Usinage CNC 5 axesest la réponse à la fabrication de pièces géométriques complexes. Tant que la pièce présente des surfaces courbes complexes, des trous obliques ou des caractéristiques multi-angles, plusieurs opérations de serrage sont nécessaires avec un équipement à 3 axes. La cause fondamentale réside dans le degré de liberté limité des machines-outils traditionnelles à 3 axes et dans l’orientation fixe de l’outil.
Cet article examinera de plus près la définition, la fonction et les différentes configurations duAxes A, B et C en usinage 5 axeset exposer les principes de leur travail collaboratif. Pendant ce temps, combiné avecFabrication LSpratique d'ingénierie, il illustre comment cette technologie résout les problèmes difficiles d'usinage de pièces pour les clients et de manière globaleaméliore la précision, l'efficacité et la rentabilité des clients.Pour vous faire gagner du temps, voici un bref aperçu des principales conclusions.
Tableau de référence rapide des points essentiels de l'usinage CNC à 5 axes
| Module | Points essentiels |
| Défis | L'usinage 3 axes de pièces complexes nécessite plusieurs opérations de serrage, ce qui entraîne des problèmes deprécision, efficacité et coût. |
| Cause fondamentale | Les machines-outils à 3 axes ont une orientation d'outil fixe sans liberté de mouvement pour gérer les angles spatiaux. |
| Percée technologique |
Ajout d'axes rotatifs A, B et Cpermet à l'outil d'approcher la pièce sous tous les angles. |
| Avantage essentiel |
Réalisation d'usinages complexes en une seule configuration avecprécision assurée, améliorant considérablement l’efficacité. |
| Valeur de l'application | Offrir aux clientssolutions à haute efficacitéà travers des pratiques telles que Fabrication LS. |
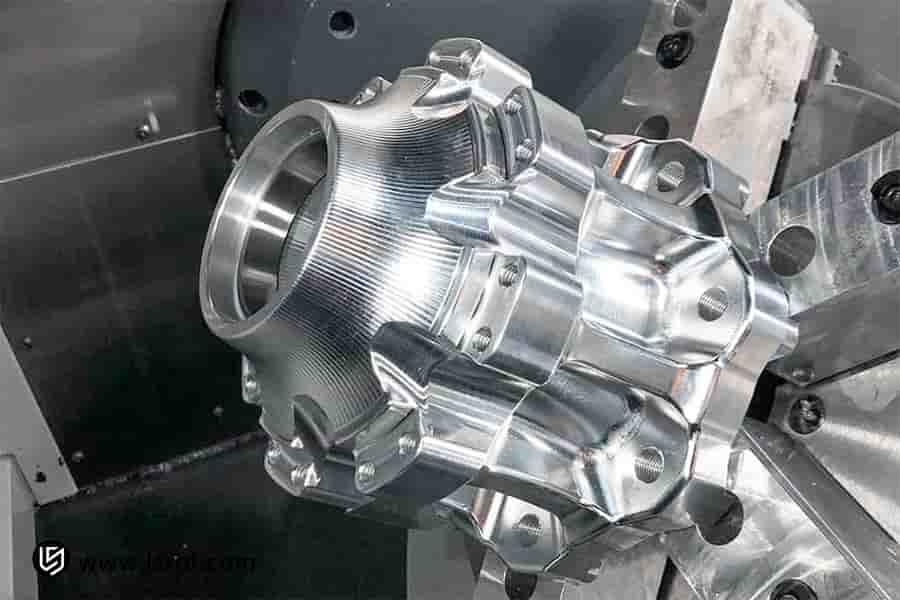
Equipé dedeux axes rotatifs,Usinage CNC 5 axespermet à l'outil de traiter la pièce sous n'importe quel angle spatial. Sa valeur fondamentale réside dans la réalisation "configuration unique, usinage complet" de pièces complexes. Cela élimine fondamentalement l'erreur cumulative causée par de nombreuses configurations, complètementgarantit une grande précision dans le traitement et réduit considérablement le temps auxiliairetout en simplifiant les processus de production. Cela signifie la solution ultime pour la fabrication de pièces complexes dans les délais requis.haute qualité, temps de cycle court et faible coût.
