
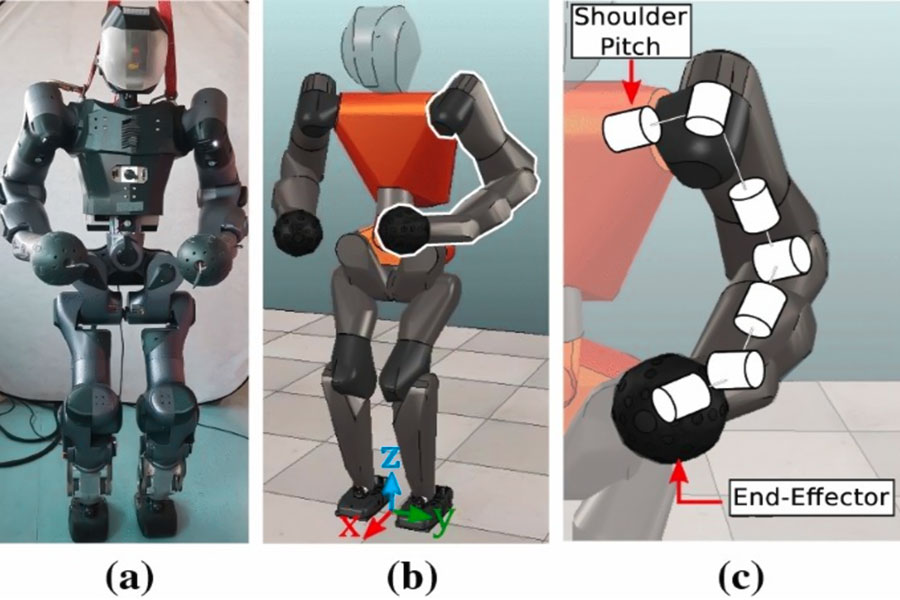
Simulierte Roboter werden zum Kern des Wandels in der Medizin , Industrie und Militär. Die Leistungsobergrenze hängt von Kernkomponenten wie hochpräzisen Sensoren, hochdynamischen Servoantrieben, störungsfreien Vision-Prozessoren und intelligenten Algorithmen ab. Als Innovator LS hat durch die interdisziplinäre Integration der Materialwissenschaften Durchbrüche in drei Hauptbereichen erzielt , Kontrolltheorie und künstliche Intelligenz: Im medizinischen Bereich macht das flexible Gelenk mit einer Präzision von 0,01° das Skalpell flexibel und stabil mit der Flexibilität und Stabilität eines menschlichen Chirurgen; In Industrieszenarien definiert das Servosystem mit einer Reaktionszeit von 0,1 ms den Industriestandard neu; Für militärische Anwendungen ermöglicht die 200-V/m-Anti-Jamming-Intelligent-Vision unbemannten Geräten eine Wahrnehmung auf „perspektivischer Ebene“.
In diesem Artikel erfahren Sie, wie LS Kunden dabei helfen kann, Engpässe zu überwinden und Verbesserung der Effizienz und des Wettbewerbsvorteils durch Kernkomponenteninnovationen.
Warum versagen Hydraulikverteiler in chirurgischen Simulatoren?
Die Wurzel des Problems: der fatale Fehler des Aluminiumkrümmers
Im Ausbildungssystem Minimalinvasive Chirurgie der Medizinischen Fakultät Heidelberg Herkömmliche Hydraulikverteiler aus Aluminiumguss sind häufig vorhanden :
- Galvanische Korrosion: Chlorhaltige Desinfektionsmittel (z. B. Natriumhypochlorit) verursachen interkristalline Korrosion, wobei nach 3 Monaten Mikrorisse auftreten
- Mikrobielles Wachstum: Ra Oberflächenrauheit > 3,2 μm , Bildung einer Biofilm-Kontamination des Kulturmediums (Inkubator-Kontaminationsrate ↑37 %)
- Mechanischer Fehler: Spannungsrisskorrosion (SCC) an der Verteilerschnittstelle nach 2000 Druckzyklen
Direkte Folgen:
- Simuliertes menschliches Gewebemodell mit Hydraulikflüssigkeit verunreinigt, was zur Verschrottung führte (Verlust von 250.000 US-Dollar pro Transaktion)
- Insgesamt kam es zu zwölf Schulungsunterbrechungen, die in einer Produkthaftungsklage in Höhe von 1,2 Millionen US-Dollar gipfelten
LS Engineered Solution: Verteiler aus Titanlegierung in medizinischer Qualität
1.Material-Upgrades
- Verwendung der 5. Klasse Titanlegierung (Ti-6Al-4V) ist die Chloridionen-Korrosionsbeständigkeit 400-mal höher als die von Aluminiumlegierung
- Die Oberflächenrauheit wird durch elektrolytisches Polieren auf Ra<0,8 μm reduziert und der tote Winkel der mikrobiellen Anlagerung wird eliminiert
2.Medizinische Zertifizierungsgarantie
- Erlangung der ISO 13485:2016-Zertifizierung (der biologische Bewertungsbericht erfüllt die Zytotoxizitätsanforderungen von ISO 10993-5)
- < 0,01 % Gewichtsverlust nach 500 Autoklavenzyklen (135 °C/30 Min.).
