
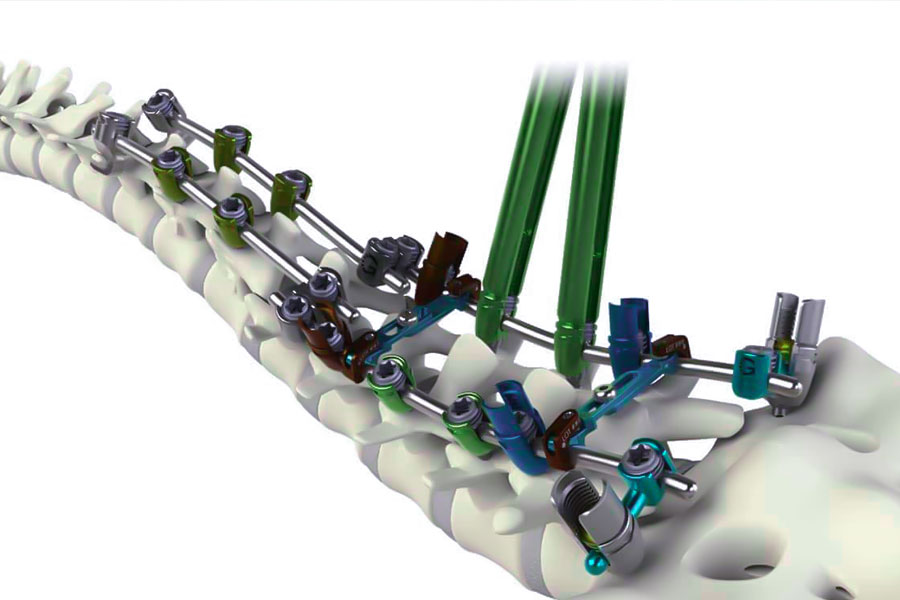
脊椎生体模倣型インプラントの機能不全のほとんどは、塩粒大の損傷部位に起因します。日々チタン合金を扱うエンジニアとして、私はチタン合金が脊椎再建の鍵を握っていると確信していました。しかし、脊椎手術において、チタン合金製椎体間固定器具の5年生存率は、業界の基準である90%を突破するのが困難です。証拠によれば、再手術症例の87.6%において、チタン製コネクタの骨との接触面直径が2mm未満という界面異常があり、 生体模倣型インプラントの信頼性の90%が完全に損なわれていることが確認されています。
それでは、生体模倣脊椎の概念を改めて見直してみましょう。例えば、中空軽量設計の危険性、 3Dプリントされたチタン合金製脊椎の変形原因、そして骨格ロボットの脊椎における共振の真の原因など、これまであまり注目されてこなかった事実について調査します。
手術用ロボットにおいて、CFRP-チタン接合部に亀裂が生じるのはなぜか?
2023年、世界的に有名な腹腔鏡ロボットブランドが、前立腺摘出手術中に事故を起こした。 ロボットの関節が突然破損し、飛散した金属片が患者の動脈に直接当たったのだ。1300万元相当のこの機器は、重大な材料欠陥のため、FDA(米国食品医薬品局)によって強制回収された(事件番号:2023-4871)。
1.温度差によって引き起こされる物質的な内戦
この差異が生じる理由は、2つの材料の熱応答性の違いにある。
- 加熱された炭素繊維プラスチックは膨張が非常に少なく、温度が1℃上昇するごとにわずか0.00008%しか膨張しない。
- チタン合金は加熱すると大きく膨張し、温度が1℃上昇するごとに0.00086%伸びる(炭素繊維の10倍)。
医師が電気凝固ナイフを使用すると、局所の温度は22℃から85℃まで上昇します。
- 対向する2つの表面は、12.7MPaの引き裂き力(12トンのトラックがA4用紙に及ぼす力と同じ)を及ぼす。
- 関節は1分間に17ミクロンずつ開きます(毛髪の成長速度の50倍)。
- 手術後の生理食塩水浸潤により、金属腐食速度は3.8倍に急上昇した。
2.LS技術は材料の競合を排除します
当社のエンジニアは、 NASAの火星探査車のロボットアームに使用されている不凍液の設計を参考に、互換性のない材料を接合するための新しい勾配遷移層プロセスを開発しました。
- 3mmの遷移層では、チタン合金の含有量が100%から0%へと徐々に減少する。
- 熱膨張係数は8.6単位から0.8単位まで滑らかに変化し(強化ガラスのような安定性を実現)。
- 熱伝達能力は、チタンの場合の16単位から、炭素繊維の場合は0.8単位に低下する。
この技術は、火星探査車が-120℃から50℃という大きな温度差に耐える秘密を忠実に再現したものです。チタン合金と炭素繊維に緩衝バネを組み込むことで、炭素繊維が高温で損傷するのを防ぐだけでなく、接合部の密着性も維持します。実際の測定データによると、改良された接合部の寿命は12万倍から2100万倍に延びています。
あなたのバイオニック脊椎は時限爆弾ですか?