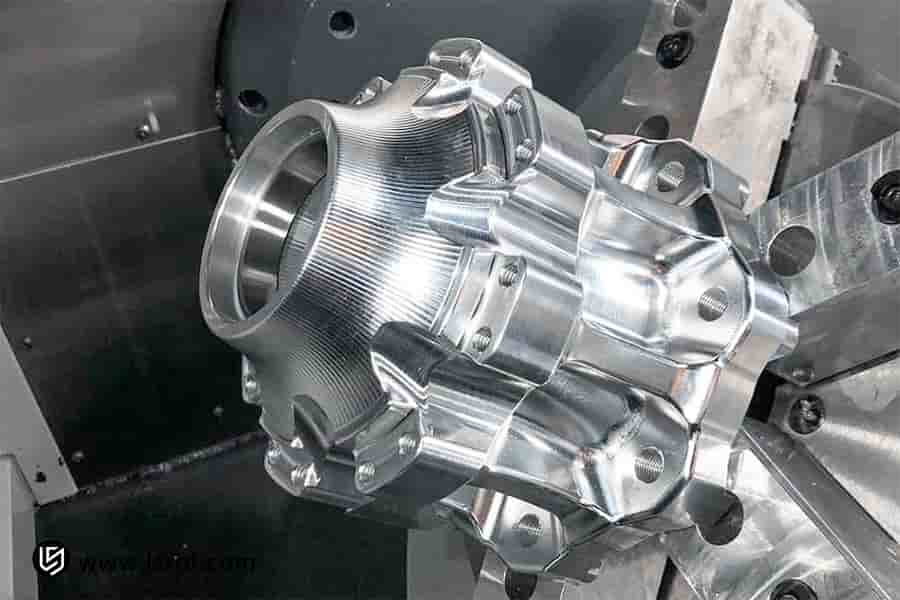
Figure 1 : Système CNC avec capacité complète de contournage à 5 axes par LS Manufacturing
Pourquoi faire confiance à ce guide ? Expérience pratique des experts de fabrication LS
Avec la grande quantité d'informations disponibles surUsinage CNC, pourquoi cette discussion sur Technologie 5 axesvaut-il la peine d'être lu attentivement ? En effet, nous croyons sincèrement que la véritable connaissance ne vient pas de la déduction théorique mais d'un affinement répété sur la chaîne de production. Notre équipe, opérant dans les cadres stricts deIATF 16949et leGroupe international de qualité aérospatiale (IAQG), est toujours à l'avant-garde, face aux défis quotidiens posés par les alliages à haute dureté, les tolérances strictes et les géométries complexes.
Depuis plus de dix ans, nous avons réalisé avec succès plus de 50 000 pièces personnalisées avec usinage 5 axes.Chaque avancée nous a apporté une expérience précieuse : comment optimiser les stratégies de parcours d'outil en fonction de diverses propriétés des matériaux, comment contrôler efficacement les vibrations et les déformations dans l'usinage de cavités profondes et comment planifier scientifiquement les cycles de production dans le cadre de commandes multitâches.
Ce guide partage ces informations pratiques, vérifiées par des tests avec des déblais et des liquides de refroidissement.Notre objectif est clair :pour résumer systématiquement nos expériences réussies et les premiers enseignements tirés et vous aider à éviter les pièges auxquels nous avons dû faire face, en abordant directement les principaux goulots d'étranglement en matière d'efficacité et de qualité dansUsinage 5 axes.
Comment les axes A, B et C sont-ils définis dans5-Usinage CNC sur axes ?
Expliquer clairement les définitions spécifiques des 3 axes rotatifs donne une longueur d'avance pour maîtriser l'utilisation de la technologie dansUsinage CNC 5 axes. Les trois correspondent àAxe A Axe B Axe C CNC, qui sont les mouvements de rotation en correspondance avec les axes de coordonnées linéaires de la machine-outil. Les définitions et fonctions spécifiques incluent :
- Axe A : Rotation autour de l'axe X :Le mouvement sur l'axe A fait référence à la rotation autour de l'axe X de la machine-outil. Vous pouvez donc imaginer lela pièce ou l'outil entier se balance d'avant en arrière dans une direction centrée sur l'axe Xs. Un tel mouvement est idéal pour l'usinage d'éléments inclinés ou pour des surfaces courbes sur les côtés des pièces.
- Axe B : Rotation autour de l'axe Y :L'axe B est le mouvement de rotation autour de l'axe Y. Il apparaît toujours sous la forme de rotations gauche-droite de la table de travail ou de la broche. Par conséquent,lors de l'usinage, l'axe B coopérera avec d'autres axes de telle sorte que l'outil s'incline selon un angle optimal, complétant ainsi efficacement le fraisage d'une cavité ou d'un moule compliqué.
