
Il preventivo personalizzato per stampi a iniezione di LS Manufacturing è una soluzione ingegneristica trasparente a prezzo fisso che elimina completamente le pratiche di prezzo ingannevoli diffuse nel settore, grazie a un'analisi DFM (Design for Manufacturing) completa e preliminare. Questo processo basato sui dati garantisce investimenti prevedibili negli stampi, con tolleranze di lavorazione critiche di ±0,01 mm, durezza della cavità di HRC 48-52 e zero costi nascosti nella realizzazione della linea di separazione o nella progettazione del sistema a canale caldo.
La formula trasparente di LS Manufacturing per la realizzazione di stampi è la soluzione ideale, grazie a un'analisi DFM dettagliata fin dalle prime fasi. Questo garantisce un costo di stampaggio prevedibile, con tolleranze critiche di ±0,01 mm , una durezza della cavità di HRC48-52 e nessun costo nascosto nella progettazione della linea di separazione o del sistema a canale caldo.

Preventivo per stampi a iniezione personalizzati: Guida rapida al controllo dei costi DFM
| Rischio di commissioni nascoste | Azioni preventive DFM |
| Sottotacchi (Azioni collaterali) | Le sottosquadre vanno evitate o rese il più semplici possibile; si consiglia di utilizzare operazioni laterali manuali o di "sgancio". |
| Warpage (Revisioni degli strumenti) | Eseguire un'analisi del flusso di stampaggio per prevedere e compensare il ritiro. |
| Finitura superficiale (testurizzazione) | Applicare un'inclinazione appropriata ( ≥1° per 0,025 mm di profondità della texture ) per ottenere la finitura SPI desiderata. |
| Base per stampo non standard | Progettare le dimensioni del componente in modo che si adattino alle dimensioni standard degli stampi a iniezione . |
| Garanzia di trasparenza | Forniamo un preventivo dettagliato e un rapporto DFM completo prima di impegnarci. |
Punti chiave:
- Il DFM blocca i costi: il risultato finale di un processo DFM per gli stampi a iniezione è che i costi variabili occasionali diventano costi fissi e prevedibili per gli stampi.
- La simulazione è un investimento: un'analisi preliminare del flusso dello stampo è meno costosa di molteplici cambi di stampo durante le prove.
- Specifiche chiare prevengono modifiche in corso d'opera: specificate tutti i vostri requisiti ( tolleranze, finitura, materiale , ecc.) nella richiesta di offerta fin dall'inizio, in modo da evitare supposizioni.
- La fiducia sta nella ripartizione: un preventivo affidabile fornisce una ripartizione trasparente, non si limita a un singolo numero.
Perché fidarsi di questa guida? L'esperienza pratica degli esperti di LS Manufacturing.
Potete leggere centinaia di libri su come progettare stampi . Questa guida è diversa. È stata scritta dai nostri attrezzisti e ingegneri di processo che combattono quotidianamente usura, cedimenti e deriva dimensionale in una vera officina. Le nostre regole di progettazione sono una teoria di progettazione pratica, testata sul campo, non solo concetti astratti teorici in un libro di progettazione cartaceo non testato. Le specifiche di sicurezza, costruzione e classificazione degli stampi per gli standard tedeschi si basano su Verein Deutscher Ingenieure (VDI) , la spina dorsale dell'ingegneria di precisione tedesca .
Realizziamo strumenti per componenti in cui conta anche il micron: lenti ottiche per la metrologia dei semiconduttori, canali microfluidici per dispositivi diagnostici e connettori per sensori sottomarini. L'estrema precisione e la durabilità richieste ci impongono di approvvigionarci di materiali e di confermare i processi in conformità con le rigorose specifiche dettagliate negli standard industriali giapponesi (JIS) , un riferimento internazionale per una qualità costante ed eccezionale.
La nostra conoscenza è forgiata nell'acciaio e temprata dagli errori. Ora sappiamo qual è la durezza precisa dell'acciaio P20 per il miglior equilibrio tra lavorabilità e lucidatura, la disposizione dei canali di raffreddamento che riduce i tempi di ciclo del 20% e il modello di ventilazione che previene le bruciature nelle nervature profonde. Distilliamo tutta questa saggezza, maturata sul campo e volta a ridurre gli scarti, affinché possiate specificare un utensile progettato per la produzione, non per i campioni, ed evitare le costose trappole dell'usura prematura, delle bave e dell'instabilità dimensionale.
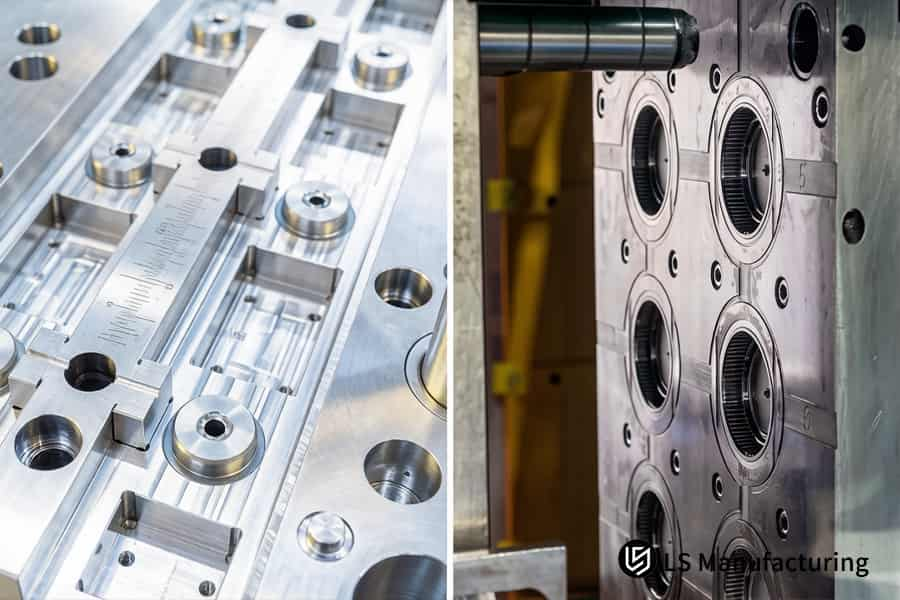
Figura 1: Una base per stampo di precisione in acciaio P20 con elementi di allineamento viene sottoposta alla verifica finale per la realizzazione di stampi a iniezione a prezzi accessibili.
