
Моделируемые роботы становятся основой перемен в медицине. , промышленной и военной областях. Верхний предел его производительности зависит от основных компонентов, таких как высокоточные датчики, ультрадинамические сервоприводы, помехозащищенные процессоры машинного зрения и интеллектуальные алгоритмы. Будучи новатором, LS добилась прорыва в трех основных областях благодаря междисциплинарной интеграции материаловедения. , теория управления и искусственный интеллект: в области медицины гибкое соединение с точностью до 0,01° делает скальпель гибким и стабильным, с гибкостью и стабильностью хирурга-человека; В промышленных сценариях сервосистема с временем отклика 0,1 мс задает новый отраслевой стандарт; Для военного применения интеллектуальное зрение с защитой от помех 200 В/м позволяет беспилотному оборудованию иметь восприятие «на уровне перспективы».
В этой статье рассказывается, как LS может помочь клиентам преодолеть узкие места. и повысить эффективность и конкурентное преимущество за счет инноваций в основных компонентах.
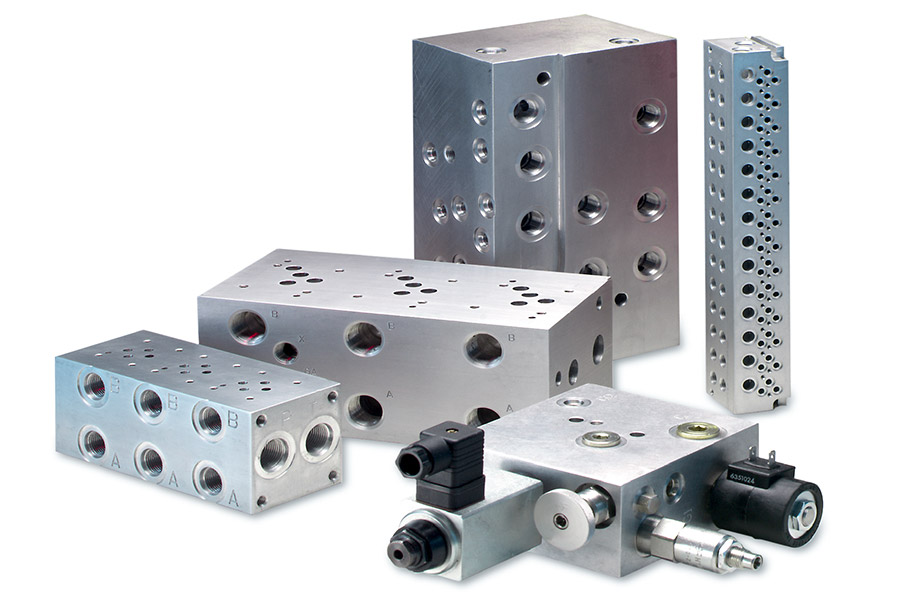
Почему гидравлические коллекторы выходят из строя в хирургических симуляторах?
Корень проблемы: фатальный недостаток алюминиевого коллектора
В системе обучения минимально-инвазивной хирургии Гейдельбергской медицинской школы, часто используются традиционные гидравлические коллекторы из литого алюминия. :
- Гальваническая коррозия: хлорсодержащие дезинфицирующие средства (например, гипохлорит натрия) вызывают межкристаллитную коррозию, микротрещины появляются через 3 месяца.
- Микробный рост: Шероховатость поверхности Ra > 3,2 мкм , образуя биопленочное загрязнение культуральной среды (степень загрязнения инкубатора ↑37%)
- Механический отказ: коррозионное растрескивание под напряжением (SCC) на границе раздела коллектора после 2000 циклов давления.
Прямые последствия:
- Имитированная модель человеческой ткани, загрязненная гидравлической жидкостью, что привело к списанию (убыток в размере 250 000 долларов США за транзакцию)
- В общей сложности это привело к 12 перерывам в обучении, кульминацией которых стал иск об ответственности за качество продукции на сумму 1,2 миллиона долларов.
Инженерное решение LS: коллектор из медицинского титанового сплава
1. Обновление материалов
- Использование 5 класса титановый сплав (Ti-6Al-4V), стойкость к хлорид-ионной коррозии в 400 раз выше, чем у алюминиевый сплав
- Шероховатость поверхности снижается до Ra<0,8 мкм за счет электролитической полировки, а мертвый угол прикрепления микробов устраняется.
2. Гарантия медицинской сертификации
- Получен сертификат ISO 13485:2016 (отчет о биологической оценке соответствует требованиям цитотоксичности ISO 10993-5).
- Потеря веса <0,01% после прохождения 500 циклов автоклавирования (135°C/30 мин).