- Axe C : rotation autour de l'axe Z :L'axe C est le nom donné au mouvement de rotation passant par360°autour de l’axe Z perpendiculaire à la table de travail. C'est le plus utilisé dansAxe des tables rotatives CNCet agit un peu comme une tête d'indexation de précision en ce sensil peut faire tourner une pièce avec précisionà travers n'importe quelle position circonférentielle pour usiner toutes sortes de trous ou contours répartis sur la circonférence.
En d’autres termes, l’essence de Axe rotatif CNC 5 axesLa technologie est la définition précise et le mouvement coordonné des axes rotatifs A, B et C. C'est cette logique de mouvement basée sur unSystème de coordonnées cartésiennescela fait leUsinage CNC sur l'axe A, l'axe B et l'axe Ccapable d'usiner des angles spatiaux complexes.

Pourquoi l'usinage 5 axes doit-il compter sur ces axes rotatifs ?
L'avantage le plus important deUsinage 5 axesC'est la possibilité qu'il offre de surmonter la limitation spatiale des machines-outils conventionnelles à 3 axes grâce au mouvement rotatif. Cesaxes rotatifsne sont pas de simples compléments fonctionnels ;ils constituent plutôt la pierre angulaire pour usiner efficacement et avec une grande précision des pièces complexes.Leur valeur fondamentale est représentée principalement dans les aspects suivants :
Réalisez avec précision un positionnement multi-angle et complétez l'usinage de géométries complexes
La fonction la plus fondamentale de ces axes rotatifs est defaire en sorte que l'outil s'approche de la surface d'une pièce à usiner sous n'importe quel angle optimal souhaitégrâce à l'oscillation des axes A, B et C. Qu'il s'agisse d'un trou incliné, d'une surface incurvée complexe ou d'une structure de cavité profonde, l'outil peut toujours conserver la meilleure posture de coupe pour terminer tous les processus en une seule configuration, ce qui est une expression fondamentale deFondamentaux de la CNC 5 axeset constitue une base solide pour la technologie.
Évite efficacement les interférences entre l'outil, la pièce et la machine-outil
Lors de la fabrication de cavités profondes, de sections concaves ou de structures compactes, la tige de l'outil ou la tête de broche entre généralement en collision avec la pièce. Le réglage spatial de l'angle au moyen de l'axe rotatif permet un trajet sans interférence et doncrend accessibles en toute sécurité à l'outil des zones qui n'auraient pas été accessibles de cette manière avec un outil conventionnel.
Assurer la précision globale, améliorer la qualité de la surface
Toutes les opérations, depuis la donnéepositionnement et usinage latéralà la gravure de la surface, se font sur le même système de coordonnées sans opérer le travail de manière répétée. Essentiellement, cela évite l’accumulation causée par des positionnements répétés. De plus, en ajustant l'angle, la zone où la vitesse linéaire à la pointe de la fraise à bille estle plus grand peut être utilisé pour couper et graver la pièce, obtenant ainsi une meilleure qualité de surface.
En un mot, le pouvoir deFondamentaux de la CNC 5 axes réside dans les différents degrés de liberté offerts par cesAxes de table rotative CNC. Pour l'usinage, ils le surélèvent d'unPlan bidimensionnel vers espace tridimensionnelafin d'atteindre "une pince, usinage complet". Ceci est non seulement crucial pour améliorer l’efficacité, mais également déterminant pourassurer les tolérances de forme et de position intégrales et la précision géométrique des pièces; c'est donc une technologie indispensable pour la fabrication dans des domaines de haute technologie tels queaérospatiale et médecine de précision.
Quelles sont les configurations d’axes courantes pour les machines-outils à 5 axes ?
DansUsinage CNC 5 axes, leAxes rotatifs A, B et Cpeut être affecté soit à la table de travail, soit à la tête de broche de la machine-outil. Cela donne lieu à un certain nombre de variations dansConfigurations d'axes CNC, qui influencent directement les capacités d’usinage et l’applicabilité. Vous trouverez ci-dessous une comparaison de plusieurs configurations courantes :
| Type de configuration | Fonctionnalités principales et scénarios applicables |
| Table rotative double | La table de travail intègre les deux axes rotatifs, tels queAxes A et C. C'est idéal pourcomplexe de petite à moyenne taille etusinage de pièces de précision. |
| Tête pivotante double | Les deux axes rotatifs, comme par exempleAxes A et B, sont montés sur la tête de broche. Il convient àgérer les pièces volumineuses et lourdes. |
| Une tête rotative et une tête pivotante | Par exemple, un axe rotatif peut être sur la table de travail, comme leAxe C, et un autre sur la tête de broche, comme l'axe B pour un usinage flexible. |
La première étape cruciale de la mise en œuvre réussie du Projet d'usinage CNC 5 axesest de choisir une configuration appropriée deAxes CNC.Fabrication LSdispose d'un cluster de machines-outils avancé couvrant toutes les configurations principales mentionnées ci-dessus, et son équipe de processus chevronnée peut vous proposerla solution la plus efficace et la plus économiquede la source selonles dimensions spécifiques, les caractéristiques structurelles et la précision des pièces, pour le meilleur équilibre entre capacité de traitement et rentabilité.