Perché un preventivo apparentemente conveniente per la realizzazione di stampi a iniezione spesso nasconde costi occulti significativi?
Un preventivo apparentemente conveniente per gli stampi a iniezione può essere ingannevole, in quanto omette dettagli importanti, causando deformazioni dei pezzi e crepe nello stampo, con conseguente aumento del costo totale di proprietà (TCO) del 50% o più. Un vero controllo dei costi consiste nell'evitare compromessi nascosti in tre aree fondamentali.
Sostituzione del tipo di acciaio: un compromesso sull'integrità strutturale
La scelta di un'azienda di stampaggio basata sul preventivo più basso per gli stampi a iniezione spesso comporta un declassamento nascosto dei materiali. Sostituire l'acciaio H13 richiesto con il P20 riduce la resistenza alla fatica termica , con il rischio di cricche nel nucleo a 50.000 cicli anziché ai 500.000 e oltre previsti. Ciò si traduce in una costosa sostituzione dell'inserto del nucleo, annullando il risparmio iniziale. La verifica dei certificati di qualità delle acciaierie tutela il costo unitario e la durata dello stampo, garantendo che lo stampo abbia raggiunto i livelli di durezza e purezza richiesti.
L'alto costo dei componenti soggetti a usura non utilizzati nei meccanismi di scorrimento.
Un preventivo accurato per la prevenzione di costi nascosti relativi agli stampi deve includere i componenti soggetti a usura. I fornitori di bassa qualità a volte non temprano le piastre di usura su sollevatori e slitte, causandone una rapida usura e la formazione di bave in poche settimane. Specificare e montare questi componenti è essenziale per realizzare stampi a iniezione durevoli che proteggano la pianificazione della produzione e il budget di manutenzione da guasti e tempi di inattività imprevisti e costosi.
Marchio contro prestazioni nei sistemi a canale caldo critici
Una chiara e trasparente politica dei prezzi per gli stampi definisce il marchio e la garanzia dei sistemi a canale caldo. I sistemi non di marca e non certificati sono soggetti a una gestione termica inadeguata ( ±5 °C contro ±1 °C ) e a potenziali guasti. Un collettore generico difettoso può bloccare la produzione per 10 giorni e causare una perdita totale di 25.000 dollari o più . I sistemi di marca sono progettati per mantenere profili termici costanti e sono supportati dal produttore, il che generalmente si traduce in componenti più uniformi e costi operativi più prevedibili.
DFM come attività fondamentale per il controllo dei costi
L' investimento più importante per gli stampi a iniezione è una valutazione DFM completa prima del preventivo finale. Un'analisi superficiale può trascurare i concentratori di stress; un angolo interno acuto non modificato può causare una frattura del nucleo durante la fase di campionamento , con conseguente necessità di una ricostruzione completa. Una valutazione DFM completa, combinata con la simulazione Moldflow, consente di apportare correzioni di progettazione a livello CAD. Questa misura proattiva garantisce uno stampo solido fin dalla prima fase di stampaggio (T1), evitando costose e lunghe rilavorazioni durante le prove.
Questa analisi tecnica mette in evidenza le caratteristiche del prodotto che eliminano le principali cause di guasti sul campo e sforamenti di budget. La nostra credibilità è garantita dal fatto che ogni proposta è corredata da un elenco di certificazioni dei materiali e da progetti validati tramite simulazione. Trasformiamo l'acquisto dei vostri stampi a iniezione personalizzati in un investimento ingegneristico prevedibile che garantisce un ROI concreto, eliminando i costi nascosti che aumentano il costo totale di proprietà.

In che modo le piattaforme online per la preventivazione di stampi personalizzati possono chiarire i feedback di progettazione nelle fasi iniziali?
Un feedback trasparente fin dalle prime fasi di progettazione trasforma un semplice preventivo online per stampi personalizzati da un prezzo a una preziosa fonte di informazioni ingegneristiche strategiche. Le piattaforme leader del settore eseguono analisi DFM (Design for Manufacturing) algoritmiche sul modello 3D per identificare in tempo reale i problemi di producibilità, convertendo la visibilità iniziale in una riduzione dei costi e in tempistiche prevedibili. Il risultato è un preventivo immediato per stampi a iniezione basato su dati concreti, non su supposizioni.
Valutazione automatizzata di fattibilità: dalla geometria al feedback immediato.
- Come funziona: l'analisi semantica del tuo file 3D identificherà vari attributi chiave di producibilità e quindi eseguirà le misurazioni .
- Il tuo vantaggio: ottieni una valutazione imparziale in pochi minuti, così non dovrai mai più temere costose sorprese nelle fasi finali della riprogettazione.
