CNC-Fräsdienstleistungen bilden die Grundlage für die Präzisionsbearbeitung von Senk- und Aufbohrlöchern , doch die Auswahl stellt Ingenieure häufig vor Herausforderungen. Häufige Probleme wie Schraubenüberstand, Montagekonflikte und Spannungsspitzen entstehen durch falsche Entscheidungen und beeinträchtigen die Produktqualität und Fertigungseffizienz.
Wir begegnen dieser zentralen Herausforderung durch die Entwicklung eines systematischen Auswahlverfahrens. Aufbauend auf 15 Jahren Erfahrung in der Fertigung von Spezialmaschinen (LS Manufacturing) liefern wir klare technische Parameter und Fallstudien, um Funktionalität, Herstellbarkeit und Kosten optimal aufeinander abzustimmen. Ziel ist eine Kostenreduzierung von 30 % und eine Produktivitätssteigerung von 40 % .
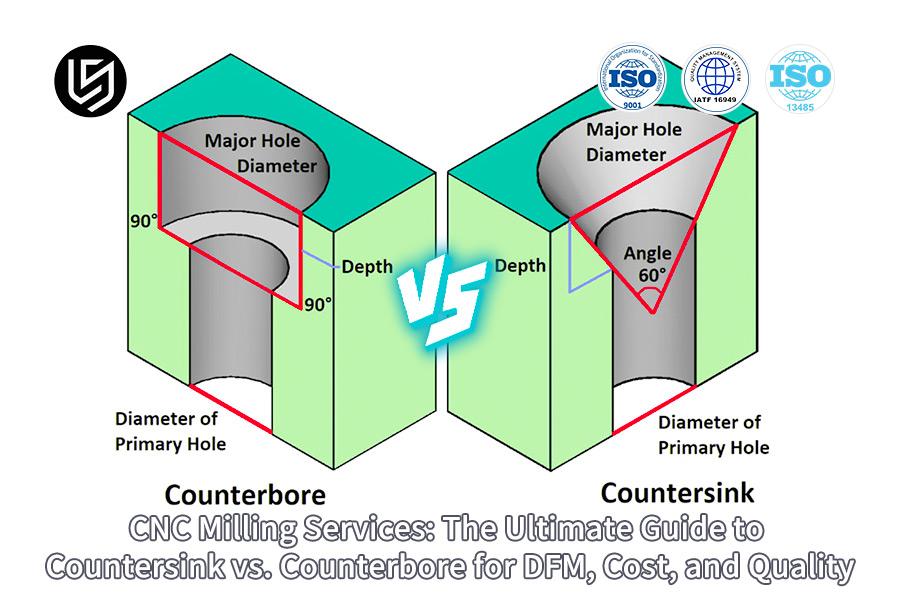
CNC-Fräsen: Senken vs. Aufbohren – Ultimativer Leitfaden für Design, Fertigung und Kosten
| Merkmal / Überlegung | Versenken | Senkbohrung |
| Hauptfunktion | Bildet einen konischen Sitz für Flachkopfschrauben für ein bündiges Finish . | Erzeugt eine zylindrische, flache Bohrung, in der Innensechskantschrauben unterhalb der Oberfläche sitzen. |
| Werkzeuge | Einpunkt-Senker, empfindlich gegenüber Material- und Maschinenhärte. | Verwendet ein Stirnfräsverfahren , das mehr Stabilität bietet und sich besser für härtere Materialien eignet. |
| DFM & Bearbeitungsfreundlichkeit | Neigt zum Rattern; erfordert präzise Tiefenkontrolle, um ein Herausstehen oder Versenken der Schraube zu vermeiden. | Der Prozess ist recht stabil; die Tiefe lässt sich leicht kontrollieren. |
| Kostenfolgen | Geringere Werkzeugkosten , allerdings mit dem Risiko von Ausschuss aufgrund von Fehlern. | Höhere Werkzeugkosten, dafür schnellere, genauere und fehlerfreie Bearbeitung. |
| Teilstärke | Beim Fräsen wird mehr Material an der Oberfläche abgetragen, wodurch eine Schwachstelle entstehen kann. | In Oberflächennähe wird weniger Material abgetragen; dies ist in der Regel besser für die Festigkeit des Bauteils. |
| Ästhetik & Sauberkeit | Sorgt für ein glattes, ebenes Erscheinungsbild und eignet sich daher für sichtbare Bereiche. | Erzeugt eine kleine Vertiefung ; neigt dazu, Schmutz anzusammeln, aber der Schraubenkopf ist bedeckt. |
| Beste Anwendungen | Wird in Bereichen eingesetzt, in denen eine glatte, aerodynamische oder hakenfreie Oberfläche ein absolutes Muss ist. | Ideal für Bereiche, in denen hohe Belastungen stärkere Verbindungen und einfachere Montage erfordern. |
| Wichtiger DFM-Tipp | Schraubenkopfwinkel und Außendurchmesser angeben; Eindringtiefe genau kontrollieren. | Geben Sie den Bolzendurchmesser, den Kopfdurchmesser und die Tiefe an; lassen Sie eine großzügige Toleranz bei der Tiefe zu. |
Wir unterstützen Sie bei der Bewältigung kritischer Herausforderungen im Bereich der fertigungsgerechten Konstruktion (DFM), indem wir die optimale Bohrungsart auswählen – Senkbohrung für bündige Oberflächen oder Aufweitbohrung für Festigkeit und Zuverlässigkeit. Unsere Expertise gewährleistet, dass Ihr Design hinsichtlich Fertigung optimiert ist, Kosten- und Qualitätsrisiken minimiert und Ihre Markteinführungszeit verkürzt wird.
Warum Sie diesem Leitfaden vertrauen sollten? Praktische Erfahrungen von LS Manufacturing-Experten
Diese Tipps basieren auf der langjährigen Erfahrung unseres Unternehmens LS Manufacturing – über 15 Jahre Erfahrung in der Fertigung von mehr als 50.000 kundenspezifischen CNC-Frästeilen . Sie eignen sich für Branchen wie Luft- und Raumfahrt, Medizintechnik, Automobilindustrie sowie für weitere Bereiche, in denen Fehler absolut inakzeptabel sind.
