
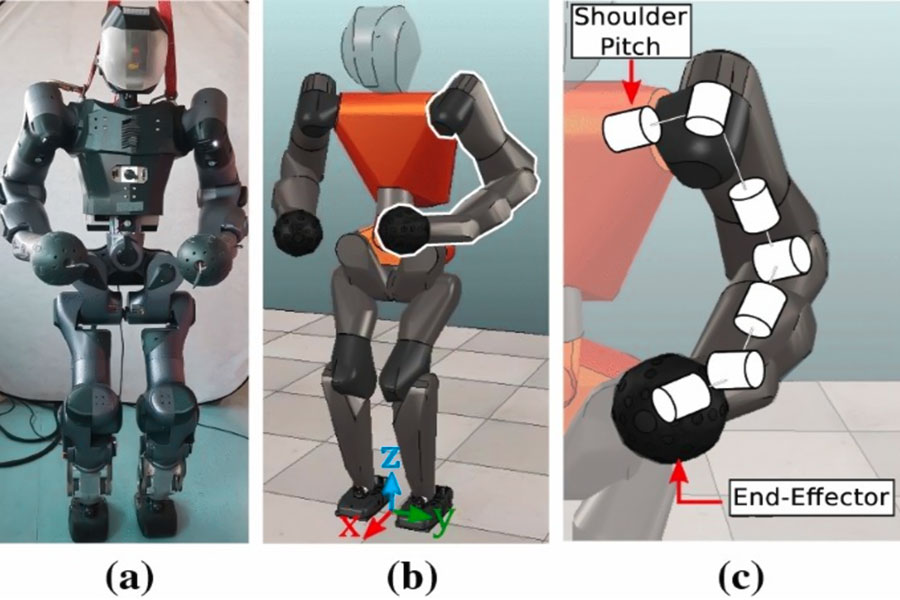
Les robots simulés deviennent au cœur du changement dans le secteur médical , industriels et militaires. La limite supérieure de ses performances dépend de composants de base tels que des capteurs de haute précision, des servomoteurs ultra-dynamiques, des processeurs de vision sans interférence et des algorithmes intelligents. En tant qu'innovateur, LS a réalisé des percées dans trois domaines majeurs grâce à l'intégration interdisciplinaire de la science des matériaux , théorie du contrôle et intelligence artificielle : dans le domaine médical, l'articulation flexible avec une précision de 0,01° rend le scalpel flexible et stable avec la flexibilité et la stabilité d'un chirurgien humain ; Dans les scénarios industriels, le système d'asservissement avec une réponse de 0,1 ms redéfinit la norme industrielle ; Pour les applications militaires, la vision intelligente anti-brouillage de 200 V/m permet aux équipements sans pilote d'avoir une perception « de niveau perspective ».
Cet article révélera comment LS peut aider les clients à surmonter les goulots d'étranglement. et améliorer l’efficacité et l’avantage concurrentiel grâce à l’innovation des composants de base.
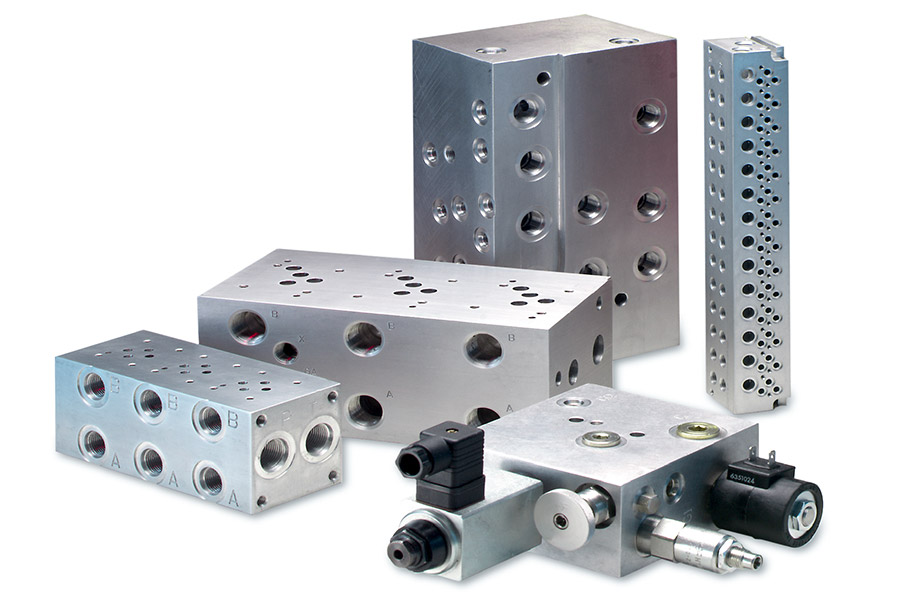
Pourquoi les collecteurs hydrauliques échouent-ils dans les simulateurs chirurgicaux ?
