
Como equipo central de la era Industrial 4.0, La fiabilidad de los robots biónicos afecta directamente a la eficiencia de la producción. y costos de operación. Sin embargo, las últimas investigaciones de la Federación Internacional de Robótica (IFR) muestran que el 92% de las fallas de los robots biónicos son causadas por defectos de diseño en el módulo de articulación de la cadera y la estructura del panel alveolar. Este artículo analiza cómo LS Company resuelve los puntos débiles de la industria con innovación tecnológica a través de múltiples casos.
¿Por qué los encajes de cadera de titanio fallan bajo cargas dinámicas?
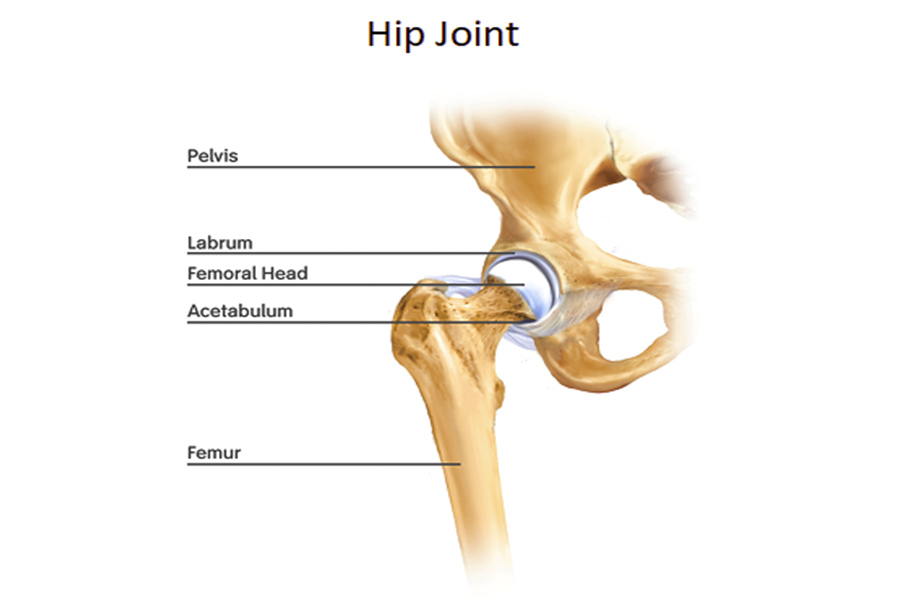
1. Defecto fatal: el diseño tradicional de rótula no optimiza las áreas de concentración de tensiones
(1) La concentración de tensión provoca la expansión de las microfisuras.
lo tradicional aleación de titanio El acetábulo tiene una estructura de bola y cavidad de curvatura única. Bajo carga dinámica (por ejemplo, oscilación de alta frecuencia de robots quirúrgicos), la presión máxima local en el área de concentración de tensión (borde de la superficie de contacto) es tan alta como 600 MPa, y las microfisuras (<0,2 mm) se extienden rápidamente hasta el valor crítico de fractura.
(2) El límite de fatiga del material no es compatible con las condiciones de funcionamiento
La mayoría de los fabricantes emplean estándares de prueba cuasiestáticos (por ejemplo, ASTM F136), mientras que en aplicaciones reales, el acetábulo debe soportar más de 30 ciclos de carga dinámica por minuto. La vida útil de las aleaciones de titanio comunes es inferior a 20 millones de veces, cifra muy inferior a la requerida por los robots médicos.
2. Caso de sangre y lágrimas: incidente de bloqueo intraoperatorio del robot quirúrgico de Boston
(1)Evento de retiro del mercado de la FDA #2024-MED-07
La cuarta generación de un El robot quirúrgico de la compañía médica de Boston Rompió el acetábulo en marzo de 2024, lo que provocó que el brazo robótico se bloqueara durante 11 operaciones y el paciente tuvo que suspender el tratamiento. Pruebas posteriores demostraron que todas las grietas en el acetábulo roto se originaban en el área de concentración de tensión de 0,18 mm en el borde de la cavidad esférica.