Unsere anwendungsorientierten Empfehlungen für DFM und Kostenoptimierung basieren auf anerkannten Normen. Konkret stützen wir uns auf Beratungsleistungen im Zusammenhang mit den NIST-Materialdaten , um die geeigneten Variablen und relevanten Prinzipien für die additive Fertigung (AM) im Bereich der hybriden Fertigung auszuwählen. Dadurch wird sichergestellt, dass unsere Empfehlungen zu Senkungen und Aufbohrungen die in anerkannten Normen definierten Konzepte von Präzision, Leistung und Wirtschaftlichkeit berücksichtigen.
Wissen ist ein wertvolles Gut, das wir alle täglich nutzen. Die Optimierung von Werkzeugwegen für Aluminiumteile oder die Vermeidung von Rattern bei Edelstahlteilen haben Tausende von Stunden der Problemlösung in Anspruch genommen. Dieser Leitfaden hilft Ihnen dabei, häufige Fehler zu vermeiden und mit unserer jahrzehntelang bewährten und zertifizierten Expertise optimale Qualität bei Ihren bearbeiteten Teilen zu erzielen.

Abbildung 1: Eine CNC-Fräse erzeugt eine Senkung in einem präzisen Metallloch (LS Manufacturing).
Worin bestehen die Unterschiede zwischen Senkbohrungen und Aufweitbohrungen in Konstruktion und Anwendung?
Die Auswahl der Bohrungsart bei Verbindungselementen erfolgt unter Berücksichtigung des zu bohrenden Lochtyps. Dieser Artikel erläutert die technischen Unterschiede zwischen Senkbohrungen und Aufweitbohrungen hinsichtlich mechanischer Details, die für die optimale Konstruktion von Verbindungselementen in der Fertigung hilfreich sind.
| Merkmal / Aspekt | Versenken | Senkbohrung |
| Primärgeometrie | Konischer Sitz (typischerweise 82°/90° ). | Zylindrische Aussparung mit flachem Boden. |
| Tiefensteuerung | Schraubenkopfdicke x 75-85%. | Schraubenkopfdicke + 0,1-0,3 mm. |
| Scherverhalten | Geringere Stresskonzentration (ca. 15 % besser). | Höhere lokale Spannungen am Lochrand. |
| Zugverhalten | Verringerte Lagerfläche bei direkter Zugbelastung. | Überlegene Widerstandsfähigkeit (ca. 8 % stärker). |
| Optimale Anwendung | Umgebungen mit starken Vibrationen; ebene Oberfläche erforderlich. | Platzsparende Montage; hohe Klemmkraft erforderlich. |
Die Wahl zwischen Senk- und Aufbohren hängt von der Belastungsart ab, nicht von Konventionen. So hat sich beispielsweise gezeigt, dass Senkungen bei Scher- und Vibrationsbelastungen mechanisch überlegen sind, während sie bei Zugbelastungen oder beengten Platzverhältnissen die bessere Wahl darstellen. Daher sollte die fachgerechte Ausführung durch professionelle CNC-Fräsdienstleister die Maßhaltigkeit berücksichtigen, da diese die Grundlage für jede erzielbare Leistung bildet.

Wie gewährleisten CNC-Fräsdienstleistungen die Genauigkeit und Qualität von Senkbohrungen?
Für optimalen Schraubenkopfeingriff und maximale Belastung müssen die geometrischen Abmessungen der Senkung hochpräzise sein. Daher kann jede Abweichung in Winkeln oder Oberflächen die gesamte Baugruppe beeinträchtigen. Im Folgenden wird unser Ansatz zur Bewältigung der grundlegenden Herausforderungen bei der Präzisionsbearbeitung von Senkungen beschrieben:
Starre Prozessgestaltung zur Vermeidung von Werkzeugdurchbiegung
Die größte Herausforderung für die Winkelgenauigkeit ist die Durchbiegung des Schneidwerkzeugs während des Schneidvorgangs. Dem wird durch den Einsatz hochsteifer HSK-Aufnahmen für die bewährten, kurznutigen Vollhartmetall-Senker der Walter-Serie entgegengewirkt. Bei einem kürzlich von uns gefertigten Aluminium-Bauteil für die Luft- und Raumfahrt konnte mit diesem Verfahren und einem konservativen Wert für die Schnitttiefe eine Winkeltoleranz von nur ±0,25° erreicht werden, während der übliche Wert durch die direkte Beeinflussung der Belastung des Befestigungselements ±0,5° beträgt.
Integrierte In-Prozess-Messtechnik zur Echtzeitvalidierung
Die Nachbearbeitungsprüfung erfolgt zu spät, um Fehler zu erkennen. Wir bieten ein System von Messtastern, das vollständig in den Bearbeitungsprozess integriert ist. Das Pilotloch wird mit einer Schlichtfräsmaschine gefräst und anschließend mit einem Messtaster auf Maß und Position geprüft. Die zweite Prüfung mit einem Kegelfokussierungstaster erfolgt nach dem Ansenken, wobei die Konzentrizität des Kegelwinkels algorithmisch bestimmt wird. Das geschlossene System unserer CNC-Fräsdienstleistungen eliminiert Fehler durch vollautomatische Anpassung der Tiefentoleranz mit einer Kegel-Achsen-Rechtwinkligkeit von ±0,03 mm .
Optimierte Werkzeugwegstrategie für überlegene Oberflächengüte
Eine glatte Kegeloberfläche ist für eine optimale Kontaktfläche unerlässlich. Trotz des Bearbeitungsprozesses mit hoher Spindeldrehzahl und geringem Vorschub konnte die Oberflächenrauheit Ra ≤ 1,2 µm eingehalten werden. Die Schneidwerkzeugbewegung erfolgt gleichmäßig spiralförmig im Material, ohne dass Haltemarken oder Rattern entstehen, die Oberflächenrauheiten verursachen würden.