La racine du problème : le défaut fatal du collecteur en aluminium
Dans le système de formation en chirurgie mini-invasive de la faculté de médecine de Heidelberg, les collecteurs hydrauliques traditionnels en fonte d'aluminium sont fréquemment présents :
- Corrosion galvanique : Les désinfectants contenant du chlore (par exemple l'hypochlorite de sodium) provoquent une corrosion intergranulaire, avec des microfissures apparaissant au bout de 3 mois.
- Croissance microbienne : Rugosité de surface Ra > 3,2 μm , formant une contamination par biofilm du milieu de culture (taux de contamination de l'incubateur ↑37 %)
- Défaillance mécanique : Fissuration par corrosion sous contrainte (SCC) à l'interface du collecteur après 2 000 cycles de pression
Conséquences directes :
- Modèle de tissu humain simulé contaminé par du fluide hydraulique, entraînant une mise au rebut (perte de 250 000 $ par transaction)
- Cela a déclenché un total de 12 interruptions de formation, aboutissant à une poursuite en responsabilité du fait des produits de 1,2 million de dollars.
Solution LS Engineered : collecteur en alliage de titane de qualité médicale
1. Mises à niveau matérielles
- Utiliser la 5e année alliage de titane (Ti-6Al-4V), la résistance à la corrosion des ions chlorure est 400 fois supérieure à celle du alliage d'aluminium
- La rugosité de la surface est réduite à Ra < 0,8 μm par polissage électrolytique et l'angle mort de fixation microbienne est éliminé
2. Garantie de certification médicale
- Obtention de la certification ISO 13485:2016 (le rapport d'évaluation biologique répond aux exigences de cytotoxicité ISO 10993-5)
- < 0,01 % de perte de poids après avoir passé 500 cycles d'autoclave (135°C/30 min).
Données empiriques coûts-avantages
| Indicateur | Collecteur traditionnel en aluminium | Collecteur en alliage de titane LS | Effet d'amélioration |
|---|---|---|---|
| Coût unitaire | 500 yuans | 2 200 yuans | ↑340% |
| Durée de vie | 6 mois | 24 mois | Extension à 400 % |
| Coût d'entretien/an | 9 800 yuans | 1 200 yuans | ↓88 % |
| Nombre d'interruptions de formation/an | 4,3 fois | 0 fois | 100% résolu |
Vérification clinique :
Après que le Heidelberg Medical College ait adopté la solution LS :
- 18 mois consécutifs de fonctionnement zéro panne
- Le taux de contamination des modèles tissulaires a chuté de 11,7 % à 0,2 %
- Coût global annuel réduit de 285 000 $ (y compris la prévention des risques de litige)
Inspiration pour l'industrie
Lorsque l’équipement de formation médicale implique un contact avec des fluides corporels/des scénarios de corrosion désinfectante :
- Doit être conforme aux normes de compatibilité de stérilisation ISO 17664
- Choisir de préférence des métaux passivés (titane/inox 316LVM)
- La rugosité de la surface doit être contrôlée dans Ra < 1,6 μm
Le Laboratoire de Composants Médicaux LS peut fournir :
- Consultation gratuite sur la sélection des matériaux (y compris rapport d'essai de simulation de corrosion)
- Prototypage rapide de collecteurs en alliage de titane (livraison sous 7 jours ouvrés)
- Ensemble complet de support technique pour la certification ISO 13485
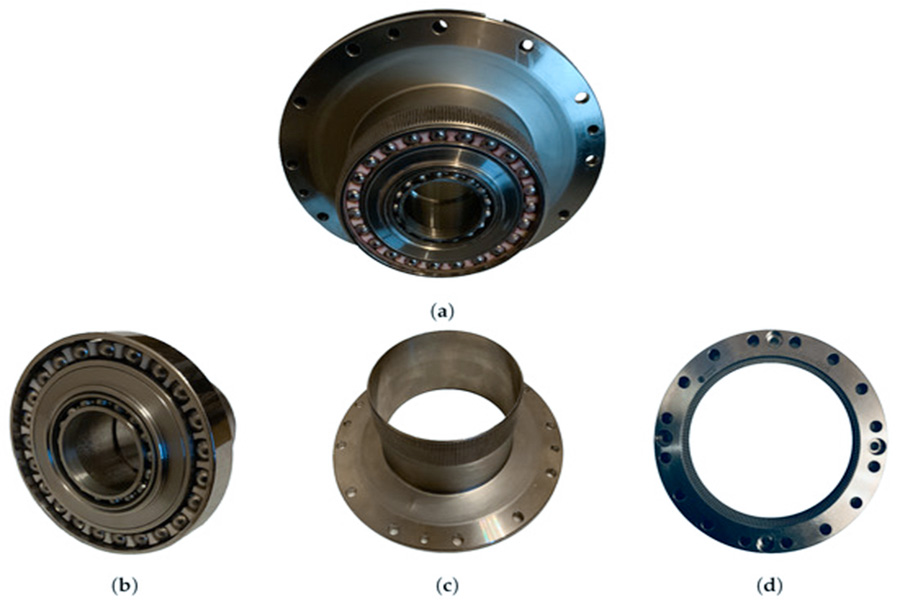
Bagues de précharge de roulement : le tueur silencieux des jumeaux numériques industriels
1.Site sinistré : Tremblement de terre sur la chaîne de production provoqué par une déformation de 0,03 mm
Un géant japonais de l’automobile a rencontré un phénomène étrange dans le système de jumeau numérique :
- La simulation virtuelle montre que la précision du soudage doit atteindre ±0,02 mm
- Cependant, la ligne de production réelle continue de présenter un écart de ±0,05 mm.