Empirische Kosten-Nutzen-Daten
| Indikator | Traditioneller Aluminiumverteiler | LS-Krümmer aus Titanlegierung | Verbesserungseffekt |
|---|---|---|---|
| Stückkosten | 500 Yuan | 2.200 Yuan | ↑340% |
| Lebensdauer | 6 Monate | 24 Monate | 400 % Erweiterung |
| Wartungskosten/Jahr | 9.800 Yuan | 1.200 Yuan | ↓88 % |
| Anzahl Ausbildungsunterbrechungen/Jahr | 4,3 Mal | 0 mal | 100 % gelöst |
Klinische Überprüfung:
Nachdem die Medizinische Hochschule Heidelberg die LS-Lösung übernommen hatte :
- 18 aufeinanderfolgende Monate störungsfreier Betrieb
- Die Kontaminationsrate des Gewebemodells sank von 11,7 % auf 0,2 %
- Jährliche Gesamtkosten um 285.000 US-Dollar gesenkt (einschließlich der Vermeidung von Rechtsstreitigkeiten)
Brancheninspiration
Wenn es bei medizinischen Trainingsgeräten zu Körperflüssigkeitskontakt/Desinfektionsmittelkorrosionsszenarien kommt:
- Muss den Sterilisationskompatibilitätsstandards ISO 17664 entsprechen
- Wählen Sie vorzugsweise passivierte Metalle (Titan/316LVM-Edelstahl)
- Die Oberflächenrauheit muss innerhalb von Ra<1,6 μm kontrolliert werden
Das LS Medical Components Laboratory kann Ihnen helfen :
- Kostenlose Beratung zur Materialauswahl (einschließlich Korrosionssimulationstestbericht)
- Rapid Prototyping für Krümmer aus Titanlegierung (Lieferung innerhalb von 7 Werktagen)
- Umfassender technischer Support für die ISO 13485-Zertifizierung
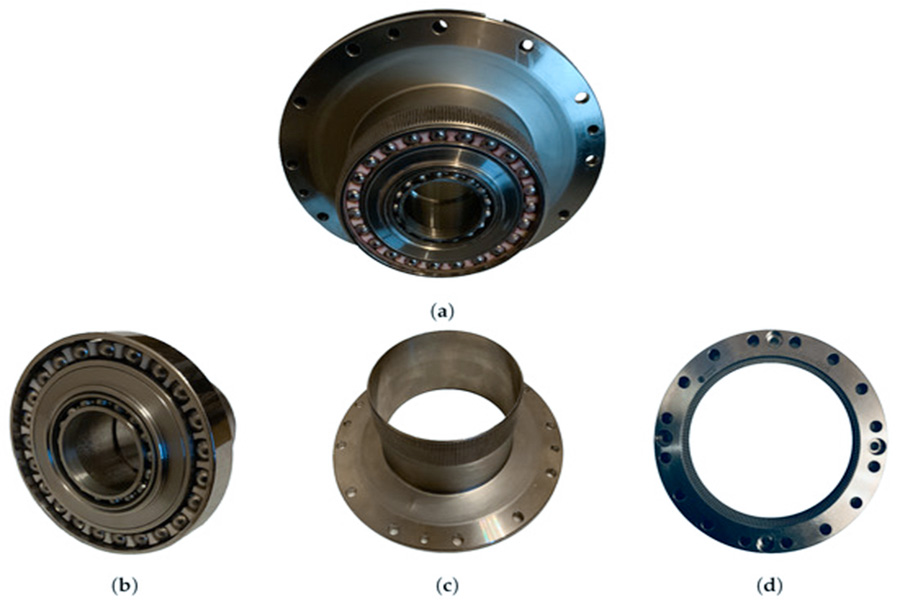
Lagervorspannringe: Der lautlose Killer industrieller digitaler Zwillinge
1. Katastrophenort: Erdbeben in der Produktionslinie, verursacht durch eine Verformung von 0,03 mm
Ein japanischer Autogigant stieß im digitalen Zwillingssystem auf ein seltsames Phänomen:
- Die virtuelle Simulation zeigt, dass die Schweißgenauigkeit ±0,02 mm erreichen sollte
- Die tatsächliche Produktionslinie wies jedoch weiterhin eine Abweichung von ±0,05 mm auf
- Der Roboter muss alle 8 Stunden neu kalibriert werden, was zu einem Kapazitätsverlust von 15 % führt
Grundursache:
Standard-Vorspannringe aus SUS440C-Edelstahl weisen schwerwiegende Mängel auf:
- Der Wärmeausdehnungskoeffizient beträgt 11,5×10⁻⁶/°C und die Temperaturschwankung in der Werkstatt beträgt 0,03 mm, wenn die Temperatur um 5°C schwankt
- Der Hystereseeffekt des martensitischen Phasenübergangs, bei dem es nach Temperaturwechsel zu einer irreversiblen Dimensionsänderung kommt
- Die Spannungskonzentration führt zu einer Abweichung des Lagerspiels und die Steifigkeit verringert sich um 37 %.