Umwelt- und thermisches Stabilitätsmanagement
Die Temperaturen beeinflussen das Wachstum der Bauteile und somit deren Abmessungen. Daher finden unsere gesamten Präzisionsfräsprozesse in einer temperaturkontrollierten Umgebung bei 20 °C ± 1 °C statt. Da wir Stahl bearbeiten, führen wir zudem eine Vorbehandlung durch, die die Grundlage unseres kosteneffizienten Senk- und Aufweitverfahrens bildet.
Dadurch wird die Präzision von zielorientiert auf ergebnisorientiert umgestellt. Im Bereich der Präzisions-Senkbearbeitung gewährleisten wir korrekte Ergebnisse durch gezielte Steifigkeit, Geometrieüberprüfung während der Echtzeitbearbeitung, optimierte Bearbeitungskinetik und Kontrolle der Bearbeitungsumgebung. Diese durchgängige Kontrolle des CNC-Fräsprozesses ermöglicht zuverlässige, hochfeste Verbindungen und macht kosteneffizientes Senken und Ausbohren für geschäftskritische Baugruppen wiederholbar.
Wie wählt man zwischen Senk- und Aufbohrungskonstruktionen basierend auf den funktionalen Anforderungen?
Die Frage, ob beim Konstruieren von Präzisionsmechanikteilen eine Senkung oder eine Aufbohrung vorgenommen werden soll, stellt eine offensichtliche Herausforderung hinsichtlich der Leistungsfähigkeit von Konstruktion und Fertigung dar. Die Behandlung des Entscheidungsprozesses auf Grundlage funktionaler Anforderungen und CAE-Daten ist im Kontext dieses Berichts relevant, da sie dem Konstrukteur einen systematischen Ansatz zur Verbesserung der Konstruktion kostenintensiver Anwendungen bietet.
| Funktionale Anforderung | Empfohlenes Design | Schlüsselparameter | Quantitative Performance Insight (CAE) |
| Hohe ästhetische Ansprüche | Senkloch | 90° Kegelwinkel | Aluminium: 12 % höhere maximale Belastung im Vergleich zu Senkbohrungen |
| Szenario mit Platzbeschränkungen | Senkbohrung | Tiefe: Schraubenkopf +0,2 mm | Stahl: 20 % längere Dauerfestigkeit im Vergleich zu Senkbohrungen |
| Schwerlast-Belastungszustand | Kombinierte Senkung + Aufbohrung | Integriertes Design | Optimiert für hohe Belastungen und Montage |
Bei der direkten Umsetzung liegt der Fokus auf der funktionalen Auslegung und nicht auf der Auswahl von Senkbohrungen basierend auf bündigem Finish, Senkbohrungsanwendungen sowie der Verwendung bei hohen Belastungen in Kombinationskonstruktionen. Jede Entscheidung muss materialabhängig sein und spezifische Daten wie beispielsweise 12 % für Aluminium berücksichtigen. Das DFM für den Senk- und Senkbohrungsprozess , basierend auf den Ergebnissen der Analyse mithilfe von CAE-Software, liefert eine definitive Konstruktionslösung, die den Anforderungen im wettbewerbsintensiven Ingenieurwesen gerecht wird.
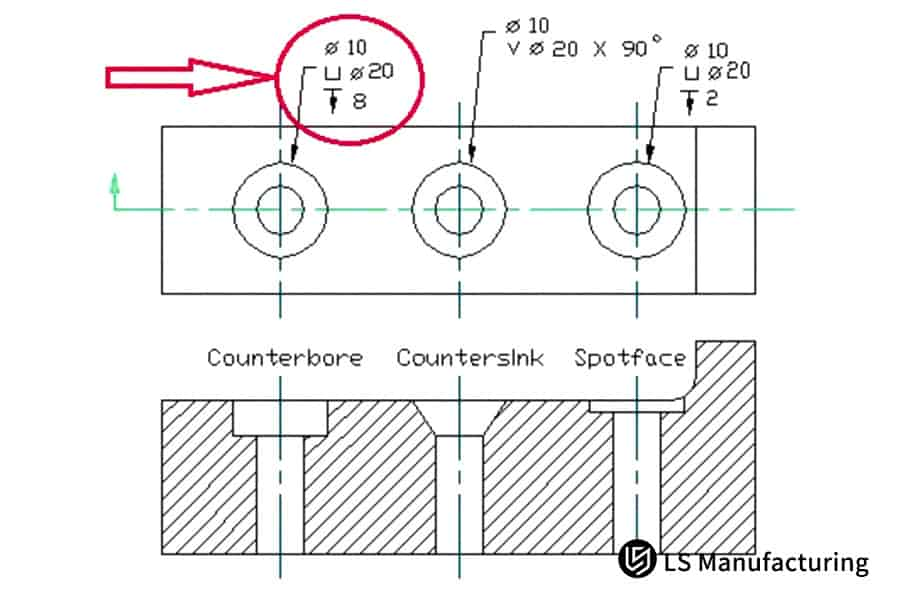
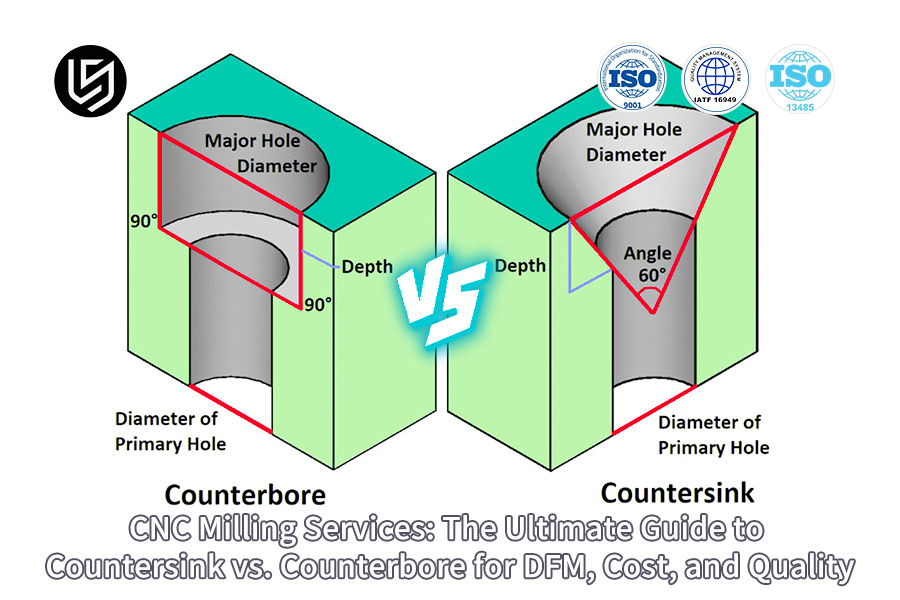
Abbildung 2: Auswahl zwischen Senk- und Aufbohrlöchern beim CNC-Fräsen durch LS Manufacturing
Welche Schlüsselparameter erfordern besondere Beachtung bei der Konstruktion von Senkbohrungen?