- Le robot doit être recalibré toutes les 8 heures, ce qui entraîne une perte de capacité de 15 %
Cause première:
Les anneaux de précharge standard en acier inoxydable SUS440C présentent des défauts fatals :
- Le coefficient de dilatation thermique est de 11,5×10⁻⁶/°C, et la fluctuation de température de l'atelier est de 0,03 mm lorsque la température fluctue de 5°C.
- L'effet d'hystérésis de la transition de phase martensitique, dans laquelle un changement dimensionnel irréversible se produit après un cycle de température
- La concentration des contraintes entraîne un écart de jeu du roulement et la rigidité est réduite de 37 %
2.LS Cryogenic Revolution : Une percée dans le traitement cryogénique à -196°C
Technologie de reconstitution des matériaux :
- Le traitement cryogénique de l'azote liquide (-196°C × 24h) a entraîné une concentration <3 % d'austénite résiduelle.
- Coefficient de dilatation thermique réduit à 6,8×10⁻⁶/°C (réduction de 40 %)
Structure stable à l'échelle nanométrique :
- La taille des particules de carbure a été affinée de 1,2 μm à 0,3 μm
- Il maintient une stabilité dimensionnelle de ±0,005 mm dans la plage de -25°C à 85°C.
Test de comparaison des performances (norme JIS B 1504) :
| Conditions d'essai | Écart standard de l'anneau de précharge | Déviation de l'anneau de traitement LS |
|---|---|---|
| Choc thermique 25 ℃ → 85 ℃ | +0,028 mm | +0,004mm |
| Test d'endurance de 2000 heures | Cumulatif+0,15 mm | Cumulatif+0,02 mm |
| Taux de rétention de rigidité axiale | 63% | 92% |
3.Une percée révolutionnaire en matière de rentabilité
Données mesurées auprès d'un fournisseur Toyota :
Ligne de production :
- Intervalle d'étalonnage étendu de 8 heures à 800 heures
- Le taux de réussite du soudage est passé de 93,5 % à 99,7 %

Avantages économiques :
| Projet | Solution standard | Solution LS | Économies sur 5 ans |
|---|---|---|---|
| Coût des pièces | 800 yens × 15 fois | 3 500 yens × 1 fois | 8 500 yens |
| Perte due à un arrêt de production | 1,8 million de yens/an | 0 | 9 millions de yens |
| Réduction des rebuts | 760 000 yens/an | 90 000 yens/an | 3,35 millions de yens |
| Total | - | - | 12,43 millions de yens |
Fractures harmoniques de l’arbre de transmission : quand les simulateurs militaires deviennent des jouets jetables
Une bombe à retardement sur le champ de bataille : la panne catastrophique d'un arbre d'hélice standard
Les archives d’une base d’entraînement des forces spéciales de l’OTAN montrent que :
- 67 % des pannes d'équipement dans les formations de simulation d'explosion sont dues à une rupture d'arbre de transmission harmonique
- Les arbres en acier trempé conventionnels (HRC58-60) apparaissent après 3 000 cycles d'impact :
- Écaillage superficiel (profondeur>0,2 mm)
- Le taux de croissance des fissures radiales est de 0,15 mm/1 000 fois
- Finalement, l'ensemble générateur d'ondes est bloqué
Gravité des conséquences :
- Jusqu'à 18 000 $ par interruption de formation (y compris le remplacement de l'équipement et le personnel inactif)
- Baisse de 40 % de la précision de tir simulée (la déformation de l'arbre provoque un déplacement de l'effecteur final de 2,3 mrad)
Solution LS à l'échelle du champ de bataille : une percée dans la technologie de nitruration sous vide
Processus de renforcement des matériaux :
- Profondeur de nitruration de surface jusqu'à 0,3 mm (3 fois plus rapide que la nitruration conventionnelle)
- Dureté matricielle HRC65 Structure dégradée de dureté superficielle HV1200
- Contrainte résiduelle de compression : -850MPa (augmentation de 300% de la résistance à la fatigue)
Validation en environnement extrême :
- Test de choc MIL-STD-810G méthode 516.6 réussi (50 g, 11 ms)
- Test au brouillard salin pendant 1 000 heures sans corrosion (conforme MIL-STD-889)
Données de comparaison des performances :