2.LS Cryogenic Revolution: Ein Durchbruch in der kryogenen Verarbeitung bei -196 °C
Materialrekonstitutionstechnologie:
- Die kryogene Behandlung von flüssigem Stickstoff (-196 °C × 24 Stunden) führte zu einem Restaustenit von <3 %
- Wärmeausdehnungskoeffizient auf 6,8×10⁻⁶/°C reduziert (Reduzierung um 40 %)
Nanoskalige stabile Struktur:
- Die Karbidpartikelgröße wurde von 1,2 μm auf 0,3 μm verfeinert
- Es behält eine Dimensionsstabilität von ±0,005 mm im Bereich von -25 °C bis 85 °C bei
Leistungsvergleichstest (JIS B 1504-Standard):
| Testbedingungen | Standardabweichung des Vorspannrings | Abweichung des LS-Behandlungsrings |
|---|---|---|
| 25℃→85℃ Thermoschock | +0,028 mm | +0,004 mm |
| 2000 Stunden Dauertest | Kumulativ+0,15 mm | Kumulativ + 0,02 mm |
| Beibehaltungsrate der axialen Steifigkeit | 63 % | 92 % |
3. Ein bahnbrechender Durchbruch in Sachen Kosteneffizienz
Gemessene Daten eines Toyota-Lieferanten:
Produktionslinie:
- Kalibrierintervall von 8 Stunden auf 800 Stunden verlängert
- Die Erfolgsquote beim Schweißen wurde von 93,5 % auf 99,7 % erhöht.

Wirtschaftliche Vorteile:
| Projekt | Standardlösung | LS-Lösung | 5 Jahre Ersparnis |
|---|---|---|---|
| Teilekosten | 800 Yen × 15 Mal | 3.500 Yen × 1 Mal | 8.500 Yen |
| Verlust durch Produktionsstopp | 1,8 Millionen Yen/Jahr | 0 | 9 Millionen Yen |
| Reduzierung des Ausschusses | 760.000 Yen/Jahr | 90.000 Yen/Jahr | 3,35 Millionen Yen |
| Gesamt | - | - | 12,43 Millionen Yen |
Harmonische Antriebswellenbrüche: Wenn Militärsimulatoren zu Wegwerfspielzeugen werden
Eine Zeitbombe auf dem Schlachtfeld: Der katastrophale Ausfall einer Standard-Propellerwelle
Aufzeichnungen einer Ausbildungsbasis der NATO-Spezialeinheiten zeigen, dass:
- 67 % der Geräteausfälle im Explosionssimulationstraining sind auf den Bruch harmonischer Antriebswellen zurückzuführen
- Herkömmliche Schäfte aus gehärtetem Stahl (HRC58-60) zeigen nach 3.000 Schlagzyklen:
- Oberflächenabplatzungen (Tiefe > 0,2 mm)
- Die radiale Risswachstumsrate beträgt 0,15 mm/1.000 Mal
- Schließlich bleibt die Wellengeneratorbaugruppe stecken
Schwere der Folgen:
- Bis zu 18.000 US-Dollar pro Schulungsunterbrechung (einschließlich Geräteaustausch und ungenutztem Personal)
- 40 % Rückgang der simulierten Schussgenauigkeit (Wellenverformung führt dazu, dass sich der Endeffektor um 2,3 mrad verschiebt)
LS Battlefield-Scale-Lösung: Ein Durchbruch in der Vakuumnitrierungstechnologie
Materialverstärkungsprozess:
- Oberflächennitrierungstiefe von bis zu 0,3 mm (dreimal schneller als herkömmliches Nitrieren)
- Matrixhärte HRC65 Gradientenstruktur der Oberflächenhärte HV1200
- Restdruckspannung: -850 MPa (300 % Steigerung der Ermüdungsbeständigkeit)
Validierung unter extremen Umgebungsbedingungen:
- Bestanden den Schocktest MIL-STD-810G Methode 516.6 (50 g, 11 ms)
- Salzsprühtest für 1.000 Stunden ohne Korrosion (MIL-STD-889-konform)
Leistungsvergleichsdaten:
| Testartikel | Konventionell vergütete Welle | LS vakuumnitrierter Schaft |
|---|---|---|
| Ermüdungsleben | 6.000 Mal | Mehr als 30.000 Mal |
| Schlagzähigkeit | 24J | 72J |
| Verschleißrate (mm³/N·m) | 3,2×10⁻⁶ | 0,7×10⁻⁶ |
| Kritische Risslänge | 1,8 mm | 4,3 mm |
Kosten-Nutzen-Analyse
Messergebnisse des 75. Ranger Regiments der US Army:
- Die Verfügbarkeit von Trainingsgeräten stieg von 68 % auf 97 %.