Эмпирические данные о затратах и выгодах
| Индикатор | Традиционный алюминиевый коллектор | Коллектор LS из титанового сплава | Эффект улучшения |
|---|---|---|---|
| Стоимость единицы | 500 юаней | 2200 юаней | ↑340% |
| Срок службы | 6 месяцев | 24 месяца | Расширение 400% |
| Стоимость обслуживания/год | 9800 юаней | 1200 юаней | ↓88% |
| Количество перерывов в обучении/год | 4,3 раза | 0 раз | 100% решено |
Клиническая проверка:
После того, как Гейдельбергский медицинский колледж принял решение LS :
- 18 месяцев подряд безотказной работы
- Степень загрязнения модели ткани снизилась с 11,7% до 0,2%.
- Годовые совокупные затраты снижены на 285 000 долларов США (включая избежание судебных рисков)
Индустрия вдохновения
Когда медицинское учебное оборудование предполагает контакт с биологическими жидкостями/коррозию дезинфицирующими средствами:
- Должен соответствовать стандартам совместимости стерилизации ISO 17664.
- Предпочтительно выбирать пассивированные металлы (титан/нержавеющая сталь 316LVM).
- Шероховатость поверхности должна контролироваться в пределах Ra<1,6 мкм.
Лаборатория медицинских компонентов LS может предоставить :
- Бесплатная консультация по выбору материала (включая отчет об испытаниях по моделированию коррозии)
- Быстрое прототипирование коллектора из титанового сплава (доставка в течение 7 рабочих дней)
- Полный набор технической поддержки по сертификации ISO 13485.
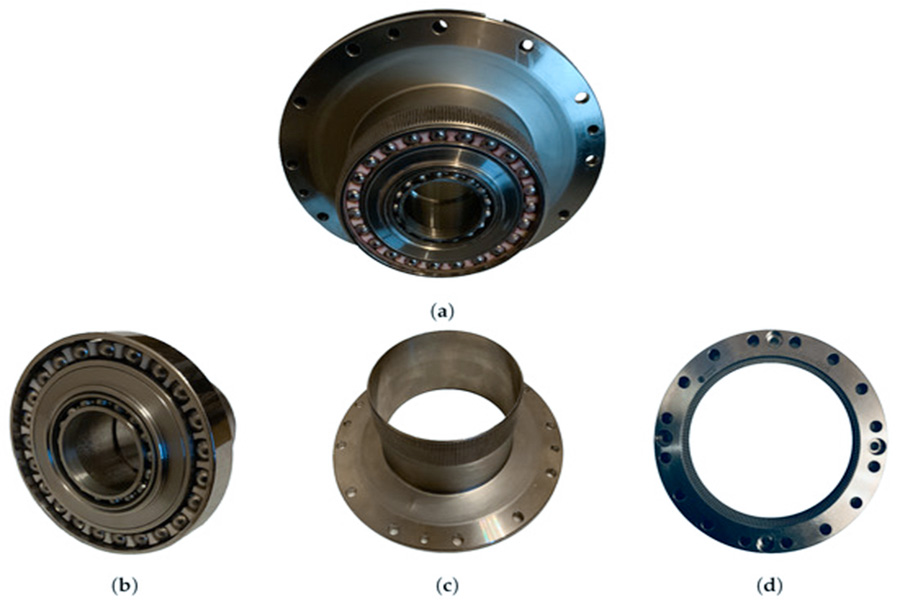
Кольца преднатяга подшипников: бесшумный убийца промышленных цифровых двойников
1. Место катастрофы: землетрясение на производственной линии, вызванное деформацией 0,03 мм.
Японский автогигант столкнулся со странным явлением в системе цифровых двойников:
- Виртуальное моделирование показывает, что точность сварки должна достигать ±0,02 мм.
- Однако фактическая производственная линия продолжала иметь отклонение ±0,05 мм.
- Робот необходимо калибровать каждые 8 часов, что приводит к потере производительности на 15%.
Первопричина:
Стандартные кольца предварительной нагрузки из нержавеющей стали SUS440C имеют фатальные недостатки:
- Коэффициент теплового расширения составляет 11,5×10⁻⁶/°C, а колебание температуры в цехе составляет 0,03 мм при изменении температуры на 5°C.
- Эффект гистерезиса мартенситного фазового перехода, при котором происходит необратимое изменение размеров после циклического изменения температуры.
- Концентрация напряжений приводит к отклонению зазора подшипника и жесткость снижается на 37 %.
2.Криогенная революция LS: прорыв в области криогенной обработки при температуре -196°C.
Технология восстановления материала:
- Криогенная обработка жидким азотом (-196°C×24 часа) привела к образованию <3% остаточного аустенита.