Die Dimensionierung einer Senkbohrung ist hinsichtlich Passgenauigkeit, Festigkeit und Montage der Befestigungselemente von entscheidender Bedeutung. Falsche Abmessungen führen zu Spannungsspitzen, Kontaktflächen und Bauteilversagen. Bei LS Manufacturing haben wir speziell ein experimentell erprobtes Kriterium entwickelt, um diese Probleme zu lösen und die Konstrukteursvorgaben in einer fehlerfreien Fertigung umzusetzen.
Präzisionskonstruktion und Maßkontrolle
- Um dem Problem an der Schnittstelle entgegenzuwirken, muss die optimale Senktiefe ermittelt werden. Aus den Daten geht hervor, dass bei 82° -Schraubenköpfen die optimale Senktiefe 80 % der Dicke betragen muss, um die Spannungskonzentration zu reduzieren.
- Darüber hinaus hängt die Bestimmung des richtigen Werts des Einschlusswinkels der Schrauben auch von der Art der verwendeten Schrauben ab, z. B. 82°, 90°, 100° und andere .
- Eine Besonderheit dieser Senkbohrungskonstruktion ist, dass sich die Bohrung nicht zu schnell lockert, was auch für die Verteilung der Klemmkraft wichtig ist.
Werkzeugintegrität für konsistente Geometrie
- Bei einem Verschleißgrad von mehr als 0,1 mm ist ein sofortiger Werkzeugwechsel erforderlich, um der Winkelabweichung entgegenzuwirken.
- Ein defektes Werkzeug würde bedeuten, dass der ermittelte Winkel nicht korrekt ist, was wiederum bedeutet, dass der Kopf des Befestigungselements unterhalb der Oberfläche liegt.
- Unsere präzisen Verfahren zur Senkbearbeitung garantieren, dass jedes Merkmal den geometrischen Vorgaben der Zeichnung entspricht, wodurch Nacharbeiten aufgrund ungenauer Passung der Befestigungselemente vermieden werden.
Materialspezifische Bearbeitungsparameter
- Wir bieten optimierte Schnittparameterwerte an: 3000 U/min und 200 mm/min für Aluminium sowie 800 U/min und 80 mm/min für Stahl . Die gewählten Schnittparameterwerte wurden durch Optimierung der Materialkonstanten nach umfangreichen Tests ermittelt.
- Dadurch wird ein glatter, gratfreier Schnitt mit einer ausgezeichneten Oberflächenbeschaffenheit erzielt, der einen korrekten Sitz des Befestigungselements und somit dessen endgültige Festigkeit gewährleistet.
- Durch die Integration dieses Wissens in unsere CNC-Fräsdienstleistungen erzielen wir über verschiedene Materialien und Produktionschargen hinweg vorhersehbare, qualitativ hochwertige Ergebnisse und gewährleisten so die Wiederholbarkeit.
Diese Richtlinie beinhaltet unseren empirischen Ansatz zur Verbesserung eines wichtigen Bearbeitungsparameters in einem zuverlässigkeitskritischen Bauteil, so der Wettbewerber. Eine wesentliche Stärke unseres Unternehmens ist die konsequente Nutzung von Daten zur Kontrolle unserer Werkzeuge und Prozessvariablen, erklärt das Unternehmen. Es behauptet, das Problem der effektiven Einbeziehung und Übertragung der Kräfte auf das Verbindungselement im gefertigten Bauteil gelöst zu haben.
In welchen Anwendungsszenarien bieten Senkbohrungen unersetzliche Vorteile?
Senkbohrungen sind von größter Bedeutung, wenn Präzision beim Passen von Bauteilen, robuste Schraubverbindungen sowie effiziente Montageprozesse in automatisierten Systemen erforderlich sind. Dies wird durch die Anwendung folgender Methode erreicht, um die Einschränkungen hinsichtlich Platzangebot, Spannungen und Montagegeschwindigkeit zu überwinden :
Umgang mit Platzbeschränkungen in der Elektronik
Bei der Montage von Leiterplatten und Kompaktmodulen ist die wichtigste Funktion der Senkbohrung die Gewährleistung des Schraubenkopfspiels. Dieses sollte 0,3 mm über der Schraubenkopfhöhe ( 2,5 mm ) liegen. Dadurch werden Spannungen und Kurzschlüsse vermieden. Aus diesem Grund sind präzise CNC-Fräsdienstleistungen so wichtig.
Gewährleistung von Präzision in anspruchsvollen Branchen
Bei Baugruppen für die Luft- und Raumfahrt oder Hochleistungsanwendungen ist geometrische Genauigkeit unerlässlich. Um dies zu gewährleisten, muss der Durchmesser der Senkbohrung innerhalb der Toleranz H7 gehalten und die Rechtwinkligkeit auf 0,05 mm genau eingehalten werden. Dies sorgt für eine optimale Ausrichtung des Befestigungselements und verhindert unerwünschte Scherkräfte.
