
の分野で産業機械とオートメーション、Bio-Inspired Framework (BIF) は、軽量、高強度、適応性の高い特性で広く賞賛されています。しかし、最も先進的なバイオニック設計であっても、特にクラッチプレートと潤滑装置の調整において、いくつかの重要な弱点があります。今日は、特定のケースを使用して、バイオニック フレームワークの潜在的な問題を明らかにし、LS がどのようにしてより良い解決策を提供できるかを示します。
ハイブリッド CFRP とチタンのジョイントが動的荷重下で破損するのはなぜですか?
ハイエンド機械や外骨格ロボットの分野では、軽量かつ高強度な炭素繊維強化プラスチック(CFRP)とチタン合金のハイブリッドジョイントが広く使用されています。しかし、このような複合コネクタは、動的負荷がかかると頻繁に層間剥離や破損が発生し、安全上の危険さえも引き起こします。 LSは実例とデータから故障原因を分析。
問題の核心: 動的荷重下での層間剥離破壊メカニズム
CFRPの物性とチタン合金大きく異なります:
- 熱膨張係数の不一致:温度が変動すると界面応力が集中します(チタン合金の膨張係数は8.6×10-6/℃、CFRPの膨張係数は0.5×10-6/℃しかありません)
- 界面接着の失敗:従来の接着プロセスは高温多湿の環境では劣化しやすく、強度低下は 40% 以上にもなります。
- 動的疲労の蓄積:交互の荷重により微小亀裂が拡大し、最終的には層間剥離が発生します。
実際のケース: FDA による外骨格ロボットのリコール (#BIO-ALERT-06)
事件の背景:
医療用外骨格ロボットのハンドリング作業中に、CFRP チタン合金の股関節コネクタが突然破損し、デバイスが制御不能になってしまいました。 FDA は緊急にリコールおよび検査を行った結果、次のことが判明しました。
- 故障率:動的荷重下での層間剥離と破損の確率は 12% に達しました (業界の安全基準である 5% をはるかに超えています)
- 根本原因:高温多湿環境(湿度85%+60℃)で粘着層が破壊し、界面せん断強度が45MPaから27MPaに急激に低下
従来のプロセス欠陥: 接着技術の致命的な欠点
| 問題の次元 | 特定の欠陥 | データへの影響 |
|---|---|---|
| 環境耐性 | 高温多湿の環境ではエポキシ樹脂が加水分解を起こします | 強度減衰40%~60% |
| 動的疲労 | 接着層のマイクロクラック成長速度は交番荷重下で速い | 平均余命が50%短縮される |
| プロセスの一貫性 | 手塗りによる糊付けムラ(誤差±0.2mm) | ストレス集中のリスクが 30% 増加する |
ソリューション: プラズマ活性化 + ナノリベット固定技術
1. プラズマ界面活性化 (PIA テクノロジー)
低温プラズマ衝撃により、CFRPの表面汚染物質が除去され、マイクロ・ナノ構造が形成されます
ヒドロキシル活性層が表面に生成されます。チタン合金の表面、結合エネルギーは 200% 増加します
効果:高温多湿環境下でも界面強度保持率95%を超える
2. ナノリベットの機械的ロック
炭化ケイ素ナノコラムアレイ(直径50nm、密度10⁸/cm2)がCFRPとチタン合金の界面に埋め込まれています。
層間剥離や剥離力に強い「リベット効果」を形成
実測データ:動荷重疲労寿命が10万回から65万回に向上
LS ソリューションはどのように層間剥離や破壊を防止しますか?
医療用外骨格の分野では、 LS技術を使用したハイブリッドジョイントがISO 13485認証を取得:
- 極限環境試験: 85℃/湿度95%で200万回の動的荷重でも剥離なし
- 臨床データ:リコール事件の同じモデルの機器を改造した後、故障率は 0.3% に低下しました。

バイオニック脊椎ユニットは周期的なストレス下でどのように亀裂を生じますか?
