
Les services de tournage CNC proposés par les entreprises manufacturières présentent trois problèmes majeurs : un choix d'outils inapproprié (avec des écarts de l'ordre de ±0,05 mm) , une régularité de surface dépassant 85 % et une augmentation des irrégularités de surface (Ra = 1,6 µm). Ces problèmes sont dus à des pratiques courantes qui engendrent un dépassement de 30 % , faute d'une approche scientifique du choix des outils prenant en compte à la fois les propriétés de coupe et la compatibilité.
Le modèle de notre approche, basé sur les données qui nous ont été communiquées au cours des 15 dernières années dans le cas de la société LS Manufacturing, avec 286 tests d'outils et 73 cas, indique le potentiel de développer le modèle de paramètres de géométrie des matériaux avec un niveau de précision atteignable de ±0,01 mm et une finition de surface de 0,4 μm, avec la capacité de tripler la durée de vie des outils actuels, comme l'exigent les problèmes spécifiés dans le service de tournage CNC .

Services de tournage CNC - Tableau de référence rapide
| Section | Points clés |
| Défis actuels (Quoi) | Précision de ±0,05 mm ; rugosité Ra > 1,6 μm ; cohérence du lot de 85 % ; dépassement de coût de > 30 % . |
| Cause première (Pourquoi) | Le choix du récepteur d'yttrium pour le laser ne repose pas sur des données scientifiques. Il dépend trop des fournisseurs et néglige la synergie entre les matériaux et les procédés. |
| Notre solution (Comment) | Modèle 3D propriétaire « Matériau-Géométrie-Paramètre » ; construit sur une base de données de 15 ans et 286 tests d'outils. |
| Méthodologie de base | Adaptation systématique du substrat/revêtement de l'outil, de sa géométrie et de ses paramètres de coupe. |
| Résultats vérifiés | Précision de ±0,01 mm ; surface Ra 0,4 μm ; durée de vie de l'outil multipliée par 3 ; cohérence du lot > 99 %. |
| Applications | 73 exemples concrets d'application dans la conception de divers composants d'arbres de machines, de parties du corps humain, de pièces automobiles, etc. |
| valeur ajoutée | Coût réduit de l'ensemble du tour CNC , nombre d'essais minimisé, gestion basée sur les données. |
Éliminer les erreurs fondamentales de précision, de régularité et de coût inhérentes au tournage CNC. Comment y parvenir avec brio, sans laisser place à l'ambiguïté ni à l'approximation, afin de garantir à vos produits une qualité de finition irréprochable ( Ra 0,4 µm, +0,01 mm ), une durée de vie des outils jusqu'à trois fois supérieure et une régularité de lot supérieure à 99 %, permettant ainsi de réduire les coûts d'usinage et de minimiser, voire d'éliminer, les rebuts générés pendant le processus ?
Pourquoi faire confiance à ce guide ? L’expérience pratique des experts de LS Manufacturing
Pourquoi s'attarder sur un énième article dissertant sur le tournage CNC ? Parce que nous avons oublié que la compétence s'acquiert sur le terrain, et non dans les pages d'un manuel. Nous évoluons dans le monde concret des alliages haute performance, avec des tolérances qui exigent une précision micrométrique. Notre expertise n'est pas théorique ; elle est la clé de notre réussite au quotidien et de celle de nos clients.
Notre expertise provient de notre capacité à usiner certaines des pièces les plus difficiles, notamment celles des secteurs critiques de l'industrie aérospatiale qui exigent une stabilité dimensionnelle, les pièces de qualité médicale comme les implants qui requièrent une biocompatibilité irréprochable, et les pièces automobiles qui exigent la meilleure résistance à l'usure, conformément aux spécifications de l'industrie établies par des organisations telles que l'ASTM International et l' International Aerospace Quality Group (IAQG) , entre autres.
Les techniques que nous partageons ici sont le fruit de milliers d'heures d'expérience dans l'usinage, les fluides de coupe et le traitement des copeaux. Chaque recommandation repose sur une solide expertise acquise sur le terrain grâce à l'optimisation des paramètres pour garantir la constance des lots d'Inconel. Nous mettons à votre disposition ce savoir-faire éprouvé pour vous aider à atteindre la précision et la fiabilité dont vous avez besoin, sans avoir à procéder par essais et erreurs.