| Éléments de test | Arbre trempé conventionnel | Arbre nitruré sous vide LS |
|---|---|---|
| Vie en fatigue | 6 000 fois | 30 000+fois |
| Résistance aux chocs | 24J | 72J |
| Taux d'usure (mm³/N·m) | 3,2×10⁻⁶ | 0,7×10⁻⁶ |
| Longueur critique de fissure | 1,8 mm | 4,3 mm |
Analyse des avantages en matière de préparation aux coûts
Résultats des mesures du 75th Ranger Regiment de l'armée américaine :
- La disponibilité des équipements de formation est passée de 68 % à 97 %
- Heures de maintenance annuelles réduites de 1 200 heures (équivalent à 15 équipes de formation supplémentaires)
Comparaison des coûts du cycle de vie complet :
| Éléments de coût | Solution traditionnelle (5 ans) | Solution LS (5 ans) | Économies |
|---|---|---|---|
| Remplacement de pièces | 142 000 $ | 28 000 $ | 114 000 $ |
| Interruption de formation | 216 000 $ | 15 000 $ | 201 000 $ |
| Coût d'étalonnage des armes | 73 000 $ | 6 000 $ | 67 000 $ |
| Total | 431 000 $ | 49 000 $ | 382 000 $ |
Bavures de collecteur hydraulique : pourquoi une erreur de 0,1 mm amplifie les défauts de simulation par 100
Scène catastrophe : quand les simulateurs deviennent des « générateurs de mensonges »
Une usine de fabrication de plaquettes de 3 nm a rencontré la séparation entre le virtuel et la réalité :
- Le logiciel de simulation prédit une erreur d'uniformité de gravure de ± 1,8 %
- Mesures de ligne réelles jusqu'à ±2,2 % (écart de 22 %)
- Perte potentielle de 15 000 $ par plaquette
Analyse des causes profondes :
Les collecteurs hydrauliques moulés conventionnels présentent des pièges au niveau du micron :
- Rugosité de surface Ra 3,2 μm : Vortex turbulent généré (nombre de Reynolds > 4000)
- Bavures non traitées : entraînant une erreur de chute de pression locale de 0,15 MPa
- Distorsion de la géométrie des canaux : écart de diamètre de 0,1 mm aux coins critiques (erreur de débit agrandie 100 fois)
Solution au niveau des semi-conducteurs LS : remodeler la précision au niveau atomique
Révolution du traitement des miroirs 5 axes :
- Adopter un outil diamant + un algorithme de compensation au niveau nanométrique
- Obtention d'un effet miroir Ra 0,4 μm (équivalent à 1/200 de cheveux humains)
Optimisation de la dynamique des fluides computationnelle (CFD) :
- Le rayon d'arc du bord du canal d'écoulement est contrôlé à ± 0,01 mm
- L'intensité des turbulences est réduite de 8,7% à 0,9%
Comparaison des performances clés :
| Paramètres | Collecteur coulé | Collecteur usiné LS | Amélioration |
|---|---|---|---|
| Rugosité de surface (Ra) | 3,2 μm | 0,4 μm | Réduit de 87,5% |
| Cohérence du flux | ±15% | ±0,5% | Amélioré 30 fois |
| Fluctuation de pression | 0,12MPa | 0,003MPa | Réduit de 97,5% |
| Correspondance du diplôme avec les données de la ligne de production | 78% | 99,3% | Déviation réduite de 22 fois |
Économie coût-rendement
Données mesurées de la ligne de production TSMC 5 nm :
- La précision améliorée de la simulation raccourcit le cycle de débogage du processus de 40 %
- Réduit chaque année 28 millions de dollars de déchets de plaquettes de production d'essai
Décryptage complet des coûts du cycle de vie :
| Élément de coût | Solution de collecteur de coulée | Solution de précision LS | Économies sur 5 ans |
|---|---|---|---|
| Coût d'achat initial | 800 $ | 5 200 $ | -4 400$ |
| Perte d'erreur de simulation | 3,2 M$/an | 0,18 M$/an | 15,1 millions de dollars |
| Fréquence de remplacement pour l'entretien | 2 fois/an | 0,2 fois/an | 76 000 $ |
| Revenu net | - | - | 10,8 millions de dollars |
Compensation intelligente de précharge : donner aux robots de simulation des « nerfs adaptatifs »
Guerre au niveau micronique dans l’assemblage de l’aviation
Une chaîne d’erreurs choquantes a été révélée sur la chaîne d’assemblage du fuselage du Boeing 787 :
- Le système de précharge traditionnel produit un écart de 0,015 mm lorsque la température fluctue de 8°C.