Analisi critica 1: Validazione dello spessore della parete
- Processo tecnico: Il sistema verifica lo spessore delle pareti e distingue tra pareti troppo sottili e pareti troppo spesse, con un intervallo ottimale compreso tra 1,5 mm e 3,0 mm .
- Il tuo vantaggio: ottieni un componente stampato a iniezione privo di difetti, ottimizzando al contempo la qualità del pezzo e la stima dei costi dello stampo a iniezione, apportando modifiche al CAD prima della fabbricazione dello stampo.
Analisi critica 2: Esame dell'angolo di sformo e del sottosquadro
- Processo tecnico: gli algoritmi consentono il rilevamento di superfici verticali e sottosquadri con una determinata soglia di sformo (ad esempio, ≥1° ).
- Il tuo valore: puoi vedere come la geometria influisce sulla complessità dello stampo e tenerne conto quando ottimizzi il preventivo per lo stampo a iniezione personalizzato prima di finalizzare il progetto. Questa trasparenza favorisce una collaborazione proficua fin dall'inizio.
Analisi critica 3: Visualizzazione del limite di prezzo
- Processo tecnico: la complessità geometrica per la mappatura della produzione viene calcolata dal sistema, che confronta il fattore di costo lungo la produzione .
- Il tuo valore: questo ti consente di fare scelte strategiche in fase di progettazione e di definire il budget fin dalle prime fasi. Questo è il fulcro di una politica di prezzi trasparente per gli stampi , che previene costose modifiche in corso d'opera.
Il risultato: informazioni utilizzabili
Il risultato è un report conciso e pratico che vi permette di semplificare la produzione del vostro progetto. Questo garantisce un preventivo accurato fin dall'inizio, eliminando i rischi per l'intero avvio del progetto. Il ciclo di feedback automatizzato sugli stampi infonde fiducia in ogni fase.
Questo approccio trasforma la fase di preventivazione, solitamente a porte chiuse, in una sessione di revisione ingegneristica trasparente e collaborativa. Si ottiene una visione chiara di ciò che è realizzabile e di ciò che non lo è, nonché dei relativi costi, prima di impegnarsi, trasformando quella che tradizionalmente è una fase iniziale molto incerta in una fase di pianificazione prevedibile e basata sui dati.
Perché una valutazione completa dei preventivi per lo stampaggio a iniezione secondo i principi DFM (Design for Manufacturing) è fondamentale per la prevedibilità del budget di progetto?
Un preventivo completo per lo stampaggio a iniezione con DFM (Design for Manufacturing) traduce la geometria del progetto in un piano di produzione definitivo. Blocca i parametri critici prevedendo i risultati prima dell'inizio della realizzazione dello stampo. Trasforma una stima in un contratto, evitando costose sorprese e garantendo la prevedibilità del budget .
| Messa a fuoco | Rischio senza DFM | Valore con preventivo DFM |
| Previsione della linea di saldatura | Difetti riscontrati durante le prove con rilavorazione. | I difetti vengono previsti in anticipo per consentire una riprogettazione tempestiva. |
| Ottimizzazione dei cancelli | Flusso sbilanciato che causa alta pressione e difetti . | I punti di iniezione sono progettati per un riempimento bilanciato al di sotto di 120 MPa, garantendo un processo stabile e su misura per il vostro servizio di stampaggio a iniezione personalizzato . |
| Raffreddamento e deformazione | Deformazione e cicli di funzionamento prolungati a causa del raffreddamento non uniforme. | La simulazione riduce le fluttuazioni di temperatura e le deformazioni, consentendo di ottenere risultati di precisione negli stampi a iniezione . |
| Specifiche dell'acciaio | Tempo di inattività dovuto all'usura prematura degli utensili . | È richiesto acciaio temprato (come l'H13 a 48-52 HRC ), il che comporta un costo nascosto nel preventivo per la prevenzione della formazione di muffa . |
Questo approccio offre un sistema di prezzi trasparente per gli stampi , in cui il preventivo corrisponde a un piano di produzione supportato da simulazioni. Ti garantisce sicurezza: sia per la prototipazione di stampi a iniezione che per la produzione di grandi volumi. Ricevi un piano validato, con qualità confermata digitalmente, in modo che l'avvio del progetto sia prevedibile e a rischio ridotto.

Figura 2: Postazioni di lavoro modulari che contengono componenti e utensili per stampi in acciaio per l'assemblaggio, l'ispezione e la determinazione del prezzo degli utensili per stampi trasparenti.
Quale struttura dovrebbe seguire un listino prezzi trasparente per stampi destinato agli ingegneri?
Un listino prezzi trasparente per gli stampi è uno strumento di ingegneria molto utile che scompone il costo totale in elementi tecnici verificabili. Consente di verificare le specifiche e confrontare i preventivi in modo omogeneo, anziché limitarsi a considerare il prezzo finale. Questo formato permette di capire dove è possibile ottenere un prezzo competitivo per gli stampi a iniezione riducendo alcuni costi, trasformando così il listino in una specifica tecnica contrattuale.
Smontaggio dell'hardware: costi dei materiali e dei componenti
Il preventivo per il componente include una descrizione dettagliata di tutti i componenti fisici con le relative specifiche. Sono inclusi il produttore e la qualità della base dello stampo, l'acciaio della cavità/anima (ad esempio, H13 a 48-52 HRC ), la marca e il modello del canale di alimentazione, ecc. Questa precisione consente di verificare il preventivo per lo stampo a iniezione e di individuare eventuali sostituzioni di materiali. Per voi, questo si traduce in una maggiore durata dello stampo e nell'assenza di guasti al vostro complesso progetto di stampaggio a iniezione dovuti all'utilizzo di materiali di qualità inferiore.
