Les services de découpe laser de précision pour acrylique commencent par une vérification technique du type d'acrylique utilisé . Cependant, la production en série se heurte à des difficultés telles que les microfissures et la conicité de la saignée dans les pièces complexes. Le problème réside dans le fait que la plupart des fournisseurs ne sont pas en mesure de contrôler numériquement les différences de propriétés mécaniques entre les acryliques coulés et extrudés lors de la compensation de la densité de puissance du laser afin de minimiser la zone affectée thermiquement.
LS Manufacturing résout ce problème grâce à l'analyse de la fabricabilité (DFM) et à l'application de la technologie de découpe par impulsions froides, permettant une tolérance de ±0,05 mm sur les pièces acryliques découpées au laser jusqu'à 15 mm d'épaisseur. La découpe laser sur mesure proposée par notre entreprise inclut l'optimisation du parcours de coupe et le recuit de relaxation des contraintes afin d'offrir le meilleur rapport qualité-prix. L'analyse suivante montre comment des solutions techniques professionnelles permettent de concilier précision et efficacité dans la production de pièces acryliques complexes.
Découpe laser acrylique de précision : Guide de référence rapide pour les pièces complexes
| Défi technique | Solution de fabrication pour les conceptions complexes |
| Fissuration interne sous contrainte | Nous utilisons de l'acrylique coulé détendu et des trajectoires de coupe optimales pour réduire la détente des contraintes . |
| Usinage de précision et de parois minces | Nous utilisons une optique de précision et un réglage précis des paramètres pour découper des détails fins sans faire fondre ni casser le matériau . |
| Clarté et polissage des bords | La chaleur générée par le laser provoque un effet de polissage naturel qui donne une finition lisse et transparente. |
| Caractéristiques multicouches et d'assemblage | Nous pouvons découper des languettes, des fentes et des trous de positionnement dans la pièce afin de pouvoir l'assembler avec précision. |
| Notre système d'imbrication et d'agencement 3D | Nous concevons des nids et des dispositifs de fixation sur mesure en 3D pour nous permettre d'usiner des géométries multiplanaires en une seule opération à partir de matériaux de découpe laser en feuilles plates. |
| Résultat : Intégrité optique et dimensionnelle | Fabrique des pièces aux contours nets, haute définition et sans risque de voile ou de déformation dus aux contraintes. |
| Résultat : Précision prête à assembler | Des produits entièrement assemblés qui s'emboîtent parfaitement, facilitant le montage tout en apportant une valeur esthétique. |
Nos solutions répondent aux problématiques liées à la production de composants acryliques complexes et précis. Grâce à notre système de découpe laser, nous garantissons l'absence de contraintes, la précision des détails et une qualité optique optimale. Le résultat : des composants aux dimensions exactes, prêts à être assemblés, alliant fonctionnalité et esthétique, pour des applications de découpe laser destinées à l'exposition ou au prototypage.
Pourquoi faire confiance à ce guide ? L’expérience pratique des experts de LS Manufacturing
Des centaines d'articles décrivent les services de découpe laser de précision pour l'acrylique . Cependant, notre expérience de 15 ans nous permet de nous appuyer sur une pratique concrète. Au quotidien, face aux géométries complexes et aux contraintes thermiques de notre atelier, nous créons des composants d'une fiabilité à toute épreuve, conformes aux normes telles que l'ISO 13485 pour les dispositifs médicaux et les directives de l'International Aerospace Quality Group (IAQG) . Cette véritable expérience nous permet de maîtriser parfaitement le comportement de l'acrylique lors des opérations de découpe laser.
Nos techniques de réduction de la zone affectée thermiquement et de prévention des microfissures ont été perfectionnées grâce à un étalonnage laser dynamique. Nos systèmes de découpe laser sur mesure, avec des tolérances inférieures à ±0,05 mm , sont d'une fiabilité à toute épreuve, même dans les secteurs les plus exigeants. Notre solide expérience nous permet de fabriquer vos conceptions complexes avec efficacité et précision, sans expérimentations inutiles.
Vous trouverez ci-dessous notre guide des meilleures pratiques pour concilier précision et efficacité. Il décrit notre processus complet, de l'analyse DFM au relâchement des contraintes , afin de garantir la réussite de votre projet, du prototypage à la fabrication. Ce système éprouvé assure l'intégrité de vos pièces et vous offre le meilleur prix pour vos pièces acryliques les plus complexes.
