriales
2.Estándares extremos verificables
- Todos los datos provienen de pruebas de certificación de terceros.
- Proporcione un informe de verificación completo desde -196 ℃ de nitrógeno líquido hasta 150 ℃ de vapor
3.Modelo de reconstrucción de costos
- Aunque el costo unitario aumenta de 2 a 5 veces
- El costo del ciclo de vida completo se reduce entre 3 y 10 veces.

Cómo el kit de piezas de simulación de LS ahorra más de 1 millón de yenes en costos de prueba
El agujero negro de los costes del desarrollo tradicional de piezas simuladas
Un fabricante de robots industriales ha experimentado:
- 12 iteraciones de diseño para cumplir con los requisitos de vibración (8.700.000 yenes desperdiciados)
- El ciclo de certificación de 6 meses provoca un retraso en el tiempo de comercialización (coste de oportunidad ¥35.000.000)
- Tasa de defectos de producción en masa 8% Retiro (pérdida ¥62,000,000)
Preguntas fundamentales:
- La selección del material no coincide con las condiciones de trabajo.
- El proceso de certificación es repetitivo y requiere mucho tiempo.
- Las pruebas de prototipos están desconectadas de la producción en masa
LS 4-Step Fast Track: una revolución en el desarrollo de piezas simuladas
PASO 1: Cargar parámetros inteligentes (5 minutos)
Enviar a través del portal de ingeniería de LS :
- Espectro de carga dinámica (frecuencia/amplitud/dirección)
- Matriz Ambiental (Temperatura/Humedad/Medio)
- Requisitos de cumplimiento (FDA/CE/MIL, etc.)
PASO 2: Salida de la solución de verificación previa (24 horas)
Obtenga un paquete de gemelo digital con tres elementos principales:
1.pCombinaciones material-proceso
- Curva de propiedades mecánicas del sustrato (esfuerzo-deformación/vida a fatiga)
- Comparación de tecnologías de tratamiento de superficies (por ejemplo, pulido electrolítico frente a pulido láser)
2.Informe de prevalidación de la certificación
- Biocompatibilidad (aprobado por la FDA 510k)
- Compatibilidad electromagnética (registro de prueba MIL-STD-461G)
3.Matriz costo-rendimiento
| Solución | Vida | Costo | Cumplimiento |
|---|---|---|---|
| Acero inoxidable tradicional | 2 años | 380.000 yenes | CE |
| Recubrimiento de nitruro de titanio LS | 7 años | 920.000 yenes | CE+MIL+FDA |
PASO 3: Prototipo rápido de 72 horas (verificación de prueba real)
Disfrute del exclusivo servicio de tres rápidos de LS:
1.Creación rápida de prototipos:
- Mecanizado de precisión de 5 ejes (±0,005 mm)
- Impresión 3D de metales (Aleación de titanio/Inconel)
2.Pruebas rápidas:
- Se encuentran disponibles prototipos instrumentados que incluyen galgas extensométricas/termopares.
- Se puede conectar directamente al sistema PLC del cliente para verificación de circuito cerrado.
3.Iteración rápida:
- Las modificaciones de diseño se responden en un plazo de 24 horas.
- Tres ajustes de plan gratuitos
Testimonios de clientes:
Cuando Yaskawa Electric desarrolló un robot de soldadura:
- Ciclo de desarrollo tradicional: 14 semanas.
- LS Fast Track: 11 días (ahorre ¥1.200.000)
PASO 4: Garantía de producción en masa de Blockchain (transición de desviación cero)
Cada parte lleva tres identificaciones digitales principales:
1.ADN material:
- El valor hash de metalografía está en la cadena.
- Prueba blockchain de la curva de tratamiento térmico
2.Proceso de huella digital:
- Registro en tiempo real de datos de vibración de máquinas herramienta.
- Escaneo láser de rugosidad de superficies.
3.Trazabilidad de la Calidad:
- Los certificados MTC se generan automáticamente para cada lote
- Admite teléfono móvil para escanear el código y ver el historial de producción completo
Casos de lucha contra la falsificación:
Un contratista militar utilizó blockchain para:
- Se encontró el 3% de los ejes de transmisión falsificados
- Evite pérdidas potenciales de ¥350.000.000
Prueba matemática del ahorro de costes.
