
CNC加工サービスでは、穴あけ加工時にいくつかの問題が発生する可能性があります。例えば、 ±0.02mmの精度で開口部を正確に測定できないことや、表面粗さがRa 1.6μmと高くなることが挙げられます。これらの問題は、汎用リーマの使用に起因するものであり、材料特性や加工技術には適していません。
解決策を見出す上で重要なのは、リーマ設計のカスタマイズを可能な限り正確に行うことです。これにより、 ±0.005mmの精度で、 Ra 0.4µmの表面粗さで、正確な寸法加工を実現できます。

CNC加工サービス:精密穴加工の概要
| セクション | まとめ |
| 問題 | 製造業者は、特殊な材料に標準的なリーマーを使用する場合、穴の精度不良、表面仕上げの粗さ、高コストといった問題に直面する。 |
| 根本的な理由 | こうした問題は、汎用ツールと、それらのツールに関連付けられたアプリケーションの仕様との間に、本質的に互換性がないことに起因します。 |
| 私たちのアプローチ | 顧客固有のリーマ設計は、一部の顧客向けに実施された幅広い機械加工プロセスにおける成功事例から生まれています。 |
| 結果 | カスタマイズにより、 ±0.005mmという卓越した精度と、 Ra 0.4μmという優れた表面品質を実現します。 |
当社は、低品質な標準リーマではなく、カスタム設計のリーマを提供することで、精密穴あけ加工における最も差し迫った問題の一つを解決します。したがって、当社のソリューションは、切削精度の低さ、切削穴の表面仕上げの悪さ、工具の耐久性の低さといった問題に対する直接的な解決策となります。
このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
精密機械加工には、知識だけでなく経験が不可欠です。当社は15年以上にわたり、難易度の高い合金や公差に対応してきた経験に基づき、的確なアドバイスと指導を提供しています。また、安全面においては、労働安全衛生局(OSHA)などの機関が定める規則や規制を遵守し、 3D Systemsなどの組織が採用する基準を満たす、あるいはそれを上回る最新のベストプラクティスを実践しています。
当社チームの能力は、重要な応用分野で実証されています。航空機械部品の組み立てや、重要な医療用インプラントなど、ドリル穴の公差が極めて重要となる部品の製造実績があります。こうした分野では、工具の性能や材料などを考慮した解決策を見出すために、数千件もの困難なプロジェクト作業が積み重ねられてきました。
このガイドでご紹介するヒントは、私たちが経験から得た貴重な教訓を凝縮したものです。これらのヒントを活用することで、失敗を避けつつ、質の高い成果物を得ることができます。ぜひご活用ください。以下のヒントはすべて、私たちが日々の実務経験の中で検証してきたものです。

図1:LSマニュファクチャリング社による特殊リーマ工具を用いた精密CNC穴仕上げ加工
特注リーマは標準リーマに比べてどのような利点がありますか?
標準的なリーマは、特定の材料要件や公差レベルがある場合に故障する可能性が高く、摩耗や損傷を引き起こします。この問題は、カスタムリーマツールを使用することで解決できます。カスタムリーマツールは、ツール自体を精密な穴仕上げのための可変要素にするからです。
1. 材料固有の形状最適化
共通の幾何学的システムが使用されていないことは明らかです。硬鋼の場合、切削力を制御するために6~8°という非常に小さな角度が必要ですが、アルミニウムの場合は、切削工具表面への切りくずの付着を防ぐために、フルート面を研磨した10~12°の角度が必要です。実際、切削力を満たすためだけに、はるかに滑らかな切削が必要であり、それによって、標準的な工具では不可能なRa値0.4μmの表面仕上げが可能になります。
寸法精度と安定性を追求した設計
標準工具で許容される公称公差は、ある種の賭けです。当社では、機械のたわみや膨張を考慮し、お客様の穴公差範囲の平均値を考慮して、カスタムリーマ工具を改良しました。この先見性のある対策と、 0.1~0.15mmという制御された偏差範囲幅により、 ±0.003mmの公差範囲内に収まる直径の穴をご提供することが可能です。
生産における予測可能な長寿命設計
コストから穴あたりのコストへと焦点を移すべき段階が到来しました。穴あけ工具の故障という問題に体系的に取り組み、穴あけ工具の寿命を最大3倍に延ばし、量産型CNC加工サービスにおいて負担の大きいメンテナンス作業である穴あけ作業を、深さと穴径の比率に応じた最適なリード角( 15°~45° )とカスタマイズされた穴あけコーティングによって、予測可能で稼働率の高い手順へと改善する必要があります。
このガイドの意義は、適用可能な方法論を提供し、加工上の制約を解決するための手段を示す点にある。ここで得られる、あるいは生み出される意義は、幾何学的パラメータと製造公差を考慮した上で、特定の形状を実現するための手段を示すという点にある。

材料特性に基づいて最適なリーマの種類と幾何学的パラメータを選択する方法とは?