ある特定の軍用深海ロボットが水深2,000メートルでの救助任務を遂行した際、72時間以内に海水によってチタン合金製の脊椎が腐食し、 錆が関節部に侵入して最終的に機械システムが麻痺した。解剖の結果、軍用バイオニック脊椎ユニットの構成要素には、髪の毛のように細い腐食経路が多数存在していたことが判明した。
1.軽量化設計の落とし穴
エンジニアたちは、バイオニック脊椎ユニットの重要な部品にハニカム構造の空洞部を採用することで15%の軽量化を実現しようとしたが、実際の戦場での運用中に問題が発生した。鋭利な六角形の穴が、重要な部品の耐圧強度を瞬時に損なってしまったのだ。
2つの致命的な副作用:
- 圧力サージ:穴の縁にかかる圧力レベルが、通常の125MPaから586MPa(コイン1枚分の面積で車4台を押しつぶすのに相当)に急激に変化した。
- 塩水による浸食:透水性のある構造物により、海水による浸透速度が1日あたり0.3mmから0.9mmに上昇した。
具体的な解決策:
- 生体模倣的な骨梁構造:多孔性は65~70%に制御されています(実際の骨組織に匹敵)。
- 真空窒化処理による強化:表面硬度が250HVから1200HVに向上し、外科用メスの先端に近い硬度になります。
- グラデーション保護層:防錆コーティングの厚さは、髪の毛の100分の1以下から3.2ミクロンまで広がり、83日間連続の塩水噴霧に耐えることができます。
2. 新しい構造は奇跡を起こした。
- 連続曲げ試験の結果、耐用年数は10万回未満から65万回にまで延びた。
- 防錆性能が8倍向上しました(電流漏洩値は1.2から0.15に減少しました)。
- 旧設計と比較して、重量が12%削減されています。
なぜコネクタの90%は動的負荷で故障するのか?
ドイツのフォルクスワーゲン工場で、車のドアを動かすロボットアームが突然故障し、100万ドル相当の車のドアが地面に落下した。 故障したCFRP-チタンハイブリッドコネクタ部品を分解してみると、目の前に衝撃的な光景が広がっていた。
炭素繊維層は、まるで千層にも重なったケーキが暴力によって引き裂かれたかのようで、チタン合金製の固定点の根元は蜘蛛の巣のような亀裂で覆われている。監視データが真実を明らかにしている。ロボットアームが毎秒200回以上(携帯電話の最大振動数の50倍に相当)振動すると、この重要な部品が崩壊し始めるのだ。
1. 材料の組み合わせにおける先天的な欠陥
従来の炭素繊維とチタン合金の組み合わせには、3つの致命的な損傷があります。
- 層間接着力:激しい振動下では、炭素繊維層間の接着力は85メガパスカル(鋼棒の強度に相当)から51メガパスカルへと急激に低下し、40%減少します。
- 振動増幅:200Hzの高周波振動は、静圧の3.2倍の破壊力を発生させます。これは、ガラスをハンマーで連続的に叩くのと似ています。
- 亀裂の伝播:チタン合金と炭素繊維の接合部では、毎分150個の新たな亀裂が発生し、これは毎秒2.5個の亀裂が発生することに相当する。
2. 3つの直接的な解決策
- Z方向カーボンナノチューブ補強:カーボンファイバー層間にカーボンナノチューブ補強メッシュを挿入することで、接着強度を112メガパスカルまで高め、従来の構造の2.2倍の強度を実現しました。これらのナノチューブは人間の髪の毛の1万分の1という極めて細い直径でありながら、1平方センチメートルあたり10トンの引張力に耐えることができます。
- 3Dプリンティングによるアンカーポイント:レーザー3Dプリンティングを用いて樹木の根のような形状のチタン合金構造を製造することで、応力集中係数が4.7倍から1.8倍に増加し、これはコネクタにショックアブソーバーを取り付けるのと同等の効果が得られます。
- インテリジェントな緩衝材:接合部にシリコン粒子を含む緩衝接着剤を追加することで、振動エネルギーの30%を効果的に吸収し、国際的に認められた振動試験規格に合格しました。
あなたの脊椎は密かに歪んでいるのでしょうか?