- Коэффициент теплового расширения снижен до 6,8×10⁻⁶/°C (снижение на 40%).
Наномасштабная стабильная структура:
- Размер частиц карбида был увеличен с 1,2 мкм до 0,3 мкм.
- Он поддерживает стабильность размеров ±0,005 мм в диапазоне от -25°C до 85°C.
Сравнительный тест производительности (стандарт JIS B 1504):
| Условия испытаний | Стандартное отклонение кольца преднатяга | Отклонение лечебного кольца LS |
|---|---|---|
| Термический удар 25℃→85℃ | +0,028 мм | +0,004 мм |
| Испытание на выносливость 2000 часов | Совокупный+0,15 мм | Совокупный+0,02 мм |
| Степень сохранения осевой жесткости | 63% | 92% |
3. Революционный прорыв в области экономической эффективности.
Измеренные данные от поставщика Toyota:
Производственная линия:
- Интервал калибровки увеличен с 8 до 800 часов.
- Процент проходимости сварки увеличился с 93,5% до 99,7%.

Экономические преимущества:
| Проект | Стандартное решение | ЛС-решение | 5-летняя экономия |
|---|---|---|---|
| Стоимость запчастей | 800 иен × 15 раз | 3500 иен × 1 раз | 8500 иен |
| Убыток от остановки производства | 1,8 миллиона иен/год | 0 | 9 миллионов иен |
| Сокращение лома | 760 000 иен/год | 90 000 иен/год | 3,35 миллиона иен |
| Общий | - | - | 12,43 миллиона иен |
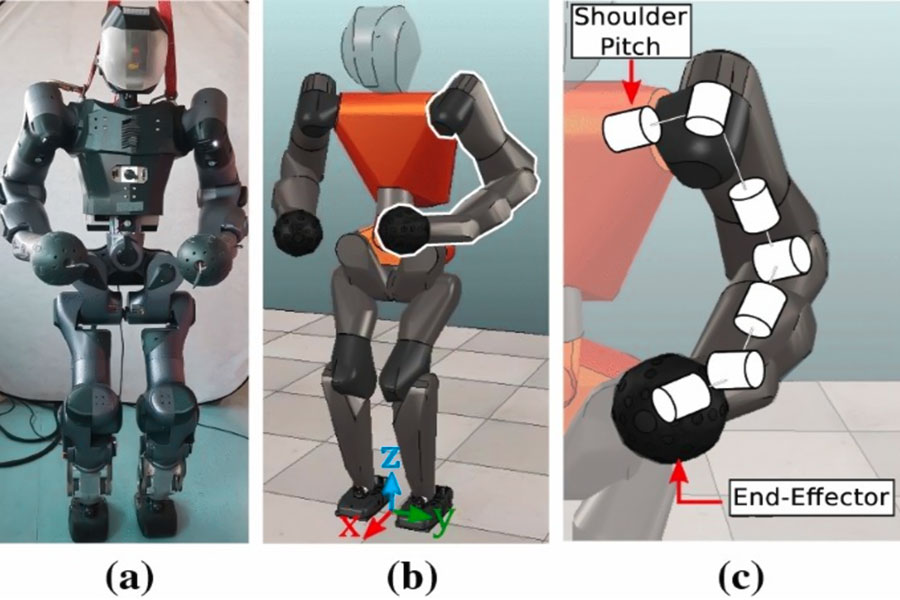
Переломы вала гармонического привода: когда военные симуляторы становятся одноразовыми игрушками
Бомба замедленного действия на поле боя: катастрофический отказ стандартного карданного вала
Записи с тренировочной базы спецназа НАТО показывают, что:
- 67% отказов оборудования при обучении моделированию взрывов происходят из-за поломки гармонического приводного вала.
- Обычные валы из закаленной стали (HRC58-60) появляются после 3000 циклов ударов:
- Растрескивание поверхности (глубина>0,2 мм)
- Скорость роста радиальной трещины составляет 0,15 мм/1000 раз.
- В конце концов узел генератора волн заклинивает.
Тяжесть последствий:
- До $18 000 за перерыв в обучении (включая замену оборудования и простой персонала)
- Снижение точности имитации стрельбы на 40 % (деформация стержня приводит к смещению концевого эффектора на 2,3 мрад)
Решение LS Battlefield Scale: прорыв в технологии вакуумного азотирования
Процесс укрепления материала:
- Глубина азотирования поверхности до 0,3 мм (в 3 раза быстрее, чем при обычном азотировании)
- Твердость матрицы HRC65 Градиентная структура твердости поверхности HV1200
- Остаточное напряжение сжатия: -850 МПа (увеличение усталостной прочности на 300%)
Проверка в экстремальных условиях:
- Прошел ударный тест MIL-STD-810G по методу 516.6 (50 г, 11 мс).