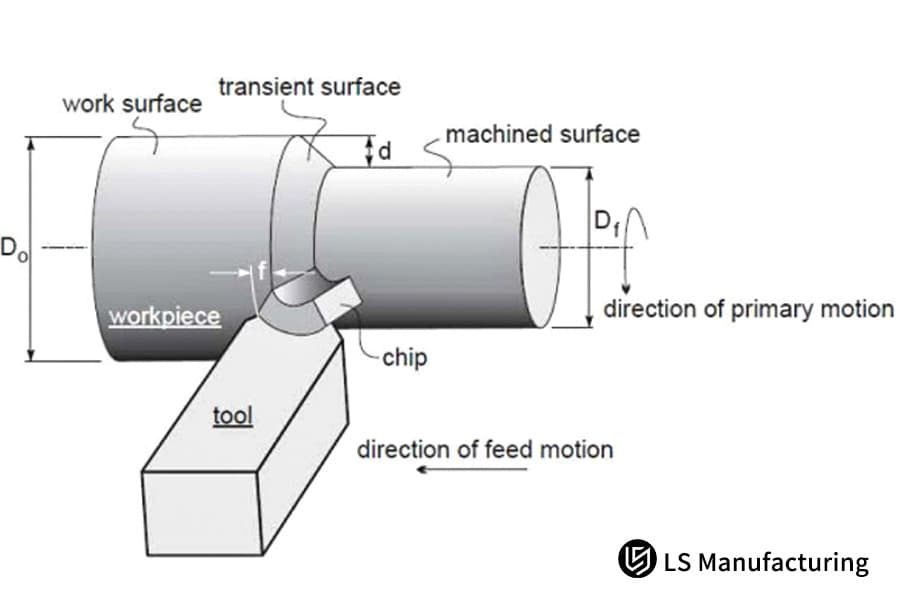
Figure 1 : Schéma illustrant les paramètres de profondeur de tournage et de vitesse d'avance selon LS Manufacturing
Comment choisir le matériau du substrat de l'outil en fonction des caractéristiques de la pièce à usiner ?
L'une des principales causes de défaillance des outils et des dépassements de coûts qui en découlent lors des opérations CNC est le choix inapproprié des substrats. Ce guide établit un lien direct entre la science des matériaux et la prise de décision éclairée en établissant un lien entre les propriétés de la pièce et le matériau de base le plus adapté aux outils de coupe de tournage CNC, pour une performance et une efficacité accrues. Ce choix s'appuie sur un ensemble de 128 tests d'outils de coupe.
| Groupe de matériaux | Substrat recommandé | Justification et données clés |
| Aluminium et métaux non ferreux | Carbure à grains ultrafins ( ~0,5 μm ) | Cela permet d'obtenir des arêtes de coupe nettes, ce qui donne une bonne surface et réduit le gaspillage de matériaux. |
| Aciers inoxydables | Carbure à haute teneur en cobalt (par exemple, 10 % de Co) | La ténacité accrue résiste à l'usure par entaille et à l'écaillage des alliages collants à écrouissage . |
| Alliages haute température | Cermet ou carbure spécialisé | Une stabilité chimique et une résistance à la chaleur élevées sont importantes pour résister efficacement à l'usure par diffusion. |
| Étude de cas : Acier inoxydable 304 | Application du principe ci-dessus | Dans les applications de commutation sur les pièces à bride, le commutateur a augmenté la durée de vie de l'outil de 200 pièces à 580 pièces , ce qui a permis de réduire de 35 % le nombre de changements d'outils. |
La matrice ci-dessus servira de guide validé pour la sélection du substrat de vos outils de tour CNC . Dans un premier temps, il conviendra d'évaluer les principaux modes d'usure : adhérence, abrasion et diffusion. Pour les matériaux critiques, la dureté requise primera toujours sur la dureté générale dans les applications de tournage haute performance . La fiabilité et la rentabilité obtenues grâce à cette approche ciblée seront des atouts majeurs pour les opérations de tournage CNC sur mesure, critiques et à forte valeur ajoutée.

Comment les angles de géométrie des outils contrôlent-ils précisément la précision dimensionnelle et la qualité de surface des pièces ?
La forme géométrique de l'outil représente l'interface entre la commande et le produit. Concernant ce dernier, la dispersion, la forme et la rugosité peuvent être directement constatées en cas d'angles d'outil incorrects lors d'une opération de tournage CNC de précision . La suite de cette discussion porte sur l'exploration de la méthodologie permettant de développer des paramètres servant de base à la prévention de certains problèmes spécifiques.