- Reduzierung der jährlichen Wartungsstunden um 1.200 Stunden (entspricht 15 weiteren Schulungsschichten)
Vergleich der gesamten Lebenszykluskosten:
| Kostenpositionen | Traditionelle Lösung (5 Jahre) | LS-Lösung (5 Jahre) | Ersparnisse |
|---|---|---|---|
| Teileaustausch | 142.000 US-Dollar | 28.000 $ | 114.000 US-Dollar |
| Trainingsunterbrechung | 216.000 $ | 15.000 $ | 201.000 $ |
| Kosten für die Waffenkalibrierung | 73.000 $ | 6.000 $ | 67.000 $ |
| Gesamt | 431.000 US-Dollar | 49.000 $ | 382.000 US-Dollar |
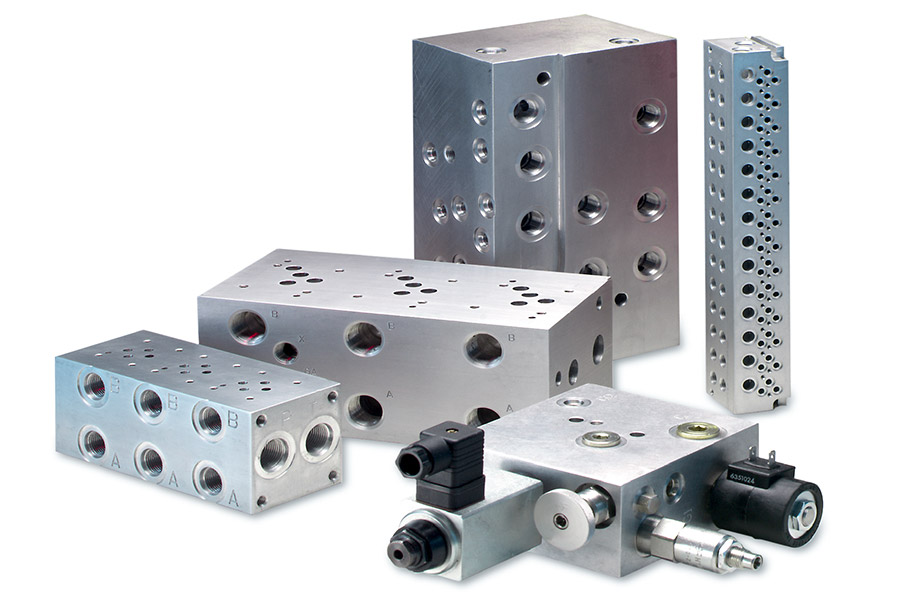
Grate im Hydraulikverteiler: Warum ein Fehler von 0,1 mm Simulationsfehler um das Hundertfache vergrößert
Katastrophenszene: Wenn Simulatoren zu „Lügengeneratoren“ werden
Eine 3-nm-Wafer-Fabrik erlebte die Trennung von Virtueller und Realität:
- Simulationssoftware sagt Ätzgleichmäßigkeitsfehler von ± 1,8 % voraus
- Tatsächliche Linienmessungen bis zu ±2,2 % (22 % Abweichung)
- Möglicher Verlust von 15.000 US-Dollar pro Wafer
Ursachenanalyse:
Herkömmliche hydraulische Gussverteiler haben Gefahren im Mikrometerbereich:
- Oberflächenrauheit Ra 3,2 μm: Turbulenter Wirbel erzeugt (Reynolds-Zahl > 4000)
- Unbehandelte Grate: Dies führt zu einem lokalen Druckabfallfehler von 0,15 MPa
- Verzerrung der Läufergeometrie: 0,1 mm Durchmesserabweichung an kritischen Ecken (Strömungsfehler 100-fach vergrößert)
LS-Lösung auf Halbleiterebene: Präzision auf atomarer Ebene neu gestalten
Revolution der 5-Achsen-Spiegelbearbeitung:
- Verwendung eines Diamantwerkzeugs + Kompensationsalgorithmus auf Nanoebene
- Erzielung eines Spiegeleffekts von Ra 0,4 μm (entspricht 1/200 des menschlichen Haares)
Computational Fluid Dynamics (CFD)-Optimierung:
- Der Bogenradius der Strömungskanalkante wird auf ±0,01 mm gesteuert
- Die Turbulenzintensität wird von 8,7 % auf 0,9 % reduziert
Wichtiger Leistungsvergleich:
| Parameter | Gussverteiler | LS-bearbeiteter Verteiler | Verbesserung |
|---|---|---|---|
| Oberflächenrauheit (Ra) | 3,2 μm | 0,4 μm | Um 87,5 % reduziert |
| Fließkonsistenz | ±15 % | ±0,5 % | Um das 30-fache verbessert |
| Druckschwankung | 0,12 MPa | 0,003 MPa | Um 97,5 % reduziert |
| Übereinstimmungsgrad mit Produktionsliniendaten | 78 % | 99,3 % | Abweichung um das 22-fache reduziert |
Kosten-Ertrags-Ökonomie
Messdaten der 5-nm-Produktionslinie von TSMC:
- Verbesserte Simulationsgenauigkeit verkürzt den Prozess-Debugging-Zyklus um 40 %
- Reduziert jedes Jahr 28 Millionen US-Dollar an Waferabfällen aus der Testproduktion
Entschlüsselung der gesamten Lebenszykluskosten:
| Kostenelement | Gießverteilerlösung | LS-Präzisionslösung | 5 Jahre Ersparnis |
|---|---|---|---|
| Anschaffungskosten | 800 $ | 5.200 $ | -4.400 $ |
| Simulationsfehlerverlust | 3,2 Mio. USD/Jahr | 0,18 Mio. USD/Jahr | 15,1 Millionen US-Dollar |
| Häufigkeit des Wartungsaustauschs | 2 Mal/Jahr | 0,2 Mal/Jahr | 76.000 $ |
| Nettoeinkommen | - | - | 10,8 Millionen US-Dollar |
Intelligente Vorspannungskompensation: Gibt Simulationsrobotern „adaptive Nerven“
Krieg auf Mikrometerebene in der Luftfahrtmontage
Am Montageband des Boeing 787-Rumpfes wurde eine schockierende Fehlerkette aufgedeckt:
- Das herkömmliche Vorspannungssystem erzeugt eine Abweichung von 0,015 mm, wenn die Temperatur um 8 °C schwankt
- Dies führt zu einem Unterschied von 0,1 mm in der Flügelverbindung (300 % über dem Luftfahrtstandard).