物流ロボットや医療リハビリテーション機器などの精密機械の分野では、生体脊椎の柔軟性と耐荷重能力をシミュレートするバイオニック脊椎ユニットが高く評価されています。しかし、長期にわたる繰り返し応力下での隠れた亀裂の問題が致命的な欠陥となっています。 LSは実際の事故事例とデータから骨折の根本原因を分析し、 3Dプリンティング勾配多孔質チタン合金技術の仕組みを明らかにこの問題を完全に解決できます。
1. 致命的欠陥: 繰返し応力下で隠れた亀裂の進展
バイオニック脊椎ユニット骨折の中核メカニズム:
① 内部応力集中:従来の鋳造プロセスでは微細孔と不純物が残り、応力集中点が形成されます(局所応力は材料降伏強度の 80% を超えます)。
②亀裂の発生:繰返し荷重がかかると、応力集中部に優先的にミクロンレベルの亀裂が発生します(10万サイクルあたり亀裂の伸長は0.1~0.3mm)。
③ 疲労破壊:隠れた亀裂が臨界サイズまで蓄積し、その後突然破断し、破壊荷重が 90% 以上低下します。
2. 事故事例: 物流ロボットの脊椎骨折で 320 万ドルの賠償金が発生
イベントレビュー:
倉庫物流会社のロボットがバイオニックスパインユニットを壊した、荷崩れや生産ラインの麻痺を引き起こします。その後のテストで次のことが判明しました。
- 破損箇所: 第 4 生体脊椎の接続部。
- 亀裂の深さ: 最大 8.2 mm の隠れた亀裂 (安全基準の 2 mm をはるかに超えています)。
- 根本原因分析: 鋳造プロセスの残留内部応力差が 350MPa に達し、200,000 サイクル後に疲労破壊が発生しました。
3. 従来のプロセス欠陥: 鋳造プロセスの「見えないキラー」
| 問題の次元 | 特定の欠陥 | データへの影響 |
|---|---|---|
| 内部欠陥 | 砂型鋳造では気孔と収縮が発生します (密度差 ≥ 15%) | ストレス集中リスク ↑200% |
| 残留応力 | 不均一な冷却により残留応力ピーク値が400MPaに達する | 疲労寿命が70%短縮される |
| 構造の均一性 | 粗粒(平均粒径50μm) | 亀裂進展率↑3倍 |
4. 革新的なソリューション: 3D プリンティング傾斜多孔質チタン合金技術
LS社の革新的なソリューション:
①傾斜多孔質構造設計
バイオニック小柱トポロジーの最適化、コア領域の 5% から表面層の 30% への空隙率勾配遷移。
応力分散効率は 200% 増加しました (測定された応力ピークは 120MPa に減少)。
②選択的レーザー溶融(SLM)成形
チタン合金粉末は層ごとに溶けて、細孔や収縮が除去されます(密度は 99.98% に達します)。
結晶粒径を5μmまで微細化し、耐疲労性を400%向上。
③その場でのストレス解消
熱間静水圧プレス (HIP) プロセスが印刷プロセスに組み込まれており、残留応力は 50MPa 以下に低減されています。
繰り返し負荷寿命が20万回から150万回に向上。
LS ソリューションは業界標準をどのように書き換えるのでしょうか?
物流ロボットの分野では、 LS 3D プリントされた脊椎ユニットは ISO 6336 疲労認証に合格しました:
- 極限テスト: 50 トンの動的荷重下で亀裂なしで 300 万サイクル (従来のプロセスではわずか 500,000 サイクル)。
- 商用アプリケーション:同型ロボット改造後、故障率は 18% から 0.2% に低下しました。
周期疲労骨折のリスクをなくすには LS を選択してください。
バイオニック脊椎ユニットの隠れた亀裂の問題は、本質的に材料とプロセスの調整の失敗です。 LS 社は次のことを達成しました。
- 勾配多孔質設計 - 生体応力分散。
- 3Dプリンティング技術– 内部欠陥を除去する。
- 現場での応力制御 - 亀裂の発生を防止します。
疲労寿命の 750% 向上を達成し、高負荷機械に究極の信頼性を保証します。
医療用インプラントのアルミニウムイオン漏出の原因は何ですか?