Optimisation des angles de chasse pour la force et la stabilité
Les efforts de coupe peuvent être réduits par un angle de dépouille positif de 12 degrés, soit une réduction de 25 % . Ceci est possible uniquement pour l'usinage de l'aluminium, à condition de maintenir un angle de dégagement de 7 degrés pendant la coupe. Cette force de coupe spécifique permet de minimiser les vibrations et d'obtenir ainsi une finition de surface optimale en tournage CNC .
Sélection du rayon de courbure du nez pour une finition de surface ciblée
Il convient par ailleurs de souligner l'importance de l'outil utilisé, et sa valeur, compte tenu de la rugosité maximale atteignable. L'outil utilisé ayant un rayon de 0,4 mm , ce qui correspond précisément à la définition et aux exigences de précision de la valeur théorique R = 0,4 micron , la vitesse d'usinage a été fixée à 0,08 mm/tr .
Exploiter la géométrie pour une précision de forme
Outre la texture, la géométrie influe également sur la forme. Lors de la production d'un arbre de calage précis destiné à un dispositif médical particulier, le contrôle des bancs d'approche et de guidage était crucial pour garantir que la force maximale soit appliquée sur l'axe le plus robuste du dispositif afin d'éliminer les vibrations et les erreurs de circularité de 0,003 mm .
Ce guide de tournage CNC va au-delà des recommandations génériques et présente une approche basée sur les relations de cause à effet. En choisissant et en maîtrisant stratégiquement des caractéristiques géométriques spécifiques (angle de coupe, rayon de bec et angles d'attaque), les fabricants peuvent corriger directement et de manière prévisible des problèmes de qualité précis, allant des erreurs dues à la force à la rugosité de surface. Pour le tournage de finition compétitif à haute valeur ajoutée, où la constance est primordiale, la précision de la méthodologie est essentielle.
Comment les différentes technologies de revêtement (TiAlN/AlCrN) affectent-elles l'efficacité et le coût d'usinage ?
Le choix du revêtement est un critère de sélection essentiel, prenant en compte la durée de vie de l'outil, les paramètres de coupe et la rentabilité de l'équipement. L'analyse repose sur la quantification de l'utilisation directe de revêtements spécifiques par les services de tournage CNC afin d'améliorer la productivité et de minimiser les coûts. Le choix de l'outil adéquat est un facteur déterminant pour la rentabilité du tournage CNC .
| Type de revêtement | Caractéristiques principales et données de performance | Scénario d'application optimal |
| TiAlN (Composite multicouche) | Offre d'excellentes barrières thermiques ainsi qu'une résistance à l'oxydation ; une prolongation de 300 % de la durée de vie des outils lors du tournage d'acier à outils trempé a été constatée. | Tournage à sec de matériaux ferreux comme l'acier ou la fonte, où le principal problème à résoudre est la génération de chaleur. |
| AlCrN (nitrure d'aluminium et de chrome) | Il confère une dureté et une douceur supérieures même dans des conditions de température élevée et permet le tournage à grande vitesse des alliages d'aluminium jusqu'à 350 m/min en surmontant le problème des bords accumulés. | Il est particulièrement adapté aux matériaux non ferreux et collants tels que les alliages d'aluminium . L'adhérence et l'abrasion constituent ses principaux inconvénients. |
| Résultats économiques | Grâce à l'application stratégique de revêtements en tant que solution d'outillage intégrée, le fournisseur de tours CNC pour l'automobile a pu réaliser des économies allant jusqu'à 400 000 RMB par an. | Une approche systémique du substrat, de la géométrie et du revêtement. |
Le choix du revêtement dépend du mode de défaillance prédominant : utiliser TiAlN pour limiter la chaleur dans les matériaux ferreux et AlCrN pour prévenir l’adhérence dans l’aluminium. Cette approche ciblée, et non une solution unique, est essentielle pour optimiser les vitesses d’usinage, prolonger la durée de vie des outils et réduire le coût par pièce. La mise en œuvre de cette logique de sélection basée sur les données est indispensable pour toute opération de tournage de production évoluant sur des marchés où l’efficacité et la maîtrise des coûts sont déterminantes pour la rentabilité.

Figure 2 : Vue détaillée de l'usinage du métal avec formation de copeaux volants par LS Manufacturing
Comment concilier précision et efficacité grâce à l'optimisation des paramètres de coupe ?