Figure 2 : Pièces finies en une seule configuration à l'aide d'un axe rotatif par LS Manufacturing
Quelles sont les différences essentielles entre l'usinage de positionnement 3+2 axes et l'usinage de liaison 5 axes ?
La différence fondamentaleentre l'usinage 3+2 axes et l'usinage 5 axesest l'état de mouvement des axes rotatifs en cours d'usinage : il s'agit soitusinage étape par étapeaprès fixation d'un angle ou usinage intégré, avec tous les axes continuellement liés. Cette distinction est au cœur deUsinage 3+2 axes vs 5 axes et détermine leurs niveaux techniques respectifs et les scénarios applicables. Le tableau suivant compare, en détail, les différences essentielles entre les deux modes :
| Dimensions de comparaison | Usinage de positionnement 3+2 axes (orientation 5 axes) | Usinage de liaison 5 axes (véritable 5 axes) |
| Principe de fonctionnement | Les axes rotatifs sont à un angle fixe puis verrouillés. De plus, seuls les axes X/Y/Z effectuent lecoupe linéaire. | Les axes linéaires X, Y et Z se déplacent toujoursde manière synchrone et continuetout en effectuant la coupe en coordination avec deux des axes A/B/C. |
| Usinage d'objets | Il convient pourl'usinage de pièces en forme de caisson avec des caractéristiques angulaires discrètes, tels que les polyèdres et les trous obliques. | Spécialement conçu pour les géométries complexes avec des formes en constante évolution, commeroues, hélices et surfaces sculptées avec des détails complexes. |
| Principaux avantages | Programmation facile, haute stabilité, plus économique et évite le serrage de plusieurs pièces. |
Il est capable d'usiner des surfaces spatiales complexes en une seule fois avecexcellente qualité de surface et précision des contours. |
| Exigences relatives aux machines-outils | Les performances dynamiques que le système CNC et la machine-outil doivent fournir sont relativement faibles. | Un système CNC hautes performances est requis avec une réponse dynamique élevée pour éviter les erreurs de mouvement. |
L'usinage 3+2 axes peut effectuer une variété de tâches d'usinage 3 axes par étapes et par lots,ce qui en fait un excellent moyen d'élaborer un polyèdre. En vraiUsinage de liaisons 5 axes, tous les axes sont en mouvement à chaque instant de la coupe, gardant de manière optimale la pointe de l'outil en contact avec la surface. C'est la manière ultime de produire des pièces complexes de haut niveau endes domaines tels que l'aérospatiale et l'énergie.

Comment les différentes configurations d’axe rotatif affectent-elles les résultats d’usinage réels ?
La répartition de l'axe de rotation, à savoir la configuration duAxe CNC en usinage CNC 5 axes, détermine la capacité de travail et la précision de la machine-outil et constitue le cœur de Explication des axes CNC 5 axes.Différents schémas de configuration apporteront des résultats d'usinage radicalement différents :
Impact sur la précision et la stabilité de l'usinage
Dans le cas de petites pièces de précision, telles queimplants en alliage de titane pourdispositifs médicaux, une double table rotative serait plus efficace, ce qui signifie que les axes A et C sont sur la table de travail. Cette configuration peut atteindre une précision et une stabilité d'indexation extrêmement élevéesen raison du poids léger et de la faible inertie en rotation de la pièce, ce qui permet d'obtenir des contours clairs de structures trabéculaires complexes.
Impact sur la plage d’usinage et l’accessibilité
Quandl'usinage de grandes roues oumoules automobiles,une configuration à double tête oscillante est plus appropriée :les axes B et C sont sur la broche. La pièce peut être fixée sur la table de travailsans créer de problèmes de force centrifugeen raison de la rotation de la pièce. Cela permet à l'outil d'aborder n'importe quelle zone du gros travail sous le meilleur angle, en résolvant les problèmes d'interférence et d'accessibilité.