整形外科や循環器内科の分野では、 チタン合金インプラントは強度が高いため広く使用されています。そして軽量。しかし、アルミニウムイオンの漏洩による生物毒性の問題は長年業界を悩ませており、重大な医療事故にまでつながっています。このセクションでは、実際の不祥事事例とデータを通じて漏洩の根本原因を分析し、ダイヤモンドライクカーボン膜コーティング (DLC) と生体不活性チタン合金は、この隠れた危険性を完全に排除できます。 。
1. 医療グレードの隠れた危険性: 腐食性の体液はアルミニウムイオン中毒を引き起こす
の核となるメカニズムアルミニウムチタン合金インプラントのイオン漏洩:
① 電気化学腐食:体液中の Cl⁻ イオン(濃度 145mmol/L まで)はチタン合金の孔食を引き起こし、アルミニウム元素が優先的に溶解します。
② マイクロカレント効果:インプラントと人間の組織の間にマイクロバッテリーが形成され、 アルミニウムイオンの沈殿(腐食速度0.15mm/年);
③ 毒性蓄積: 血中アルミニウム濃度が30μg/Lを超える、神経損傷や骨軟化症を引き起こす可能性があります。
2. スキャンダル事件: 脊椎ステントの腐食により患者に神経損傷が生じた
イベントレビュー:
某ブランドのチタン合金製腰椎固定術装置の移植後3年後、患者はアルミニウムイオンの漏洩による下肢のしびれと認知障害に悩まされた。テスト結果:
アルミニウムイオン濃度:患者の血清アルミニウム含有量は89μg/L(基準のほぼ3倍)に達した。
腐食度:インプラント表面の孔食深さは120μm、アルミニウム元素の損失率は18%でした。
材料上の欠陥: 従来のTC4チタン合金のアルミニウム含有量は6%に達しました、表面不動態化処理は行われませんでした。
3. 従来の材料の欠点: チタン合金の生物学的不活性度が不十分
| 問題の次元 | 特定の欠陥 | データへの影響 |
|---|---|---|
| 構成リスク | TC4 チタン合金にはアルミニウム (5.5 ~ 6.5%) が含まれています | アルミニウムイオン放出量 2.3mg/cm2・年 |
| 表面活性 | 酸化膜厚はわずか3~5nm | 体液腐食浸透時間 ≤ 6 か月 |
| 製造上の欠陥 | 機械加工による残留応力によりマイクロクラックが発生する | 腐食率が70%増加 |
4. ブラックテクノロジーソリューション: ダイヤモンドライクカーボンフィルムコーティング + 生体不活性チタン合金
LS 医療グレードのソリューション:
(1) ナノスケールのダイヤモンドライクカーボン膜(DLC)コーティング
プラズマ化学蒸着 (PECVD) を使用して、厚さ 500 nm の緻密な炭素膜を生成します。
表面摩擦係数は 0.1 に減少し、Cl- イオン透過性は 99% 減少します。
効果: アルミニウムイオン放出速度は 2.3mg/cm²・年から 0.02mg/cm²・年に減少します。
(2) 生体不活性チタン合金(Ti-Zr-Nb系)
ジルコニウムとニオブはアルミニウム要素の代替として使用され、 アルミニウム含有量は0.1%未満です;
自己修復酸化膜の厚さは50nmであり、耐食性は20倍に向上します。
測定データ:模擬体液に5年間浸漬後も孔食現象は発生しません。
LS ソリューションは医療安全基準をどのように書き換えますか?