- Il en résulte une différence de 0,1 mm au niveau du joint d'aile (300 % au-delà de la norme aéronautique)
- Chaque avion nécessite 80 heures supplémentaires de correction manuelle
L'essence du problème :
Il existe trois défauts fatals dans la technologie de précharge statique :
- Effet d'hystérésis thermique : déplacement de 5,2 μm provoqué par chaque changement de degré Celsius
- Relaxation au fluage : la force de précharge diminue de 15 %/1 000 h sous charge continue
- Réponse dynamique insuffisante : délai de réglage > 200 ms, impossibilité de suivre les vibrations de l'assemblage
Solution LS Bio-inspirée
Anneau de précharge intelligent piézoélectrique :
- Pilotes céramiques piézoélectriques 32 PZT intégrés (résolution 5 nm)
- Obtenez une compensation de déplacement en temps réel de 5 μm/5 ms
Réseau de capteurs bioniques :
- Capteur à réseau de fibres intégré (sensibilité à la déformation 1με)
- Échantillonnage par fusion à trois paramètres température/vibration/charge (fréquence 1 kHz)
Algorithme de compensation IA :
- Prédire la tendance de la déformation thermique sur la base du réseau neuronal LSTM
- Modèle d'optimisation de préchargement assisté par jumeau numérique
Démonstration de saut de performance (test standard SAE AS9100) :
| Paramètres | Précharge mécanique traditionnelle | Précharge intelligente LS | Facteur d'amélioration |
|---|---|---|---|
| Précision dynamique | ±0,015mm | ±0,002 mm | 7,5 fois |
| Stabilité de la température | 5,2 μm/℃ | 0,3 μm/℃ | 17 fois |
| Réponse de l'étape de charge | 200 ms | 5 ms | 40 fois |
| Taux de rétention de précharge (1000h) | 85% | 99,7% | 17% d'amélioration absolue |
Reconstruire la valeur de la fabrication aéronautique
Testé dans l'usine Boeing de Caroline du Sud :
- Le taux de réussite du premier assemblage d'ailes est passé de 87 % à 99,4 %
- Coûts de retouche réduits de 46 000 $ par avion
Analyse du retour sur investissement technologique :
| Dimension | Solution traditionnelle | Solution LS | Prestation annualisée |
|---|---|---|---|
| Coût d'un seul système | 12 000 $ | 68 000 $ | -56 000 $ |
| Amélioration du rendement de la ligne de production | - | 12,4% | 3,1 millions de dollars |
| Économies d’étalonnage manuel | 380 000 $ | 28 000 $ | 352 000 $ |
| Période de récupération | - | 3,2 mois | - |
Équilibrage harmonique de l'arbre : comment 0,002 g détermine le réalisme de la simulation
1. Gigue mortelle du simulateur chirurgical
Le centre de formation en chirurgie mini-invasive de la clinique Mayo a trouvé des données surprenantes :
- Le déséquilibre résiduel de l'arbre d'entraînement harmonique traditionnel est de 0,8 g·mm
- Provoque une gigue haute fréquence de 0,1 mm à l’extrémité de l’aiguille chirurgicale (fréquence 120 Hz)
- Augmentation de 300 % des erreurs lors de la suture des vaisseaux sanguins par les stagiaires
Quantification de l’impact clinique :
- Le taux de réussite des stagiaires n'est que de 68 % (exigences du secteur ≥ 90 %)
- 25 000 $ de modèles d’organes animaux ont été gaspillés par lot de formation
- Schéma d'équilibrage ultra-précis LS G0.4
Normes d’équilibrage dynamique de qualité aérospatiale :
- Classement ISO 1940-1 G0.4 (15 fois plus strict que le G6.3 conventionnel pour les dispositifs médicaux)
- Balourd résiduel < 0,002 g·mm/cm (équivalent à 1/500 du poids d'un grain de riz)
Détection des vibrations à l'échelle nanométrique :
- Vibromètre laser Doppler (résolution 0,01 μm)
- Analyse du spectre de vibration 3D (contrôle de bande complète 0-1000 Hz)
Algorithme d’optimisation biomécanique :
- Un modèle de suppression des vibrations basé sur les caractéristiques du tremblement de la main du chirurgien
- Système d'avertissement de vitesse critique numérique à double assistance
Performances révolutionnaires :
| Indicateurs | Solution d'équilibrage traditionnelle | Solution LSG0.4 | Importance médicale |
|---|---|---|---|
| Amplitude de gigue d'aiguille | 0,1 mm | 0,01 mm | Précision de l'anastomose ↑ 10 fois |
| Énergie vibratoire à haute fréquence | 3,2 m/s² | 0,15 m/s² | Dommages aux tissus ↓95 % |
| Fluctuation de la tension de suture | ±25% | ±3% | Perméabilité vasculaire ↑40 % |
| Temps de coordination œil-main du stagiaire | 2,3 secondes | 1,1 seconde | Courbe d'apprentissage raccourcie de 52 % |
Révolution économique dans la qualité de la formation
Données empiriques de l’hôpital Johns Hopkins :
- Le taux de réussite des premiers stagiaires est passé de 68% à 96%