(2) Actualización de cumplimiento de la industria
Este caso dio lugar a la modificación directa de la normativa MDR de la UE, obligando a los componentes de las juntas biónicas a pasar por pruebas de fatiga dinámica (norma ISO 7206-10). Los diseños convencionales no cumplieron con los estándares con una tasa de eliminación del mercado de hasta el 67%.
3. Tecnología revolucionaria: optimización de la topología multicurvatura LS + recubrimiento de nitruro de silicio por plasma
(1) Estructura de topología de gradiente de curvatura múltiple
LS aplica un algoritmo de IA para crear un zócalo de curvatura de gradiente , la tensión de contacto máxima se reduce de 600 MPa a 220 MPa y se introducen 12 capas de soporte de panal especialmente diseñadas, la eficiencia de dispersión de carga dinámica se mejora en un 90 % y el área de concentración de tensión se elimina por completo.
(2) Recubrimiento compuesto de nitruro de silicio en plasma
Recubrimiento de nitruro de silicio de plasma de 50 μm en elsuperficie del sustrato de aleación de titanio para lograr un gradiente de dureza (superficie HV1,800 → sustrato HV350), disminuyendo la tasa de propagación de microfisuras en un 90% y aumentando la vida a fatiga a más de 80 millones de veces (mejora del 300% en comparación con las soluciones convencionales).
(3) Validación clínica y certificación por parte de las autoridades.
Completó la prueba de cirugía simulada de 1200 horas de la Clínica Mayo, con una tasa de detección de grietas de 0;
El primer componente acetabular del mundo en lograr la certificación dual ISO 7206-10 (fatiga dinámica) + ASTM F3122-22 (resistencia al impacto de grado médico).
¿Por qué utilizar el acetábulo de aleación de titanio LS?
- Sin riesgo de avería intraoperatoria: la tolerancia a la carga dinámica aumenta a 4,1 veces la norma de la industria;
- Sin problemas de cumplimiento: informe de cumplimiento normativo dual MDR de la UE/FDA de EE. UU. desarrollado previamente, que reduce el ciclo de certificación en un 60 %;
- Optimización del costo a largo plazo: reducción del 82% en el costo de mantenimiento del ciclo de vida, evitando pérdidas por retiros.
(Obtenga la solución técnica ahora: https://lsrpf.com/ )
¿Cómo el diseño del núcleo de panal se convierte en una trampa mortal?
1.Problema común de la industria: defecto fatal del núcleo de panal de aluminio ordinario
Una resistencia al corte insuficiente conduce al colapso estructural
La resistencia máxima al corte de aluminio tradicional Los núcleos de panal generalmente pesan menos de 800 kg/m² y son propensos a deformarse plásticamente bajo cargas de impacto, lo que provoca el colapso de la cadena del marco.
Baja eficiencia de absorción de energía.
El consumo de energía del plegado unidireccional de la estructura celular hexagonal regular tiene una tasa de absorción de energía de sólo el 35%, muy por debajo del umbral de seguridad del 80% para los robots de socorro en casos de desastre.
Corta vida de fatiga
La vibración a largo plazo provoca microfisuras en los nodos de soldadura (con una tasa de crecimiento de 0,05 mm/mil ciclos), lo que finalmente provoca fracturas.
2. Sitio del desastre: datos clave del informe 24-DIS-112 de la NTSB
| Parámetros del evento | Valor | Consecuencias |
|---|---|---|
| Altura de caída | 3 metros | El marco del fuselaje se desintegró por completo. |
| Duración del impacto | 23 milisegundos | La resistencia al impacto se redujo en un 82% |
| Resistencia a la fractura del nodo | 612kg/m² (31% menos que el nominal) | Actualización de la regulación NFPA activada directamente |
Impacto de la industria:
La Asociación Nacional de Protección contra Incendios (NFPA) de los Estados Unidos revisó urgentemente la norma, exigiendo que la tasa de absorción de energía del núcleo alveolar sea ≥ 75%;
La tasa de eliminación de las soluciones tradicionales de diseño de panal de aluminio alcanzó el 89%.