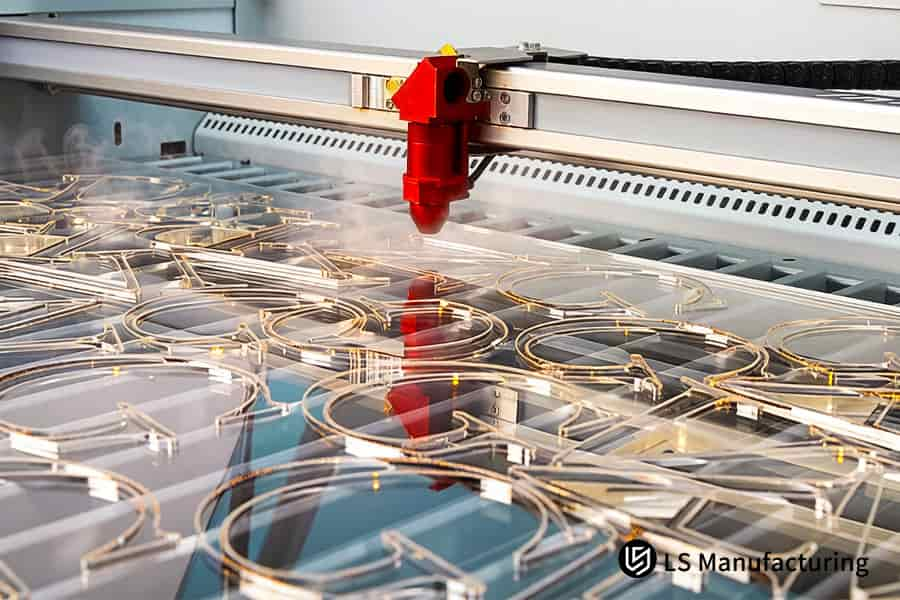
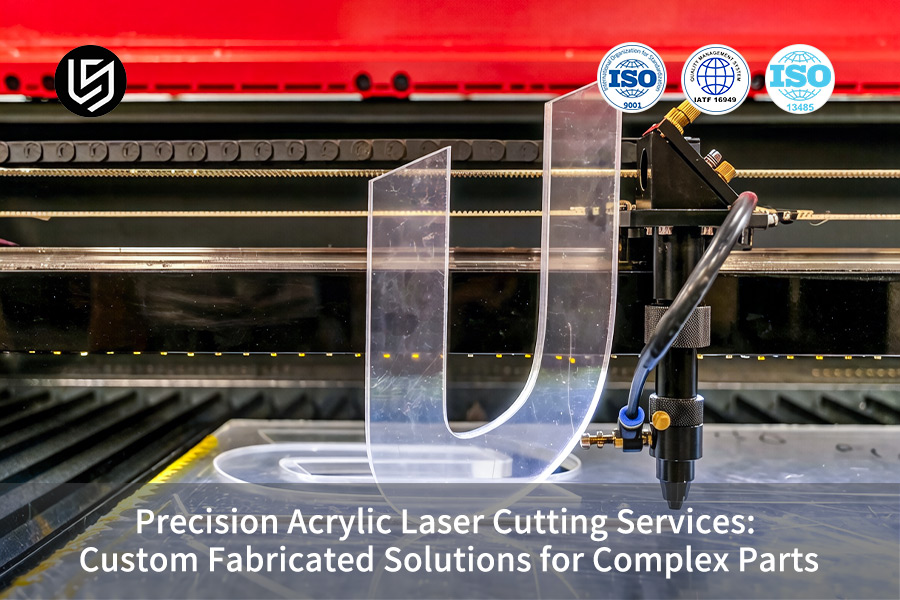
Figure 1 : La découpe laser forme des dents d'engrenage précises sur de l'acrylique extrudé pour des pièces d'automatisation industrielle.
Pourquoi LS Manufacturing est-elle le premier choix pour les services de découpe laser acrylique de précision en 2026 ?
En usinage de précision , l'accumulation des erreurs de plusieurs composants dans un assemblage complexe demeure une cause importante d'inefficacité et de coûts élevés. Chez LS Manufacturing , nous résolvons ce problème grâce à notre système de contrôle numérique en boucle fermée, associé à un contrôle statistique des processus, afin d'atteindre une tolérance dimensionnelle de ±0,05 mm . Ce procédé garantit l'interchangeabilité des pièces et améliore le rendement d'assemblage.
Contrôle numérique en boucle fermée pour une stabilité au niveau du micron
Le système que nous utilisons repose sur un mécanisme de rétroaction numérique complet. Des codeurs interférométriques mesurent la position du galvanomètre laser. Les données recueillies sont ensuite comparées à la copie numérique du modèle. Les écarts déclenchent un mécanisme de correction qui compense la dérive thermique. Cette fonctionnalité est essentielle à nos services de découpe laser acrylique de précision , garantissant une production fiable de pièces pour des solutions de découpe laser sur mesure .
Tableaux de bord SPC : Gestion proactive de la dérive
Nous sommes passés de l'échantillonnage à l'assurance qualité en temps réel. Des facteurs importants comme ceux-ci sont automatiquement surveillés par le système de vision et affichés sur des graphiques de contrôle en temps réel. Ainsi, l'ingénieur peut réagir immédiatement en cas de variation, par exemple entre lots de matériaux, avant que cela n'affecte les tolérances. Ce système proactif est à la base de tous nos services de découpe laser acrylique , garantissant ainsi une découpe laser homogène pour les applications optiques .