適切なリーマ工具の種類と形状によって影響を受ける主要な技術的要素は、加工される穴の品質、リーマの寿命、および加工コストです。リーマの選択を誤ると、リーマの摩耗が早まったり、表面仕上げの悪い穴ができたり、スクラップ状の穴ができたりします。この技術ノートでは、リーマのパラメータと加工対象物のさまざまな材料によって生じる加工上の困難さを照らし合わせて、リーマを選択する方法について説明します。
| 材料グループ | 主な課題 | 推奨リーマーとコーティング | 主要な形状とパラメータの焦点 | 達成可能な成果 |
| ステンレス鋼 | 高い加工硬度、せん断力、過熱。 | 硬度を高めたTiAlNコーティングを施したコバルトHSS。 | 正の角度は6°~8° 。低速:送り速度は最大15m/分。 | 熱と変形を制御することで、一貫した高精度リーマ加工と長寿命を実現します。 |
| アルミニウム合金 | 高い材料密着性(BUE)、硬質な表面仕上げが求められます。 | ソリッドPCD(多結晶ダイヤモンド)チップ。 | 鋭角で正のすくい角(10°~12°) 、高速(約80m/分)、研磨されたフルート。 | 盛り上がったエッジを排除し、優れた仕上がり( Ra <0.4μm )と極めて長い耐久性を実現します。 |
| 複合材料/FRP | 摩耗、層間剥離、繊維の引き抜き。 | 微細粒超硬合金に、高品位ダイヤモンドコーティングを施したもの。 | 強力な切削刃、マイナスまたはニュートラルなすくい角、そして独自のチップフルート設計。 | 摩耗やせん断力を軽減し、穴の完全性を保護し、5000回以上の穴寿命を保証します。 |
この体系的な選定は、高精度リーマ加工の鍵となります。材料の主な破損モードに対抗できるツールを選択してください。このデータ駆動型の手法により、穴のばらつきを0.002mm以内に抑え、コストを最適化することで、競争力のある高付加価値アプリケーション向けのリーマ選定ガイドを提供します。
図2:LS Manufacturing社による、穴の精密仕上げのためのCNCリーマの構成
CNCリーマ加工において、穴径の精度と表面品質を安定させるにはどうすればよいか?
最終的な再現性の高い高精度リーマ加工とは、再現性のある結果をもたらす機械を使用するとともに、再現性のあるプロセスを実現するためにプロセス全体に十分な注意を払うことを意味します。その鍵となるのは、温度変化、工具摩耗、切りくず除去など、穴あけプロセスに影響を与える要因を相殺することです。
環境および熱安定性制御
- 周囲温度が制御されていないことが、寸法ずれの主な原因の一つである。
- 当研究所では、工作機械、被加工物、切削工具の温度による膨張・収縮を抑制するため、温度制御された加工作業場を20±1℃に維持しています。
- このような基本的なシステムの安定性により、最大の変動要因の1つが排除されます。これらの座標は加工結果に直接関係しており、 ±0.005mmの公差を維持する上で重要な要素となります。
リアルタイムプロセス監視と補償
- これは、受動的な加工の場合に不整合を引き起こします。そこで、能動的な制御のために、工程内計測を導入します。
- 加工中のゲージ測定データまたは工具プリセッタデータに基づいて、予測可能な工具摩耗傾向が特定される。
- これにより、ツールパス/オフセットにこれらの微調整が自動的に適用され、部品が公差外になる前に摩耗を補正し、長期的なCpk値が1.67より良くなることを保証します。
最適化された切りくず排出と表面仕上げ
- 穴の表面に引きずられる切りくずは、表面仕上げ不良の主な原因である。特に、切削液供給システムの設計は、この問題を克服することに基づいている。
- 最小量潤滑(MQL)は、正確に測定された流量(例: 50ml/分)で適用され、潤滑剤を切削刃に直接供給します。
- これにより、摩擦と温度を低減する効果的な潤滑能力が同時に提供され、同時に流体量を低く保つことで、加工面の再接触が回避され、一定の表面Ra 4µmを確保する上で重要な役割を果たします。
本技術ノートでは、環境制御、補正、潤滑を行う閉ループシステムについて説明します。このシステムは、CNCリーマ加工工程を、変動の大きい仕上げ工程から、予測可能で信頼性の高い、厳しい生産環境下でも持続的な高精度穴仕上げを実現する工程へと変革するための、再現可能な方法論を提供します。
穴仕上げ加工プロセスの実現可能性に関する比較分析?