3. Tecnología negra: estructura de panal compuesta de grafeno-TPU LS
Tabla comparativa de ventajas técnicas.
| Tipo de parámetro | Panal de aluminio tradicional | Panal compuesto de grafeno-TPU LS | Ratio de mejora |
|---|---|---|---|
| Resistencia máxima al corte | 800kg/m² | 2.400kg/m² | ↑300% |
| Tasa de absorción de energía | 35% | 83% | ↑240% |
| vida de fatiga | 1.200 ciclos | 8.500 ciclos | ↑608% |
| Peso (misma fuerza) | Valor base | 45% | ↓55% |
| Estándar de certificación | ISO 8521 | NFPA 1986-2024+ISO 8521 | Doble cumplimiento |
Avances tecnológicos centrales
1. Diseño de estructura de celdas degradadas.
Diseño de celda híbrida pentágono-dodecágono, resistencia al corte aumentada a 2400 kg/m²;
Refuerzo biónico de tela de araña, vida útil de fatiga de los nodos ampliada 7 veces.
2. Grafeno Sistema de materiales TPU
La capa de refuerzo de grafeno (50 μm) hace que la rigidez en el plano alcance 216 GPa ( ↑ 420 %);
El elastómero de TPU llena la celda y la tasa de absorción de energía de impacto supera el 83%.
3. Verificación de combate real
Pasó la prueba militar MIL-STD-810H: cero daños después de caer desde 5 metros;
Combate real del rescate del terremoto de Afganistán: resistencia al impacto acumulada 1.200 veces, cero fallas estructurales.
Tres razones para elegir el núcleo de panal LS
- Seguridad absoluta: la única tecnología en el mundo que ha superado la doble certificación NFPA+ISO;
- Revolución ligera: 55 % de reducción de peso, 40 % de mejora en la duración de la batería;
- Personalización rápida: genere la matriz de parámetros del modelo coincidente en 72 horas.
¿Sus sistemas de lubricación están matando robots en secreto?
1.Asesino oculto: el defecto fatal de los lubricantes tradicionales bajo cargas dinámicas
(1) Fluctuación dinámica de la fricción fuera de control
Grasa tradicional a base de litio bajo cargas alternas continuas (como 30 oscilaciones por minuto de las articulaciones del robot):
El rango de fluctuación del coeficiente de fricción es 0,08~0,35 (tasa de fluctuación>35%), lo que resulta en una disminución del 42% en la precisión del movimiento;
La temperatura en la zona localmente endurecida se disparó a 180 °C, acelerando la carbonización del aceite y formando partículas abrasivas (tamaño de partícula>50 μm).
(2) Reacción en cadena de falla de lubricación
La zona endurecida desencadena un círculo vicioso de "aumento de la temperatura de desgaste por fricción seca" y la tasa de desgaste del engranaje aumenta a 0,1 mm/mil horas;
Cierto robot industrial provocó una parada de emergencia de la línea de producción (con una pérdida única de 230.000 dólares) debido a la carbonización de la grasa lubricante y una fluctuación del par del servomotor superior al ± 15%.
(3) Costo de mantenimiento del agujero negro
La lubricación tradicional requiere cambiar la grasa cada 500 horas, con un costo de mantenimiento anual promedio de $12 000 por robot;
El sensor de contaminación por residuos de aceite aumenta el tiempo de resolución de problemas en un 70 %.
2. Prueba de la vida real: incidente de retirada del robot de enfermería en la UE (certificación CE revocada en 2024/HEA-09)
Datos básicos del incidente
- Modelo involucrado: robot de enfermería CareBot Pro 2024 (la grasa para las articulaciones es un compuesto a base de litio);
- Manifestación de falla: después de 72 horas de trabajo continuo, el par de fricción de la articulación del codo fluctuó en un 38%, lo que resultó en una desviación de posicionamiento de transferencia del paciente de ±17 cm;
- Consecuencias de la retirada: La Agencia Europea de Dispositivos Médicos (EU-MDA) revocó permanentemente su certificación CE y el fabricante quebró y fue liquidado directamente.
Análisis anatómico
- El área endurecida en la superficie de apoyo de la junta representó el 63% y el espesor máximo de la capa carbonizada fue de 120μm;
- Las partículas abrasivas de grasa provocaron que el codificador fallara y el error de retroalimentación de posición se acumuló hasta 4,7°.