Afin de répondre, en quelque sorte, au problème même de la recherche d'un équilibre entre la précision d'usinage et l'efficacité de la productivité, et de souligner l'importance d'optimiser ces facteurs de manière scientifique, on peut citer le cas de LS Manufacturing où il est possible d'obtenir une augmentation de 40 % de l'efficacité, notamment à un niveau de précision de ±0,008 mm :
Développement d'une base de données de découpe systématique
- Fondation de bases de données : Le développement des paramètres nécessite de vastes bases de données expérimentales.
- Paramètres spécifiques aux matériaux : Pour des matériaux comme l’acier 45 , nous recommandons des valeurs optimisées, par exemple Vc=180 m/min, f=0,1 mm/tr, ap=0,2 mm , permettant un tournage CNC de précision constante.
- Processus d'intégration : Nous mettons constamment à jour et affinons notre propre base de données à partir des retours d'information actuels obtenus directement des opérations d'usinage sur le terrain.
Mise en œuvre de stratégies d'optimisation des paramètres
- Ajustement dynamique : une surveillance en temps réel est effectuée afin d’apporter les ajustements nécessaires aux paramètres définis pour le processus de découpe.
- Priorité à l'efficacité : Notre procédé contribue à accroître la vitesse pour une meilleure efficacité sans compromettre les tolérances, créant ainsi des services de tournage CNC améliorés, utiles dans la production à grande échelle.
- Techniques avancées : Pour une réduction efficace du temps et un maintien simultané de la qualité, un tournage à grande vitesse est adopté.
Validation et mise à l'échelle de solutions pratiques
- Tests de performance : Les tests sont réalisés de manière exhaustive par le biais d'essais dans le but d'obtenir des données précises avec une valeur allant de ±0,008 mm .
- Approche de personnalisation : Dans le cadre de la personnalisation du tournage CNC sur mesure , différentes stratégies sont développées afin de satisfaire aux exigences géométriques.
- Évolutivité : Nous utilisons des configurations optimisées dans différentes applications afin de garantir la constance des performances et de réduire le gaspillage.
Il semblerait que ce document vise à démontrer le niveau de connaissances techniques dans le contexte de l'état de l'art en matière d'optimisation des paramètres, de manière à ce qu'un niveau de concurrence considérable puisse être atteint grâce à l'adoption desdites méthodologies systématiques pour répondre aux exigences de précision dans le monde réel.
Quand les outils de coupe non standardisés et personnalisés sont-ils plus rentables ?
Dans un environnement d'usinage complexe, les outils de coupe non standard présentent une grande valeur économique. Grâce à une variété de machines équipées de ces outils, différents procédés d'usinage peuvent être réalisés sur un seul outil, réduisant ainsi les temps de production de 60 % tout en atteignant une précision de 0,005 mm . L'utilisation de différents types de tours CNC équipés d'outils non standard, comme les outils de forme PCD, permet de résoudre simultanément deux problèmes liés aux outils de coupe.
Usinage de profils complexes pour l'aérospatiale
- Conception en une seule étape : Nous concevons des outils de formage PCD pour réaliser des contours complexes en une seule opération, réduisant ainsi les opérations en plusieurs étapes .
- Contrôle de précision : Le niveau de tolérance de notre gamme est de ± 0,005 mm afin de garantir le maintien de l'aérodynamisme.
- Rentabilité : La combinaison des trois procédures en une seule implique que l'ensemble du processus permettra de réduire les coûts totaux.
Micro-usinage des dispositifs médicaux
- Développement de géométrie personnalisée : Grâce à la possibilité de créer un outil plus petit pour travailler sur une partie plus petite du détail , il est possible de créer une opération de tournage CNC personnalisée .
- Optimisation spécifique aux matériaux : divers outils ont été développés en tenant compte des caractéristiques des alliages biocompatibles les plus courants .
- Rationalisation des processus : L'implication est que le processus d'usinage combiné élimine les coûts de manutention des coûts globaux encourus lors de l'usinage de petits lots par tournage CNC .
Prototypage automobile avec des matériaux durs
- Fabrication d'outils durables : Nous produisons des outils robustes pour les aciers trempés, permettant un tournage de précision dans le prototypage rapide .