Optimierung für hohe strukturelle Belastungen
Bei Maschinenrahmen und Bauteilen ist die Auslegung der Senkbohrungen auf die Aufnahme hoher Zug- und Scherkräfte ausgelegt. Die Senkbohrung sollte das 1,2-fache der Schraubenkopfdicke aufweisen und am Grund eine 0,1 mm tiefe Aussparung besitzen. Dies verhindert ein Aufsitzen des Schraubenkopfes und trägt wesentlich zur Vermeidung von Vorspannungsverlusten bei.
Diese Analyse belegt die Eignung von Senkbohrungen als optimale Lösung für Probleme im Zusammenhang mit Positionierung, Präzision und Gewicht. Unter Berücksichtigung spezifischer Spielwerte, enger Toleranzvorgaben und geplanter Entlastungseigenschaften werden Zuverlässigkeit und Effizienz im Design gewährleistet. Der schrittweise Prozess bietet dem Ingenieur hilfreiche Ansätze zur Entwicklung eines kosteneffizienten Senkbohrverfahrens , das Präzisionsbearbeitungstechniken optimal nutzt.
Wie kann die DFM-Optimierung die Bearbeitungskosten von Senkbohrungen reduzieren?
DFM für Senkbohrungen gewährleistet somit eine Minimierung der Produktionskosten ohne jeglichen Funktionsverlust des Endprodukts. LS Manufacturing übernimmt in diesen Bereichen eine Vorreiterrolle durch die Anwendung von Design-, Werkzeug- und Prozesslösungen, die zu Produktionskosteneinsparungen führen. Der Schlüssel zu unserer DFM-Strategie liegt in der erfolgreichen Umsetzung folgender Punkte:
Strategische Design- und Toleranzoptimierung
- Die Montagefunktion wird berücksichtigt und hinsichtlich der Toleranzwerte in Abhängigkeit von ihrer Kritikalität konsultiert. Bei nicht kritischen Passungen schlagen wir vor, die Spezifikationen von ±0,1 mm auf ±0,15 mm zu reduzieren.
- Die Technologie ermöglicht den Einsatz generischer Verarbeitungsmethoden und Werkzeuge sowie die Reduzierung der Inspektionszeit und der Ausschussquote.
- Unsere DFM-Prüfzyklen für Senkbohrungen gewährleisten von Anfang an die Herstellbarkeit der Merkmale innerhalb dieser Arbeitsgänge.
Strategie für fortschrittliche Werkzeuge und Prozesse
- Wir optimieren unseren Prozess durch den Einsatz von Kombinationswerkzeugen, um die Bearbeitungszeit zu verkürzen, indem wir mehrere Merkmale in einem einzigen Durchgang bearbeiten.
- Es verfügt über einen proprietären Algorithmus zur Werkzeugwegberechnung, der den Luftweg außerhalb des Schneidprozesses im Vergleich zu ähnlichen Systemen auf dem Markt um bis zu 40 % minimiert.
- Diese kostengünstige Methode des Senkens und Aufbohrens trägt dazu bei, die Spindel optimal auszunutzen und die Bearbeitungszeit zu verkürzen.
Parameteroptimierung und Lebenszyklusmanagement
- Zur Überwachung der Werkzeugstandzeit wird ein Werkzeugstandzeitüberwachungssystem eingesetzt, bei dem die optimale Vorschubgeschwindigkeit und die optimale Drehzahl so gewählt werden, dass die Standzeit des Werkzeugs auf maximal 10.000 Bohrungen pro Werkzeug erhöht wird.
- Die Faktoren wurden in diesem Fall für die Massenproduktion optimiert. Daher müssen sie zwangsläufig zu einem eindeutig positiven Ergebnis führen, da die Werkzeugkosten für jedes gefertigte Teil sinken würden.
- Diese datenbasierte Strategie wird tatsächlich von unseren eigenen CNC- Fräsdienstleistungen angewendet, was zu niedrigeren Kosten pro Einheit bei gleichzeitig hoher Vorhersagbarkeit führt, die unseren Kunden zugutekommt.
In diesem Bericht erläutern wir unsere Engineering-Methodik und -Prozesse zur Kostenreduzierung. Wir konzentrieren uns auf die von uns implementierten Konstruktionsarbeiten, Werkzeuge und Prozesse, die gemeinsam die Gesamtbetriebskosten minimieren. Unser Alleinstellungsmerkmal gegenüber dem Wettbewerb beginnt mit dem Verständnis der DFM-Lieferung (Design for Manufacturing).
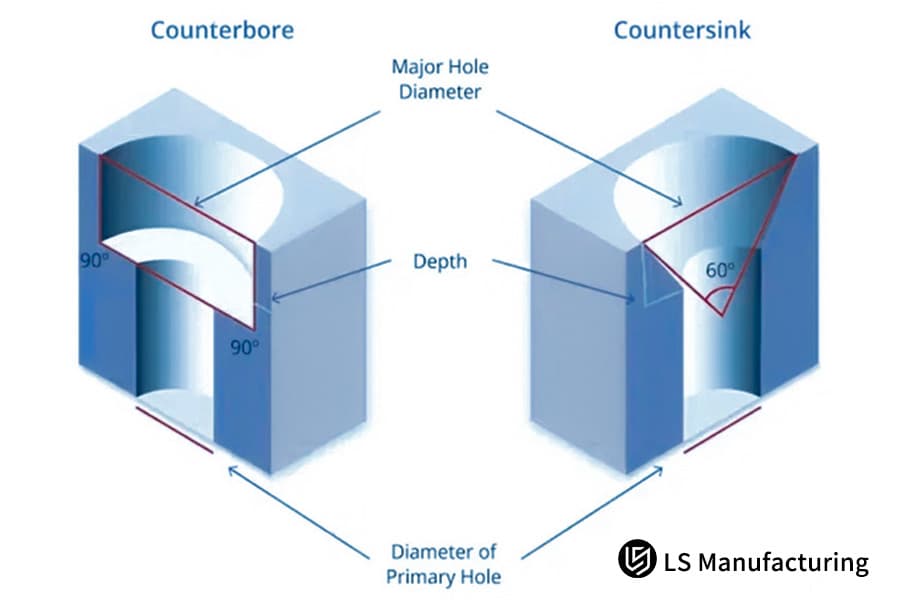
Abbildung 3: Vergleich der Abmessungen von Senkbohrungen und Ansenkungen bei der CNC-Bearbeitung durch LS Manufacturing
Welche besonderen Prozesssicherheitsvorkehrungen sind für die Bearbeitung hochwertiger Senkbohrungen erforderlich?