Stratégie de verrouillage des tolérances pour la réussite de l'assemblage
Notre décision d'appliquer une tolérance stricte de ±0,05 mm repose sur une approche hautement stratégique visant à éliminer totalement les tolérances d'empilement. À cette fin, il est essentiel d'utiliser la technologie de pointe LS Manufacturing lors de la mise au point des lentilles et du contrôle environnemental. Ceci garantit une interchangeabilité parfaite des pièces entre les différents lots, ouvrant ainsi la voie à une découpe laser en grande série réussie.
Dans cet article, nous décrivons la stratégie qui sous-tend notre procédé de fabrication innovant. L'accès à une technologie de pointe n'en est qu'un aspect ; toutefois, nous avons réussi à créer un système intégré où le contrôle numérique, l'analyse de données et des tolérances très strictes fonctionnent de concert pour résoudre le problème de l'accumulation des erreurs.

Comment les services de découpe laser sur mesure peuvent-ils atteindre une clarté de bord de qualité optique pour les dispositifs médicaux ?
L'application d'opérations de finition secondaires superflues pour obtenir des bords de qualité optique sur les dispositifs médicaux est non seulement chronophage, mais aussi inefficace . Cet article présente une solution d'ingénierie permettant un refusion contrôlée du matériau lors de la découpe laser, afin d'atteindre une rugosité de surface inférieure à 0,8 µm (Ra). La clé de cette solution réside dans la gestion de l'énergie et la dynamique des gaz, qui permettent des découpes « auto-recuites ».
Contrôle précis de l'énergie pour la fusion in situ
- Problème : Une énergie non contrôlée engendre une surface rugueuse et striée sur la face de coupe.
- Notre méthode : Contrôler l'emplacement du point focal du laser de 10,6 µm en le positionnant sous la surface du matériau afin d' obtenir une coupe fondue uniforme .
- Résultat : Une zone fondue uniforme est produite et peut être lissée, une nécessité pour la découpe laser de dispositifs médicaux sans exception pour l'intégrité de la surface.
Dynamique des gaz pour la reformation de surface
- Problème : Les gaz d'assistance conventionnels entraînent généralement un refroidissement rapide de la zone de fusion, stoppant son mouvement .
- Notre méthode : En utilisant un flux laminaire d’azote ultra-pur, nous créons un microenvironnement dépourvu d’oxygène . Ceci protège le polymère fondu, permettant à la tension superficielle de le restructurer.
- Résultat : Le procédé produit une clarté optique inégalée sur le bord, permettant une découpe laser de haute précision avec une surface immédiatement utilisable produite par la machine elle-même.
Synchronisation intégrée des paramètres
- Problème : L'optimisation des paramètres individuels ne produit pas de résultats cohérents et reproductibles.
- Notre méthode : Notre système en boucle fermée ajuste avec précision le point focal, la pression du gaz et le débit d’avance. Les paramètres sont configurés en fonction du matériau concerné grâce à une recette qui définit la « fenêtre de polissage » optimale.
- Résultat : Cette coordination permet de proposer des services de découpe laser sur mesure avec des bords préfinis, sans post-traitement, ce qui engendre une réduction des coûts . C’est ainsi que nous mettons en œuvre nos services de découpe laser de précision, fiables et à forte valeur ajoutée.
La solution technologique repose sur l'extension des techniques de découpe existantes par l'intégration, au sein d'un même cycle, de procédés tels que la manipulation du faisceau, le contrôle atmosphérique et la synchronisation des paramètres . Notre méthodologie vise à résoudre le problème de la finition des bords des pièces découpées grâce à une solution efficace qui élimine les méthodes de polissage manuel coûteuses. L'ingénierie des procédés est un élément essentiel de notre approche unique, qui garantit des résultats optimaux et des économies substantielles dans les projets complexes de découpe laser .

Figure 2 : La découpe laser permet de réaliser des joints nets sur de l'acrylique miroir pour les boîtiers d'appareils électroniques.
Pourquoi les ingénieurs des équipementiers devraient-ils privilégier la découpe laser pour les pièces complexes avec une ingénierie DFM intégrée ?