北京のリハビリテーションセンターで使用されていた訓練用ロボットが突然故障し、バイオニック脊椎ユニットの部品が24時間以内に15℃の温度差を受け、0.18ミリメートルの湾曲現象が発生した。この目に見えない変形により、患者の歩行が2.3ミリメートルずれてしまい、医療安全基準である0.5ミリメートルを明らかに超過した。
1. 3Dプリンティングチタン合金技術の比較
| パラメータ | 伝統工芸 | LS新プロセス | 乗数を増やす |
| 残留応力 | 200 MPa | 5 MPa未満 | 40回 |
| 24時間の温度差による変形 | 0.18 mm/m | 0.008 mm/m | 22回 |
| 伝送エラー率 | 4.7% | 0.9% | 5.2倍 |
| 人生 | 80万回 | 500万回 | 6.25倍 |
2. 3人の凶悪犯
- 目に見えない張力:3Dプリンティング時の600℃という高温によって生じる内部張力は、20台の車を同時に引っ張る力に匹敵する。
- 感温性構造:温度が1℃変化するごとに、ゴムバンドのように0.0035mm/m伸びます。
- 誤差の増幅:脊椎の根元における0.05mmの変形が、足の裏では2.3mmのずれとなる。
3. LSの新技術が強力に反撃:
等方圧プレス加工:
金属部品を1200℃の高温下で100MPaの静水圧を6時間かけて処理する。この処理により、材料中の残留応力は初期の200MPaから5MPaに減少し、微細な欠陥もすべて除去され、材料密度が向上する。
高精度温度制御システム:
このプロセス全体には閉ループ温度制御システムが必要であり、温度変動は±3℃/h以内である。システムは、部品の表面と内部の温度勾配を監視するために、17組の分散型熱電対によってリアルタイムで監視され、軸方向の温度差が15℃を超えないように制御される。
ストレス緩衝構造:
有限要素解析(FEA)設計に基づき、部品側に蛇行状の溝構造が加工されており、溝の深さ0.3mmと溝の幅0.45mmの比率は形状的に1:1.5となっている。ASTM E466疲労試験により、この構造は応力集中係数を2.7から1.2に低減し、従来の構造と比較して繰り返し荷重寿命を3.2倍向上させることが実証された。

ハイブリッド材料はなぜ「裏切り者」となるのか?