Eine gewisse Qualität beim Senken lässt sich nicht erreichen, wenn der Senkvorgang nach dem gleichen Verfahren wie die konventionelle Bearbeitung durchgeführt wird. Vielmehr muss neben dem konventionellen Verfahren auch die Geometriekontrolle berücksichtigt werden. Abschließend fasst dieses Dokument seine Betrachtung der Prozesskontrollen für die Präzisionssenkbearbeitung wie folgt zusammen:
Fortschrittliche Bearbeitung und Prozesssteuerung
Es ist daher unerlässlich, 5-Achs-CNC-Fräsdienstleistungen mit Werkzeugmittelpunktsteuerung zu nutzen. Dadurch wird eine exakt senkrechte Werkzeugposition relativ zum Werkstück sichergestellt. Der Einsatz von Messtastern während des Bearbeitungsprozesses ermöglicht die sofortige Tiefenprüfung mit Kompensation bei Abweichungen von maximal 0,3 Grad.
Materialspezifische Parameteroptimierung
Die Prozessparameter sind materialabhängig und lassen sich daher nicht verallgemeinern. Beispielsweise wird bei der Bearbeitung von Aluminiumwerkstoffen neben einem sauberen Schnitt auch eine Kombination aus hoher Schnittgeschwindigkeit und geringer Wärmeentwicklung (über 3000 U/min) eingesetzt. Bei der Bearbeitung von Edelstahlwerkstoffen hingegen kann neben der Vermeidung von Kaltverfestigung und der Herstellung eines Materials mit einer Oberflächenrauheit unter 0,8 µm eine niedrige Schnittgeschwindigkeit mit hohen Vorschubgeschwindigkeiten kombiniert werden.
Validierter Prozess für kritische Anwendungen
Die Auswahl der Merkmale, basierend auf Richtlinien zur Wahl von Senkung oder Aufbohrung , wird durch diesen kontrollierten Bearbeitungsprozess validiert. Dadurch wird sichergestellt, dass für eine gegebene Menge an Bohrungsdesignmerkmalen eine gegebene Menge an Geometrien realisiert wird, sei es eine geometrische Anforderung an die bündige aerodynamische Oberfläche oder eine geometrische Anforderung an die Aufbohrung.
Diese Methodik legt die spezialisierten Protokolle für das Präzisions-Senkverfahren fest. Diese Protokolle decken die komplexesten Herausforderungen in Bezug auf Winkelgenauigkeit, Oberflächenpräzision und Reproduzierbarkeit ab. Durch den Einsatz modernster Maschinen werden die Anforderungen hinsichtlich des Materials etc. präzise erfüllt. So werden die technischen Bedürfnisse von Ingenieuren, Herstellern und Experten in den relevanten Branchen, in denen die Bedeutung von Verbindungselementen nicht zu vernachlässigen ist, optimal erfüllt.
Wie beurteilt man die Fähigkeiten eines CNC-Fräsmaschinenlieferanten im Bereich Senken/Aufbohren?
Die Beurteilung eines geeigneten Lieferanten für die Ausführung von Senk- und Aufbohrarbeiten sollte neben den Anforderungen an die maschinelle Bearbeitung auch bestimmte fachliche Qualifikationen berücksichtigen. Dieses Dokument kann bei der Planung einer systematischen Methode zur Bewertung der Eigenschaften, Lehren und Prozesse hilfreich sein, die ein Lieferant für die fachgerechte Ausführung von Präzisionssenkarbeiten auf hohem Niveau benötigt.
Validiertes Qualitätsmanagementsystem
Prüfung der Bewertungen des formalen Qualitätssystems des Lieferanten. Ein formales, nach ISO 9001 zertifiziertes Qualitätssystem ist zwingend erforderlich, da es den Rahmen für die Festlegung von Verfahren, Prozessen und Korrekturmaßnahmen im Zusammenhang mit CNC-Fräsdienstleistungen in großen Stückzahlen bildet.
Fortgeschrittene Messtechnik und Erstmusterprüfung
Prüfen Sie, ob eine interne Inspektion möglich ist. Der Lieferant setzt Koordinatenmessgeräte mit einer Genauigkeit von mindestens ±0,002 mm sowie Oberflächenprofilometer ein. Fordern Sie ein Prüfprotokoll der Erstbemusterung an, um sicherzustellen, dass die Erstbemuster alle Anforderungen hinsichtlich Abmessungen, Winkeln und Oberflächenbeschaffenheit erfüllen.
Quantifizierte Prozessleistungsspezifikationen
Die spezifizierte und nachweisbare Prozessfähigkeit sollte angefordert und überprüft werden. Bei Senkbohrungen und der Senkfunktion sind unter anderem folgende Punkte wichtig: Winkeltoleranz innerhalb von ±0,5° , Messtiefe innerhalb von 0,03 mm , Oberflächengüte mit einem Ra-Wert von 1,6 µm oder besser.
Diese Lieferantenbewertungsmethode nutzt auditierbare Systeme, Messtechnik und messbare Leistungsdaten, um eine vollständig objektive Bewertung der CNC-Fräsdienstleistungen eines Lieferanten hinsichtlich kritischer Merkmale zu ermöglichen. Dies wiederum bietet Ingenieuren eine sofortige und aktive Strategie zur Risikominderung und zur Sicherstellung der Teilebeschaffung gemäß den exakten Spezifikationen.