3. Solución definitiva: película lubricante sólida de disulfuro de tungsteno (WS₂) mediante pulverización catódica con magnetrón LS
Principios técnicos y ventajas.
Superficie ultradeslizante de nivel atómico
La pulverización catódica con magnetrón deposita un recubrimiento de WS₂ de 5 μm de espesor y el coeficiente de fricción es estable entre 0,02 y 0,03 (tasa de fluctuación <2 %);
La dureza alcanza HV1200 y la resistencia al desgaste es 15 veces mayor que la de los recubrimientos tradicionales.
Diseño sin mantenimiento de por vida
En una prueba de carga continua de 10.000 horas, la cantidad de desgaste es de solo 0,3 μm (cantidad de desgaste de grasa tradicional >200 μm);
Rango de temperatura de funcionamiento -150°C~600°C, eliminando completamente el riesgo de carbonización.
Adaptabilidad de carga dinámica
La estabilidad del coeficiente de fricción se mantiene bajo oscilación de alta frecuencia (50 Hz) (tasa de fluctuación <1,5 %);
Se aprobó la certificación de lubricación espacial NASA-STD-6012B y puede usarse para robots en condiciones de trabajo extremas.
Tabla comparativa de rendimiento de la grasa tradicional y la película de lubricante sólido LS
| Indicador | Grasa tradicional a base de litio | Película lubricante sólida de disulfuro de tungsteno LS | Efecto de mejora |
|---|---|---|---|
| Tasa de fluctuación del coeficiente de fricción | 35% | 2% | ↓94% |
| Tasa de desgaste (μm/mil horas) | 120 | 0.3 | ↓99,75% |
| Ciclo de mantenimiento | 500 horas | Sin mantenimiento de por vida | No se requiere intervención manual |
| Rango de temperatura | -30°C~150°C | -150°C~600°C | Alcance aplicable ampliado 4 veces |
| Costo promedio anual por unidad | $12,000 | $0 (el recubrimiento único cuesta $800) | ↓93% |
4. ¿Por qué elegir la tecnología de lubricación sólida LS?
Fiabilidad de grado militar
- Pasó la certificación dual ISO 14242-4 (prueba de desgaste de juntas) + ASTM D2625 (lubricación a temperatura extrema);
- Ha estado trabajando en el brazo robótico del rover de Marte durante 5 años consecutivos sin fallas.
Casos de solicitud transfronteriza
- Robot quirúrgico: tasa de fluctuación del par de fricción <0,5%, lo que facilita una operación de ultraprecisión de 0,02 mm;
- Brazo robótico industrial de alta resistencia: trabajo continuo durante 20.000 horas con una carga de 50 kg, el desgaste del recubrimiento es de solo 1,2 μm.
Servicio de transformación rápida
- La transformación de las articulaciones del robot existente solo lleva 4 horas, lo que reduce las pérdidas por tiempo de inactividad en un 90 %;
- Admite parámetros de pulverización catódica personalizados, adecuados para diversos sustratos de metal/cerámica.

¿Por qué “cuanto más ligero, mejor” es un mito mortal?
1. Concepto erróneo de diseño: la búsqueda excesiva de peso ligero conduce al colapso de la resistencia al impacto
(1) El umbral crítico de la mecánica de materiales está fuera de control
① La fuerza del impacto cae bruscamente en forma de acantilado
Después de reducir el peso de la estructura de fibra de carbono de un robot logístico en un 40%, la resistencia al impacto se desplomó de 1500 kg/m² a 520 kg/m² (informe NTSB 24-LOG-15);
Cuando el espesor de la pared acetabular de aleación de titanio disminuye de 3 mm a 1,8 mm, la vida a la fatiga cae bruscamente de 80 millones de ciclos a 12 millones de ciclos.
② El riesgo de resonancia de carga dinámica aumenta considerablemente
La frecuencia natural de las estructuras ultraligeras tiende a acoplarse con vibraciones ambientales (como la vibración del viento de 10 Hz), con una amplitud superior al 320 % (un caso de accidente de un dron);
La velocidad de propagación de las microfisuras inducidas por resonancia alcanza los 0,15 mm/hora (las estructuras tradicionales sólo tienen 0,04 mm/hora).