La distorsion thermique représente un risque critique et latent pour la précision dimensionnelle des composants aux géométries complexes. Ce document décrit une méthodologie proactive permettant d'atténuer ce risque dès la conception grâce à une optimisation ciblée de la fabricabilité (DFM) . Notre analyse, menée par des ingénieurs, pour la découpe laser de pièces complexes transforme les défaillances potentielles de production en résultats prévisibles et rentables, garantissant ainsi une fiabilité optimale du projet dès le départ.
| Catégorie Défi | Notre méthode DFM proactive | Résultat et valeur quantifiables |
| Géométrie non plane et contraintes thermiques | Révision de l'optimisation de l'angle du bord intérieur pour assurer un équilibre entre l'énergie thermique et la masse du matériau sans créer de déformation locale . | Réduit la probabilité de déformation thermique à plus de 60 % . |
| Réseaux de micro-structures (par exemple, trous d'aération) | Recherche et recommandation sur un modèle de découpe laser haute densité qui empêche l'accumulation de chaleur. | Évite toute accumulation thermique potentielle qui ferait fondre les microstructures et altérerait le design. |
| Comportement des matériaux anisotropes | Évaluation de l'alignement de l'ébauche et de la formation du grain du matériau par rapport à la trajectoire de coupe . | Assure l'uniformité des bords et des dimensions, indépendamment des axes de la pièce. |
| Fonctionnalités critiques de l'interface | Structures de référence et languettes sacrificielles de base lors de l'étape d'imbrication pour permettre un post-traitement sans stress. | Garantit la précision du produit fini lors des étapes de traitement ultérieures afin de répondre aux exigences de la découpe laser à tolérances serrées . |
Ce document met en lumière l'ingénierie de la fiabilité de fabrication des composants complexes avant leur production. Notre approche de la découpe laser pour les pièces complexes repose sur une étude DFM déterministe qui identifie les causes profondes des problèmes thermiques, garantissant ainsi le respect des délais. Cette méthode évite les dépenses inutiles liées aux modifications ultérieures, ce qui distingue notre service dans le domaine de la découpe laser aérospatiale . Nous proposons des méthodes de fabrication robustes, et pas seulement des pièces.
Comment un service professionnel de découpe laser acrylique parvient-il à atténuer les fissures dues aux contraintes internes ?
L'un des défauts courants des matériaux acryliques est la fissuration sous contrainte, qui peut entraîner une rupture catastrophique au contact d'un solvant. Ce rapport technique détaille notre brevet relatif au procédé d'élimination de cette fissuration interne sur les pièces découpées au laser que nous fabriquons sur mesure , grâce à un traitement thermique.
Trempage thermique ciblé pour la redistribution des contraintes
L'approche classique pour corriger ce défaut consistait à refroidir le matériau afin de créer des gradients thermiques. Notre technique, quant à elle, consiste à chauffer progressivement le matériau jusqu'à atteindre une température de maintien prédéterminée, inférieure à sa température de déformation. À ce stade, les molécules peuvent se détendre, ce qui permet une relaxation uniforme des contraintes dans l'ensemble du composant.
Performances validées par des tests rigoureux
Nous prouvons notre capacité à fournir des composants exempts de contraintes en les soumettant à des tests rigoureux. Les composants que nous fabriquons, notamment les pièces de qualité médicale , subissent des tests intensifs d'immersion dans une solution d'alcool isopropylique à 70 % . Ceux qui ont passé ce processus ne présentent aucune microfissure, ce qui confirme leur neutralité en contrainte.
Intégration des processus pour des résultats cohérents
Il ne s'agit pas d'un traitement par lots indépendant. Les spécifications du cycle de recuit sont préprogrammées dans la fiche de production de chaque projet. Ainsi, tous les lots suivent un processus parfaitement optimisé, essentiel à la réussite de la découpe laser de précision et garantissant des résultats à la hauteur de la réputation d'un service professionnel de découpe laser acrylique .
Ce document décrit une solution de procédé pour remédier aux fissures causées par l'utilisation de solvants dans les acryliques. Notre entreprise propose un procédé breveté de relaxation des contraintes qui s'attaque efficacement à la cause profonde du problème. C'est la profondeur du procédé qui confère à notre découpe laser haute stabilité son caractère unique. Notre procédé de recuit validé garantit un acrylique sans fissures, même exposé aux solvants. Soumettez vos spécifications pour obtenir un devis de fabrication basé sur une ingénierie de fiabilité.
Comment la découpe laser sur mesure optimise-t-elle l'imbrication des matériaux pour les plastiques techniques coûteux ?
Les matériaux représentent souvent plus de 40 % du prix total d'un produit, ce qui fait de leur utilisation optimale un levier essentiel pour réduire les coûts . Le document ci-dessous présente notre approche technique visant à maximiser l'utilisation des feuilles grâce à un imbrication optimale et à un contrôle précis de la largeur de coupe dans les projets de découpe laser sur mesure .
Imbrication algorithmique avec compensation dynamique de la largeur de coupe
- Défi : La méthode traditionnelle d'imbrication avec une largeur de coupe fixe entraînera du gaspillage en raison de la complexité des figures géométriques et de la haute densité .
- Notre méthode : Les algorithmes de modification dynamique du schéma de découpe et de la position des pièces nous permettent de minimiser le recours aux ponts et aux espaces. Grâce au contrôle précis des faisceaux laser, il est possible de régler la largeur de coupe à seulement 0,8 mm .