Validazione della produzione: manodopera e lavorazioni meccaniche di precisione
Questa è una ripartizione del processo, dei tempi e delle tolleranze. Include la lavorazione CNC a 5 assi, l'elettroerosione (con finitura superficiale, ad esempio Ra 0,4 μm) e le mette in relazione con caratteristiche critiche come la tolleranza dell'anello di posizionamento ( ±0,01 mm ). Ciò dimostra la capacità di raggiungere la precisione necessaria, pertanto lo stampo viene prodotto secondo uno standard che riduce la manutenzione e garantisce la qualità del pezzo, tutelando direttamente il programma di produzione.
Analisi dettagliata del capitolato d'appalto: soluzioni ingegneristiche
Un buon preventivo specificherà chiaramente i costi relativi a problematiche come nervature profonde o sottosquadri, indicando il numero di azioni per estrattore o per slitta, se applicabili. Una sezione vaga o ambigua è un segnale d'allarme. Questa verifica dettagliata di ogni voce garantisce che il preventivo per lo stampo a iniezione personalizzato rappresenterà una soluzione solida e affidabile, permettendovi di dormire sonni tranquilli sapendo che i potenziali punti critici sono stati eliminati. Questo è fondamentale per la produzione di stampi a iniezione ad alto volume , al fine di evitare costose rilavorazioni e tempi di inattività successivi alla fase di campionatura.
Assemblaggio, collaudo e documentazione
Anche la lavorazione meccanica deve essere trasparente. Il preventivo dovrebbe inoltre contenere una ripartizione di diversi elementi a prezzo fisso, ovvero la costruzione dello stampo, le prove di campionatura e la documentazione completa (disegni CAD 3D). Nessuna sorpresa sui costi post-ordine: riceverete un prodotto pronto per la produzione, con tutti i dati necessari per la manutenzione post-produzione. Oggi gran parte del valore risiede nel grado di precisione degli stampi a iniezione , nella prevedibilità dei risultati e nelle dimensioni del progetto.
Questo modello rigido trasforma la fase di preventivazione in una revisione tecnica, con una checklist per le richieste di informazioni. Garantisce chiarezza e permette al tuo team di confrontare dati omogenei, così da avere la certezza che il prezzo concordato si riferisca a uno o più stampi conformi agli standard documentati . Riceverai una specifica di progetto vincolante dal punto di vista contrattuale, che riduce i rischi, garantisce il rispetto del budget e offre una soluzione di stampaggio a iniezione affidabile e durevole, grazie a una trasparenza totale sui prezzi degli stampi .
In che modo una configurazione ottimale dei canali di raffreddamento riduce il costo per pezzo nelle produzioni di lungo periodo?
Il costo per pezzo nella produzione ad alto volume è direttamente influenzato dalla progettazione del canale di raffreddamento. Questo trasforma la stima standard dei costi degli stampi a iniezione in uno strumento di gestione dei costi variabili. Soluzioni di raffreddamento termico avanzate, rispetto ai tradizionali modelli di foratura, migliorano i tempi di ciclo del 25-35%, rendendo un investimento in stampi a iniezione economicamente vantaggioso il più redditizio nel suo complesso.
Dinamica termica: la sfida fondamentale dell'uniformità
- Il problema: le linee di raffreddamento rettilinee creano punti caldi ( picchi arrotondati ) all'interno e intorno a geometrie complesse, quindi i cicli devono essere più lunghi per una rimozione sicura del pezzo.
- La soluzione: i canali conformi calcolati tramite simulazioni termiche mantengono una distanza pressoché costante (ovvero 10 mm ± 1 mm ) dalla parete della cavità.
- Il tuo vantaggio: ciò riduce la distorsione termica e consente un raffreddamento più rapido e uniforme, con conseguente riduzione al minimo del tempo di ciclo.
Dalla progettazione ai dati: quantificare la riduzione dei tempi di ciclo.
- Implementazione: È stato progettato un sistema di canali conformali ottimizzato da 8 mm per sostituire un tradizionale deflettore singolo in un componente a parete spessa.
- Risultato misurato: il raffreddamento è stato ridotto da 28 secondi a 18 secondi , con una conseguente riduzione del tempo totale del ciclo del 32% .
- Il tuo ritorno sull'investimento (ROI): per una produzione di 1 milione di pezzi, questo ti consente di risparmiare oltre 2.700 ore di tempo di stampaggio, incrementando notevolmente la tua produttività e la redditività di un progetto di stampaggio a iniezione orientato alle prestazioni.
Il vantaggio del costo totale di proprietà (TCO)
- Investimento iniziale: uno stampo per raffreddamento conformale può aggiungere dal 15% al 25% al preventivo iniziale per lo stampo a iniezione personalizzato .
- Vantaggio a lungo termine: il risparmio per singolo pezzo, basato su una riduzione del 30% dei tempi di ciclo, generalmente compensa questo sovrapprezzo nei primi 100.000-200.000 pezzi. Ogni pezzo successivo diventa più redditizio.
- Il tuo vantaggio: questo investimento strategico trasforma lo stampo in una risorsa redditizia, dimostrando il valore di un servizio di stampaggio a iniezione personalizzato rispetto a uno stampo realizzato con un'offerta al ribasso.
Integrare la strategia nella pianificazione del progetto
- Servizio proattivo: un vero servizio di stampaggio a iniezione personalizzato include questa analisi termica e del costo totale di proprietà (TCO) durante la fase di progettazione per la producibilità (DFM), al fine di fornire al cliente un modello finanziario facilmente comprensibile.