最適な穴仕上げ技術を特定するには、精度、処理能力、コストを考慮する必要があります。次のセクションでは、実際の生産データに基づいてリーマ加工、ホーニング加工、ラッピング加工のプロセスを比較検討し、コスト計算の指針とします。
| プロセス | 標準許容差(ISO) | 相対効率 | 穴1つあたりの相対コスト(指標) | 最適なアプリケーションコンテキスト |
| リーマ加工 | IT6-IT7(最高レベル) | 高い | 中くらい | 高い位置決め精度と仕上がり精度が求められる貫通穴/止まり穴のCNC加工サービスを、 1回の段取りで提供します。 |
| 研磨 | IT7-IT8 | 中速( 3~5穴/分) | 高い | 硬化材の表面を精密に仕上げ、正確な穴形状を実現する、あるいは形状誤差を修正する。 |
| ラッピング | IT5-IT6 | 非常に低い | 低価格(例:1ホールあたり0.5円) | 材料除去量を最小限に抑えつつ、小型で硬化処理された部品に超微細な表面仕上げを実現する。 |
最も費用対効果の高いリーマ加工は、これらの制約をすべて満たす必要があります。Φ10H7の穴の場合、ホーニングおよびラッピング加工と比較したカスタムリーマのコスト制約に対する最大のメリットは、最適化されたリーマによって得られます。推奨事項は次のとおりです。単一セットアップ精度、形状誤差の補正、硬化材の表面仕上げが最も重要となる箇所に基づいて、リーマ加工、ホーニング加工、ラッピング加工を選択します。
工具形状の最適化は、特定の材料における機械加工の課題にどのように対処できるのか?
問題は、従来の工具形状が先端材料にうまく適合しない場合、加工硬化、層間剥離、またはビビリ振動によって部品の品質が低下することです。解決策は、材料特有の破損モードを補正するように工具の形状を意図的に設計し、困難の原因となっている作業を完璧なプロセスに変えることです。これが、要求の厳しい用途に適したリーマを効果的に選択する方法を知ることの本質です。
耐熱合金の加工硬化を防止する
- インコネルのような加工硬化性材料は、標準的な工具による高温と過度の圧力によって急速に硬化する。
- 当社では非常に大きなすくい角を採用しています。例えば、 15°では、より薄い未変形の切りくずが得られ、切削抵抗を大幅に低減できます。
- 滑らかな表面と最適化されたコーティングにより、形状は材料を変形させることなくシームレスに切断し、材料が硬化せず、IT6公差での精密な穴仕上げに適した安定性を確保します。
複合材料における層間剥離の解消
- 多層構造のため、切断性能が悪い場合、繊維が割れたり、繊維が抜け落ちたりしやすい。
- この刃は、研ぎ澄まされた刃先とランドを備えた、非常に鋭利な刃先を採用しています。
- このように、ハサミの動きによって切断が行われるため、引き裂くようなことはなく、バリのないきれいな切断面が穴に形成され、高品質な穴の縁が得られます。
薄肉部品のチャタリングを抑制する