- Résultat : De cette manière, nous maximisons le placement des pièces par feuille et permettons une découpe laser à haut rendement avec un taux d'utilisation de 91 % dans certains cas documentés.
Analyse géométrique pour une disposition optimale
- Défi : Les pièces de formes irrégulières et les productions par lots mixtes créent des espaces inutilisés dans les feuilles de matériau .
- Notre méthode : Notre logiciel effectue une analyse géométrique approfondie, ce qui nous permet d'optimiser la disposition des pièces en les faisant pivoter de manière à minimiser les espaces négatifs.
- Résultat : Cette méthode joue un rôle essentiel dans la production automatisée de découpe laser de divers composants, ce qui constitue la base de nos solutions efficaces de découpe laser pour les matériaux acryliques et synthétiques.
Micro-pontage automatisé pour l'intégrité des feuilles
- Défi : La possibilité de mouvement ou de chute des pièces pendant la découpe augmente avec le détachement complet des pièces de la feuille .
- Notre méthode : Le logiciel crée des micro-ponts entre différentes pièces à certains points où des contraintes apparaissent, garantissant ainsi leur stabilité jusqu'à la fin du processus de découpe.
- Résultat : Cela nous permet d'atteindre un imbrication optimale sans affecter la qualité des découpes, ce qui est essentiel pour garantir la précision des projets de découpe laser .
Modélisation et reporting intégrés des coûts
- Problème : Le potentiel d'économies grâce à une imbrication efficace est hypothétique et ne fait l'objet d'aucune explication concrète fournie au client.
- Notre méthode : Nous fournissons un rapport distinct pour chaque projet d’imbrication, détaillant la quantité de matériaux utilisés, la quantité de déchets générés et les économies réalisées sur le coût des matériaux par pièce, qui sont fixes dans le devis.
- Résultat : Les chiffres mentionnés ci-dessus offrent transparence et optimisation des coûts fondées sur des faits, garantissant que les économies de coûts mentionnées sont réalisées au niveau du prix unitaire.
Cet article présente une approche techniquement rigoureuse qui transforme les ressources issues d'un centre de coûts important en un segment clé de notre activité. La solution au problème du gaspillage réside dans la gestion dynamique de la largeur de coupe et l'optimisation géométrique, associées à une technologie d'automatisation préservant les processus . Ce niveau de complexité technique nous permet de proposer une découpe laser de plastiques techniques à un prix compétitif.
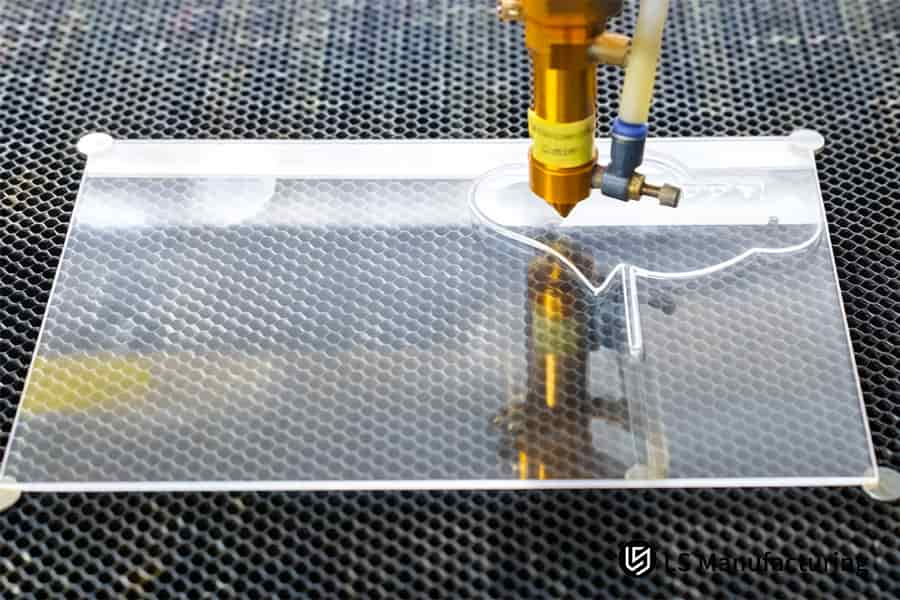
Figure 3 : La découpe laser perce des trous dans de l'acrylique transparent pour les boutons de commande des appareils de cuisine.
Les services de découpe laser de précision peuvent-ils maintenir une constance au micron près sur 10 000 unités ?