- Chiarezza garantita: potrete prendere decisioni di investimento basate sul costo totale del ciclo di vita, non solo sul prezzo iniziale. Questa lungimiranza previene i costi a lungo termine di un ciclo di spreco e garantisce una soluzione di stampaggio a iniezione ad alta efficienza per produzioni prolungate.
Questa mentalità porta a un passaggio dal costo unitario a un costo per pezzo basato sul sistema. La forza sta nel collegare la progettazione basata sulla fisica con i risultati finanziari. Raggiungiamo questo obiettivo combinando la simulazione termica e la progettazione del raffreddamento conformale, consentendovi così di adottare un approccio basato sui dati per ottenere il costo unitario più basso e sostenibile per i vostri stampi a iniezione ottimizzati in termini di costi . Convalidate i vostri risparmi del 25-35% sui tempi di ciclo e sui costi per pezzo. Inviateci il progetto del vostro pezzo per un'analisi TCO e una proposta di raffreddamento conformale per garantirvi un vantaggio a lungo termine.
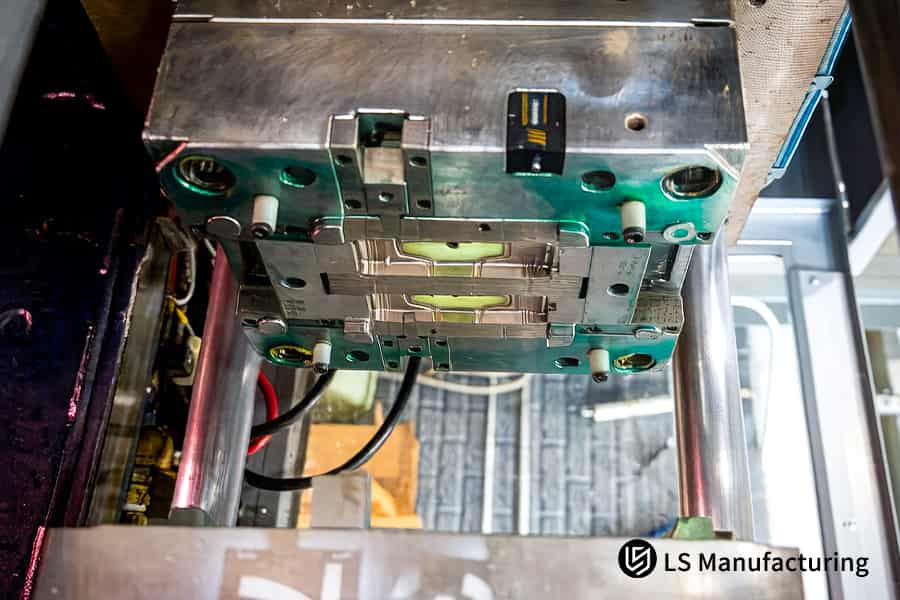
Figura 3: La plastica ABS fusa riempie la cavità dello stampo in acciaio per formare un componente, consentendo una stima dei costi dello stampo a iniezione.
Quale acciaio per anime di stampo garantisce una lunga durata dell'utensile senza microfratture?
La scelta dell'acciaio giusto per l'anima e la cavità dello stampo è la decisione più importante in termini di materiali per una produzione di successo e a lungo termine. Una selezione inadeguata per plastiche abrasive o corrosive può causare usura eccessiva, micropitting e microfratture catastrofiche, trasformando un preventivo di spesa per gli stampi a iniezione in un onere di manutenzione ricorrente. Questa matrice tecnica consente di effettuare una selezione più basata sui dati per individuare l'acciaio più adatto in base alla resina utilizzata, al volume di produzione e al potenziale impatto della durata dello stampo sul costo totale.
| Grado dell'acciaio (esempio) | Caratteristiche del nucleo e durezza | Scenario applicativo ideale | Durata garantita dello stampo (tipica) |
| P20 (1.2311) | Pre-indurito a circa 30 HRC , con buona lavorabilità, ma limitata resistenza all'usura e alla corrosione. | Resine commerciali non abrasive (ad esempio, PP, ABS ) per la prototipazione o la produzione di piccoli lotti. | < 500.000 cicli. |
| 718H / ASSAB 718 | Acciaio temprato a cuore di 33-38 HRC per una maggiore tenacità e lucidabilità rispetto al normale P200. | Materie plastiche per ingegneria generale e sostanze leggermente abrasive caricate con fibra di vetro. | 500.000 – 1.000.000+ cicli. |
| H13 (1,2344) | Acciaio per utensili per lavorazioni a caldo temprato a 48-52 HRC con eccezionale resistenza alla fatica termica e all'usura, nonché resistenza all'abrasione. | Compositi altamente abrasivi (ad esempio, PA66-GF30 ). Questa corretta specifica è fondamentale per evitare costi nascosti nella preventivazione degli stampi . | Oltre 1.000.000 di cicli (SPI 101). |
| S136 / Acciaio inossidabile (1.2083) | Acciaio inossidabile martensitico ad alto contenuto di cromo, temprato a 48-52 HRC con eccellente resistenza alla corrosione. | Polimeri corrosivi (ad esempio PVC, gradi ignifughi), necessari per stampi a iniezione resistenti alla corrosione . | Oltre 1.000.000 di cicli in ambienti chimici aggressivi. |
Questo quadro di selezione empirico consente una determinazione dei prezzi degli stampi davvero trasparente , collegando direttamente il costo alle prestazioni garantite. Specificare H13 per i materiali abrasivi giustifica il suo costo iniziale, prevenendo in modo definitivo la spesa ben maggiore di un guasto prematuro del nucleo, un aspetto fondamentale di un servizio professionale di stampaggio a iniezione personalizzato . Proteggete il vostro investimento in uno stampo a iniezione di lunga durata progettato per il vostro ciclo di vita previsto, trasformando l'investimento iniziale in un rendimento elevato e prevedibile basato sulla produzione.