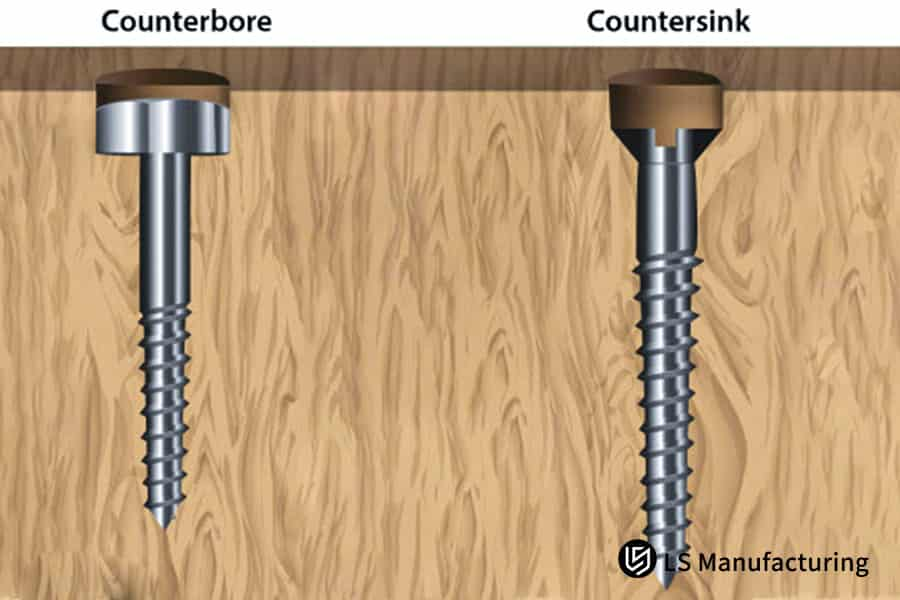
Abbildung 4: DFM-Leitfaden zum Vergleich von Senk- und Aufbohrlöchern für CNC-Bearbeitung von LS Manufacturing
LS Manufacturing: Bearbeitung von Senkbohrungen für Flügelkomponenten
Herausforderung für den Kunden
Bei der Fertigung von 128 Senkbohrungen (Φ10 mm) in einem Titan-Flügelholm traten in einem Luft- und Raumfahrtunternehmen Probleme mit Ineffizienz und Qualität auf. Der konventionelle Bearbeitungsschritt benötigt 4 Stunden pro Bohrung bei einem Fehler von 1,2° , was zu einem Passspalt von 0,3 mm zwischen dem Titan-Flügelholm und der Verbundwerkstoff-Außenhaut führt.
LS Fertigungslösung
Es wurde ein 5-Achs-CNC- Bearbeitungszentrum mit Echtzeit-Werkzeugwegkompensation eingesetzt. Zum Einsatz kam ein hoch PVD-beschichtetes Hartmetallwerkzeug mit optimalen Parametern von 1200 U/min und 100 mm/min . Die Tiefenkompensation erfolgte während des Bearbeitungsprozesses, um die Ursache von Winkelabweichungen beim hochpräzisen Senken zu ermitteln und die Montagegenauigkeit zu gewährleisten.
Ergebnisse und Wert
Demzufolge verkürzte sich die Zykluszeit pro Teil auf 1,5 Stunden , und schließlich wurde die Abweichung der Bohrungswinkel bei ±0,3° , die Tiefe bei ±0,02 mm sowie der Montagespalt bei ≤0,1 mm gehalten; dadurch stieg die Erstausbeute auf 99,8 % , was zu durchschnittlichen Einsparungen von 1,2 Millionen RMB pro Jahr für die kritischen Montagezeiten pro Kunde führte.
Dieses Projekt bei LS Manufacturing demonstriert unsere Expertise im komplexen Bereich der Senkbohrungen sowie der damit verbundenen geometrischen Bearbeitungen. Wir kombinieren innovatives Prozesswissen mit fundierter Messtechnik, um messbare Verbesserungen in Präzision, Produktivität und Kosten für spezielle Fertigungsprobleme in der Luft- und Raumfahrt zu erzielen.
Sie möchten die Effizienz des Senkens von Titanlegierungsbauteilen verbessern? Profitieren Sie von unseren Expertenlösungen für die Bearbeitung, um die Präzision Ihrer Strukturbauteile für die Luft- und Raumfahrt zu optimieren.

Analyse zukünftiger Trends bei Senk- und Aufbohrverfahren
Die Präzision und Effizienz bei der Senk- und Aufweitbearbeitung stellen seit Langem eine Herausforderung dar, insbesondere hinsichtlich Qualität und der Fähigkeit zur Massenproduktion mit hohen Stückzahlen. LS Manufacturing kombiniert die Leistungsfähigkeit intelligenter Prozesssteuerung mit modernsten Bearbeitungstechniken, wie z. B. der Reduzierung der Zykluszeit , durch den Einsatz folgender Technologien:
Adaptive Optimierung der Bearbeitungsparameter
- Unser System nutzt Echtzeit-Sensordaten – Vibrationen, Schallemissionen und Kräfte –, um Vorschubgeschwindigkeiten und Spindeldrehzahlen zu variieren.
- Dieser geschlossene Rückkopplungsalgorithmus unterstützt den Ausgleich unregelmäßiger Materialeigenschaften, indem er eine Überlastung der Maschine verhindert und so eine gleichmäßige Oberflächengüte beim Senken und Anfasen gewährleistet.
- Hierbei handelt es sich um eine adaptive Regelung, um die unvorhersehbare Chipbildung und Wärmeansammlung zu überwinden, die die Hauptursachen für Maßungenauigkeiten sind.
Intelligente Werkzeugzustandsüberwachung und -prognose
- In diesem Projekt kann ein Multisensorfusionsansatz , der auch den Stromverbrauch und Vibrationssignale einbezieht, zur Schätzung des Werkzeugverschleißes verwendet werden.