Impact sur l'efficacité et la flexibilité de l'usinage
Une configuration hybride, telle qu'une tête rotative avec une tête oscillante, comme une tête oscillante d'axe B combinée à une table rotative d'axe C, offre de la flexibilité.Dans notre pratique, lors de l'usinage de filtres à cavité de communication contenant des éléments latéraux et des trous obliques supérieurs, l'oscillation de l'axe B est capable d'optimiser l'angle de fraisage latéral, suivi deindexation et usinage rapides du plateau via rotation axe C; cela augmente considérablement l'efficacité par rapport à plusieurs opérations de serrage.
Autrement dit, les différentes combinaisons deAxes de table rotative CNCsont directement liés à la qualité finale, à l'efficacité et à l'économie de l'usinage, et pas seulement aux différences mécaniques. Avec une profonde compréhension duExplication des axes CNC 5 axeset une riche collection de machines-outils,Fabrication LSest capable de mener une planification précise des processus et de sélectionner lesAxes CNCen fonction des caractéristiques de votre pièce dès le début d'un projet pour garantir les meilleures solutions d'usinage dès le début.
Figure 3 : Contours complexes produits via la cinématique de l'axe ABC par LS Manufacturing
Quel est le défi de la programmation CNC multi-axes ? Comment résoudre ?
Programmation CNC multi-axesest le principal facteur qui finirait par débloquerCapacité d'usinage sur 5 axes. Le défi au cœur de la technologie est de savoir comment transformer des modèles 3D complexes en commandes de mouvement correctes que la machine-outil peut exécuter de manière sûre et efficace. Les difficultés majeures que pose ce domaine se traduisent par les aspects suivants :
- Planification précise des parcours d'outils spatiaux :Programmation 5 axesdevrait être en mesure de garantir le positionnement et le contrôle de l'attitude de l'outil dans l'espace 3D. Si la planification du chemin est erronée,cela entraînera facilement des changements soudains dans les angles de coupe, des résidus de matériau ou une surcoupe.Nous utilisons des algorithmes avancés via le logiciel CAM pour adapter avec précision la trajectoire de l'outil à la surface de la pièce et maintenir un état continu et stable pendant la coupe.
- Évitement complet des collisions pendant l'usinage :L'introduction d'axes rotatifs augmente considérablement la possibilité d'interférence entre la broche, le porte-outil, la pièce à usiner et le montage. Dans ce document,nous appliquons un système de simulation virtuelle avec un modèle complet de machine-outil à l'étape de programmationpour détecter les collisions cinématiques de la chaîne et effectuer un ajustement d'attitude ou générer automatiquement les trajectoires d'évitement pour assurer la sécurité pendant l'usinage.
- Correspondance précise et optimisation par le post-processeur :C'est le travail du post-processeur de prendre ces fichiers de parcours d'outil génériques et de les traduire en code que la machine-outil spécifique peut comprendre. Pour chaque machine,nous écrivons un post-processeur personnalisé correspondant aux caractéristiques de la cinématique et du système de contrôle de la machine-outilafin que le programme exploite toutes les performances de la machine.
Face aux défis systémiques liés àprogrammation CNC multi-axes, nous développe des solutions standardisées à partir de l'expérience acquise au cours de plus de4 000 projets compliqués. Notre base de données de processus comprend des paramètres optimisés pour divers matériaux, outils et fonctionnalités, combinés à des modèles de post-processeur éprouvés en production quinous permettent de fournir aux clients des programmes d’usinage sûrs, efficaces et hautement optimisés, améliorant ainsi efficacement la qualité et l’efficacité de l’usinage.
Comment la technologie 5 axes de LS Manufacturing résout-elle les défis d'usinage pour les clients ?
Le Étude de cas sur l'usinage 5 axes de LS Manufacturing démontre pleinement comment nous traduisons les technologies les plus avancées en valeur réelle pour nos clients. Face à un goulot d'étranglement, la fabrication d'un composant complexe en alliage de titane pour une entreprise aérospatiale a été grandement améliorée grâce à une solution systématique.
Défi client
Une certaine entreprise aérospatiale avait un certain composant de nacelle de moteur en alliage de titane à surface incurvée spatialement complexe et à structure de cavité profonde qui devait être usiné.Usinage segmenté sur machine-outil conventionnelle 3 axesnécessite de multiples opérations de serrage, conduisant à l’accumulation d’erreurs. Cela provoque également un broutage de l'outil lors de l'opération d'usinage de la surface inclinée et des cavités profondes, conduisant à une précision instable des pièces.Cela a entraîné un taux de rebut de production initial pouvant atteindre 40 %, ce qui a eu un impact considérable sur les calendriers des projets.