- これらの薄い部分は加工中に振動を引き起こし、その結果、表面仕上げが悪くなり、穴が楕円形になったり、拡大したりする。
- 当社特注のリーマ工具では、これらの共振振動をある程度抑制するために、可変ピッチ/ヘリックスを採用しています。
- このような設計は共振周波数分布に影響を与え、それによってびびり振動による共振周波数減衰が生じる。安定した加工、高い除去率、そしてIT6レベルの精度も実現できる。
本研究は、特定の複雑な問題を解決するための手法を提供する。硬質材料の加工において良好な結果を得るには、より高い標準規格のソリューションではなく、カスタムリーマツールの形状を正しく定義することが重要であることを示している。
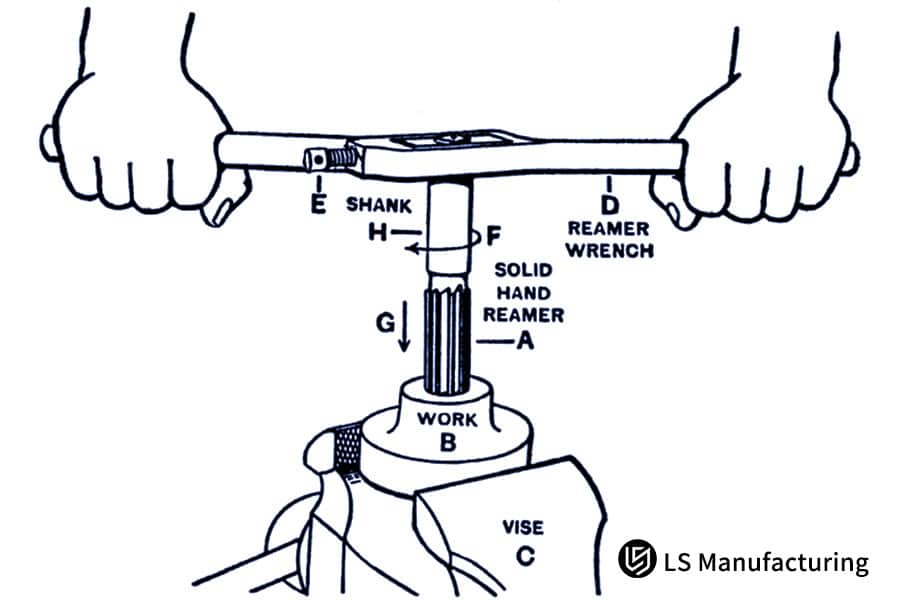
図3:LS Manufacturing社による、リーマ工具を用いたワークピースの穴の手作業仕上げ
高精度リーマ加工には、どのような特別な工程管理対策が必要ですか?
重要部品の高精度リーマ加工は、恒温恒湿槽内で行われます。温度は20℃±0.5℃の一定値に保たれ、湿度も工作機械や部品、そして加工に必要なその他の測定機器への熱膨張の影響を考慮して一定値に維持されます。この方法により、部品のばらつきの主な要因が排除されます。
環境の安定性を基盤として
重要部品の精密穴仕上げ加工はすべて、環境制御された密閉空間内で行われます。この空間内の温度は20℃±0.5℃に一定に保たれ、工作機械、ワークピース、測定機器の温度上昇を抑制するために湿度も制御されています。このようにして、部品ごとの寸法ばらつきの原因となる重要な寸法誤差要因が排除されます。
プロセス内計測によるリアルタイム補正
当社では、リーマ加工サイクルの完了直後にタッチトリガープローブまたはレーザーマイクロメータで穴径を測定するクローズドループフィードバックシステムを採用しています。測定結果は機械制御システムにフィードバックされ、自動工具オフセットが実行されます。当社のCNC加工サービスの一環として迅速に行われるこの処理により、穴径の公差範囲内に収まるため、規格外部品の発生を防ぐことができます。
工具寿命と性能管理
各カスタムリーマツールは、ツール管理システムを通じて初回使用時からトレーサビリティを確保します。ツール管理システムは、各ツールで加工された穴の数、切削回数、テスト結果などを記録します。この記録情報に基づいて、ツールの故障予測に基づく最適な使用状況や納期ではなく、実際の使用状況に基づいたツール交換が可能になります。
このような制御と高精度リーマ加工は、設計段階からサブミクロンレベル以下の精度を維持できる能力を反映しており、異常値によるものではありません。当社の競争力の基盤は、環境制御、工程内検査、そしてCNC加工サービスにおける知識の活用をバランスよく組み合わせ、大量精密穴仕上げの影響を軽減するという戦略にあります。
特注リーマーの費用対効果を定量的に評価するにはどうすればよいでしょうか?