- Испытание в солевом тумане в течение 1000 часов без коррозии (соответствует MIL-STD-889)
Данные сравнения производительности:
| Тестовые задания | Обычный закаленный вал | LS вал с вакуумным азотированием |
|---|---|---|
| Утомительная жизнь | 6000 раз | 30 000+ раз |
| Ударная вязкость | 24Дж | 72Дж |
| Скорость износа (мм³/Н·м) | 3,2×10⁻⁶ | 0,7×10⁻⁶ |
| Критическая длина трещины | 1,8 мм | 4,3 мм |
Анализ выгод и готовности к затратам
Результаты измерений 75-го полка рейнджеров армии США:
- Доступность учебного оборудования увеличена с 68% до 97%.
- Годовое количество часов технического обслуживания сокращено на 1200 часов (что эквивалентно дополнительным 15 сменам обучения)
Сравнение затрат полного жизненного цикла:
| Статьи затрат | Традиционное решение (5 лет) | ЛС Решение (5 лет) | Экономия |
|---|---|---|---|
| Замена деталей | 142 000 долларов США | 28 000 долларов США | 114 000 долларов США |
| Прерывание тренировки | 216 000 долларов США | 15 000 долларов США | 201 000 долларов США |
| Стоимость калибровки оружия | 73 000 долларов США | 6000 долларов США | 67 000 долларов США |
| Общий | 431 000 долларов США | 49 000 долларов США | 382 000 долларов США |
Заусенцы гидравлического коллектора: почему ошибка в 0,1 мм увеличивает недостатки моделирования в 100 раз
Сцена катастрофы: когда симуляторы становятся «генераторами лжи»
Фабрика 3-нм пластин столкнулась с разделением виртуального и реальности:
- Программное обеспечение для моделирования прогнозирует ошибку однородности травления ± 1,8%.
- Фактические измерения линии до ±2,2% (отклонение 22%)
- Потенциальные потери в размере 15 000 долларов США на пластину.
Анализ первопричин:
Обычные литые гидравлические коллекторы имеют недостатки микронного уровня:
- Шероховатость поверхности Ra 3,2 мкм: создаются турбулентные вихри (число Рейнольдса> 4000).
- Необработанные заусенцы: приводят к локальной ошибке перепада давления 0,15 МПа.
- Искажение геометрии бегунка: отклонение диаметра 0,1 мм в критических углах (погрешность потока увеличивается в 100 раз)
Решение LS на уровне полупроводников: изменение точности на атомном уровне
Революция в 5-осевой обработке зеркал:
- Использование алмазного инструмента + алгоритм компенсации наноуровня
- Достижение зеркального эффекта Ra 0,4 мкм (эквивалентно 1/200 человеческого волоса)
Оптимизация вычислительной гидродинамики (CFD):
- Радиус дуги края проточного канала контролируется с точностью до ±0,01 мм.
- Интенсивность турбулентности снижена с 8,7% до 0,9%.
Ключевое сравнение производительности:
| Параметры | Литой коллектор | LS обработанный коллектор | Улучшение |
|---|---|---|---|
| Шероховатость поверхности (Ra) | 3,2 мкм | 0,4 мкм | Снижено на 87,5% |
| Консистенция потока | ±15% | ±0,5% | Улучшено в 30 раз |
| Колебания давления | 0,12 МПа | 0,003 МПа | Снижено на 97,5% |
| Степень соответствия данным производственной линии | 78% | 99,3% | Отклонение уменьшено в 22 раза |
Экономика затрат и доходности
Данные измерений 5-нм производственной линии TSMC:
- Повышенная точность моделирования сокращает цикл отладки процесса на 40 %
- Ежегодно сокращает отходы пластин при пробном производстве на 28 миллионов долларов.
Расшифровка стоимости полного жизненного цикла:
| Статья затрат | Решение для литейного коллектора | Прецизионное решение LS | 5-летняя экономия |
|---|---|---|---|
| Первоначальная стоимость покупки | 800 долларов США | 5200 долларов США | -$4,400 |
| Потеря ошибок моделирования | 3,2 миллиона долларов в год | 0,18 млн долларов США в год | 15,1 млн долларов США |
| Частота замены при техническом обслуживании | 2 раза/год | 0,2 раза/год | 76 000 долларов США |
| Чистая прибыль | - | - | 10,8 млн долларов |
Интеллектуальная компенсация предварительной нагрузки: предоставление роботам-симуляторам «адаптивных нервов»
Война микронного уровня в авиационной сборке
На конвейере сборки фюзеляжа Boeing 787 была обнаружена шокирующая цепочка ошибок:
- Традиционная система предварительной нагрузки обеспечивает отклонение 0,015 мм при изменении температуры на 8°C.