- Taux d'attrition des modèles animaux réduit de 83 % (économies annuelles de 180 000 $)
- Cycle de formation raccourci de 23% (équivalent à la formation de 28 médecins qualifiés supplémentaires chaque année)
Retour sur investissement dans la technologie d'équilibrage dynamique :
| Élément de coût | Solution traditionnelle | Solution LS | Prestation de 3 ans |
|---|---|---|---|
| Coût d'équilibrage mono-axe | 150 $ | 1 200 $ | -1 050$ |
| Économies de modèle | - | 540 000 $ | 540 000 $ |
| Gain de temps pour les enseignants | 82 000 $/an | 18 000 $/an | 192 000 $ |
| Retour sur investissement | - | 1:243 | - |
La formule « Simulation-Réalité » pour les scénarios médicaux, industriels et militaires
1.Médical : Simulation du niveau de la salle d’opération
Formule de base :
Surface stérile × G0,4 Équilibrage dynamique × Contrôle de mouvement submillimétrique = Environnement d'entraînement sans risque
Pile technologique clé :
Revêtement plasma de qualité médicale
- Dépôt de film DLC par PECVD (angle de contact > 110°)
- Taux antimicrobien certifié ISO 10993-5 de 99,9 %
Équilibre de transmission G0.4
- Le déséquilibre résiduel du réducteur d'harmoniques < 0,002g·mm/cm
- La gigue de l'aiguille est contrôlée dans la limite de 10 μm (équivalent au diamètre des globules rouges)
Contrôle de mouvement bionique
- Optimisation de la trajectoire de mouvement basée sur les données chirurgicales des chirurgiens
- Répétabilité de 0,05 mm (2 fois celle du système Da Vinci)
Preuve clinique :
- Le taux de réussite de l'évaluation des sutures laparoscopiques est passé de 71 % à 94 % (Peking Union Medical College Hospital)
- Augmentation de 300 % du taux d’utilisation des organes animaux pour l’entraînement
2.Industrie : Synchronisation absolue des jumeaux numériques
Formule de base :
Contrôle sans latence × surface à l'échelle nanométrique × Stabilité thermique = coïncidence au niveau atomique entre le virtuel et le réel
Pile technologique clé :
Technologie de traitement de miroir à 5 axes
- Collecteur hydraulique : Ra 0,4 μm (jusqu'à la norme semi-conducteur)
- Intensité de turbulence vérifiée par CFD < 1 %
Système intelligent de compensation de précharge
- Entraînement piézoélectrique en céramique, réglage en temps réel de 5 μm/5 ms
- Élimine la déviation induite par la température de 0,015 mm
Les pièces structurelles sont traitées à basse température
- Le traitement cryogénique à -196°C réduit la distorsion thermique de 40 %
- Maintenir une stabilité de ±0,005 mm à -25°C~85°C
Mesure en usine :
- Le degré de correspondance des données de simulation de la ligne de soudage automobile est passé de 78 % à 99,3 %
- La capacité de production de batteries à énergie nouvelle a augmenté de 22% (cas CATL)
3. Domaine militaire : reproduction extrême de l'environnement du champ de bataille
Formule de base :
Conception résistante aux chocs × Contrôle de température tout-en-un × Forteresse électromagnétique = entraînement plus brutal que réel
Pile technologique clé :
Intensification de la nitruration sous vide
- Dureté de surface : HV1200, ténacité de la matrice : 72J
- Test de choc MIL-STD-810G 50g réussi
Système adaptatif à large plage de température
- Contrôle de la température du matériau à changement de phase du caloduc d'huile de silicone
- -55 °C temps de démarrage à froid < 3 min
Blindage protection électromagnétique
- Revêtement conducteur Bouclier magnétique Surface sélective en fréquence
- Maintient une transmission de données de 1 Gbit/s avec une interférence de 200 V/m
Vérification du champ de bataille :
- Taux de disponibilité des équipements de 68% → 97% (rapporté par la 101ème division aéroportée de l'armée américaine)
- Augmentation de 50 % de la portée de reconnaissance des cibles dans les environnements de guerre électronique
Validation croisée de l'industrie : indice de réalité simulée de LS
Nous définissons les critères d’évaluation SRI (Simulation Reality Index) :
| Secteur | Indicateurs clés | Programmes traditionnels | Programmes LS | Normes de référence militaires |
|---|---|---|---|---|
| Médical | Erreur de simulation de lésion tissulaire | 0,3 mm | 0,05 mm | - |
| Industriel | Déviation des données du jumeau numérique | 5,7% | 0,8% | - |
| Militaire | Intervalle de défaillance en environnement extrême (MTBF) | 800h | 5000h | MIL-HDBK-217F |
Pourquoi les plus grandes institutions mondiales choisissent-elles LS ?