この点において、これらの特注工具の投資収益率を正しく判断するためには、投資額から総使用コストへと視点を移す必要が生じています。費用対効果の高いリーマ加工を特定するための方法論に関する本プレゼンテーションでは、特定の生産上の困難に対処するための特注リーマ工具の経済性について明らかにします。
問題の診断と基準値の設定
このプロセスは、既存の穴あけ/リーマ加工工程の詳細な分析から始まります。最終的な穴径や表面仕上げだけでなく、工具の摩耗状況、サイクルタイム、ダウンタイムや不良品といった隠れたコストも測定します。油圧バルブ本体を製造する顧客の場合、ベースライン分析の結果、標準的なリーマは5µmの公差を超えるまでにわずか3,000個の穴しか持たず、不良率が2%に達し、頻繁に操業停止が発生していることが判明しました。
目標とするパフォーマンスを実現するためのカスタムツール設計
診断データに基づき、このツールは特定の用途に合わせて設計されます。これには、基材(例えば、微粒子炭化物)の選択、切りくず排出のためのフルート形状の最適化、および独自の耐摩耗性コーティングの適用が含まれます。バルブ本体ケースについては、研磨されたフルート設計とAlTiNコーティングを指定しました。これは、主な故障モードとして特定された摩耗と構成刃先を直接的に抑制するためです。
精密製造と検証
この設計は、社内のCNC加工サービスによって実現され、工具の形状がCADモデルと完全に一致するようにしています。すべての工具は、CMMによる厳密な検査を受け、フルートの同心度や刃先加工などの重要な寸法を確認します。これにより、設計された性能が、現場でのテスト前に実際の工具に組み込まれていることが保証されます。
ROIモデリングとライフサイクルコスト分析
特注工具を用いた制御生産試験を実施し、実測性能データを収集して、穴あたりの総コストを比較する財務モデルに反映させました。その結果、特注リーマの寿命は10,000穴に延び、不良率は0.1%に低下し、サイクルタイムは15%短縮されました。モデルでは、穴あたりのコストが40%削減され、月間10,000穴の生産量で2ヶ月以内に投資回収できることが実証されました。
本レポートでは、根本原因分析から経済的に実証された投資回収に至るまで、費用対効果の高いリーマ加工を特定するための複雑かつ技術的なプロセスについて説明します。本レポートでは、カスタムリーマツールの経済的に実現可能なメリットは、単なる仮説や憶測ではなく、特定のエンジニアリングおよび精密製造パラメータに基づいた分析結果であることを示します。これが、お客様の現在のCNC加工サービスにおける穴あたりのコストに関する具体的な懸念や問題に対処するための、経験的かつデータに基づいた方法論的アプローチにおける当社の特徴です。

図4:LS Manufacturing社による高精度CNC加工用リーマの選定
CNC加工サプライヤーの精密穴加工能力を評価するには?