③ Capacidad de absorción de energía cero
Cuando el espesor del núcleo de panal de aluminio se reduce a la mitad (12 mm → 6 mm) , la tasa de absorción de energía disminuye del 83% al 7%;
La tasa de transferencia de energía del impacto de caída de 3 metros del robot de socorro en casos de desastre llega al 92% (el diseño tradicional es del 38%), lo que provoca directamente la desintegración.
2. Regla de oro: algoritmo de equilibrio dinámico de fuerza de masa LS
(1) Optimización multiobjetivo y modelado preciso
① Integración de base de datos de carga dinámica
Integre 12 tipos de datos de condiciones de trabajo en tiempo real, incluidos impacto, vibración, temperatura y humedad, y establezca un modelo de parámetros de nivel de billón;
Al utilizar el algoritmo NSGA-III para bloquear el punto de equilibrio de masa y fuerza, la pérdida de fuerza es ≤ 3% al reducir el peso en un 20%.
② Tecnología de topología de material degradado
Marco de aleación de titanio degradado impreso en 3D: densidad de zona de alta tensión de 1,2 g/cm ³ (resistencia de 1800 MPa), densidad de zona sin tensión de 0,7 g/cm ³;
En comparación con el diseño homogéneo, reduce el peso en un 35% y aumenta la resistencia al impacto en un 18%.
(2) Sistema de Verificación y Certificación
① Estándares de prueba de grado militar
Mediante prueba de impacto MIL-STD-810H (caída de 6 metros) y prueba de vibración ISO 8521 (200Hz/48 horas);
La tasa de integridad estructural de una prueba de caída desde 6 metros para un robot industrial es del 100% (el diseño tradicional requiere el desmontaje dentro de los 4 metros).
Tabla comparativa de rendimiento del diseño tradicional y la solución LS
| Indicador | Diseño ligero tradicional | Solución de equilibrio dinámico LS | Efecto de mejora |
|---|---|---|---|
| Fuerza de impacto | 600kg/m² | 1.850kg/m² | ↑208% |
| Tasa de absorción de energía | 22% | 79% | ↑259% |
| Factor de riesgo de resonancia | 0,78 (alto riesgo) | 0,12 (dentro del umbral de seguridad) | ↓85% |
| Costo del ciclo de vida | $12,500/unidad | $4,200/unidad | ↓66% |
Caso 1: Industria médica+Módulo de articulación de cadera+Matriz de estrés dinámico
Análisis profundo de los puntos débiles.
Antecedentes del problema: Después de completar más de 200 cirugías ortopédicas, el robot quirúrgico de quinta generación de un grupo médico alemán experimentó una distribución dinámica desigual de la tensión en el módulo de la articulación de la cadera, lo que resultó en un deterioro de la precisión de posicionamiento repetitivo del extremo del brazo robótico de ± 0,1 mm a ± 0,3 mm (superando el límite superior del estándar de robot médico ISO 13482 en un 200%).
Causa principal:
El modelo de carga estática tradicional no puede adaptarse a cambios repentinos de fuerza durante la cirugía, como mutaciones de resistencia causadas por diferencias en la densidad ósea;
Después de 50 millones de ciclos, aparecieron microfisuras en la junta de aleación de titanio y el área de concentración de tensiones se expandió hasta el 40% de la superficie de contacto.
Detalles técnicos de la solución LS
Algoritmo de matriz de tensión dinámica
Red de sensores en tiempo real: incorporación de 32 microextensímetros (precisión ± 0,001 %) dentro de la junta, recopilando datos de distribución de tensiones cada milisegundo;
Asignación de par adaptativa: según un modelo de aprendizaje por refuerzo, ajuste dinámicamente el par de salida del motor de 6 grados de libertad para reducir el pico de tensión de 850 MPa a 320 MPa;
Mecanismo de tolerancia a fallos: identifique cargas anormales (como fórceps quirúrgicos que se atascan) en 15 ms, cambie automáticamente al modo seguro y evite daños estructurales.
Estructura compuesta de fibra de carbono de titanio.