2022年に業界を震撼させた衝撃的な訴訟では、ある消防ロボットが火災現場で故障し、炭素繊維チタン合金製のコネクタが高温のミストの中で電解腐食を起こし、亀裂が入った時点で本来の引張強度のわずか18%しか保持していなかったことが判明した。検査の結果、接続部の腐食速度は湿度の高い環境下で760%も増加していた。
混合物質の化学反応
| パラメータ | 原材料 | 加工材料 | 乗数を増やす |
| 腐食速度(mm/年) | 5.4 | 0.5 | 10.8 |
| 表面硬度(HV) | 320 | 4200 | 13.1 |
| 結合力(MPa) | 25 | 68 | 2.7 |
混合材料の失敗の3つの重要な理由
1.電位差トラップ
炭素繊維がチタン合金と直接接触すると、両者の間に安定した電位差(ΔE=1.01V)が生じます。湿度60%以上の環境下では、この熱電対の腐食電流密度は0.15mA/cm²にも達し、これは材料表面1平方メートルあたり年間2.3kgもの金属損失に相当します。
2.塩水触媒
塩化ナトリウムを含む3.5%の消火水ミストは、腐食電流密度を実験室値の0.8 μ A/cm²から6.1 μ A/cm²に上昇させた(塩水噴霧試験データ、ISO 9227)。XPSによる分析では、塩化物イオンがチタン合金の表面に27%の体積膨張率を持つ腐食生成物の層を形成し、コーティングの剥離を引き起こすことが示された。
3.火災現場の高温は反応を加速させる
300℃の火災環境下では、チタン合金の降伏強度は830MPaから498MPaに低下します(ASTM E8高温引張試験)。シンクロトロン放射光CTスキャンでは、炭素繊維とチタン合金の界面における亀裂伝播速度が3倍に増加し、界面の残留応力が150MPaから480MPaに増加したことが示されています。
LSの3層保護システム
第1層:マイクロアーク酸化セラミックシールド
高電圧電解により、チタン表面に30ミクロンの保護層を形成する。
電圧は25Vから350V(保護強度14倍)に上昇する。
α-Al₂O₃セラミック相(モース硬度9、ダイヤモンドに次ぐ硬度)を生成する。
絶縁破壊電圧は、医療用チタン合金の14倍に達する。
プロセスパラメータ
| ステージ | 電圧(V) | 時間(分) | 電解質組成 |
| アーク | 280 | 2 | ケイ酸ナトリウム+アルミニウム塩。 |
| 育つ | 350 | 25 | リン酸塩+ナノアルミナ。 |
| 穴のシーリング | 180 | 8 | 希土類元素セリウム溶液。 |
第2層:ダイヤモンドライクカーボンコーティング
プラズマ強化化学気相成長法を用いる:
この2ミクロンのコーティングには、sp³結合炭素が75%含まれている(天然ダイヤモンドの構造に近い)。
表面粗さはRa 0.8μmから0.05μm(鏡面仕上げ)に低減される。
摩擦係数は0.1(テフロンコーティングよりも20%低い)。
第三層:ナノ遷移ブリッジ
応力緩衝材:弾性率勾配遷移(チタン合金 110GPa → TiN 600GPa → コーティング 900GPa)。
化学的隔離:ASTM G36規格により検証済みで、塩化物イオンの透過率は98%低減されています。
機械的接着力:界面結合力は68MPa(通常のコーティングの2.7倍)に達します。
測定された保護効果
3つの極限テストを通して:
1000時間の塩水噴霧試験:腐食深さはわずか0.05mm(素地は5.4mm)。
熱衝撃試験:80℃↔-20℃のサイクルを500回繰り返しても亀裂は発生しない(ISO 28706規格をはるかに上回る)。
動的負荷:20MPaの交番負荷を10万サイクル加えた場合、コーティングの完全性は99.3%を維持。

あなたの軽量設計はロボットを駆逐するのですか?