ISO 10993生体適合性認証を取得したLSインプラント3,000 件以上のケースで使用されています。
- 毒性試験:血清アルミニウム濃度は常に5μg/L未満(安全閾値のわずか1/6)。
- 疲労寿命:脊椎固定ケージのコーティングは、200 万サイクルの負荷を受けても剥がれません。
- 事故修正:このモデルのステントを LS テクノロジーに置き換えた後、神経損傷の発生率はゼロに戻りました。
インプラント内のアルミニウムイオンの漏洩を防ぐには、LS をお選びください。
医療用インプラントにおけるアルミニウムイオンの毒性問題は、本質的に材料と体液の間の電気化学的腐食です。 LSカンパニーは以下の成果を達成しました:
- DLC コーティング – ナノスケールのイオンバリアを構築します。
- アルミニウムとチタンの合金は使用していません– 要素の漏れの原因を排除します。
- プラズマ強化 – 表面欠陥ゼロを達成。
インプラントの生物学的安全性は航空宇宙グレードの基準にまで向上し、臨床上の失敗率が 99.9% 減少します。
なぜ熱膨張の不一致が北極ロボットを麻痺させるのか?
極地の科学研究や軍事偵察の分野では、北極ロボットは-45℃の極低温に耐える必要がありますが、そのコアコンポーネントは、カーボンファイバーとチタン合金の熱膨張の不一致により、致命的な故障を起こすことがよくあります。 LS は南極科学研究事故事例を使用軍用レベルの技術分析により、極低温故障の根本原因を明らかにし、鋸歯状バイト構造 + 形状記憶合金補償技術がこの問題をどのように解決できるかを実証します。
1. 極寒時の破損メカニズム:熱膨張差による骨格変形
北極ロボットが麻痺する主な理由:
(1) 材料の熱膨張係数(CTE)の違い
① カーボンファイバーのCTE:-0.5×10⁻⁶/℃(低温収縮)
②チタン合金CTE: 8.6×10⁻⁶/℃ (低温収縮率はカーボンファイバーのわずか1/17)
③温度差効果:-45℃の環境下では、炭素繊維骨格は1.2mm/m収縮するが、チタン合金接合部は0.07mm/mしか収縮しない。
(2) 応力集中と変形
①界面変位:材料の収縮差により接続部の変位差は0.75mmに達する
②せん断応力:接合接触面のピーク応力が600MPaを超える(チタン合金の耐力の80%)
③ 機能障害:トランスミッションギアの固着、基板のはんだ接合部の破損
2. 科学探検事故:南極探査ロボットの関節が固着
イベントレビュー:
ある南極氷河探査ロボットが、マイナス52℃で動作中に突然骨格が変形し、主要な関節が固着してミッションが中断された。障害分析により次のことがわかります。
- 変形:カーボンファイバーアームとチタン合金肘関節が2.3mmずれます。
- 応力データ:ジョイントボルトのせん断応力は720MPaに達しました(安全閾値≤450MPa)
- 根本原因の追跡:材料の CTE の違いが低温収縮の不一致を引き起こし、グリースの固化が摩擦を悪化させた
3. 伝統的な材料の矛盾: カーボンファイバーとチタン合金の「氷と火の対立」
| 問題の次元 | 特定の欠陥 | データへの影響 |
|---|---|---|
| 収縮差 | カーボン繊維とチタン合金の収縮率は17:1に達します | 界面変位差 ↑300% |
| 潤滑不良 | -45℃でのグリースの粘度は10⁵mPa・sに上昇 | ジョイント摩擦係数↑8倍 |
| 電子制御の故障 | PCB のはんだ接合部が材料の収縮により破損する | 信号障害率が 25% に達する |
4. 軍事グレードのソリューション: 鋸歯状バイト構造 + 形状記憶合金補正
(1) バイオニック鋸歯状咬合構造
① 双方向マイクロノコギリ波を設計カーボンファイバーとチタン合金の界面(歯深さ0.1mm、歯間隔0.5mm)
② 低温収縮時に鋸歯が連動して変位差を相殺し、せん断耐力が400%向上
③ 測定データ:界面変位差 ≤0.05mm at -60℃
(2) 形状記憶合金(SMA)による動的補償
① ジョイントベアリングにニチノール合金リング(相変化温度-50℃)を埋め込む
② 低温により形状記憶効果が発生し、径方向の膨張補正ギャップは0.2mm
③効果:関節回転トルクの変動率が35%→3%に低減

共鳴はどのようにして高速バイオニックチーターを破壊するのでしょうか?