CNC加工サプライヤーの精密穴仕上げ能力を評価する上で重要なのは、寸法精度とプロセスの信頼性を確保することです。LS Manufacturingは、CNAS認定ラボとエンドツーエンドのツール管理により、精密制御と効率性に関する課題に直接対応するソリューションを提供します。
精密検査および検証能力
- CNAS認定検査センターは、穴径精度±0.001mmの信頼性の高い報告書を提供し、品質をリアルタイムで検証します。
- 設計仕様からの逸脱があった場合に即座にフィードバックを得るため、穴のデータを追跡するためにハイテク計測機器も使用されている。
- これは、人為的なミスを最小限に抑え、測定可能な結果が得られることで正確性を保証する上で非常に有効である。
切削工具の製造と性能最適化
- 高度に開発された5軸工具研削盤を使用して製造されるカスタムリーマは、生産性の高い高精度リーマ加工のための幾何学的精度を提供します。
- 独自の工具寿命管理システムを使用することで、所有者は工具の校正とメンテナンスを行うことが可能になり、それによって工具寿命を延ばすことができます。
- このツールのパラメータは、特定の材料に合わせて最適化することができ、耐摩耗性と穴仕上げの均一性を向上させることができます。可変条件には温度が含まれます。
エンドツーエンドのサービスおよびプロセス統合
- 当社は、工具のカスタマイズ、工程設定、加工、最終検査までを網羅する包括的なCNC加工サービスを提供しています。
- カスタムCNC加工ソリューションは、インテリジェントなパラメータ最適化を統合し、効率的で信頼性の高い高精度穴仕上げを実現します。
- 継続的なプロセス改善は、不良率とリードタイムを削減し、全体的なコストを削減するとともに、顧客の競争力を高めます。
要約すると、LS Manufacturingは、認定検査、高度な工具研削、エンドツーエンドの管理を通じて、高精度リーマ加工と精密穴仕上げを提供することで、CNC加工サービスにおいて卓越した実績を誇ります。実用性を重視する姿勢は、顧客に提供される穴の精度を保証する上で役立ち、ひいては専門性の高さを証明しています。
LSマニュファクチャリング社(医療機器業界):関節インプラント向け精密穴加工プロジェクト
クライアントの課題
医療機器製造会社において、コバルトクロムモリブデン合金製の大腿骨部品にΦ8H6の値を持つ位置決め穴を加工する際に、深刻な問題が生じていた。その結果、リーマは位置決め穴の加工において最大200個までしか正常に機能せず、製造工程に深刻な影響を与えていた。穴径のばらつきは許容範囲を0.015mm超え、表面粗さもRa1.2μmと深刻な影響を受けていた。
LSマニュファクチャリングソリューション
提案された解決策では、最適な幾何学的特性(すくい角8° 、公差0.08mmなど)を備えた、設計された超微粒子超硬リーマを使用する必要がありました。このリーマは、最適な切削工具と、切削工具上に最適な特殊PVD-AlTiNコーティング層を備えています。加工においては、最適な速度20m/分と最適な送り速度0.05mm/rが使用されました。
結果と価値
その結果はまさに劇的でした。工具寿命は1,500個の穴から650%向上し、寸法精度は±0.003 mmという非常に厳しい公差で維持され、表面粗さはRa 0.4ミクロンまで大幅に改善されました。これらのプロセス能力の向上により、顧客の製品品質認定率は99.9%に達し、年間11,000ドルの工具コスト削減が可能になりました。これは生産効率と所有コストの面で非常に優れた成果です。
このLS Manufacturing社の事例の重要な点は、複雑な金属加工作業であっても、専門家によって効果的に解決できることを証明した点にあります。的確かつ正確なソリューションを提供することで、当社は卓越した製造品質を実現し、複雑な製造業務を遂行する上で信頼できるパートナーとしての地位を確立することができました。
コバルトクロム合金の加工でお困りですか?優れた穴品質と工具寿命を実現する精密加工ソリューションをご紹介します。

精密穴加工技術における将来の発展動向と革新の方向性
精密穴加工の将来的な進歩には、従来の静的加工からインテリジェントな適応型加工システムの構築に至るまで、高速でミクロン単位の精度を達成するという重要な課題を克服する必要があります。LS Manufacturingの研究開発は、以下の課題の克服に取り組んでいます。
予測保全機能を備えたインテリジェントツール
従来の受動的かつ保守的な状態から、 RFID/NFCチップを内蔵した特注リーマと組み合わせることで、このソリューションは予測的な状態へと移行します。工具の寿命と使用状況に関するデータは、機械から直接リアルタイムで分析されます。このソリューションは、高精度リーマ加工の履歴分析に基づいて、工具交換が必要な時期を予測します。
クローズドループ適応型加工システム
工具摩耗や熱ドリフトによる不良品を除去するため、工程内プロービングとクローズドループシステムを導入しています。各穴加工後、インラインプローブで実際の直径を測定します。アルゴリズムは測定データに基づいて補正値を算出します。その後、システムのアルゴリズムが必要な補正値を計算し、次の部品の工具オフセットを自動的に更新することで、手動による介入なしに一貫した高精度な穴仕上げを実現します。
次世代材料のための高度なプロセス開発
難削合金の加工において、当社は超音波リーマ加工の応用研究を最先端で進めています。この技術では、切削工具に高周波振動を組み込むことで、切削力と切削時に発生する熱を大幅に低減します。そのため、従来のCNC加工では不可能なレベルの加工が可能になります。
LS Manufacturingは、これらの分野におけるインテリジェントなクローズドループシステムにより、精密穴仕上げ技術を進化させています。当社は、センサー技術を用いて、工具摩耗や工程変動に伴う重要な課題に対し、効果的なソリューションを提供します。当社の精密リーマ加工サービスは、高精度リーマ加工を対象としています。
よくある質問
1. 特殊リーマには、従来型リーマの一般的な利点以外にどのような利点がありますか?