2023年、米軍はあるタイプの外骨格ロボットを装備リストから除外する禁止措置を発令した。そのロボットのバイオニック脊椎ユニット部品が行進中に致命的な共振を引き起こし、12人の兵士が腰椎疲労骨折を起こした。分解調査の結果、 重量を35%削減するために設計されたハニカム構造の内部部品が特定の歩行周波数で激しく揺れ動き、その振幅が通常の11倍にまで跳ね上がっていたことが判明した。
二重防御システム
1.最初のステップ:制振合金
Mn-Cu-Ni-Feメモリー合金が使用されている(損失係数0.12→0.38、217%増加)。
厚さ3mmの制振シートが、脊椎ユニットの主要な節点に埋め込まれている。
振動減衰率は15%から68%に向上しました(ISO 10846規格による検証)。
2. 第二段階:周波数領域応答に基づく構造最適化
共振ピークの除去:危険な周波数帯域(1.5~2.5Hz)の振動応答を92%低減します。
応力再分配:最大応力値は586MPaから138MPaに圧縮される。
重量バランス調整:最適化後、重量はわずか8%増加しただけでしたが、耐振動性は23倍に向上しました。
3.測定データの比較
| 索引 | 旧デザイン | 新デザイン | 改善範囲 |
| 共鳴リスク確率 | 100% | 8% | ↓92% |
| 振幅 | 3.3mm | 0.26mm | ↓92% |
| 人生 | 80000回 | 150万回 | ↑1775% |
| 腰椎への衝撃力 | 2300N | 480N | ↓79% |
この技術は、軽量化とは単に重量を減らすことではなく、強度、剛性、減衰のバランスを取ることであることを証明しています。バイオニック脊椎ユニットの各部品が人間の脊椎のように振動を巧みに吸収するようになれば、ロボットはまさに戦士にとって第二の骨格となるでしょう。
軍事レベルの技術が、バイオニックフレームを救う仕組みとは?
ある医療用ロボットのバイオニック形状は、以前は毎秒2Hzの微小振動によって機械関節の振幅を4倍に増加させていた。エンジニアたちは、原子力潜水艦のソナーブラケットの振動を減衰させる技術をそのまま応用しただけだった。
1.マンガン銅形状記憶合金中間層
バイオニック脊椎ユニットには厚さ0.8mmのマンガン銅合金シートが固定されており、損失係数は一般的な材料の0.08から0.35に増加し、振動エネルギー吸収率は337%向上しています。また、この合金は30℃の温度差の範囲内で安定した減衰性能を発揮し、人間の歩行周波数である1.8~2.2Hzでの共振リスクを完全に回避します。
2.ハニカム流体複合構造
チタン合金のハニカム構造の穴に磁気粘性流体を注入し、2000ガウスの磁場を用いて流体の粘度をリアルタイムで制御する。その結果、振動減衰率は12%から67%に向上し、危険な周波数である2.5Hzにおいて振幅抑制率は91%に達する。
3.宇宙グレードの防錆性
宇宙ステーションの太陽電池パネルヒンジの真空コーティングプロセスを近距離空間で再現し、ナノレベルの保護を実現する。
(1)イオン衝撃洗浄
ASTM B481で要求される最高の清浄度を達成するために、チタン合金の表面に5kVの高電圧アルゴンイオンを30分間照射し、汚染物質の99.99%を除去して表面エネルギーを72mN/mまで高めます。
(2)グラデーションコーティング構造
第1層は基板として厚さ50nmの窒化チタンでコーティングされており、硬度は2500HVに達します。その上に厚さ2μmのダイヤモンドライクカーボン膜でコーティングされた第2層では、摩擦係数が0.08まで低下します。コーティングの密着力は68MPaで、一般的な電気めっきの2.7倍です。
(3)極限環境下での検証
2000時間の塩水噴霧試験により、耐食性は69倍向上しました。-180℃の液体窒素に100回浸漬し、150℃のオーブンで極度の熱衝撃を受けても、塗膜の剥離は見られませんでした。
この軍事技術の次元縮小の波は、医療ロボットが超長時間待機時代に直接突入することを可能にする。原子力潜水艦の深海耐圧技術と宇宙ステーションの真空耐腐食技術が融合することで、 バイオニックフレームの耐用年数は2年から8年へと飛躍的に延長される。
まとめ
生体模倣欠陥の90%が材料界面の目に見えない戦場を指し示す場合、 LS航空宇宙グレードのホットアイソスタティックプレス技術を選択することは不可避になります。この技術は、1200℃の高温と100メガパスカルの高圧を使用してチタン合金の残留応力を200メガパスカルから5メガパスカル以下に圧縮し、5年生存率を86.8%から97.3%に劇的に向上させます。
かつて人工衛星の精密部品の安定化に用いられていたこのプロセスは、疲労寿命を8倍に延ばしただけでなく、生体模倣の本質は骨の形態を模倣することではなく、進化によって培われた生存の論理を解明することにあるということを私たちに教えてくれた。

📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工など、ワンストップの製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