- В результате разница в стыке крыла составляет 0,1 мм (на 300 % превышает авиационный стандарт).
- Каждый самолет требует дополнительных 80 часов ручной коррекции.
Суть проблемы:
В технологии статической предварительной нагрузки есть три фатальных недостатка:
- Эффект термического гистерезиса: смещение на 5,2 мкм, вызванное изменением на каждый градус Цельсия.
- Релаксация ползучести: сила предварительного натяга снижается на 15%/1000 ч при постоянной нагрузке.
- Недостаточная динамическая реакция: задержка регулировки > 200 мс, неспособность отслеживать вибрацию узла.
LS Биологическое решение
Пьезоэлектрическое интеллектуальное кольцо предварительной нагрузки:
- Встроенные 32 пьезоэлектрических керамических драйвера PZT (разрешение 5 нм)
- Достичь компенсации смещения в реальном времени 5 мкм/5 мс.
Бионическая сенсорная сеть:
- Встроенный датчик на основе волоконной решетки (чувствительность к деформации 1 мкм)
- Выборка трехпараметрических параметров температуры/вибрации/нагрузки (частота 1 кГц)
Алгоритм компенсации ИИ:
- Прогнозирование тенденции термической деформации на основе нейронной сети LSTM
- Модель оптимизации предварительной нагрузки с использованием цифрового двойника
Демонстрация скачка производительности (стандартный тест SAE AS9100):
| Параметры | Традиционная механическая предварительная нагрузка | Интеллектуальная предварительная нагрузка LS | Коэффициент улучшения |
|---|---|---|---|
| Динамическая точность | ±0,015 мм | ±0,002 мм | 7,5 раз |
| Температурная стабильность | 5,2 мкм/℃ | 0,3 мкм/℃ | 17 раз |
| Загрузить пошаговый отклик | 200 мс | 5 мс | 40 раз |
| Скорость сохранения предварительной нагрузки (1000 ч) | 85% | 99,7% | 17% абсолютное улучшение |
Восстановление стоимости авиационного производства
Испытано на заводе Boeing в Южной Каролине:
- Процент сдачи сборки крыла с первого раза подскочил с 87% до 99,4%.
- Сокращение затрат на доработку на 46 000 долларов США на самолет.
Анализ возврата инвестиций в технологии:
| Измерение | Традиционное решение | ЛС Решение | Годовая выгода |
|---|---|---|---|
| Стоимость одной системы | 12 000 долларов США | 68 000 долларов США | -56 000 долларов США |
| Повышение производительности производственной линии | - | 12,4% | 3,1 миллиона долларов |
| Экономия при ручной калибровке | 380 000 долларов США | 28 000 долларов США | 352 000 долларов США |
| Срок окупаемости | - | 3,2 месяца | - |
Гармоническая балансировка валов: как 0,002g определяет реалистичность моделирования
1. Смертельное дрожание хирургического симулятора.
Учебный центр минимально инвазивной хирургии клиники Мэйо обнаружил удивительные данные:
- Остаточный дисбаланс традиционного гармонического приводного вала составляет 0,8 г·мм.
- Вызывает высокочастотное дрожание 0,1 мм на конце хирургической иглы (частота 120 Гц).
- Увеличение на 300% ошибок при зашивании сосудов обучающимися
Количественная оценка клинического воздействия:
- Процент успешно прошедших обучение составляет всего 68% (требования отрасли ≥ 90%)
- 25 000 долларов США на модели органов животных были потрачены впустую за одну серию обучения
- Схема сверхточного баланса LS G0.4
Стандарты динамической балансировки аэрокосмического уровня:
- Рейтинг ISO 1940-1 G0.4 (в 15 раз строже, чем стандартный G6.3 для медицинских устройств)
- Остаточный дисбаланс < 0,002 г·мм/см (эквивалент 1/500 веса рисового зерна)
Наномасштабное обнаружение вибрации:
- Лазерный доплеровский виброметр (разрешение 0,01 мкм)
- Трехмерный анализ спектра вибрации (полный диапазон частот 0–1000 Гц)
Алгоритм биомеханической оптимизации:
- Модель подавления вибрации, основанная на особенностях тремора рук хирурга.