最適化された幾何学的パラメータにより、カスタマイズされたリーマは作業条件に正確に適合します。そのため、量産加工においても、加工の耐久性、精度、表面仕上げの面で大幅な改善が期待できます。
2. 加工材料に基づいて最適なリーマの種類を選択するにはどうすればよいでしょうか?
硬度や強度といった材料の品質も考慮に入れる必要がある。ステンレス鋼の切断にはコバルト高速度鋼が、アルミニウム合金の切断にはPCD材料が、複合材料の切断にはダイヤモンドコーティングがそれぞれ最適である。最適なパラメータは、切断試験中に決定する必要がある。
3.CNCリーマ加工における穴径精度の安定性を確保するにはどうすればよいか?
体系的な加工においては、量産を通じて穴径をミクロンレベルで制御するために、温度恒常性に関する環境制御、寸法のオンライン測定、工具摩耗のオンライン補正を実施する必要がある。
4. カスタムリーマーの費用対効果を定量的に評価するにはどうすればよいか?
このプロセスにおいてもコストは増加するものの、 5000穴を超える場合は効率向上に伴う経済的なメリットが明確に現れる。投資収益率に関する詳細な調査を実施する必要がある。
5. 高精度リーマ加工には、どのような特別な工程保証条件が必要ですか?
機械加工において精度と安定性を確保するためには、一定の温度・湿度環境、高精度オンライン計測システム、工具管理システムが不可欠です。これらの要件は、ハイエンド製造における品質要求水準に匹敵するものです。
6. リーマーの再研磨が必要か、交換が必要かを判断する方法
穴径の偏差が許容範囲の30%を超えた場合、または表面粗さが悪化して切削力が増大した場合は、速やかに適切な措置を講じる必要があります。また、定期的な点検によって切削刃の状態を把握することで、大規模な品質問題の発生を未然に防ぐこともできます。
7. 特殊材料のリーマ加工を行う際に注意すべき重要なポイントは何ですか?
難削材には、最適化された切削条件に加えて、最適化された幾何学的パラメータも必要となる。高温合金は、加工硬化を避けるために大きなすくい角を必要とする。複合材料は、層間剥離欠陥を回避するための特別な要件がある。
8. プロフェッショナルなリーマーのカスタマイズソリューションと正確な見積もりを入手するにはどうすればよいでしょうか?
このような状況において、専門サプライヤーは、ワークピースの材質、穴径の精度、生産要件に関する具体的な情報を用いて、技術要件を満たすことができます。設計図を提出するだけで、4時間以内に即座に見積もりを取得できます。
まとめ
リーマと加工工程を科学的に選定することで、企業は穴加工の品質とリーマの寿命を最適化し、加工精度と経済性を最適な状態に維持することが可能です。LS Manufacturingは、カスタマイズ経験と技術システムの観点から、穴加工サービスの信頼できるサプライヤーとなることができます。
リーマ加工プロセスに関するカスタムソリューションをご希望の場合、または無料のプロセス分析をご希望の場合は、LS Manufacturingの技術チームまでお問い合わせください。お客様の加工ニーズに関する情報をご提供いただければ、無料の見積もりを含め、専門的な加工ソリューションをご提案いたします。
穴加工の品質を向上させましょう。特注リーマを使用すれば、±0.005mmの精度を実現できます。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