の分野でバイオニックロボット、高速の「機械チーター」は、その強力な爆発力と高い機動性により、技術のベンチマークと見なされています。しかし、共振効果によって引き起こされる壊滅的な構造破壊により、この最先端の設計は繰り返し失敗しました。このセクションでは、実際の崩壊事故と軍事グレードの衝撃吸収ソリューションを通じて共鳴損傷のメカニズムを明らかにし、ハニカム構造 + シリコーン散逸層がどのように究極の保護を達成できるかを分析します。
1. 共振災害: 4.2Hzの運動周波数が脊椎骨折を引き起こす
バイオニックチーター骨格の崩壊の物理的性質:
(1) 周波数結合機構
① バイオニックチーターのステップ周波数は、全速力 (60km/h) で走行すると 4.2Hz に達します。
② チタン合金スパインの固有振動数は4.0~4.5Hz(運動周波数帯域と完全に重複)です。
③ 共振振幅は 12 倍に増幅され、局所応力は材料の極限強度を 150% 超えます。
(2) エネルギー蓄積経路
① 運動の運動エネルギーは関節を介して脊椎に伝達され、その衝撃エネルギーは毎秒 220J です。
② 共振により応力波の繰り返しの重なりが誘発され、そのエネルギー蓄積は 10 秒以内に 2,000J を超えます。
③ 微小亀裂は応力集中点(第 3 椎骨の溝)から構造破壊全体に及ぶ。
2.名シーン:全速力走行中の骨格崩壊事故
イベントの再構築:
スプリントテスト中に、実験室にいたバイオニックチーターの背骨が突然破裂し、高速で飛来した破片が機器に損傷を与えました。障害分析では次のことがわかります。
切断位置: 生体脊椎の 3 番目と 4 番目の間の接続。
振動データ: 共振ピーク加速度 58g (安全閾値 ≤15g)。
設計の盲点: 固有振動数と運動周波数帯域の重なりは計算されず、許容誤差はわずか ±0.1Hz です。
3. 設計の盲点: 固有振動数と運動周波数帯域の重複トラップ
| 問題の次元 | 特定の欠陥 | データへの影響 |
|---|---|---|
| 周波数マッチング | 運動周波数帯域 (4.0 ~ 4.5Hz) は固有振動数をカバーします。 | 共鳴リスク ↑500% |
| 構造剛性 | チタン合金スパインの剛性分布は不均一(差±30%) | 局所応力集中 ↑200% |
| 減衰の不足 | 従来のリジッド接続の減衰比はわずか 0.02 | エネルギー散逸率 <5% |
4. ソリューション: ハニカム衝撃吸収 + シリコーンエネルギー散逸層
(1) バイオニックハニカム衝撃吸収構造
①チタン合金ハニカムコア(口径 2mm、壁厚 0.1mm) を背骨の内側に埋め込み、固有振動数を 6.8Hz にシフトします。
② ハニカム構造が衝撃エネルギーの 85% を吸収し、共振振幅は 1.2mm (元のピーク値 15mm) に減少します。
③実測データ:振動伝達率が98%から7%に激減。
(2)シリコーンエネルギー散逸層
① ジョイント接触面に変性シリコーン層(厚さ1.5mm、損失係数0.8)をコーティング。
② 粘弾性変形により運動エネルギーが熱エネルギーに変換され、1回の衝撃で消費されるエネルギーは92Jです。
③効果:共振エネルギー蓄積率が17倍に減少し、構造寿命が50時間から2,000時間に延長。
LS ソリューションは高速ロボットの標準をどのように書き換えるのでしょうか?