- Für verschiedene Werkzeugtypen wird eine Verschleißkurve ermittelt, und die Prognose des Lebensdauerendes, das in einem katastrophalen Ausfallpunkt gipfelt, kann exakt berechnet werden.
- Damit wird das Problem behoben, dass die Werkzeuge versagen oder die Löcher nicht gut sind, weil die Movers es tun, und es wird zu einem zustandsbasierten Ersatz für die Werkzeuge verbessert.
Entwicklung integrierter Verbundbearbeitungsprozesse
- Um Fehler bei der Handhabung und Positionierung zu vermeiden, entwickeln wir außerdem eine optimierte Bahnstrategie für Senk- und Aufbohrarbeiten .
- Hierfür sind ein Spezialwerkzeug, ein spezielles Führungsstangenwerkzeug, eine spezielle Konstruktion sowie eine simultane Mehrachsensteuerung erforderlich, um die beiden Spindeleinsätze in einem Arbeitsgang durchzuführen und dadurch die Leerlaufzeiten deutlich zu reduzieren.
- Die wichtigste technische Leistung besteht in der Fähigkeit, eine hohe Konzentrizität zwischen Senkbohrung und Senkkopf aufrechtzuerhalten, während gleichzeitig unterschiedliche Schnittwinkel und Kräfte in einem einzigen Arbeitsgang bewältigt werden.
Dieser Abstract beschreibt die technischen Details der Sensorintegration, der Algorithmen und der innovativen Werkzeugweggestaltung, auf denen unsere fortschrittlichen Bearbeitungslösungen basieren. Er geht insbesondere auf die Anwendungsspezifika unserer Steuerungslösungen sowie auf die Prozessinnovationen ein, die für komplexe Produktionsprobleme relevant sind. Die Besonderheiten unseres Unternehmens und seine einzigartigen Fähigkeiten sind direkt mit unserem hohen Maß an Ingenieurskompetenz verbunden.
Häufig gestellte Fragen
1. Was ist der Hauptunterschied zwischen einer Senkbohrung und einer Aufweitung?
Die Senkbohrung ist konisch geformt und bietet eine ebene Auflagefläche für den Schraubenkopf. Die Aufweitbohrung hingegen ist zylindrisch und bietet Platz für den Schraubenkopf. Sie unterscheiden sich in ihrer Funktion.
2. Wie wählt man den Standardwinkel für eine Senkbohrung?
Je nach Schraubenkopfwinkel: 82° für die meisten metrischen Schrauben, 90° für die meisten imperialen Schrauben und in anderen Fällen wie angegeben.
3. Wie lassen sich Grate beim Bearbeiten von Senkbohrungen vermeiden?
Es werden scharfe Schneidwerkzeuge, optimale Schnittparameter und Tiefbohrverfahren eingesetzt. LS Manufacturing gewährleistet, dass die Gratbildungshöhe unter 0,02 mm bleibt.
4. Welche Faktoren sind bei der Auslegung der Senktiefe zu berücksichtigen?
Tiefe = Schraubenkopfdicke + 0,1–0,3 mm Spiel. Materialeigenschaften und Montageanforderungen müssen berücksichtigt werden, um eine übermäßige Tiefe und damit eine Beeinträchtigung der Festigkeit zu vermeiden.
5. Wie lässt sich die Qualität der Bearbeitung von Senkbohrungen prüfen?
Es wurden Messgeräte aller Art und Ausführung, Tiefenmessgeräte sowie Koordinatenmessgeräte eingesetzt. Vollständige Dimensionsprüfungen können von LS Manufacturing durchgeführt werden.
6. Wie lassen sich die Parameter für die Bearbeitung von Senkbohrungen in verschiedenen Materialien anpassen?
Hochgeschwindigkeitsbearbeitung ist bei Aluminiumlegierungen möglich, während bei Edelstahl die Bearbeitung mit niedriger Geschwindigkeit und hohem Vorschub bevorzugt wird. Alle diese Punkte müssen durch Prozessversuche ermittelt werden.
7. Was sind die Hauptfaktoren, die die Kosten der Bearbeitung von Senkbohrungen beeinflussen?
Materialhärte, Präzisionsgrad, Losgröße. Bei der Serienfertigung lassen sich die Kosten um bis zu 30 % senken, wenn die Fertigungswege optimiert werden.
8. Wie erhalte ich ein genaues Angebot für die Bearbeitung von Senklöchern?
Bitte geben Sie Informationen zu Material, gewünschter Genauigkeit und Losgröße an. LS Manufacturing erstellt Ihnen innerhalb von maximal zwei Stunden ein detailliertes Angebot. Fordern Sie jetzt direkt online ein unverbindliches Angebot für CNC-Bearbeitung an.
Zusammenfassung
Durch eine wissenschaftliche Optimierung des Senk- und Aufbohrprozesses können Hersteller die Montagegenauigkeit und die Festigkeit der Endprodukte verbessern. Die Optimierung des Senkprozesses verringert zudem die Bearbeitungsfehler des Bauteils und dessen Verschleiß. Dadurch wird die Effizienz des gesamten Produktionsprozesses optimiert.
Wenn Sie nach branchenüblichen Lösungen für die Bearbeitung von Senk- und Aufweitungsbohrungen suchen oder einen kostenlosen Leitfaden zur DFM-Analyse herunterladen möchten, wenden Sie sich bitte an unseren technischen Support bei LS Manufacturing. Wir können Ihnen dann spezifische Lösungen anbieten, um Ihre Konstruktionsziele zu erreichen und Ihren Bedarf an technischer Unterstützung zu decken.
Optimieren Sie Ihr Design mit präzisen CNC- Fräsdienstleistungen – wählen Sie LS Manufacturing für fachkundige Beratung zu Senk- vs. Aufbohrlösungen.
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unsere Schwerpunkte liegen auf hochpräziser CNC-Bearbeitung, Blechbearbeitung , 3D-Druck , Spritzguss , Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