Solution de fabrication LS
Nous avons trouvé unUsinage 5 axes solutionà caractère professionnel. Adopter la fonction de l'axe B de la machine-outil avec unCentre d'usinage à liaison 5 axespermet un grand angle d'inclinaison de la pièce et unrotation continue de l'axe C, ce qui permet à la fraise d'être toujours en contact avec la surface de la pièce dans les meilleures conditions d'angle de coupe, complétant ainsifraisage de haute précision de toutes les surfaces complexesen un seul processus de serrage, évitant efficacement les erreurs de positionnement répétées et améliorant considérablement les conditions de coupe.
Résultats et valeur
Après la mise en œuvre de la nouvelle solution, la qualité d'usinage de ce composant a fait un saut qualitatif :le taux de qualification des produits a augmenté considérablement, passant de 60 % à plus de 98 %.En raison de la centralisation des processus, lele cycle de livraison a été raccourci de 50 %. Il a réduit les investissements en outillage et en montage ainsi que le temps de traitement secondaire, réduisant ainsi considérablement le coût global pour les clients et garantissant la bonne livraison des projets critiques.
CeciÉtude de cas d'usinage 5 axes LS Manufacturingmontre que la valeur clé deTechnologie 5 axesconsiste à éliminer à la source les facteurs conduisant à une perte de précision grâce à l'innovation des procédés de "serrage unique, usinage complet". Relever le défi de fabrication haut de gamme que représentent les pièces complexes,Fabrication LSfournit non seulement des équipements avancés, mais propose des solutions globales avec une connaissance approfondie des processus, comme une bibliothèque de paramètres de coupe pouralliages de titane.
Comment choisir la configuration 5 axes appropriée en fonction des caractéristiques de ma pièce ?
Essentiellement, choisir correctement leConfiguration des axes CNCsignifie faire correspondre étroitement les capacités de la machine-outil avec celles des besoins en pièces, et cela est directement lié àusinage efficace, précision et avantages. Par exemple, voici un guide pratique de sélection basé sur les caractéristiques de la pièce :
Taille et poids des pièces
Selon la structure de la machine-outil, les pièces volumineuses et lourdes, commebancs de machines-outils ou grands moules, doivent être équipés d'unde type portique 5 axesen raison de sa grande stabilité et de sa grande capacité de charge. Les pièces de précision de petite et moyenne taille commeroues et dispositifs médicauxsont mieux produits sur leCentre d'usinage 5 axes à berceau (double table), dans une structure compacte et avec une précision dynamique extrêmement élevée.
Complexité géométrique et exigences techniques
Configuration de l'axe : type berceau ou compositeCentre d'usinage 5 axespour les pièces à surface incurvée complexe, à cavité profonde et/ou à trou incliné telles questructures aérospatiales etpièces de moulage par injection.Le type de berceau permet de fabriquer des pièces pour plusieurs faces en une seule configuration. Cette configuration minimise les temps de serrage des pièces, garantitprécision de positionnement et réduit le temps de cycle.
Exigences en matière de volume de production et d’automatisation
Affectant le retour sur investissement : dans la production à grand volume,Centres d'usinage CNC 5 axes devrait êtreéquipé d'un APS pour réaliser une production sans interruption 24h/24 et 7j/7, alors que dans la production flexible, multi-variétés et en petits lots, la demande d'une configuration rapide et d'une polyvalence est plus grande que celle d'une vitesse purement élevée.
Bref, l'optimalConfiguration des axes CNCs'accompagne d'une compréhension approfondie de la façon dont votre pièce est fabriquée. Nos ingénieurs fourniront le système le plus économique et le plus efficaceSolution d'usinage CNC 5 axespour vos besoins tout en vous assurant que tout dans lequel vous investissez en vaut la peine. Vous pouvez, à tout moment, demander un rapport d’analyse approfondie.

Figure 4 : Centre d'usinage CNC industriel axes A et C de LS Manufacturing
Quelles sont les utilisations incorrectes courantes des axes rotatifs dans l’usinage 5 axes ?
Utilisation incorrecte des axes rotatifs dansUsinage 5 axesporte lerisque le plus élevé de panne d’équipement et de mise au rebut de pièces.Les principes des axes rotatifs 5 axesdoivent être assez bien compris et le fonctionnement doit être standardisé. Voici quelques idées fausses courantes :
- Ignorer les limites physiques, ce qui entraîne des collisions :Différent Configurations de machines-outils 5 axes sélection ont des limitations d’angle de rotation et des zones d’interférence spécifiques. Si ceux-ci ne sont pas pris en compte lors de la programmation et du fonctionnement, des collisionsentre la broche, l'outil, la pièce à usiner ou les fixationspeut se produire facilement. La clé de la prévention est une simulation complète du mouvement de la machine-outil avant de faire fonctionner la machine.