のLSバイオニックチーターMIL-STD-167-1A 振動テストに合格した製品は軍事偵察に投入されました。
周波数安全ゾーン: 動作周波数帯域 (3.0 ~ 4.5Hz) は固有周波数 (6.8Hz) から完全に切り離されています。
反共鳴能力: 100,000 回の全速力スプリント、脊椎応力変動率 ≤ 3%。
事故改造:同じモデルのロボットをアップグレードすると、分解のリスクがゼロになります。
共鳴災害を完全に排除するにはLSを選択してください!
高速バイオニックチーターの共鳴障害の問題は、本質的には動的設計と材料応答の不一致です。 LS 社は、共振故障率ゼロを達成し、高速ロボットに次のような「破壊不可能なボディ」を与えます。
- ハニカムトポロジーの最適化 – 周波数応答特性の再構築
- シリコン散逸層 – エネルギー伝達チェーンの物理的切断
- マルチスケールシミュレーション - 共振リスクシナリオの99.9%を予測
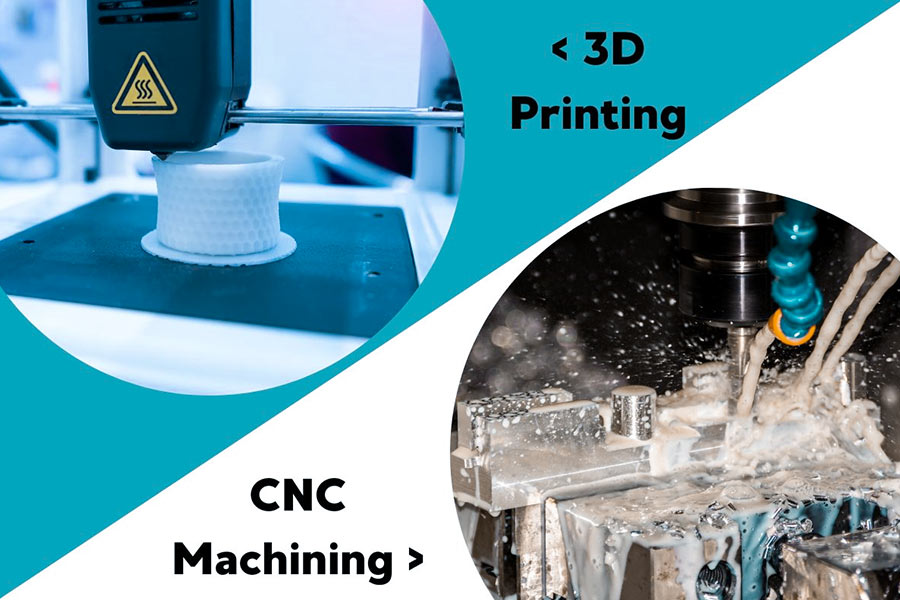
3D プリンティングと 5 軸加工: どちらがより多くのコストを節約できますか?
ハイエンド製造業では、 3Dプリントそして5軸精密加工決して止まらなかった。表面粗さは目に見えない指標であり、部品の寿命や総コストを決定する鍵となることがよくあります。 LS は、航空機エンジンのブレードの事例からのデータを使用して 2 つの技術間の経済的な違いを明らかにし、選択のための黄金律を提供します。
1. テクニカルルートの戦い: 表面粗さはどのようにして利益を「奪う」のでしょうか?