In che modo le tolleranze ristrette sui meccanismi a cursore prevengono la formazione di bave sui componenti medicali?
Nella stampatura medicale , la precisione è fondamentale per evitare la formazione di bave nei meccanismi a cursore, poiché anche piccole fessure di dimensioni micrometriche possono compromettere la tenuta e danneggiare le superfici. La soluzione consiste in una combinazione di lavorazione di precisione, ingegneria delle superfici e metrologia per ridurre le fessure a meno di 0,01 mm . Questo processo rigoroso garantisce l'integrità a tenuta stagna e un'estetica perfetta per i componenti delicati fin dalla prima produzione, un aspetto essenziale per ottenere un preventivo affidabile per la realizzazione di stampi personalizzati online .
Lavorazione a 5 assi per una precisione unificata di ±0,005 mm
Le bave di stampaggio derivano da vuoti tra i componenti scorrevoli. L'intero cursore e il suo alloggiamento vengono lavorati in un'unica passata su un'operazione continua a 5 assi per ridurre al minimo gli errori indotti dal fissaggio. Ciò consente un accoppiamento coniugato con giochi entro ±0,005 mm (5 μm) . Per voi, questo significa che il percorso di penetrazione della plastica viene fisicamente eliminato, garantendo un'azione a tenuta stagna per tutti i vostri stampi a iniezione per uso medicale .
Nitrurazione superficiale per una tolleranza prolungata
Un accoppiamento pressurizzato deve resistere. Dopo la lavorazione, i componenti vengono nitrurati in atmosfera gassosa e rigorosamente controllata per produrre una superficie >60 HRC con una distorsione minima ( <10μm ). Ciò mantiene il gioco necessario, garantendo al contempo una significativa riduzione dell'usura e dell'attrito. Si ottiene un dispositivo che, una volta costruito, tollera centinaia di migliaia di cicli, l'apice ingegneristico di un vero preventivo per la prevenzione dei costi nascosti .
Sondaggi e misurazioni per una precisione certificata
È necessario verificare la precisione. Le caratteristiche più importanti vengono misurate direttamente sulla macchina, generando un output digitale. Dopo l'assemblaggio, un calibro a perno unico verifica il gioco di funzionamento effettivo. Questa doppia verifica produce valori assoluti. Per il vostro progetto, vi offre la garanzia e la documentazione che lo stampo sia conforme alle specifiche, un elemento fondamentale di un servizio di stampaggio a iniezione personalizzato .
Progettazione integrata per la stabilità a lungo termine
Per ottenere la precisione è necessario un design onesto. I cursori sono lavorati con precisione, con una lunghezza di guida estesa e piastre di usura in acciaio temprato per ridurre la flessione sotto la pressione di iniezione. La vostra ricompensa è la fiducia nel tempo: le guarnizioni del meccanismo vengono mantenute ciclo dopo ciclo. Questa lungimiranza è ciò che rende affidabile un preventivo per stampi a iniezione personalizzati e che garantisce le stesse elevate prestazioni anche per stampi a iniezione con tolleranze ristrette .
Si tratta di un metodo specificamente progettato per eliminare le bave di stampaggio: trattamento combinato, indurimento e validazione metrologica. Un'innovazione di processo viene validata trasferendo un processo ben caratterizzato ( ±0,005 mm , nitrurazione) a un risultato prevedibile e basato sui dati. Raggiungiamo questo obiettivo combinando la precisione a 5 assi con una metallurgia specializzata per produrre stampi a iniezione a prova di bave che preservano l'integrità estetica e funzionale dei vostri componenti più esigenti.

Figura 4: Il preventivo online per la realizzazione di stampi personalizzati comprende la lavorazione CNC di piastre di alluminio di precisione per stampi automobilistici.
Caso di studio: come hanno fatto i produttori di dispositivi medici a eliminare gli elevati costi di rilavorazione grazie alla produzione LS?
LS Manufacturing trasforma progetti di dispositivi medici bloccati in modelli di efficienza e prevedibilità grazie al rigore ingegneristico. Un esempio lampante è il caso della maschera per ventilatori: un progetto iniziale inadeguato presentava una deformazione del 12% e costi enormi. La nostra metodologia, basata su un unico preventivo definitivo per lo stampaggio a iniezione DFM e su un'efficienza brutale – senza rilavorazioni – ha garantito che ogni prova fosse perfetta al primo tentativo, ha introdotto prezzi trasparenti per gli stampi , nascondendo i tempi di rilascio del prodotto e riducendo al minimo il costo totale per il cliente.
Sfida del cliente
Uno stampo per maschere a due componenti, realizzato per un'azienda di dispositivi medici, è andato a rotoli a causa di una progettazione iniziale inadeguata, caratterizzata da evidenti segni di ritiro e una deformazione del 12% . Il preventivo iniziale per lo stampo a iniezione personalizzato includeva la complessità inaspettata di una valvola rotante, che ha comportato un costo aggiuntivo imprevisto di 28.000 dollari e un ritardo di tre mesi nella fase di campionatura, mettendo a rischio il lancio del prodotto.