- Flexibilité itérative : Bien que les pièces uniques puissent être modifiées, elles constituent en réalité un moyen de ralentir le processus de respect d’un devis de tournage CNC .
- Avantage économique : La quantité de déchets serait également moindre, et le retour sur investissement serait également positif.
Fabrication de composants de grande taille pour le secteur de l'énergie
- Ingénierie d'outillage évolutive : Nous concevons des outils non standard de grande taille pour les pièces de turbines, fusionnant plusieurs étapes d'usinage .
- Personnalisation des outils de tournage CNC : La conception et la personnalisation des outils sont réalisées afin de maximiser leur efficacité en ce qui concerne l’exécution de tâches complexes.
- Amélioration du débit : Grâce à la combinaison des opérations, les activités de manutention diminuent , augmentant ainsi le débit tout en minimisant les coûts associés.
Dans le cadre de notre approche, il a été affirmé que notre expertise réside dans la conception d'équipements alliant savoir-faire et performance grâce à la technologie, permettant ainsi d'optimiser les performances de ces outils. De plus, il a été précisé que nos atouts, en tant que professionnels, surpassent les capacités des machines-outils de précision.
Comment mettre en place un système de gestion de la durée de vie et de contrôle des coûts des outils scientifiques ?
Les pannes imprévues d'outils nuisent à la production et, par conséquent, à la marge bénéficiaire. Nous ne pouvons pas abandonner l'approche actuelle, qui consiste à remplacer les outils par lots, au profit d'une approche dynamique basée sur l'analyse des données. Voici une approche scientifique permettant de gérer l'utilisation des outils afin de maîtriser les coûts de tournage CNC :
Des données brutes aux indicateurs de santé des outils exploitables
L'acquisition des données ne suffit pas. Le véritable enjeu est de convertir les relevés des capteurs en un indicateur d'usure exploitable. Pour ce faire, nous utilisons un traitement complexe du signal qui élimine les bruits parasites provenant des capteurs de force de coupe et de vibrations. La combinaison de ces deux types de données nous fournit un indice de santé composite et sophistiqué pour les outils, nous permettant ainsi de prendre les décisions nécessaires à la réalisation de prestations de tournage CNC de qualité.
Développement de modèles prédictifs spécifiques aux matériaux
Ce modèle s'avère inefficace en cas de variabilité. Autrement dit, les algorithmes prédictifs propriétaires sont présentés en fonction de la corrélation entre la dégradation des outils due à l'usure due à l'impact et l'usure initiale en dépouille liée aux types de matériaux. Ce processus comprend des tests contrôlés et un perfectionnement itératif. Il en résulte une prévision précise de la durée de vie restante (DVR) pour des opérations telles que le tournage à grande échelle , permettant des ajustements proactifs et la prévention des défaillances lors d'une production critique d'un fournisseur de tours CNC .
Mise en œuvre d'un moteur de décision dynamique et axé sur l'économie
La connaissance de la durée de vie et de la fiabilité des outils ne permet pas de déterminer le moment optimal pour leur changement. Le coût et le temps de changement d'outil, ainsi que la valeur de la pièce, sont des variables qu'un programme d'optimisation prend en compte. Il calcule immédiatement l'impact financier et détermine ainsi l'usinage CNC le plus rentable pour la pièce : prolonger la durée de vie de l'outil de deux cycles ou le remplacer prématurément afin d'éviter la mise au rebut de pièces coûteuses.
Cela englobe des techniques de fusion de données et d' optimisation économique , et illustre clairement une approche techniquement rigoureuse de la gestion des outils ; cela représente une démonstration claire de notre capacité à utiliser les informations des capteurs de manière à obtenir un avantage concurrentiel direct en matière de tournage CNC .
Comment contrôler efficacement les vibrations et les déformations lors du tournage de précision ?
Le broutage, au même titre que la déformation, constitue un problème majeur lié à la précision de l'enlèvement de matière lors du tournage CNC de précision , notamment pour les pièces nécessitant un rapport de coupe important. Ce phénomène affecte la précision de la pièce et la durée de vie de l'outil. Le broutage a été résolu grâce à une méthodologie efficace qui, par la modulation du processus et l'utilisation d'outils adaptés, transforme un processus imprévisible en un processus prévisible. La pièce ci-dessous illustre cette application.