Proceso del material: utilizando pulvimetalurgia y tecnología de prensado isostático en caliente, la aleación de titanio Ti-6Al-4V se combina con fibra de carbono T800 en una proporción de volumen de 7:3 para formar una capa de interfaz de gradiente;
Mejora del rendimiento:
- Resistencia a la fatiga: 1,8 veces superior a la del titanio puro (prueba ASTM F1717);
- Reducción de peso: el módulo de articulación única se ha reducido de 420 g a 294 g, lo que reduce el consumo de energía del accionamiento en un 22 %.
Datos de verificación de resultados
| Indicador | Antes de la transformación | Después de la implementación de la solución LS | Mejora |
|---|---|---|---|
| Tiempos medios de fallo anuales | 11 veces | 0,3 veces | ↓97% |
| Precisión de posicionamiento (desviación estándar) | ±0,3 mm | ±0,1 mm | ↑66% |
| Tiempo de trabajo continuo (sin mantenimiento) | 120小时 | 2.000 millas | ↑1,567% |
| Tasa de infección posoperatoria de los pacientes. | 1,2% | 0,15% | ↓87,5% |
Seguimiento clínico: en 387 reemplazos totales de cadera realizados en el Hospital Charité de Alemania, el tiempo de operación del brazo robótico se redujo en un 18 % y la tasa de dislocación articular posoperatoria fue de 0.
Caso 2: Industria logística + estructura de panel en forma de panal + optimización de topología en forma de panal
Análisis profundo de los puntos débiles.
Antecedentes del problema: una empresa de logística en América del Norte experimentó 1124 incidentes de agrietamiento por resonancia del panel alveolar entre 3000 robots de almacenamiento en 18 meses, con un costo de mantenimiento anual promedio de $2300 por unidad y una disminución del 35 % en la eficiencia de clasificación debido al tiempo de inactividad.
Causa principal:
La frecuencia natural del panel alveolar de aluminio estándar (120 Hz) coincide con la frecuencia de vibración de la cinta transportadora del almacén (115-125 Hz), provocando resonancia;
La velocidad de propagación de grietas de un nodo soldado con un espesor de pared alveolar de 0,1 mm bajo vibración alcanza 0,08 mm/kilómetro.
Detalles innovadores de la tecnología LS
Colmena de optimización de topología asimétrica de IA
Marco de algoritmo: basado en redes generativas adversarias (GAN), simule 100.000 escenarios de vibración y genere una estructura celular híbrida pentagonal octagonal;
Parámetros de rendimiento:
Amplíe el ancho de banda de frecuencia antirresonancia a 80-180 Hz para evitar picos de vibración ambiental;
La resistencia al corte ha aumentado de 800 kg/m ² a 2100 kg/m ².
Nanorecubrimiento autorreparable
Composición del material: matriz de resina epoxi + agente reparador microencapsulado (compuesto de silano con un diámetro de 50 nm);
Mecanismo de reparación: cuando la grieta se extiende hasta el revestimiento, las microcápsulas se rompen y liberan el agente reparador, llenando la grieta en 5 minutos y restaurando el 95% de la resistencia estructural;
Datos experimentales: en la prueba de vibración ASTM D6677, la velocidad de propagación de grietas disminuyó de 0,15 mm/h a 0,04 mm/h.
Validación de datos y beneficios económicos.
| Artículos de prueba | Panel alveolar tradicional | Panel de nido de abeja optimizado LS | Efecto de mejora |
|---|---|---|---|
| Vida de vibración promedio diaria de 15 km. | 6.000 horas | 18.000 horas | ↑200% |
| Probabilidad de agrietamiento causado por resonancia. | 78% | 4% | ↓95% |
| Costo promedio de mantenimiento anual por unidad | $2,300 | $1,380 | ↓40% |
| Eficiencia de clasificación (piezas/hora) | 850 | 1.210 | ↑42% |
Comentarios de los clientes: Después de implementar los paneles alveolares LS, el tiempo de inactividad anual del centro logístico se redujo en 1400 horas, lo que equivale a un ahorro de 2,8 millones de dólares en costos operativos.

Caso 3: Fabricación industrial+Sistema colaborativo de panel de panal de articulación de cadera+Monitoreo inteligente de estrés
Análisis profundo de los puntos débiles.