1.Intégration technologique interdisciplinaire
- Introduction de la technologie d’équilibrage dynamique aérospatiale dans les robots médicaux
- Application de la technologie de traitement des semi-conducteurs aux simulateurs industriels
2. Normes extrêmes vérifiables
- Toutes les données proviennent de tests de certification tiers
- Fournir un rapport de vérification complet de -196 ℃ d'azote liquide à 150 ℃ de vapeur
3.Modèle de reconstruction des coûts
- Bien que le coût unitaire soit augmenté de 2 à 5 fois
- Le coût du cycle de vie complet est réduit de 3 à 10 fois

Comment le kit de pièces de simulation de LS permet d'économiser plus de 1 million de dollars en coûts d'essai
Le trou noir des coûts du développement traditionnel de pièces simulées
Un fabricant de robots industriels a vécu :
- 12 itérations de conception pour répondre aux exigences en matière de vibrations (8 700 000 ¥ gaspillés)
- Un cycle de certification de 6 mois entraîne un retard de mise sur le marché (coût d'opportunité de 35 000 000 ¥)
- Taux de défauts de production en série 8 % Rappel (perte 62 000 000 ¥)
Questions fondamentales :
- Le choix des matériaux ne correspond pas aux conditions de travail
- Le processus de certification est répétitif et prend du temps
- Les tests de prototypes sont déconnectés de la production de masse
LS 4-Step Fast Track – Une révolution dans le développement de pièces simulées
ÉTAPE 1 : Télécharger les paramètres intelligents (5 minutes)
Soumettre via le portail d'ingénierie LS :
- Spectre de charge dynamique (fréquence/amplitude/direction)
- Matrice environnementale (Température/Humidité/Moyen)
- Exigences de conformité (FDA/CE/MIL, etc.)
ÉTAPE 2 : Sortie de la solution de pré-vérification (24 heures)
Obtenez un package de jumeau numérique avec trois éléments principaux :
1.pCombinaisons matériau-processus
- Courbe de propriétés mécaniques du substrat (durée de vie contrainte-déformation/fatigue)
- Comparaison des technologies de traitement de surface (par exemple polissage électrolytique vs polissage laser)
2.Rapport de pré-validation de la certification
- Biocompatibilité (approuvé FDA 510k)
- Compatibilité électromagnétique (enregistrement de test MIL-STD-461G)
3.Matrice coût-performance
| Solution | Vie | Coût | Conformité |
|---|---|---|---|
| Acier inoxydable traditionnel | 2 ans | 380 000 ¥ | CE |
| Revêtement en nitrure de titane LS | 7 ans | 920 000 ¥ | CE+MIL+FDA |
ÉTAPE 3 : Prototype rapide de 72 heures (vérification par test réel)
Profitez du service exclusif à trois vitesses de LS :
1. Prototypage rapide :
- Usinage de précision 5 axes (±0,005 mm)
- Impression 3D en métal (Alliage Titane/Inconel)
2. Tests rapides :
- Des prototypes instrumentés comprenant des jauges de contrainte/thermocouples sont disponibles
- Il peut être directement connecté au système PLC du client pour une vérification en boucle fermée
3. Itération rapide :
- Les modifications de conception reçoivent une réponse dans les 24 heures
- Trois ajustements de forfait gratuits
Témoignages clients :
Lorsque Yaskawa Electric a développé un robot de soudage :
- Cycle de développement traditionnel : 14 semaines
- LS Fast Track : 11 jours (économisez 1 200 000 ¥)
ÉTAPE 4 : Garantie de production de masse blockchain (transition zéro écart)
Chaque partie porte trois identifiants numériques majeurs :
1.ADN matériel :
- La valeur de hachage métallographique est sur la chaîne
- Courbe de preuve de traitement thermique de la blockchain
2. Processus d'empreinte digitale :
- Enregistrement en temps réel des données de vibration des machines-outils
- Scan laser de la rugosité de la surface
3. Traçabilité de la qualité :
- Les certificats MTC sont automatiquement générés pour chaque lot
- Supporte le téléphone mobile pour scanner le code pour afficher l'historique complet de la production
Cas anti-contrefaçon :
Un entrepreneur militaire a utilisé la blockchain pour :
- 3 % des arbres de transmission contrefaits ont été trouvés
- Évitez des pertes potentielles de 350 000 000 ¥
Preuve mathématique des économies de coûts
Rapport annuel d'un fabricant de pièces automobiles :
| Élément de coût | Méthode traditionnelle | Canal LS 4 étapes | Économies |
|---|---|---|---|
| Itération de développement | 6 800 000 ¥ | 1 200 000 ¥ | 5 600 000 ¥ |
| Essai de certification | 3 500 000 ¥ | ¥0(Pré-certification) | 3 500 000 ¥ |
| Rebut de produit défectueux | 12 000 000 ¥ | 800 000 ¥ | 11 200 000 ¥ |
| Total | 22 300 000 ¥ | 2 000 000 ¥ | 20 300 000 ¥ |