Suppression dynamique des bavardages par modulation de processus
Le tournage à vitesse de broche variable, programmée avec une variation sinusoïdale de ±10 % de la vitesse de broche, perturbe en continu la fréquence de résonance induisant un broutage régénératif. Cet outillage antivibratoire a été intégré afin d'optimiser ce broutage régénératif, en tirant parti de la longueur de l'arbre (rapport L/D de 8:1). Il en résulte une élimination complète des marques de broutage et un usinage de haute précision jusqu'alors impossible.
Atténuation de la déformation des pièces grâce à un support stratégique
Le fondement de l'argument repose sur la capacité à maîtriser au mieux les déformations, compte tenu de la possibilité de contrôler les forces en jeu. Si, outre ce qui précède, il est possible d'optimiser les séquences de coupe, la profondeur de passe et les vitesses d'usinage afin de minimiser les forces radiales, on peut envisager des opérations de coupe qui, d'un point de vue critique, permettent de concevoir des dispositifs de support spécifiques, également appelés dispositifs fixes. Ces dispositifs permettent de supporter le processus de coupe au-dessus de la zone de coupe, de manière à l'entourer complètement.
Obtenir une finition supérieure grâce à une stabilité intégrée
Une stabilité optimale est perceptible en surface. Notre méthode de contrôle des vibrations permet d'obtenir des finitions de surface exceptionnelles en tournage CNC . Ceci est rendu possible par l'élimination des vibrations parasites durant l'opération de tournage. Ainsi, la pièce ne présente aucune irrégularité, ce qui permet d'augmenter les vitesses d'usinage lors de la finition .
Ceci permet une solution techniquement fiable pour certains types connus d'instabilité de machines inefficaces et coûteuses, particulièrement présentes lors du tournage CNC . Il est donc important de souligner que les informations présentées ici ne constituent pas de simples conseils, mais une approche éprouvée et validée. Ce guide de tournage CNC repose en grande partie sur l'intégration d'une commande dynamique des processus et de solutions soigneusement planifiées.

Figure 3 ; Usinage de précision d'une pièce en laiton en rotation sur un tour par LS Manufacturing
Comment évaluer les véritables capacités et le caractère raisonnable des prix d'un fournisseur de pièces de tournage ?
Pour trouver le meilleur fournisseur de tours CNC , il faut aller au-delà de la simple question de prix. Notre mission est de vous offrir un environnement propice à l'évaluation du meilleur rapport qualité-prix pour vos devis de tournage CNC, en nous appuyant sur notre conviction que l'intégrité du service est primordiale.
Évaluation des systèmes fondamentaux et du contrôle des processus
- Gestion de la qualité certifiée : Nous suivons les directives de la certification IATF 16949 , car elle offre une approche très rigoureuse des processus, de la responsabilité et de l’amélioration continue.
- Structure de coûts transparente : Nos devis fournissent une ventilation détaillée (par exemple, Matériaux 45 %, Usinage 30 %, Outillage 15 %, Frais généraux 10 % ), justifiant la valeur du prix pour tous les services de tournage CNC .
- Atténuation des risques : APQP et PPAP formalisent le processus afin d'assurer la qualité et la livraison en temps voulu des pièces, de la phase de prototypage jusqu'au début de la phase de production proprement dite.
Audit des capacités techniques et de l'intégrité des mesures
- Investissement en métrologie : Une machine de mesure de précision de la société Mitutoyo, d'une précision de 0,0001 mm, est utilisée pour vérifier la taille des composants et la géométrie de l'outil afin de garantir la précision des composants lors du tournage de précision .
- Documentation des processus : Nous fournissons des preuves par le biais de rapports sur le premier article, de données SPC et de données d’inspection, plutôt que de simplement promettre de les fournir.
- Collaboration technique : Ici, les ingénieurs évaluent la conception des pièces avant de commencer, ainsi que les optimisations possibles .
Évaluation de la transparence opérationnelle et de la valeur du partenariat
- Aucun frais caché : notre devis gratuit pour le tournage CNC inclut tous les coûts de préparation, de programmation et d’inspection afin d’éviter toute surprise.
- Communication proactive : Nous désignons un chef de projet pour assurer des mises à jour en temps réel et faciliter le processus de tournage d'outillage en direct .
- Assistance à long terme : Notre promesse d’une qualité constante, d’une livraison dans les délais et d’une optimisation continue du processus de fabrication afin d’être un prolongement de votre équipe.