- Écart de programmation par rapport aux principes de l'axe rotatif à 5 axes :Le noyau deUsinage 5 axesest le suivi des info-bulles (TCP) et la transformation des coordonnées. Un réglage incorrect du centre de rotation ou une programmation du point zéro entraîneraentraîner une mauvaise posture de l'outil et des produits défectueux. Cela signifie que les ingénieurs de procédés doivent avoir une compréhension approfondie des principes de la cinématique et s'assurer que le post-traitement des fichiers pourprogrammation CNC multi-axessont absolument exacts.
- Une confusion dans la gestion du système de coordonnées peut également entraîner une perte de précision : En mouvement continu, le système de coordonnées de la pièce doit être décalé avec précision avec la rotation. Si cela dépend de calculs manuels ou si cela n'est pas pris en charge par le post-traitement, la pointe de l'outil s'écartera de sa position théorique. Un système CAM professionnel gérera automatiquement la rotation des coordonnées.
Bref, éviter ces erreurs nécessite de la rigueur tout au long de la chaîne, depuis la sélection des équipements jusqu’à la programmation des procédés.Fabrication LS, tout en apportant des solutions, assure non seulementla rationalité de la sélection de la configuration de la machine-outil 5 axesmais aussi des formations approfondies basées sur lesPrincipes des axes rotatifs 5 axes etprogrammation CNC multi-axessoutien. Avec notre rigueur professionnelle, nous protégeons vos processus d’usinage complexes.
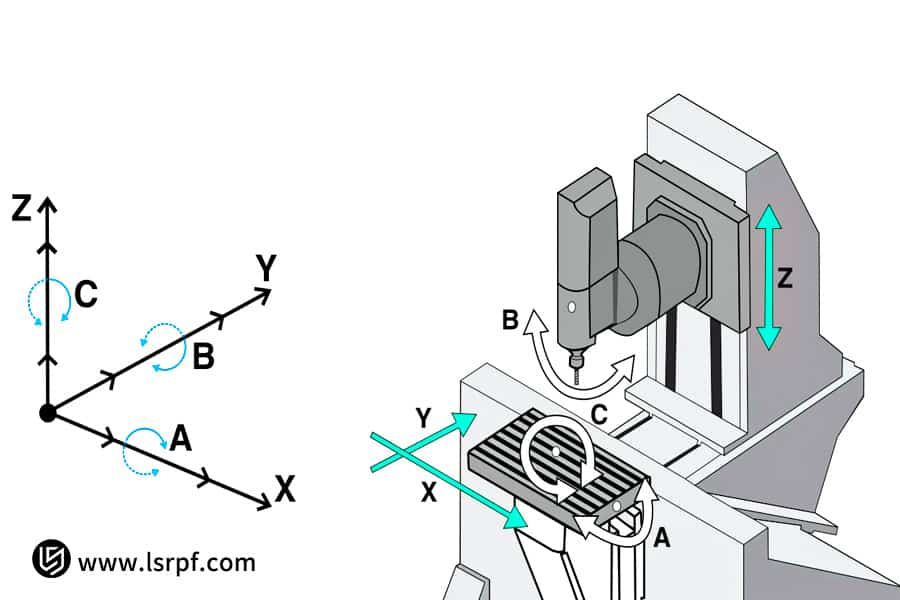
Figure 5 : Schéma des axes rotatifs dans une machine CNC 5 axes de LS Manufacturing
FAQ
1. L'usinage 5 axes doit-il impliquer un mouvement simultané des 5 axes ?
Pas nécessairement. CommunUsinage de positionnement "3+2", dans lequel l'axe rotatif est d'abord positionné à l'angle optimal, puis coupe en mode 3 axes, convient à l'usinage à des angles spécifiques. En revanche,La liaison à 5 axes signifie que les 5 axes se déplacent simultanément et est utilisée pour le traitement de surfaces courbes complexes.Nous vous recommanderons précisément la solution d’usinage la plus efficace et la plus économique en fonction de la géométrie de votre pièce.
2. L'usinage 5 axes impose-t-il une demande plus élevée aux programmeurs ?
Oui, avec une grande marge. Un programmeur doit avoir des connaissances approfondies enCinématique 5 axes,contrôle d'attitude de l'outil et stratégies d'évitement des collisions. En utilisant une équipe de processus expérimentée et des systèmes de FAO très avancés, nous pouvons fournir desprogrammes CNC multi-axesavec sécurité et précision assurées dans le processus d’usinage sans faille.