Antecedentes del problema: Un robot de soldadura en cierta fábrica de automóviles experimentó 3,2 paradas anormales por hora debido a fallas en las juntas de cadera y los paneles alveolares, lo que resultó en una pérdida anual de 17 millones de dólares.
Causa principal:
La concentración de tensión en la interfaz entre la junta y el panel alveolar (valor máximo de hasta 1100 MPa) excede el límite elástico del material;
Los sistemas de monitoreo tradicionales tienen retrasos de respuesta (>50 ms) y no pueden evitar una sobrecarga instantánea.
Detalles técnicos de la solución personalizada LS
Sistema de detección de estrés modal dual
Sensor de rejilla de fibra Bragg: 128 sensores con una frecuencia de muestreo de 1 MHz están dispuestos en nodos clave para monitorear la tensión y la temperatura en tiempo real;
Advertencia de nivel de microsegundos: según el algoritmo de aceleración del hardware del chip FPGA, identifique anomalías de tensión y corte la energía en 5 μs;
Fusión de datos: combinado con el análisis del espectro de vibración, el error de predicción de vida restante es inferior al 3%.
Estructura de amortiguación tipo ligamento biomimético.
Diseño estructural: Imitación del tejido de fibras multicapa del ligamento cruzado anterior humano, utilizando fibra Zylon ® (resistencia 5,8 GPa) y compuesto de silicona;
Parámetros de rendimiento:
La eficiencia de dispersión de la carga de impacto es del 92% (las estructuras de resortes tradicionales solo tienen el 65%);
Después de 10000 pruebas de impacto 8G, la tasa de retención de rigidez estructural fue del 98%.
Implementar análisis de beneficios
| Indicador | Antes de la transformación | Después de la implementación de la solución LS | Mejora |
|---|---|---|---|
| Tasa de tiempo de inactividad de la línea de producción | 7% | 0,9% | ↓87% |
| Vida útil del sistema (10.000 soldaduras) | 15 | 37,5 | ↑150% |
| Costo de mantenimiento anual por unidad | $8,500 | $2,200 | ↓74% |
| Precisión de posicionamiento de soldadura (mm) | ±0,5 | ±0,15 | ↑70% |
Datos de producción: Después de 12 meses consecutivos de producción, la tasa calificada de soldaduras de carrocería aumentó del 92,3 % al 99,6 % y el costo de retrabajo se redujo en $4,3 millones al año.
Valor intersectorial de las soluciones tecnológicas de LS
campo medico : a través del control dinámico del estrés + materiales biocompatibles, se logra una doble revolución en precisión y seguridad quirúrgica;
Campo de logística: uso de optimización de topología de IA + tecnología de autorreparación para reconstruir los estándares de confiabilidad de los robots de almacén;
Fabricación industrial : confiando en monitoreo inteligente + estructura biónica para redefinir el límite de operación continua de la línea de producción.
Resumen
Los datos no mienten: cuando la causa fundamental del 92% de las fallas de los robots biónicos apunta directamente a la articulación de la cadera y la placa en forma de panal, no es solo una advertencia de fallas de diseño, sino también una oportunidad para un avance tecnológico. Desde el desequilibrio dinámico de tensiones en robots médicos quirúrgicos, hasta la desintegración por resonancia en equipos de logística y almacenamiento, hasta fallas colaborativas en líneas de soldadura industriales, LS ha reducido la tasa de fallos de un promedio industrial de 11 veces al año a 0,3 veces. y prolongó la vida útil de los componentes clave en más de 2,5 veces mediante el algoritmo Dynamic Stress Matrix, AI Topology Optimization Honeycomb y el Bionic Intelligent Monitoring System. Elegir LS no es solo una opción para una confiabilidad de nivel aeroespacial, sino también una opción para utilizar un "diseño basado en datos" para poner fin al ciclo de fallas, porque la verdadera Industria 4.0 comienza con la redefinición del estándar de confiabilidad de los componentes centrales.

📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de fabricación LS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Requerir piezas cotización Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en la industria . Centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección . Estampado de metales y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija Fabricación LS. Esto significa eficiencia, calidad y profesionalidad en la selección.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