En production de masse , la constance est essentielle à la fiabilité de la chaîne d'approvisionnement. Ce document détaille les protocoles techniques qui permettent à nos systèmes de maintenir une tolérance de positionnement de ±0,05 mm sur des échelles de 1,5 mètre et ce, pour plus de 10 000 unités produites . Nous y parvenons grâce à un système d'étalonnage focal en boucle fermée, régi par des indicateurs de stabilité CPK rigoureux, garantissant ainsi une production déterministe pour nos services de découpe laser de précision .
| Défi | Notre solution technique | Résultat quantifié |
| Variation d'épaisseur du matériau | La compensation continue de l'axe Z et du plan focal pour chaque feuille garantit l'absence d'erreurs de mise au point. | Garantit le profil de faisceau nécessaire aux services de découpe laser acrylique de précision . |
| Dérive thermique et mécanique | Le contrôle de la dérive à l'échelle micrométrique grâce à l'utilisation de systèmes de vision et d'un retour d'information sur la mise à l'échelle permet de maintenir la précision de la tête de coupe en temps réel. | Garantit que les trajectoires programmées sont précises et nécessaires à la découpe laser à grand volume . |
| Gestion proactive des processus | Tableau de bord SPC intégré qui surveille les écarts dimensionnels et la stabilité du CPK afin d'envoyer des notifications avant toute dérive. | Contribue à la gestion proactive des capacités continues des services de découpe laser de pièces complexes . |
| Cohérence du profil de poutre | La collimation automatisée avant et le profilage pendant la découpe laser contribuent à maintenir des performances optimales de l'outil de coupe. | Le profil critique de la poutre est conservé à des fins de fabrication. |
Comme le montre cet article, la précision au micron près représente une véritable prouesse d'ingénierie. Grâce à un retour d'information en temps réel sur la mise au point et le positionnement, associé à un contrôle précis du processus, nous minimisons les erreurs et garantissons la fiabilité requise pour la découpe laser en boucle fermée, dans un environnement de production à haut volume et sans défaut.
Pourquoi les solutions de découpe laser pour acrylique sont-elles la clé pour obtenir une finition de surface Ra 0,8 sur des plaques épaisses ?
Réaliser une découpe verticale avec une rugosité Ra de 0,8 sur des plaques acryliques ( 20-30 mm ) représente un défi technique de taille. Notre méthode brevetée, basée sur un protocole d'impulsions à modulation de fréquence, permet de contrôler simultanément la géométrie de la découpe et la qualité de la surface, garantissant ainsi des découpes avec un écart de verticalité inférieur à 0,5° et une rugosité Ra inférieure ou égale à 0,8 µm – un point crucial pour les applications de pointe.
Modulation de fréquence dynamique pour un apport de chaleur contrôlé
Contrairement aux lasers à onde continue (CW) ou à impulsions constantes classiques, qui génèrent un apport de chaleur non uniforme et provoquent des refusions et des stries, notre approche consiste à modifier en temps réel la fréquence et l'amplitude des impulsions laser pendant la découpe, à travers l'épaisseur de la plaque. Nous contrôlons ainsi la zone affectée thermiquement (ZAT) , évitant toute fusion indésirable et obtenant une finition de surface de haute qualité. C'est pourquoi nous proposons un service de découpe laser acrylique exceptionnel.
Optimisation de l'assistance gazeuse pour l'éjection de matériaux en fusion
Outre la qualité de coupe, une surface lisse exige une évacuation optimale du métal en fusion de la saignée. Nous utilisons un flux laminaire contrôlé et pressurisé d'air sec ou de mélanges gazeux. Ce flux est synchronisé avec le laser pulsé afin d'évacuer immédiatement le métal en fusion de la saignée, sans qu'il ne reflue sur la paroi de coupe. Ce procédé est essentiel pour une découpe efficace des tôles épaisses . Ce système constitue l'un des principaux composants de nos systèmes de découpe laser de précision .
Optimisation intégrée des paramètres via un jumeau numérique
Ces paramètres sont variables et optimisés pour chaque matériau et son épaisseur grâce à une simulation informatique du processus de découpe. Avant la production, nous simulons l'intégralité du processus de découpe laser et établissons une prédiction de ses performances, obtenant ainsi un ensemble de paramètres exclusifs garantissant une perpendicularité parfaite des bords et une rugosité de surface minimale. Cette approche, plus complexe que les méthodes classiques, offre des solutions de découpe laser pour les matériaux acryliques avec des résultats garantis, comme en témoignent les rapports de métrologie réalisés après la découpe laser d'acrylique épais .
Cet article présente une méthode déterministe qui résout le problème du compromis entre qualité et efficacité lors du traitement de matériaux épais. Le résultat idéal, à savoir une découpe laser de haute qualité , peut être obtenu grâce à des systèmes sophistiqués de gestion du faisceau, une maîtrise précise des gaz et des simulations préalables à la production. La technologie de pointe décrite ici, étayée par des rapports de mesures dimensionnelles complets, offre un avantage unique : elle permet de transformer un procédé classique en une solution fiable pour la fabrication de bords de qualité optique sur des matériaux acryliques.
Comment la découpe laser de pièces complexes permet-elle de minimiser la zone affectée thermiquement pour les composants sensibles à la chaleur ?