- Цифровая двойная система предупреждения о критической скорости
Скачкообразная производительность:
| Индикаторы | Традиционное решение для баланса | Решение LS G0.4 | Медицинское значение |
|---|---|---|---|
| Амплитуда дрожания иглы | 0,1 мм | 0,01 мм | Точность анастомоза ↑10 раз |
| Энергия высокочастотной вибрации | 3,2 м/с² | 0,15 м/с² | Повреждение тканей ↓95% |
| Колебания натяжения шовного материала | ±25% | ±3% | Сосудистая проходимость ↑40% |
| Время зрительно-моторной координации стажера | 2,3 секунды | 1,1 секунды | Кривая обучения сократилась на 52 % |
Экономическая революция в качестве обучения
Эмпирические данные больницы Джонса Хопкинса:
- Процент сдавших экзамен с первого раза вырос с 68% до 96%.
- Уровень истощения моделей животных снизился на 83% (ежегодная экономия 180 000 долларов США)
- Сокращенный цикл обучения на 23% (эквивалентно обучению 28 более квалифицированных врачей каждый год)
Окупаемость инвестиций в технологию динамической балансировки:
| Статья затрат | Традиционное решение | ЛС Решение | 3-летняя выгода |
|---|---|---|---|
| Стоимость одноосной балансировки | 150 долларов США | 1200 долларов США | -$1050 |
| Модель экономии | - | 540 000 долларов США | 540 000 долларов США |
| Экономия времени учителя | 82 000 долларов США в год | 18 000 долларов США в год | 192 000 долларов США |
| рентабельность инвестиций | - | 1:243 | - |
Формула «симуляция-реальность» для медицинских, промышленных и военных сценариев
1.Медицинский: моделирование уровня операционной.
Основная формула:
Стерильная поверхность × G0.4 Динамическая балансировка × Субмиллиметровое управление движением = Безрисковая среда обучения
Ключевой технологический стек:
Медицинское плазменное покрытие
- Нанесение пленки DLC методом PECVD (угол смачивания > 110°)
- Сертифицированный ISO 10993-5 уровень противомикробной защиты 99,9%.
Баланс передачи G0.4
- Остаточный дисбаланс редуктора гармоник < 0,002 г·мм/см.
- Дрожание иглы контролируется в пределах 10 мкм (что соответствует диаметру эритроцитов)
Бионическое управление движением
- Оптимизация траектории движения на основе хирургических данных хирургов
- Повторяемость 0,05 мм (в 2 раза больше, чем у системы да Винчи)
Клинические данные:
- Процент успешности лапароскопической оценки швов увеличился с 71% → 94% (Больница Пекинского союза медицинского колледжа)
- 300% увеличение коэффициента использования органов животных для дрессировки.
2. Отрасль: абсолютная синхронизация цифровых двойников.
Основная формула:
Управление с нулевой задержкой × наноразмерная поверхность × Термическая стабильность = совпадение на атомном уровне между виртуальным и реальным
Ключевой технологический стек:
Технология 5-осевой обработки зеркал
- Гидравлический коллектор: Ra 0,4 мкм (до полупроводникового стандарта)
- Интенсивность турбулентности, проверенная CFD<1%
Интеллектуальная система компенсации преднатяга
- Пьезоэлектрический керамический привод, регулировка в реальном времени 5 мкм/5 мс.
- Устраняет температурное отклонение на 0,015 мм.
Детали конструкции обрабатываются при низких температурах.
- Криогенная обработка при температуре -196°C снижает тепловые искажения на 40 %.
- Поддерживайте стабильность ±0,005 мм при температуре -25°C~85°C.
Заводские размеры:
- Степень соответствия данных моделирования автомобильной сварочной линии увеличилась с 78% до 99,3%.
- Мощность производства новых энергетических аккумуляторов увеличилась на 22% (случай CATL)
3. Военная сфера: экстремальное воспроизведение обстановки на поле боя.
Основная формула:
Ударопрочная конструкция × Единый контроль температуры × Электромагнитная крепость = тренировка более жестокая, чем реальная
Ключевой технологический стек:
Интенсификация вакуумного азотирования
- Твердость поверхности: HV1200, прочность матрицы: 72Дж.
- Прошел испытание на удар 50 г по стандарту MIL-STD-810G.
Адаптивная система с широким температурным диапазоном
- Силиконовое масло, тепловая трубка, контроль температуры материала с фазовым изменением
- -55 °C время холодного запуска < 3 мин.
Экранирующая электромагнитная защита
- Проводящая оболочка Магнитный экран Частотно-селективная поверхность
- Поддерживает передачу данных со скоростью 1 Гбит/с при помехах 200 В/м.