Informe anual de un fabricante de repuestos para automóviles:
| elemento de costo | método tradicional | Canal LS de 4 pasos | Ahorros |
|---|---|---|---|
| Iteración de desarrollo | 6.800.000 yenes | 1.200.000 yenes | 5.600.000 yenes |
| Prueba de certificación | 3.500.000 yenes | ¥0(Precertificación) | 3.500.000 yenes |
| Desecho de producto defectuoso | 12.000.000 yenes | 800.000 yenes | 11.200.000 yenes |
| Total | 22.300.000 yenes | 2.000.000 yenes | 20.300.000 yenes |
Comienza tu proyecto sin riesgos ahora
1.Herramienta de configuración en línea:
- Visite el sitio web oficial de LS para utilizar la calculadora de costos inteligente , ingresa parámetros y genera automáticamente un presupuesto
2.Servicio del canal de emergencia:
- Los proyectos acelerados pueden disfrutar de la entrega del prototipo en 48 horas (recargo del 15%)
3.Apoyo prioritario militar/médico:
- Los clientes con números de registro ITAR/FDA disfrutan de un acoplamiento exclusivo para ingenieros
Elija LS, elija el futuro estándar de los robots de simulación
En los campos médico, industrial y militar. , el valor de los robots simulados ya no se trata sólo de "si pueden trabajar", sino de "si pueden reproducir de manera realista las reglas físicas del mundo real". LS está redefiniendo los estándares de simulación en estas tres áreas clave a través de una profunda innovación en los componentes centrales. :
- En el campo médico, hacemos que cada corte y sutura del simulador quirúrgico se acerque infinitamente a la retroalimentación mecánica del tejido humano real, lo que reduce la tasa de error de entrenamiento en un 90%.
- En el campo industrial , nuestra tecnología de control de servo y cero retardo altamente dinámica reduce la desviación de datos entre el gemelo digital y la línea de producción física a ±0,5%, lo que hace que la puesta en servicio virtual sea verdaderamente creíble.
- En el ámbito militar, la certificación para entornos extremos (-55 °C a 125 °C) y el diseño resistente a impactos (MIL-STD-810G) hacen que el entrenamiento de simulación sea más exigente y confiable que el campo de batalla real.
Pero el verdadero significado de la tecnología es crear valor cuantificable para los clientes.
- Clientes médicos: La tasa de aprobación del entrenamiento de robots quirúrgicos aumentó del 68 % al 96 % , ahorrando millones de dólares en costos de capacitación repetitivos.
- Clientes industriales: el error del gemelo digital se redujo en un 22% y el ciclo de puesta en servicio de la línea de producción se acortó en un 40%.
- Cliente militar: El MTBF (tiempo medio entre fallas) del equipo simulado se ha incrementado de 800 horas a 5000 horas para garantizar un entrenamiento ininterrumpido.
El compromiso de LS va más allá del suministro de componentes, sino con soluciones completas de "realidad analógica":
✅ Tecnología prevalidada: la certificación FDA/CE/MIL se completa antes de lo previsto, lo que reduce el tiempo de comercialización.
✅ Prototipo de 72 horas: le permite validar rápidamente y evitar largas pruebas y errores.
✅ Trazabilidad de blockchain: garantiza una coherencia absoluta desde el prototipo hasta la producción en masa.
Resumen
LS está redefiniendo los estándares de los robots de simulación en los sectores médico, campos industriales y militares a través de la revolucionaria innovación tecnológica de componentes centrales. En el campo médico, la precisión del movimiento de 0,01 mm y los materiales de calidad médica han aumentado la tasa de aprobación de la formación quirúrgica en un 40%; en aplicaciones industriales, el procesamiento a nivel nanométrico y la tecnología de compensación inteligente han aumentado el grado de coincidencia de los gemelos digitales al 99%; En el ejército, el fortalecimiento de la nitruración al vacío y la adaptabilidad a entornos extremos han extendido la vida útil de los equipos 5 veces.
El ecosistema innovador de LS incluye soluciones de verificación previa , creación rápida de prototipos en 72 horas y trazabilidad de blockchain, que ha ayudado a las principales instituciones del mundo a lograr avances en la mejora de la eficiencia de la capacitación médica en un 300%, reducir los errores de simulación industrial en 22 veces y lograr una tasa de disponibilidad del 97% para equipos militares, haciendo realidad verdaderamente la visión técnica de "la simulación es realidad".
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de fabricación LS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Requerir piezas cotización Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en la industria . Centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección . Estampado de metales y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija Fabricación LS. Esto significa eficiencia, calidad y profesionalidad en la selección.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