3. Comment la précision de la machine-outil à 5 axes est-elle garantie ?
Parce que nous valorisons la précision, nous veillons à ce qu'elle soit garantie par de multiples technologies : avant expédition, un interféromètre laser est utilisé pourcalibrer avec précision les axes rotatifs et intégrer les paramètres de compensation de précision dynamiquedans le système CNC pour les erreurs en temps réel. Pendant ce temps, chaque produit doit subir un processus de contrôle de qualité strict pour garantir qu’il répond aux exigences du dessin.
4. L’usinage 5 axes est-il adapté à la production en petites séries ?
Très approprié,l'usinage 5 axes depièces en petits lotsavec des structures complexes peut être réalisé en une seule configuration,économiser les dépenses et le temps nécessaires à la préparation d'outillages à positionnement multiple ; par conséquent, il fournit une réponse rapide. Une telle exigence était taillée sur mesure pour les services de production flexibles proposés par LS Manufacturing.
5. Le processus d’usinage sur 5 axes pourrait-il surdimensionner les pièces ?
Absolument, nous avons plusieurs types deMachines 5 axes,y compris les machines-outils à 5 axes de type portiqueavec de grandes courses de travail pour les pièces surdimensionnées. En outre, nous pouvons résoudre efficacement les défis d’usinage grâce à des stratégies professionnelles d’optimisation des processus, telles que l’usinage basé sur la zone.
6. Quel format de fichier nécessite la programmation 5 axes ?
Nous recommandons un format universel avec des informations complètes sur le modèle 3D, telles queSTEP, IGES, X_T ou PARASOLID. Tous les formats mentionnés ci-dessus conservent les données du modèle intactes etpeuvent être directement importés dans notre système CAM pour une programmation CNC multi-axes avec une efficacité et une précision élevées.
7. Dans quelle mesure l’usinage 5 axes est-il plus coûteux que l’usinage 3 axes ?
Les prix varient. Par rapport aux pièces simples, l’usinage 5 axes implique des coûts d’amortissement plus élevés ; cependant, pour les pièces complexes, l'usinage 5 axes peutRéduisez les temps de serrage, fusionnez les processus et améliorez l'efficacité., abaissant ainsi le coût global de fabrication, donc plus économique.
8. Comment obtenir une solution d'usinage 5 axes pour ma pièce ?
C'est une procédure assez simple : il vous suffit de fournir des dessins et des spécifications 3D, puis notre équipe d'ingénierie effectuera une évaluation détaillée dans les 24 heures et vous fournira enfin une solution complète contenant un plan de processus global, une estimation du temps et un plan transparent.devis en ligne instantané.
Résumé
Les axes A, B et C sont au cœur de l'usinage CNC à 5 axes pour obtenir efficacité et précision dans la fabrication de pièces complexes.Une bonne compréhension et application de ces axes rotatifs sont de la plus haute importance pour créer de la compétitivité. Fort d'une accumulation de plusieurs années d'expérience dansUsinage 5 axes et une équipe professionnelle,Fabrication LSest devenu un partenaire fiable pour de nombreuses entreprises leaders dans divers secteurs.
Si votre projet nécessite un usinage de pièces complexes, n'hésitez pas àcontactez-nouspour une évaluation technique et un devis gratuits. Laissez-nous ajouter de la valeur à votre projet en appliquant notre technologie d'usinage professionnelle à 5 axes !
📞Tél : +86 185 6675 9667
📧Courriel : info@lsrpf.com
🌐Site Internet :https://lsrpf.com/
Avis de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information. LS Manufacturing ne fait aucune déclaration ou garantie, expresse ou implicite, concernant l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire que des fournisseurs ou des fabricants tiers fourniront des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou des processus via le réseau LS Manufacturing. L'acheteur est seul responsable de ces informations. Pour les devis de pièces, veuillez préciser les exigences exactes de ces pièces.Veuillez nous contacter pour plus d'informations.
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteurspécialisée dans les solutions de fabrication personnalisées. Avec plus de 20 ans d'expérience au service de plus de 5 000 clients, nous nous concentrons sur la haute précisionUsinage CNC,fabrication de tôle,impression 3D,moulage par injection,estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine compte plus de 100 centres d'usinage à cinq axes de pointe et est certifiée ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays et régions du monde. Qu'il s'agisse d'une production en petites séries ou d'une personnalisation en masse, nous pouvons répondre à vos besoins dans les 24 heures. Choisir LS Manufacturing, c’est choisir l’efficacité, la qualité et le professionnalisme.
Pour plus d’informations, veuillez visiter notre site Web :www.lsrpf.com.