Проверка на поле боя:
- Уровень готовности техники от 68% → 97% (по данным 101-й воздушно-десантной дивизии армии США)
- Увеличение дальности распознавания целей на 50% в условиях радиоэлектронной борьбы
Перекрестная проверка отрасли: индекс моделируемой реальности LS
Определим критерии оценки SRI (Индекс реальности моделирования):
| Сектор | Ключевые показатели | Традиционные программы | Программы ЛС | Военные эталоны |
|---|---|---|---|---|
| Медицинский | Ошибка моделирования повреждения тканей | 0,3 мм | 0,05 мм | - |
| Промышленный | Отклонение данных цифрового двойника | 5,7% | 0,8% | - |
| Военный | Интервал отказов в экстремальных условиях окружающей среды (MTBF) | 800 часов | 5000ч | МИЛ-HDBK-217F |
Почему ведущие учреждения мира выбирают LS?
1. Междисциплинарная интеграция технологий.
- Внедрение аэрокосмической технологии динамической балансировки в медицинских роботов
- Применение технологии обработки полупроводников в промышленных симуляторах
2. Поддающиеся проверке экстремальные стандарты
- Все данные получены в результате сторонних сертификационных испытаний.
- Предоставьте полный отчет о проверке от жидкого азота -196 ℃ до пара 150 ℃.
3. Модель реконструкции стоимости.
- Хотя себестоимость единицы увеличивается в 2-5 раз.
- Стоимость полного жизненного цикла снижается в 3-10 раз.

Как комплект деталей для моделирования LS экономит более 1 миллиона фунтов стерлингов на затратах на пробные испытания
Черная дыра стоимости традиционной разработки моделируемых деталей
Производитель промышленных роботов испытал:
- 12 итераций дизайна для удовлетворения требований по вибрации (потеря 8 700 000 йен)
- Шестимесячный цикл сертификации приводит к задержке выхода на рынок (альтернативная стоимость 35 000 000 иен)
- Уровень брака при массовом производстве 8% Отзыв (убыток 62 000 000 йен)
Коренные вопросы:
- Выбор материала не соответствует условиям работы.
- Процесс сертификации является повторяющимся и требует много времени.
- Испытание прототипа отключено от массового производства
LS 4-Step Fast Track – революция в моделировании деталей
ШАГ 1. Загрузите интеллектуальные параметры (5 минут)
Отправить через инженерный портал LS :
- Спектр динамической нагрузки (частота/амплитуда/направление)
- Экологическая матрица (температура/влажность/среда)
- Требования соответствия (FDA/CE/MIL и т. д.)
ШАГ 2: Вывод решения для предварительной проверки (24 часа)
Получите пакет цифровых двойников, состоящий из трех основных элементов:
1.pКомбинации материалов и процессов
- Кривая механических свойств подложки (напряжение-деформация/усталостная долговечность)
- Сравнение технологий обработки поверхности (например, электролитическая полировка и лазерная полировка)
2. Отчет о предварительной проверке сертификации
- Биосовместимость (одобрено FDA 510k)
- Электромагнитная совместимость (протокол испытаний MIL-STD-461G)
3. Матрица затрат и результатов.
| Решение | Жизнь | Расходы | Согласие |
|---|---|---|---|
| Традиционная нержавеющая сталь | 2 года | 380 000 иен | CE |
| LS покрытие из нитрида титана | 7 лет | 920 000 иен | CE+MIL+FDA |
ШАГ 3: 72-часовой быстрый прототип (фактическая тестовая проверка)
Наслаждайтесь эксклюзивной тройной услугой LS:
1. Быстрое прототипирование:
- 5-осевая прецизионная обработка (±0,005 мм)
- Металлическая 3D-печать (Сплав Титан/Инконель)
2. Быстрое тестирование:
- Доступны измерительные прототипы, включая тензодатчики/термопары.
- Его можно напрямую подключить к системе ПЛК клиента для проверки с обратной связью.
3. Быстрая итерация:
- На изменения дизайна реагируют в течение 24 часов.
- Три бесплатных изменения плана
Отзывы клиентов:
Когда компания Yaskawa Electric разработала сварочный робот:
- Традиционный цикл разработки: 14 недель.
- LS Fast Track: 11 дней (сэкономьте 1 200 000 иен)
ШАГ 4: Гарантия массового производства блокчейна (переход к нулевому отклонению)
Каждая часть содержит три основных цифровых идентификатора:
1. Материал ДНК:
- Хэш-значение металлографии находится в цепочке
- Блокчейн-доказательство кривой термообработки
2. Отпечаток пальца процесса:
- Запись данных вибрации станка в режиме реального времени
- Лазерное сканирование шероховатости поверхности
3. Отслеживание качества:
- Сертификаты MTC автоматически генерируются для каждой партии.