Soluzione di produzione LS
Il risultato è stata una riprogettazione DFM completa della soluzione per ridurre la fonte di deformazione. È stato sviluppato un canale caldo a valvola a spillo ad alta precisione per equalizzare la pressione di riempimento della cavità a ≤1,5% , aspetto molto importante per gli stampi a iniezione di dispositivi medici . Abbiamo ricalcolato e fissato definitivamente le profondità di sfiato a 0,015 mm . Questo schema ingegnerizzato rappresenta la strada per stampi a iniezione a bassa deformazione, sviluppato a partire da un errore comune riscontrato dal cliente.
Risultati e valore
È stato prodotto uno stampo monoblocco T1, qualificato per la produzione con un'impressionante percentuale di accettazione del primo campione pari al 99,8% . Il tempo di ciclo è stato ridotto di 18 secondi e la resa costante è stata superiore al 99,5% , senza necessità di rilavorazioni. Le loro prestazioni, in un progetto con un ambito definito, hanno portato a un preventivo per lo stampo trasparente e senza costi nascosti, evitando sforamenti di budget e garantendo il lancio del prodotto al cliente.
Questo dimostra che le strette tolleranze ingegneristiche producono stampi a iniezione affidabili e collaudati in produzione . La potenza viene sprigionata grazie all'utilizzo di soluzioni precise e quantificabili per problemi quantificabili. Lo facciamo collegando le valutazioni tecniche a preventivi a prezzo fisso, consentendo una progressione senza intoppi per ogni progetto , dalle semplici stime ai risultati di produzione eccezionali previsti .
Trasforma il tuo progetto di dispositivo medico da un rischio di sforamento dei costi in una certezza di lancio. Per valutare una soluzione a budget fisso, discuti le tue specifiche con il nostro team di ingegneri per ricevere una proposta definitiva.

Perché LS Manufacturing è la scelta ottimale per stampi a iniezione economicamente vantaggiosi?
LS Manufacturing offre un valore reale combinando un'ingegneria affidabile e operazioni semplici con il minimo costo totale di proprietà . Il vero risparmio deriva dalla prevenzione di difetti e sforamenti di budget, non dall'acquisto a un prezzo iniziale stracciato. Il nostro processo garantisce tutto ciò attraverso la convalida digitale, l'esecuzione certificata e la qualità comprovata dai dati, impegnando il budget e la tempistica del vostro progetto fin dall'inizio con un preventivo online personalizzato per gli stampi .
Progettazione per la producibilità basata su cloud e preventivi istantanei: dall'idea alla certezza
- Come lo facciamo: online, algoritmi proprietari analizzano il tuo modello 3D, eseguendo controlli automatici di producibilità in pochi minuti.
- Il tuo vantaggio: ottieni immediatamente un preventivo trasparente per gli stampi , basato sui dati, che comprime settimane di lavoro in poche ore per decisioni più rapide e con minori rischi, ponendo le basi per un solido processo di progettazione digitale degli stampi a iniezione .
Tracciabilità certificata dei materiali e controllo dei processi
- Come operiamo: tutti i materiali in entrata sono completamente certificati dal produttore e gestiti secondo i sistemi IATF 16949 e ISO 9001 per ogni singola fase del processo.
- Il tuo vantaggio: questa tracciabilità forense elimina la possibilità di guasti agli stampi dovuti a acciaio di scarsa qualità, che è alla base di stampi a iniezione economicamente vantaggiosi e garantisce un risultato certificato .
Metrologia automatizzata per una precisione garantita
- Come procediamo: le macchine di misura a coordinate (CMM) automatizzate ispezionano i pezzi e i primi campioni, producendo report con una precisione al micron (ad esempio ±0,005 mm ).
- Il tuo vantaggio: ottieni una prova digitale della qualità prima della spedizione, evitando sorprese dimensionali e ritardi nella campionatura il giorno del lancio. È parte integrante del nostro sistema di stampaggio a iniezione integrato .
Supporto al ciclo di vita e passaggio di produzione
- Come lo facciamo: Dati di progettazione completi, manuali di manutenzione e parametri di processo ottimizzati per consentire un avvio della produzione senza intoppi .
- Il tuo vantaggio: ti assicurerai un successo duraturo, trasformando lo strumento in una risorsa affidabile con tempi di attività massimi. Ecco perché un vero servizio di stampaggio a iniezione personalizzato si definisce attraverso la piena responsabilità dell'intero processo, dall'inizio alla fine.
Il nostro modello dimostra che la realizzazione di stampi a iniezione economicamente competitivi si ottiene investendo fin da subito in precisione e trasparenza. La nostra autorevolezza deriva dalla sostituzione delle stime con le simulazioni e delle ipotesi con le certificazioni. Raggiungiamo questo obiettivo attraverso un flusso di lavoro digitale-fisico integrato, che consente un percorso prevedibile dal concetto alla produzione di grandi volumi, con risultati garantiti.
FAQ
1. Il preventivo per gli stampi a iniezione personalizzati include tutti i costi di prova dello stampo?
Sì, i preventivi di LS Manufacturing per gli stampi a iniezione includono necessariamente tutte le ore di manodopera e il consumo di materiale durante le fasi di prova dello stampo T1 e T2, nonché i report di misurazione del campione finale (gratuiti). Non ci sono costi nascosti o aggiuntivi da applicare in seguito.
2. Come si possono identificare precocemente i potenziali rischi di ritiro superficiale nei componenti in plastica durante il processo di revisione DFM (Design for Manufacturability)?