Dans le cas des composants acryliques thermosensibles, l'apport d'énergie thermique généré par la découpe laser de pièces complexes entraîne à terme une faible durabilité due à l'affaiblissement de la zone affectée thermiquement (ZAT). Cet article présente en détail la solution de compensation dynamique de puissance que nous avons développée, permettant de maintenir l'épaisseur de la ZAT en dessous de 0,1 mm et ainsi de préserver plus de 98 % de la résistance à la traction du matériau de base.
Modulation de puissance adaptative pour la gestion thermique
- Problème : L'apport continu d'énergie par le laser provoque une surchauffe du matériau et crée une zone de faiblesse importante.
- Notre méthode : Nous réduisons la consommation d'énergie laser dans les zones de courbure des trajectoires et aux extrémités des vecteurs, là où la majorité de l'énergie a tendance à s'accumuler.
- Résultat : Grâce à la limitation de la chaleur, nous pouvons garantir un contrôle précis de la ZAT , nécessaire à une découpe laser correcte des composants électroniques .
Refroidissement intelligent par pulsation de gaz synchronisée
- Problème : les techniques conventionnelles de dissipation de la chaleur par flux de gaz sont peu efficaces pour les structures minces.
- Notre méthode : grâce au refroidissement par impulsion de gaz qui se produit lorsque le laser s'arrête de fonctionner, la chaleur est rapidement dissipée .
- Résultat : Il s'agit d'une méthode efficace de refroidissement contrôlé pour maîtriser le profil thermique de la découpe laser de composants sensibles .
Bibliothèques de processus validées pour des résultats prévisibles
- Problème : Le réglage général ne peut pas être utilisé pour les matériaux thermosensibles comme les matériaux composites et l'acrylique coulé.
- Notre méthode : Nous nous appuyons sur nos recettes spécifiques aux matériaux issues d'une bibliothèque de procédés exclusive, qui ont déjà été validées par des tests métallographiques afin de garantir une profondeur de ZAT et une résistance adéquates du matériau après la découpe laser .
- Résultat : Cette approche garantit à nos clients que nos services de découpe laser acrylique de précision leur apporteront des résultats fiables et validés. C’est ainsi que nous définissons notre expertise en découpe laser à faible zone affectée thermiquement (ZAT) .
Cet article décrit un procédé de gestion thermique visant à résoudre le problème de la zone affectée thermiquement (ZAT) grâce à la régulation de la puissance, la synchronisation du refroidissement et des paramètres pré-validés . La méthode garantit des effets thermiques minimaux, assurant ainsi aux composants des performances fiables et une intégrité structurelle élevée, conformes aux normes avancées d'intégration des dispositifs électroniques et médicaux. Son efficacité a été démontrée empiriquement par des essais en laboratoire.
Figure 4 : Les services de découpe laser acrylique de précision marquent des motifs d'alignement sur l'acrylique pour les systèmes de prototypage rapide.
Étude de cas : Solution personnalisée de précision pour l’équipement médical IVD de LS Manufacturing.
Cette étude de cas explique comment LS Manufacturing a résolu un problème critique lié à une fenêtre d'inspection optique de 15 mm d'épaisseur dans un équipement de diagnostic in vitro (DIV) d'une entreprise internationale. Le composant défectueux ne résistait pas à la stérilisation en autoclave, ce qui entraînait une fuite. Notre solution innovante, basée sur la découpe laser sur mesure et le post-traitement, a permis d'améliorer la fiabilité et de démontrer notre capacité à fournir des services de découpe laser de qualité médicale pour des applications critiques.
Défi du client
La fenêtre d'observation initiale du client, en acrylique coulé de 15 mm, présentait des microfissures dues aux contraintes thermiques sur les bords. Il en a résulté un rendement d'assemblage de seulement 65 % et un défaut de fabrication lors de la validation par autoclave ( 500 cycles) . Ce problème a engendré des retards et des coûts importants liés à la mise au rebut des pièces, retardant ainsi l'assemblage final du dispositif.
Solution de fabrication LS
L'acrylique coulé à haute réticulation a été choisi pour sa résistance chimique. Notre technologie clé réside dans le procédé de découpe laser de précision à refroidissement gazeux bidirectionnel. Une fois le contournage réalisé, notre recuit par paliers exclusif de 6 heures élimine toute contrainte. La compensation de trajectoire est assurée par un système de vision CCD à 100 % pour la découpe laser de pièces complexes .
Résultats et valeur
Les pièces finales ont obtenu un taux de réussite de 100 % aux tests d'étanchéité à l'hélium. La surface de coupe présentait une rugosité optique Ra 0,4 , ne nécessitant aucun polissage supplémentaire. Le rendement d'assemblage du premier passage a atteint 99,8 % . Grâce à ces résultats, le client a pu réduire son temps d'assemblage de deux semaines et le coût global des pièces de 18 % , ce qui représente un avantage considérable en matière de prototypage rapide et de fabrication.