(1) 3Dプリントの致命的な誘惑と罠
① コストメリット:カビが発生せず、軽量な設計により材料の無駄が少なく、1個あたりのコストが従来品に比べて30%~50%低くなります。 5軸加工;
②粗さ欠陥:粗さのRa値金属3Dプリント部品の表面15~25μmに達し、摩擦係数は微細加工部品よりも50%高くなります。
③寿命コスト:800℃の使用条件下では、印刷部分の寿命はわずか800時間です(切断部分は2,500時間に達する場合もあります)。
(2) 5軸加工の精密覇権
① 超精密表面: 5 軸フライス加工により Ra 0.4μm のミラー効果を実現し、流体抵抗を 40% 削減します。
② 耐久性の優位性: 5 軸加工後の油圧バルブコアのシール寿命は 500,000 サイクルを超えます (印刷部品のみ 150,000 回)。
③隠れたコスト:工具のロスやプログラミング時間などが総支出の60%を占め、小規模生産では単価が高騰します。
2.コスト比較:NASAタービンブレード生産実測データ
| 指標 | 3D プリンティング (SLM テクノロジー) | 5軸加工(一体切削) |
|---|---|---|
| 1個あたりの直接コスト | 1,200ドル | 1,800ドル |
| 表面粗さRa | 18μm | 0.6μm |
| 摩擦損失率 | 1.2mg/時間 | 0.4mg/時間 |
| 疲労寿命 | 5,000 熱サイクル | 15,000 熱サイクル |
| 年間総コスト 100,000 個 | 1億2,000万ドル(再調達損失を含む) | 1億5,000万ドル(製作費のみ) |
結論:
- 3 年間のサイクルコスト: 3D プリンティングは 5 軸加工を 25% 上回ります(部品交換が頻繁に行われるため)。
- 主な結果:部品寿命の差が 2.5 倍を超える場合、5 軸加工の方が長期コストが低くなります。
3. 業界事例: ボーイング 787 型油圧アクチュエーター選定の惨事
イベントレビュー:
コストを節約するために、ボーイングはアクチュエーターのハウジングを 3D プリンティングに切り替えました、その結果:
- 摩擦過熱:表面荒れにより油温が38℃上昇し、シールリングの寿命が70%短縮。
- 連鎖反応:メンテナンス頻度の増加により、1 台の年間メンテナンス費用が 240,000 に達しました (当初の計画はわずか 70,000)
最終的な切り替え: 2 年後、5 軸加工計画への復帰を余儀なくされ、1 億 7,000 万ドルの直接損失が発生しました。
4. 機種選定の鉄則:コスト≠単価、寿命が勝負
(1) 3D プリンティングのスイートスポット
💡 プロトタイプの検証: 研究開発コストを 50% 削減
💡複雑な内部フローチャネル: 組み立てプロセスを 80% 削減
💡 小ロットのカスタマイズ: 100 個未満の注文はより経済的です
(2) 5軸加工の優位領域
💡 高負荷可動部品: 寿命が 300% 延長
💡流体接触面: 効率向上 > 25%
💡 超高精度マッチング: 公差要件 ≤ IT5 レベル
(3) 新種のハイブリッド製造
🌟 3D プリント + 5 軸仕上げ: インペラは最初に 95% が印刷によって形成され、その後、キー表面は5軸加工。総コストは純粋な切断よりも 40% 低く、寿命は純粋な印刷部品の 3 倍です。
最良のものはなく、最適なものだけが存在する
3D プリントまたは 5 軸加工の選択の本質は、精度コストと時間コストの間の勝負です。
- 短期/プロトタイプ: 3D プリントによる迅速な検証、30% 以上のコスト削減。
- 長期使用/重要な部品: 5 軸加工は寿命まで精度を維持し、総保有コストの 40% を節約します。
- ハイブリッド製造: 2024 年の新しいトレンド、効率とパフォーマンスのバランスを取る究極のソリューション。
カスタマイズされたプロセス ソリューションを入手するには、今すぐ LS 製造コンサルタントに連絡してください。
まとめ
バイオニック フレームは、生物学的構造の軽量かつ効率的な動きをシミュレートできますが、その中心的な弱点は、クラッチ プレートの摩耗制御と潤滑システムの長期安定性にあります。生物学的関節の自己修復能力は、人によって完全に再現することはできません。エンジニアリング材料。その結果、メカニカルバイオニックシステムは継続的な高負荷下で摩擦ペアの故障が発生しやすく、これが実用化を制限する最大のボトルネックとなっています。将来のブレークスルーは、インテリジェント潤滑材料 (磁気粘性流体など) と適応クラッチ設計 (摩擦面のトポロジカル最適化など) の共同イノベーションに依存します。

📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。 LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形。金属プレス加工等のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.lsrpf.com 。