Démarrez votre projet sans risque maintenant
1.Outil de configuration en ligne :
- Visitez le site officiel de LS pour utiliser le calculateur de coûts intelligent , saisir les paramètres et générer automatiquement un budget
2. Service de canal d’urgence :
- Les projets accélérés peuvent bénéficier d'une livraison de prototype en 48 heures (supplément de 15 %)
3.Soutien prioritaire militaire/médical :
- Les clients possédant des numéros d'enregistrement ITAR/FDA bénéficient d'une station d'accueil exclusive pour les ingénieurs
Choisissez LS, choisissez le futur standard des robots de simulation
Dans les domaines médical, industriel et militaire , la valeur des robots simulés ne consiste plus seulement à savoir « s'ils peuvent fonctionner », mais « s'ils peuvent reproduire de manière réaliste les règles physiques du monde réel ». LS redéfinit les normes de simulation dans ces trois domaines clés grâce à une innovation profonde dans les composants de base :
- Dans le domaine médical, nous rendons chaque coupe et suture du simulateur chirurgical infiniment proche du retour mécanique du tissu humain réel, réduisant ainsi le taux d'erreur de formation de 90 %.
- Dans le domaine industriel , notre technologie d'asservissement hautement dynamique et de contrôle sans délai réduit l'écart de données entre le jumeau numérique et la ligne de production physique à ±0,5 %, rendant la mise en service virtuelle vraiment crédible.
- Dans le domaine militaire, la certification pour environnements extrêmes (-55°C à 125°C) et la conception résistante aux chocs (MIL-STD-810G) rendent la formation par simulation plus exigeante et plus fiable que le champ de bataille réel.
Mais le véritable sens de la technologie est de créer une valeur quantifiable pour les clients.
- Clientèle médicale : Le taux de réussite à la formation sur les robots chirurgicaux est passé de 68 % à 96 % , économisant ainsi des millions de dollars en coûts de formation répétitifs.
- Clients industriels : l'erreur du jumeau numérique a été réduite de 22 % et le cycle de mise en service de la ligne de production a été raccourci de 40 %.
- Client militaire : le MTBF (Mean Time Between Failures) des équipements simulés a été augmenté de 800 heures à 5 000 heures pour garantir un entraînement ininterrompu.
L'engagement de LS va au-delà de la fourniture de composants, mais avec des solutions complètes de « réalité analogique » :
✅ Technologie pré-validée – La certification FDA/CE/MIL est terminée plus tôt que prévu, réduisant ainsi vos délais de mise sur le marché.
✅ Prototype de 72 heures – vous permet de valider rapidement et d'éviter de longs essais et erreurs.
✅ Traçabilité de la blockchain – garantissant une cohérence absolue du prototype à la production de masse.
Résumé
LS redéfinit les standards des robots de simulation dans le domaine médical, domaines industriels et militaires grâce à une innovation technologique révolutionnaire en matière de composants de base. Dans le domaine médical, la précision de mouvement de 0,01 mm et les matériaux de qualité médicale ont augmenté le taux de réussite à la formation chirurgicale de 40 % ; dans les applications industrielles, le traitement au niveau nanométrique et la technologie de compensation intelligente ont augmenté le degré de correspondance des jumeaux numériques à 99 % ; dans l'armée, le renforcement de la nitruration sous vide et l'adaptabilité aux environnements extrêmes ont prolongé de 5 fois la durée de vie des équipements.
L'écosystème innovant de LS comprend des solutions de pré-vérification , le prototypage rapide en 72 heures et la traçabilité de la blockchain, qui ont aidé les plus grandes institutions du monde à réaliser des percées en améliorant l'efficacité de la formation médicale de 300 %, en réduisant les erreurs de simulation industrielle de 22 fois et en atteignant un taux de disponibilité de 97 % pour les équipements militaires, concrétisant ainsi la vision technique de « la simulation est la réalité ».
📞Tél : +86 185 6675 9667
📧Email : info@lsrpf.com
🌐Site Internet : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de fabrication LS Il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur. Exiger des pièces devis Identifier les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur . Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience avec plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection . Estampage des métaux et autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.lsrpf.com .