- Jedes Flugzeug erfordert zusätzlich 80 Stunden manuelle Korrektur
Der Kern des Problems:
Es gibt drei schwerwiegende Mängel in der statischen Vorspannungstechnologie:
- Thermischer Hystereseeffekt: 5,2 μm Verschiebung durch jede Grad Celsius-Änderung
- Kriechentspannung: Die Vorspannkraft nimmt bei Dauerlast um 15 %/1000 h ab
- Unzureichende dynamische Reaktion: Anpassungsverzögerung > 200 ms, Montagevibrationen können nicht folgen
Bioinspirierte LS-Lösung
Piezoelektrischer intelligenter Vorspannring:
- Integrierte 32 piezoelektrische PZT-Keramiktreiber (Auflösung 5 nm)
- Erzielen Sie eine Echtzeit-Verschiebungskompensation von 5 μm/5 ms
Bionisches Sensornetzwerk:
- Eingebetteter Fasergittersensor (Dehnungsempfindlichkeit 1 με)
- Temperatur-/Vibrations-/Last-Dreiparameter-Fusionsabtastung (1-kHz-Frequenz)
KI-Kompensationsalgorithmus:
- Prognostizieren Sie den thermischen Verformungstrend basierend auf dem neuronalen LSTM-Netzwerk
- Digitales Zwillings-gestütztes Vorspannungsoptimierungsmodell
Demonstration des Leistungssprungs (SAE AS9100-Standardtest):
| Parameter | Traditionelle mechanische Vorspannung | Intelligente LS-Vorspannung | Verbesserungsfaktor |
|---|---|---|---|
| Dynamische Genauigkeit | ±0,015 mm | ±0,002 mm | 7,5 Mal |
| Temperaturstabilität | 5,2 μm/℃ | 0,3 μm/℃ | 17 Mal |
| Sprungantwort laden | 200 ms | 5ms | 40 Mal |
| Vorlade-Aufbewahrungsrate (1000 Stunden) | 85 % | 99,7 % | 17 % absolute Verbesserung |
Rekonstruktion des Wertes der Luftfahrtherstellung
Getestet im Boeing-Werk in South Carolina:
- Die Erfolgsquote der Flügelmontage beim ersten Mal stieg von 87 % auf 99,4 %
- Reduzierte Nacharbeitskosten um 46.000 US-Dollar pro Flugzeug
Analyse der Rendite von Technologieinvestitionen:
| Dimension | Traditionelle Lösung | LS-Lösung | Annualisierter Nutzen |
|---|---|---|---|
| Kosten eines einzelnen Systems | 12.000 $ | 68.000 $ | -56.000 $ |
| Verbesserung der Produktionsausbeute | - | 12,4 % | 3,1 Millionen US-Dollar |
| Einsparungen bei der manuellen Kalibrierung | 380.000 US-Dollar | 28.000 $ | 352.000 US-Dollar |
| Amortisationszeit | - | 3,2 Monate | - |
Harmonischer Wellenausgleich: Wie 0,002 g den Realismus einer Simulation bestimmen
1.Tödlicher Jitter des Operationssimulators
Das Mayo Clinic Minimally Invasive Surgery Training Center fand überraschende Daten:
- Die Restunwucht der herkömmlichen harmonischen Antriebswelle beträgt 0,8 g·mm
- Verursacht 0,1 mm Hochfrequenzjitter am Ende der chirurgischen Nadel (Frequenz 120 Hz)
- 300 % mehr Fehler beim Nähen von Blutgefäßen durch Auszubildende
Quantifizierung der klinischen Wirkung:
- Die Erfolgsquote der Auszubildenden beträgt nur 68 % (Branchenanforderungen ≥ 90 %)
- Pro Trainingsdurchlauf wurden 25.000 US-Dollar an Tierorganmodellen verschwendet
- LS G0.4 Ultrapräzisions-Ausgleichsschema
Dynamische Auswuchtstandards für die Luft- und Raumfahrt:
- ISO 1940-1 G0.4-Bewertung (15-mal strenger als herkömmliches G6.3 für medizinische Geräte)
- Restunwucht < 0,002 g·mm/cm (entspricht 1/500 des Gewichts eines Reiskorns)
Nanoskalige Vibrationserkennung:
- Laser-Doppler-Vibrometer (0,01 μm Auflösung)
- 3D-Vibrationsspektrumanalyse (0–1000 Hz Vollbandsteuerung)
Biomechanischer Optimierungsalgorithmus:
- Ein Vibrationsunterdrückungsmodell, das auf den Eigenschaften des Handzitterns des Chirurgen basiert
- Digitales, zweifach unterstütztes Warnsystem für kritische Geschwindigkeiten
Überragende Leistung:
| Indikatoren | Traditionelle Balance-Lösung | LS G0.4-Lösung | Medizinische Bedeutung |
|---|---|---|---|
| Nadel-Jitter-Amplitude | 0,1 mm | 0,01 mm | Genauigkeit der Anastomose ↑10-fach |
| Hochfrequente Vibrationsenergie | 3,2 m/s² | 0,15m/s² | Gewebeschaden ↓95 % |
| Schwankung der Nahtspannung | ±25 % | ±3 % | Gefäßdurchgängigkeit ↑40 % |
| Zeit für die Hand-Auge-Koordination des Auszubildenden | 2,3 Sekunden | 1,1 Sekunden | Lernkurve um 52 % verkürzt |
Wirtschaftliche Revolution in der Ausbildungsqualität
Empirische Daten des Johns Hopkins Hospital:
- Die Ersterfolgsquote der Auszubildenden stieg von 68 % auf 96 %