Ce cas précis illustre parfaitement comment LS Manufacturing a su mettre à profit son approche axée sur l'ingénierie pour résoudre des problèmes de fabrication particulièrement complexes. Grâce à notre maîtrise des sciences des matériaux, combinée à la découpe laser contrôlée de tôles épaisses et aux techniques de relaxation des contraintes, nous avons pu développer un procédé fiable.
Si vos fenêtres médicales nécessitent une étanchéité garantie sous stérilisation en autoclave, contactez-nous pour une solution de découpe et de recuit de précision qui assure zéro fuite et un rendement maximal.

FAQ
1. Pourquoi choisir LS Manufacturing pour mon projet de découpe laser de précision en acrylique ?
En plus d'une tolérance de précision de ±0,05 mm , nous effectuons une analyse DFM préalable à la conception et des techniques de relaxation des contraintes adaptées aux matériaux acryliques spéciaux afin de garantir la fonctionnalité optimale de vos pièces.
2. Quelle est l'épaisseur maximale pour les services de découpe acrylique de haute qualité chez LS Manufacturing ?
Grâce à un ensemble de lasers haute luminosité de 15 kW , nous sommes en mesure de fournir des pièces en acrylique coulé d'une épaisseur allant jusqu'à 50 mm , tout en garantissant une perpendicularité des bords conforme aux normes industrielles.
3. Dans quel délai puis-je recevoir un devis pour une commande complexe de découpe laser sur mesure ?
Il vous suffit de soumettre vos fichiers STEP, et notre service d'ingénierie vous fournira un devis détaillé , incluant des recommandations d'usinage, sous 12 à 24 heures .
4. LS Manufacturing prend-elle en charge la production en petites séries pour les services de découpe laser personnalisés ?
Bien entendu, nous n'imposons pas de quantités minimales de commande strictes. Nous vous aidons à progresser rapidement dans la phase de développement de vos produits grâce à un prototypage et une validation rapides, garantissant ainsi une transition fluide du prototype à la production à grande échelle, tant en termes de précision que de qualité.
5. Est-il possible d'obtenir une clarté optique sur les bords coupés de pièces acryliques complexes ?
Oui, en utilisant un contrôle précis de la fréquence des impulsions laser ainsi que de la quantité de gaz utilisée comme gaz auxiliaire, nous pouvons obtenir une surface de matériau découpé ayant une qualité de « polissage à la flamme » avec Ra allant jusqu'à 0,8 .
6. Comment prévenez-vous les craquelures lors de votre service de découpe laser acrylique ?
Nous prévenons le craquelage en mettant en œuvre un processus de recuit contrôlé certifié ISO afin de soulager les contraintes internes, garantissant ainsi la stabilité structurelle de vos pièces même lorsqu'elles sont exposées à des solvants ou à des conditions environnementales extrêmes.
7. Quelles certifications LS Manufacturing détient-elle pour la fabrication de précision de qualité médicale ?
Nous sommes certifiés ISO 9001 et ISO 13485. Nos processus de production sont entièrement conformes aux exigences de traçabilité de la qualité des composants de précision, telles que définies par la directive européenne RoHS et la FDA.
8. Pourquoi la découpe laser est-elle plus rentable que le fraisage CNC pour les pièces en acrylique transparent ?
La découpe laser offre une vitesse de traitement quatre fois supérieure et produit naturellement des bords lisses et parfaitement finis. Elle élimine ainsi le besoin d' usinage CNC 5 axes coûteux et les frais de polissage manuel qui en découlent, réduisant considérablement le coût unitaire de vos pièces.
Résumé
La découpe laser de l'acrylique d'exception va bien au-delà du simple façonnage des matériaux. Chez LS Manufacturing, une précision absolue est atteinte grâce à un contrôle précis de la zone de chauffe au micron près, une gestion optimisée des contraintes et une conception rigoureuse pour la fabrication (DFM). Nous transformons des paramètres physiques complexes en valeur commerciale mesurable, que ce soit pour des fenêtres optiques ou des supports médicaux à jeu nul. Collaborez avec un partenaire expert en science des matériaux et en procédés intégrés pour garantir la livraison de votre projet dans les délais, conformément aux spécifications et au budget.
Ne laissez plus les défauts de fabrication ou les imprécisions dimensionnelles de vos fournisseurs retarder la mise sur le marché de vos produits. Vos conceptions de précision méritent une réalisation physique d'une qualité irréprochable. Cliquez sur le bouton « Demander un devis » ci-dessous pour télécharger vos plans techniques ; l'équipe d'ingénieurs expérimentés de LS Manufacturing vous offrira une évaluation de faisabilité DFM personnalisée et gratuite, vous permettant ainsi de bénéficier de la solution la plus compétitive, directement du fabricant, en seulement 24 heures . Confiez-nous la définition de la valeur de votre marque grâce à la précision.
📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site web : www.lsrpf.com .