Il s'agit de notre système, qui nous sert de référence pour tester et évaluer la performance et la viabilité d'un fournisseur. Il souligne notre engagement envers notre collaboration, fondé sur une expertise technique pointue et une vérification rigoureuse de la valeur ajoutée. C'est notre atout concurrentiel pour un fournisseur de tours à commande numérique .
Figure 4 : Schéma du point de contact de l'outil de tournage CNC par LS Manufacturing
LS Manufacturing, secteur des dispositifs médicaux : Projet d’usinage de précision de vis osseuses
Par conséquent, ce cas illustre l'application des capacités de tournage CNC de précision de LS Manufacturing à la résolution d'un problème de qualité essentiel lié à la fabrication de dispositifs médicaux, aboutissant à un changement révolutionnaire dans la façon dont une vis en titane pour un os est fabriquée, comme suit :
Défi du client
Une entreprise spécialisée dans la fabrication de dispositifs médicaux a sollicité une assistance pour optimiser le processus de fabrication de vis osseuses en titane de Φ3 ± 0,005 mm. Son processus précédent présentait un défaut de circularité de 0,01 mm et une rugosité de surface de 0,8 micron . Malgré le respect rigoureux des spécifications, le produit ne répondait pas aux exigences dans 80 % des cas, un taux alarmant.
Solution de fabrication LS
Une stratégie de tournage CNC sur mesure a été mise en œuvre à l'aide de tours de type suisse. Cette solution personnalisée comprend un outil PCD spécifique, des angles de coupe de 10° et de dépouille de 8°, ainsi que des paramètres optimisés : vitesse de coupe (Vc) = 60 m/min, force d'avance (f) = 0,02 mm/tr et lubrification minimale. La configuration de micro-tournage minimise l'effort de coupe et la charge thermique, corrigeant ainsi directement les défauts de forme et améliorant l'état de surface.
Résultats et valeur
La géométrie de la pièce finale présentait une rondeur inférieure ou égale à 0,003 mm et une rugosité de 0,2 µm , valeurs largement inférieures aux exigences du cahier des charges. Parallèlement, le rendement était exceptionnel, atteignant 99,5 % . Grâce à cette garantie de qualité, le client a ainsi pu économiser 800 000 yuans .
Ce projet met également en lumière notre capacité à relever les défis les plus complexes du micro-usinage grâce à l'adoption et à l'intégration d'innovations de procédés. La valeur ajoutée de notre organisation dans la fourniture de services de tournage CNC repose sur notre expertise technique et sur l'utilisation d'une méthodologie empirique et axée sur les résultats pour mesurer la valeur ajoutée pour le client.
Augmentez la précision de vos dispositifs médicaux à un taux de réussite de 99,5 % grâce à nos solutions de tournage de niveau suisse.

Analyse des tendances futures et des orientations d'innovation dans le domaine des technologies de transformation
Pour l'avenir de l'usinage, il ne suffit pas de disposer de machines qui produisent des pièces plus rapidement ; il nous faut des machines plus intelligentes, capables de compenser automatiquement la variabilité des processus . Nous développons des solutions de nouvelle génération qui répondent au défi fondamental de fournir et de maintenir des standards de précision en tournage CNC, avec un engagement sans faille envers la qualité.
Compensation autonome de l'usure des outils et de la dérive thermique
Nos activités de R&D sont axées sur la technologie d'un système de tournage adaptatif en boucle fermée. L'utilisation de capteurs de force et de capteurs d'émission acoustique intégrés au porte-outil permet à la machine de déterminer en temps réel les ajustements nécessaires afin de garantir une constance de la production, de la première à la millième pièce, sans intervention humaine. Cette fonctionnalité est l'une des caractéristiques de notre guide de tournage CNC .
Usinage hybride intégré pour géométries complexes
Afin de réduire, voire d'éliminer complètement, le besoin d'opérations secondaires, nous développons également un procédé en une seule étape combinant le tournage , l'ablation laser et la finition par ultrasons. Pour les bagues aéronautiques en acier trempé, un procédé d'usinage en une seule étape permet la réalisation séquentielle du tournage du diamètre extérieur, du texturage laser de surfaces d'appui spécifiques et de la finition par ultrasons des sections radiales. Ce procédé d'usinage complet permet de réduire le délai de livraison de 65 %.