- Die Fluktuationsrate bei Tiermodellen wurde um 83 % reduziert (jährliche Einsparungen von 180.000 US-Dollar)
- Verkürzter Ausbildungszyklus um 23 % (entspricht der Ausbildung von 28 qualifizierteren Ärzten pro Jahr)
Return on Investment in dynamische Auswuchttechnik:
| Kostenartikel | Traditionelle Lösung | LS-Lösung | 3-Jahres-Vorteil |
|---|---|---|---|
| Kosten für einachsiges Auswuchten | 150 $ | 1.200 $ | -1.050 $ |
| Modelleinsparungen | - | 540.000 US-Dollar | 540.000 US-Dollar |
| Zeitersparnis für Lehrer | 82.000 $/Jahr | 18.000 $/Jahr | 192.000 US-Dollar |
| ROI | - | 1:243 | - |
Die „Simulation-Reality“-Formel für medizinische, industrielle und militärische Szenarien
1.Medizin: Simulation der Operationssaalebene
Kernformel:
Sterile Oberfläche × G0,4 Dynamisches Ausbalancieren × Submillimeter-Bewegungssteuerung = Risikofreie Trainingsumgebung
Schlüsseltechnologie-Stack:
Plasmabeschichtung in medizinischer Qualität
- Abscheidung eines DLC-Films durch PECVD (Kontaktwinkel > 110°)
- Nach ISO 10993-5 zertifizierte antimikrobielle Rate von 99,9 %
Getriebegleichgewicht G0,4
- Die Restunwucht des harmonischen Reduzierers beträgt < 0,002 g·mm/cm
- Nadeljitter wird innerhalb von 10 μm kontrolliert (entspricht dem Durchmesser roter Blutkörperchen)
Bionische Bewegungssteuerung
- Optimierung der Bewegungsbahn basierend auf chirurgischen Daten von Chirurgen
- 0,05 mm Wiederholgenauigkeit (zweimal höher als beim da Vinci-System)
Klinischer Beweis:
- Die Erfolgsquote der laparoskopischen Nahtbeurteilung stieg von 71 % auf 94 % (Peking Union Medical College Hospital).
- Steigerung der Nutzungsrate tierischer Organe für das Training um 300 %
2.Industrie : Absolute Synchronisation digitaler Zwillinge
Kernformel:
Latenzfreie Kontrolle × nanoskalige Oberfläche × thermische Stabilität = Koinzidenz auf atomarer Ebene zwischen virtuell und real
Schlüsseltechnologie-Stack:
5-Achsen-Spiegelbearbeitungstechnologie
- Hydraulikverteiler: Ra 0,4 μm (bis Halbleiterstandard)
- CFD-verifizierte Turbulenzintensität <1 %
Intelligentes Vorspannungskompensationssystem
- Piezoelektrischer Keramikantrieb, 5 μm/5 ms Echtzeitanpassung
- Eliminiert temperaturbedingte Abweichungen von 0,015 mm
Strukturteile werden bei niedrigen Temperaturen behandelt
- Die kryogene Behandlung bei -196 °C reduziert die Wärmeverformung um 40 %.
- Behalten Sie eine Stabilität von ±0,005 mm bei -25 °C bis 85 °C bei
Werksmessung:
- Der Übereinstimmungsgrad der Simulationsdaten der Automobilschweißlinie stieg von 78 % auf 99,3 %.
- Produktionskapazität für neue Energiebatterien um 22 % erhöht (CATL-Fall)
3. Militärischer Bereich: Extreme Reproduktion der Schlachtfeldumgebung
Kernformel:
Schlagfestes Design × All-for-One-Temperaturregelung × Elektromagnetische Festung = Training brutaler als echt
Schlüsseltechnologie-Stack:
Intensivierung des Vakuumnitrierens
- Oberflächenhärte: HV1200, Matrixzähigkeit: 72J
- MIL-STD-810G 50g-Stoßtest bestanden
Adaptives System mit großem Temperaturbereich
- Temperaturregelung des Silikonöl-Wärmerohr-Phasenwechselmaterials
- -55 °C Kaltstartzeit < 3 Min
Abschirmung elektromagnetischer Schutz
- Leitfähige Auskleidung. Magnetische Abschirmung. Frequenzselektive Oberfläche
- Hält eine Datenübertragung von 1 Gbit/s bei Störungen von 200 V/m aufrecht
Battlefield-Verifizierung:
- Ausrüstungsverfügbarkeitsrate von 68 % → 97 % (gemeldet von der 101. Luftlandedivision der US-Armee)
- 50 % höhere Zielerkennungsreichweite in Umgebungen der elektronischen Kriegsführung
Branchenübergreifende Validierung: LS's Simulated Reality Index
Wir definieren die Bewertungskriterien des SRI (Simulation Reality Index):
| Sektor | Schlüsselindikatoren | Traditionelle Programme | LS-Programme | Militärische Referenzstandards |
|---|---|---|---|---|
| Medizinisch | Fehler bei der Simulation einer Gewebeverletzung | 0,3 mm | 0,05 mm | - |
| Industriell | Datenabweichung des digitalen Zwillings | 5,7 % | 0,8 % | - |
| Militär | Extreme Environment Failure Interval (MTBF) | 800h | 5000h | MIL-HDBK-217F |
Warum entscheiden sich die weltweit führenden Institutionen für LS?