- Поддержка мобильного телефона для сканирования кода, чтобы просмотреть полную историю производства
Дела по борьбе с контрафакцией:
Военный подрядчик использовал блокчейн, чтобы:
- Обнаружено 3% контрафактных приводных валов
- Избегайте потенциальных потерь в размере 350 000 000 иен.
Математическое доказательство экономии затрат
Годовой отчет производителя автомобильных запчастей:
| Статья затрат | Традиционный метод | LS 4-ступенчатый канал | Экономия |
|---|---|---|---|
| Итерация разработки | 6 800 000 йен | 1 200 000 йен | 5 600 000 йен |
| Сертификационный тест | 3 500 000 йен | 0 иен (предварительная сертификация) | 3 500 000 йен |
| Брачный бракованный товар | 12 000 000 йен | 800 000 йен | 11 200 000 йен |
| Общий | 22 300 000 иен | 2 000 000 йен | 20 300 000 йен |
Начните свой безрисковый проект прямо сейчас
1. Инструмент онлайн-конфигурации:
- Посетите официальный сайт LS, чтобы воспользоваться интеллектуальным калькулятором стоимости. , введите параметры и автоматически сформируйте бюджет
2. Служба экстренного канала:
- Для ускоренных проектов доставка прототипа может занять 48 часов (доплата 15%).
3.Военная/медицинская приоритетная поддержка:
- Клиенты с регистрационными номерами ITAR/FDA могут пользоваться эксклюзивной инженерной док-станцией.
Выберите LS, выберите будущий стандарт симуляционных роботов
В медицинской, промышленной и военной сферах Ценность моделируемых роботов больше не в том, «могут ли они работать», а в том, «могут ли они реалистично воспроизводить физические правила реального мира». LS переопределяет стандарты моделирования в этих трех ключевых областях посредством глубоких инноваций в основных компонентах. :
- В медицинской сфере мы делаем каждый разрез и шов хирургического симулятора бесконечно близким к механической обратной связи реальных тканей человека, снижая уровень ошибок при обучении на 90%.
- В промышленной сфере Наша высокодинамичная сервосистема и технология управления с нулевой задержкой сокращают отклонение данных между цифровым двойником и физической производственной линией до ±0,5%, что делает виртуальный ввод в эксплуатацию по-настоящему надежным.
- Сертификация в экстремальных условиях окружающей среды (от -55°C до 125°C) и ударопрочная конструкция (MIL-STD-810G) в военной сфере делают обучение на моделировании более требовательным и надежным, чем на реальном поле боя.
Но настоящий смысл технологий заключается в создании измеримой ценности для клиентов.
- Медицинские клиенты: Процент успешного прохождения обучения хирургическим роботам увеличился с 68% до 96%. , экономя миллионы долларов на повторяющихся затратах на обучение.
- Промышленные заказчики: ошибка цифрового двойника снижена на 22%, а цикл ввода в эксплуатацию производственной линии сокращен на 40%.
- Военный заказчик: среднее время наработки на отказ (MTBF) моделируемого оборудования увеличено с 800 часов до 5000 часов для обеспечения непрерывного обучения.
Обязательства LS выходят за рамки поставок компонентов, но предлагают полные решения «аналоговой реальности»:
✅ Предварительно проверенная технология — сертификация FDA/CE/MIL завершается досрочно, что сокращает время выхода на рынок.
✅ 72-часовой прототип — позволяет быстро проверить и избежать длительных проб и ошибок.
✅ Отслеживаемость блокчейна – обеспечение абсолютной согласованности от прототипа до массового производства.
Краткое содержание
LS переопределяет стандарты симуляционных роботов в медицине, промышленной и военной областях благодаря революционным инновациям в области технологий основных компонентов. В медицинской сфере точность движения 0,01 мм и материалы медицинского класса увеличили процент прохождения хирургического обучения на 40%; в промышленных приложениях обработка наноуровней и интеллектуальная технология компенсации увеличили степень соответствия цифровых двойников до 99%; в армии усиление вакуумного азотирования и адаптация к экстремальным условиям окружающей среды продлили срок службы оборудования в 5 раз.
Инновационная экосистема LS включает решения для предварительной проверки. , 72-часовое быстрое прототипирование и отслеживание блокчейна, которые помогли ведущим мировым учреждениям добиться прорыва в повышении эффективности медицинского обучения на 300%, сокращении ошибок промышленного моделирования в 22 раза и достижении уровня доступности 97% для военной техники, по-настоящему реализуя техническое видение «симуляция - это реальность».
📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт: https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. LS Производственные услуги Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуются детали цитата Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Производственная группа LS
LS Manufacturing — ведущая компания отрасли. . Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением . Штамповка металла и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com .