I nostri ingegneri utilizzano Moldflow per modellare l'impaccamento e il raffreddamento del materiale fuso nella cavità dello stampo a una pressione di 100 MPa . Se riscontriamo che lo spessore di una nervatura supera il 60% dello spessore della parete principale, vi forniremo suggerimenti per la riduzione dello spessore della parete tramite un report DFM, evitando così problemi di ritiro fin dalle prime fasi della progettazione.
3. Quale livello di tolleranza di lavorazione può garantire LS Manufacturing per gli stampi a iniezione di alta precisione?
Grazie ai nostri centri di fresatura CNC ad alta velocità a 5 assi Mikron di produzione svizzera e alle nostre macchine per elettroerosione a filo Sodick, siamo in grado di mantenere costantemente tolleranze di lavorazione per le cavità e i nuclei degli stampi entro ±0,005 mm , garantendo così la coerenza dimensionale dei pezzi stampati a iniezione .
4. Perché un modello di "prezzi trasparenti per gli stampi" è fondamentale per l'approvvigionamento di componenti automobilistici?
I componenti per il settore automobilistico richiedono standard estremamente rigorosi in termini di budget della catena di fornitura e stabilità dei tempi di consegna. Il nostro meccanismo di prezzi trasparente dettaglia i costi per la base dello stampo, i materiali in acciaio, i sistemi a canale caldo e le ore di manodopera. In combinazione con la nostra conformità agli standard di sistema IATF 16949 , ciò vi consente di effettuare una valutazione accurata al 100% del ritorno sull'investimento dell'intero ciclo di vita già nella fase di audit iniziale.
5. Se il mio preventivo online per la realizzazione di stampi personalizzati è particolarmente basso, siete disposti a compromettere la qualità dell'acciaio utilizzato?
Assolutamente no. Per tutti gli stampi prodotti da LS Manufacturing, forniamo certificati originali dei materiali del produttore e report completi sui test di durezza del trattamento termico (ad esempio, superiori a HRC 50 ) per tutti i tipi di acciaio utilizzati (come H13, S136, ecc. ). Ogni singolo pezzo di acciaio è completamente tracciabile tramite registrazioni digitali e qualsiasi forma di adulterazione o sostituzione con materiali di qualità inferiore è severamente vietata.
6. In che modo i vostri servizi di "stampaggio a iniezione a prezzi accessibili" riescono a ridurre i costi garantendo al contempo un'elevata qualità?
Ammortizziamo i costi della manodopera di produzione grazie a design di basi per stampi modulari altamente automatizzati, a consolidati canali di approvvigionamento diretto dell'acciaio ( sfruttando il nostro potere d'acquisto a livello di gruppo ) e a fabbriche intelligenti "a luci spente" operative 24 ore su 24 senza presidio. Trasferiamo i risparmi sui costi che ne derivano, sotto forma di margini di profitto puri, direttamente ai nostri clienti, anziché ottenere riduzioni di costo compromettendo l'integrità strutturale o la qualità dello stampo stesso.
7. Per gli stampi multicavità, come si garantisce la completa uniformità dimensionale di tutti i singoli pezzi prodotti?
Utilizziamo un sistema di canali di alimentazione bilanciato e un'analisi del flusso di stampaggio ad alta precisione per affinare le dimensioni della sezione trasversale di ciascun canale fino al livello del micron. Durante la fase di lavorazione, utilizziamo l'elettroerosione a scarica (EDM) a elettrodi raggruppati con finitura a specchio per le cavità, controllando la tolleranza di intercambiabilità tra le diverse cavità entro un intervallo di ±0,01 mm , eliminando così qualsiasi discrepanza dimensionale tra le cavità.
8. Se, a causa di una svista nel preventivo per la prevenzione della muffa con "costi nascosti", si rendono necessarie modifiche per rimuovere la muffa, chi si fa carico delle spese?
A condizione che non siano state apportate modifiche al progetto rispetto ai disegni 3D iniziali del cliente, garantiamo la copertura del 100% di tutti i costi successivi , inclusi modifiche allo stampo, manodopera aggiuntiva per le prove stampo e spese per i materiali , derivanti da eventuali errori di valutazione tecnica commessi dagli ingegneri di LS Manufacturing durante la fase di richiesta iniziale. Non vi addebiteremo mai un solo centesimo in più rispetto al prezzo preventivato inizialmente.
Riepilogo
Ottenere un preventivo conveniente per uno stampo a iniezione personalizzato va oltre il semplice confronto dei prezzi: è un'interazione tecnica tra trasparenza produttiva e un'approfondita analisi DFM (Design for Manufacturing). Integrando la fluidodinamica, tolleranze di ±0,005 mm e materiali certificati come l'acciaio S136 a finitura a specchio , LS Manufacturing rompe il ciclo tradizionale di opacità, aumenti di prezzo nelle fasi finali e ritardi. I nostri prezzi trasparenti e i report DFM di alto livello offrono sicurezza per l'intero ciclo di vita ai produttori globali di dispositivi medici, automobilistici ed elettronici.
Non lasciate che fornitori che cercano di aggirare le regole del prezzo più basso sprechino il vostro budget e le vostre tempistiche di ricerca e sviluppo. Se state progettando o verificando componenti in plastica di precisione, cliccate su "Richiedi un preventivo trasparente per lo stampo e un report di analisi DFM gratuito" per caricare i vostri file STEP/IGS. Entro 24 ore, i nostri ingegneri specializzati in stampi a iniezione vi invieranno una proposta commerciale a più livelli con simulazione Moldflow, dettagli sul posizionamento dei punti di iniezione e una garanzia di prezzo fisso: utilizziamo i dati per iniziare insieme un percorso di produzione prevedibile e intelligente.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione, stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