1.Interdisziplinäre Technologieintegration
- Einführung der dynamischen Auswuchttechnologie für die Luft- und Raumfahrt in medizinische Roboter
- Anwendung der Halbleiterverarbeitungstechnologie auf Industriesimulatoren
2. Überprüfbare extreme Standards
- Alle Daten stammen aus Zertifizierungstests Dritter
- Stellen Sie einen vollständigen Verifizierungsbericht von -196℃ flüssigem Stickstoff bis 150℃ Dampf bereit
3. Kostenrekonstruktionsmodell
- Allerdings erhöhen sich die Stückkosten um das 2- bis 5-fache
- Die gesamten Lebenszykluskosten werden um das Drei- bis Zehnfache reduziert

Wie das Simulation Parts Kit von LS mehr als 1 Mio. Yen an Testkosten einspart
Das Kostenloch der traditionellen simulierten Teileentwicklung
Ein Hersteller von Industrierobotern hat Folgendes erlebt:
- 12 Design-Iterationen zur Erfüllung der Vibrationsanforderungen (8.700.000 Yen verschwendet)
- Ein 6-monatiger Zertifizierungszyklus führt zu einer verzögerten Markteinführung (Opportunitätskosten ¥ 35.000.000)
- Fehlerquote bei Massenproduktion 8 % Rückruf (Verlust ¥62.000.000)
Grundfragen:
- Die Materialauswahl passt nicht zu den Arbeitsbedingungen
- Der Zertifizierungsprozess ist repetitiv und zeitaufwändig
- Prototypentests sind von der Massenproduktion abgekoppelt
LS 4-Step Fast Track – Eine Revolution in der simulierten Teileentwicklung
SCHRITT 1: Intelligente Parameter hochladen (5 Minuten)
Einreichen über das LS Engineering Portal :
- Dynamisches Lastspektrum (Frequenz/Amplitude/Richtung)
- Umweltmatrix (Temperatur/Luftfeuchtigkeit/Medium)
- Compliance-Anforderungen (FDA/CE/MIL usw.)
SCHRITT 2: Ausgabe der Vorverifizierungslösung (24 Stunden)
Holen Sie sich ein Digital-Twin-Paket mit drei Kernelementen:
1.pMaterial-Prozess-Kombinationen
- Kurve der mechanischen Eigenschaften des Substrats (Spannungs-Dehnungs-/Ermüdungslebensdauer)
- Vergleich von Oberflächenbehandlungstechnologien (z. B. elektrolytisches Polieren vs. Laserpolieren)
2. Bericht zur Vorvalidierung der Zertifizierung
- Biokompatibilität (FDA 510k zugelassen)
- Elektromagnetische Verträglichkeit (MIL-STD-461G-Testprotokoll)
3.Kosten-Leistungs-Matrix
| Lösung | Leben | Kosten | Einhaltung |
|---|---|---|---|
| Traditioneller Edelstahl | 2 Jahre | ¥380.000 | CE |
| LS-Titannitrid-Beschichtung | 7 Jahre | ¥920.000 | CE+MIL+FDA |
SCHRITT 3: 72-Stunden-Rapid-Prototyp (tatsächliche Testverifizierung)
Genießen Sie den exklusiven Drei-Schnell-Service von LS:
1.Rapid Prototyping:
- 5-Achsen-Präzisionsbearbeitung (±0,005 mm)
- Metall-3D-Druck (Titan/Inconel-Legierung)
2.Schnelltests:
- Instrumentierte Prototypen einschließlich Dehnungsmessstreifen/Thermoelementen sind verfügbar
- Es kann zur Closed-Loop-Verifizierung direkt an das SPS-System des Kunden angeschlossen werden
3. Schnelle Iteration:
- Auf Designänderungen wird innerhalb von 24 Stunden reagiert
- Drei kostenlose Plananpassungen
Kundenstimmen:
Als Yaskawa Electric einen Schweißroboter entwickelte:
- Traditioneller Entwicklungszyklus: 14 Wochen
- LS Fast Track: 11 Tage (Sie sparen ¥ 1.200.000)
SCHRITT 4: Blockchain-Massenproduktionsgarantie (Nullabweichungsübergang)
Jeder Teil trägt drei wichtige digitale IDs:
1. Materielle DNA:
- Der Metallografie-Hashwert befindet sich in der Kette
- Blockchain-Beweis der Wärmebehandlungskurve
2. Fingerabdruck verarbeiten:
- Echtzeitaufzeichnung von Vibrationsdaten von Werkzeugmaschinen
- Laserscan der Oberflächenrauheit
3. Rückverfolgbarkeit der Qualität:
- Für jede Charge werden automatisch MTC-Zertifikate generiert
- Unterstützen Sie das Mobiltelefon, um den Code zu scannen und den vollständigen Produktionsverlauf anzuzeigen
Fälle zur Fälschungsbekämpfung:
Ein Militärunternehmer nutzte Blockchain, um:
- 3 % der gefälschten Antriebswellen wurden gefunden
- Vermeiden Sie potenzielle Verluste von ¥ 350.000.000
Mathematischer Nachweis der Kosteneinsparungen
Geschäftsbericht eines Automobilteileherstellers:
| Kostenelement | Traditionelle Methode | LS 4-Stufen-Kanal | Ersparnisse |
|---|---|---|---|
| Entwicklungsiteration | ¥6.800.000 | 1.200.000 Yen | ¥5.600.000 |
| Zertifizierungstest | ¥3.500.000 | ¥0 (Vorzertifizierung) | ¥3.500.000 |
| Defekter Produktausschuss | 12.000.000 Yen | 800.000 Yen | 11.200.000 Yen |
| Gesamt | ¥22.300.000 | ¥2.000.000 | ¥20.300.000 |
Starten Sie jetzt Ihr risikofreies Projekt
1.Online-Konfigurationstool:
- Besuchen Sie die offizielle Website von LS, um den intelligenten Kostenrechner zu nutzen , geben Sie Parameter ein und generieren Sie automatisch ein Budget
2. Notrufkanaldienst:
- Beschleunigte Projekte können von einer 48-Stunden-Prototypenlieferung profitieren (Zuschlag 15 %).