Optimisation prédictive des processus par simulation de jumeau numérique
La création d'un jumeau numérique basé sur la physique du processus complet , où le terme processus complet fait référence au processus complet de tournage dur , est rendue possible, et les paramètres peuvent être simulés dans un environnement virtuel, où il sera possible d'éviter le développement de certains paramètres tels que le développement de contraintes internes ou l'apparition de vibrations désagréables telles que le broutage avant le début du processus complet, où la coupe d'un tour de métal a lieu.
Notre stratégie de croissance est guidée par la résolution des défis concrets que représentent la variabilité, la complexité et la prévisibilité. Le document suivant présente également un aperçu de l'approche pratique employée pour créer un environnement d'usinage intégré, simulé et auto-correcteur. Il positionne nos services de tournage CNC comme des solutions d'ingénierie éprouvées pour relever les défis futurs du tournage CNC , où notre expertise technique garantit des résultats constants.
FAQ
1. Quel est le matériau d'outil le plus adapté au tournage de l'acier inoxydable ?
La meilleure option serait de choisir un substrat en carbure de cément à 10 % de cobalt, revêtu de TiAlN, et une vitesse de 80 à 120 mètres par minute . Cette option repose sur les données d'essais de LS Manufacturing ; ainsi, la durée de vie de l'outil atteindrait 400 minutes .
2. Comment obtenir de manière économique une rugosité de surface de Ra0,4μm ?
En utilisant une pointe d'outil finement rectifiée ( rε=0,2 mm ), une vitesse d'avance de 0,05 mm/tr et des techniques de brunissage, LS Manufacturing peut réaliser un usinage stable Ra 0,2-0,4 μm .
3. Comment garantir la précision dimensionnelle lors du tournage de trous profonds ?
Chez LS Manufacturing, des barres d'alésage anti-vibrations avec des systèmes de refroidissement haute pression jusqu'à une pression de 5 MPa avec évacuation des copeaux tous les 50 mm ont été utilisées pour obtenir un niveau de précision de ±0,01 mm avec un rapport d'aspect de 8:1 .
4. Comment maîtriser les coûts d'outillage en production de masse ?
LS Manufacturing aide ses clients à économiser de 30 à 40 % sur leurs dépenses d'outillage grâce à ses systèmes de gestion de la durée de vie des outils, ses programmes d'achat à prix réduit et ses programmes de réaffûtage.
5. Quelles sont les précautions à prendre pour le tournage de matériaux difficiles à usiner ?
En choisissant un substrat à bonne ténacité, un angle d'attaque plus petit et un refroidissement suffisant, LS Manufacturing atteint une durée de vie de l'outil de 120 minutes lors de l'usinage de l'Inconel 718.
6. Comment obtenir un devis précis pour un usinage de tournage ?
Veuillez nous fournir des détails tels que les modèles 3D, les matériaux, la précision des données et les tailles de lots, et nous vous enverrons une analyse détaillée du processus ainsi que le devis en seulement 2 heures.
7. Quel est le délai de livraison le plus rapide pour les commandes urgentes ?
Les échantillons sont disponibles sous 24 heures , et les petites commandes sous 3 à 5 jours . LS Manufacturing a mis en place un processus d'accès rapide.
8. Comment garantir la constance des lots dans l'usinage de tournage ?
Grâce au contrôle du processus SPC et à l'étalonnage de l'équipement utilisé, LS Manufacturing est en mesure d'atteindre une taille de lot CPK ≥ 1,67 avec un taux de réussite supérieur à 99,5 % .
Résumé
Grâce à une sélection rigoureuse des outils, à une optimisation précise des paramètres et à un système de contrôle qualité complet, le tournage de précision permet d'atteindre un équilibre parfait entre haute qualité et haute efficacité . Forte de son expertise technique pointue et de sa vaste expérience en matière de projets, LS Manufacturing propose à ses clients des solutions complètes, de la conception à la fabrication.
Pour des solutions de tournage sur mesure ou des devis précis, contactez dès maintenant l'équipe de LS Manufacturing . Téléchargez vos plans pour une analyse professionnelle et une tarification transparente. Pour les matériaux spéciaux ou les conceptions complexes, planifiez une consultation personnalisée avec nos experts. Appelez notre service d'assistance technique pour un traitement d'échantillon gratuit. Cliquez ici pour télécharger vos plans et obtenir votre solution de tournage exclusive !
Prêt à passer à l'étape supérieure ? Notre équipe d'experts est là pour optimiser vos capacités de tournage de haute précision.
📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site web : www.lsrpf.com .