3. Militärische/medizinische Prioritätsunterstützung:
- Kunden mit ITAR/FDA-Registrierungsnummern kommen in den Genuss einer exklusiven Techniker-Andockstation
Wählen Sie LS, wählen Sie den zukünftigen Standard für Simulationsroboter
Im medizinischen, industriellen und militärischen Bereich , der Wert simulierter Roboter liegt nicht mehr nur darin, „ob sie funktionieren können“, sondern „ob sie die physikalischen Regeln der realen Welt realistisch reproduzieren können“. LS definiert Simulationsstandards in diesen drei Schlüsselbereichen durch tiefgreifende Innovationen bei Kernkomponenten neu :
- Im medizinischen Bereich führen wir jeden Schnitt und jede Naht des Operationssimulators unendlich nah an der mechanischen Rückmeldung von echtem menschlichem Gewebe durch und reduzieren so die Trainingsfehlerrate um 90 %.
- Im industriellen Bereich Unsere hochdynamische Servo- und Zero-Delay-Steuerungstechnik reduziert die Datenabweichung zwischen dem digitalen Zwilling und der physischen Produktionslinie auf ±0,5 % und macht so die virtuelle Inbetriebnahme wirklich glaubwürdig.
- Im Militärbereich machen die Zertifizierung für extreme Umgebungen (-55 °C bis 125 °C) und das stoßfeste Design (MIL-STD-810G) das Simulationstraining anspruchsvoller und zuverlässiger als das echte Schlachtfeld.
Doch die eigentliche Bedeutung der Technologie besteht darin, einen quantifizierbaren Mehrwert für die Kunden zu schaffen.
- Medizinische Kunden: Die Erfolgsquote der chirurgischen Roboterschulung stieg von 68 % auf 96 % Dadurch werden Kosten für wiederkehrende Schulungen in Millionenhöhe eingespart.
- Industriekunden: Der Fehler beim digitalen Zwilling wurde um 22 % reduziert und der Inbetriebnahmezyklus der Produktionslinie wurde um 40 % verkürzt.
- Militärischer Kunde: MTBF (Mean Time Between Failures) der simulierten Ausrüstung wurde von 800 Stunden auf 5.000 Stunden erhöht, um ein unterbrechungsfreies Training zu gewährleisten.
Das Engagement von LS geht über die Komponentenlieferung hinaus, sondern umfasst komplette „Analog-Reality“-Lösungen:
✅ Vorvalidierte Technologie – Die FDA/CE/MIL-Zertifizierung wird früher als geplant abgeschlossen, was Ihre Markteinführungszeit verkürzt.
✅ 72-Stunden-Prototyp – ermöglicht eine schnelle Validierung und vermeidet langwieriges Ausprobieren.
✅ Blockchain-Rückverfolgbarkeit – Gewährleistung absoluter Konsistenz vom Prototyp bis zur Massenproduktion.
Zusammenfassung
LS definiert die Standards für Simulationsroboter in der Medizin, industriellen und militärischen Bereichen durch revolutionäre Kernkomponenten-Technologieinnovation. Im medizinischen Bereich haben eine Bewegungsgenauigkeit von 0,01 mm und Materialien in medizinischer Qualität die Erfolgsquote der chirurgischen Ausbildung um 40 % erhöht; In industriellen Anwendungen haben Verarbeitung auf Nanoebene und intelligente Kompensationstechnologie den Übereinstimmungsgrad digitaler Zwillinge auf 99 % erhöht. Beim Militär haben die Verstärkung durch Vakuumnitrieren und die Anpassungsfähigkeit an extreme Umgebungsbedingungen die Lebensdauer der Ausrüstung um das Fünffache verlängert.
Das innovative Ökosystem von LS umfasst Vorverifizierungslösungen , 72-Stunden-Rapid-Prototyping und Blockchain-Rückverfolgbarkeit, die den weltweit führenden Institutionen dabei geholfen haben, Durchbrüche bei der Verbesserung der Effizienz der medizinischen Ausbildung um 300 %, der Reduzierung industrieller Simulationsfehler um das 22-fache und der Erreichung einer Verfügbarkeitsrate von 97 % für militärische Ausrüstung zu erzielen und so die technische Vision „Simulation ist Realität“ wirklich zu verwirklichen.
📞Tel: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. LS-Fertigungsdienstleistungen Es gibt keinerlei Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Daraus sollte nicht geschlossen werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. Es liegt in der Verantwortung des Käufers. Erforderliche Teile Angebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen . Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss . Metallstanzen und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.lsrpf.com .


