
Os serviços de torneamento CNC prestados pelas organizações de manufatura apresentam uma série de problemas, incluindo a seleção inadequada de ferramentas, com diferenças de até ±0,05 mm , com consistências que ultrapassam 85% , e o aumento das irregularidades superficiais quando a rugosidade média (Ra) é igual a 1,6 micrômetros. Isso se deve às práticas comuns que geram uma ultrapassagem de 30% , resultante da falta de conhecimento científico em seleção de ferramentas que considere tanto as características de corte quanto a compatibilidade.
O modelo em nossa abordagem, baseado no registro de dados que nos foi fornecido nos últimos 15 anos no caso da empresa LS Manufacturing, com 286 testes de ferramentas e 73 casos, indica o potencial de desenvolver o modelo de parâmetros de geometria do material com um nível de precisão alcançável de ±0,01 mm e um acabamento superficial de 0,4 μm , com a capacidade de triplicar a vida útil das ferramentas atuais, conforme exigido nas questões especificadas no serviço de torneamento CNC .

Serviços de torneamento CNC - Tabela de referência rápida
| Seção | Pontos-chave |
| Desafios atuais (O quê) | Precisão de ±0,05 mm ; rugosidade Ra > 1,6 μm ; consistência do lote de 85% ; estouro de orçamento superior a 30% . |
| Causa raiz (Porquê) | A seleção do receptor de ítrio para laser não se baseia em evidências científicas. Depende excessivamente dos fornecedores e negligencia a sinergia entre material e processo. |
| Nossa solução (como) | Modelo proprietário 3D "Material-Geometria-Parâmetro" ; construído com base em 15 anos de banco de dados e 286 testes de ferramentas. |
| Metodologia Central | Combinação sistemática do substrato/revestimento da ferramenta, geometria e parâmetros de corte. |
| Resultados Verificados | Precisão de ±0,01 mm; rugosidade superficial de 0,4 μm ; vida útil da ferramenta 3 vezes maior ; consistência entre lotes superior a 99%. |
| Aplicações | 73 casos comprovados de aplicação no projeto de diversos componentes de eixos em máquinas, partes do corpo humano, peças de automóveis, etc. |
| Valor agregado | Redução do custo total do torno CNC , minimização do número de testes e gestão baseada em dados. |
Elimine os erros básicos inerentes à usinagem CNC relacionados à precisão, consistência e custo. Como podemos alcançar esse feito com sucesso e excelência, sem deixar espaço para ambiguidades ou suposições, garantindo que seus produtos recebam um acabamento de altíssima qualidade ( Ra 0,4 µm, +0,01 mm ), uma vida útil da ferramenta até 3 vezes maior e uma consistência entre lotes superior a 99% , reduzindo custos com usinagem e minimizando ou eliminando o descarte de resíduos gerados durante o processo?
Por que confiar neste guia? Experiência prática de especialistas da LS Manufacturing.
Por que se preocupar com mais um artigo discutindo o processo de torneamento CNC ? Porque nos esquecemos de que a competência se constrói na prática, não nas páginas de um manual. Vivemos no mundo prático de ligas de alto desempenho com tolerâncias complexas que exigem precisão em nível micrométrico. Nossa expertise não é acadêmica; é a chave que nos mantém ativos no dia a dia e garante o sucesso de nossos clientes.
Nossa especialização vem do trabalho com algumas das peças mais difíceis de usinar, incluindo aquelas em aspectos críticos da indústria aeroespacial que exigem estabilidade dimensional, peças de grau médico, como implantes, que exigem biocompatibilidade impecável, e peças automotivas que exigem o máximo em resistência ao desgaste, de acordo com as especificações da indústria estabelecidas por organizações como a ASTM International e o International Aerospace Quality Group (IAQG) , entre outras.
As técnicas que compartilhamos a seguir são o resultado direto de milhares de horas dedicadas à usinagem, fluidos de corte e cavacos. A base de cada recomendação é comprovada por meio de conhecimento prático e sólido, adquirido através da otimização de parâmetros para garantir a consistência do lote de Inconel. Oferecemos o conhecimento que comprovamos em nossa própria experiência para ajudá-lo a alcançar a precisão e a confiabilidade necessárias, sem o custo de tentativas e erros.
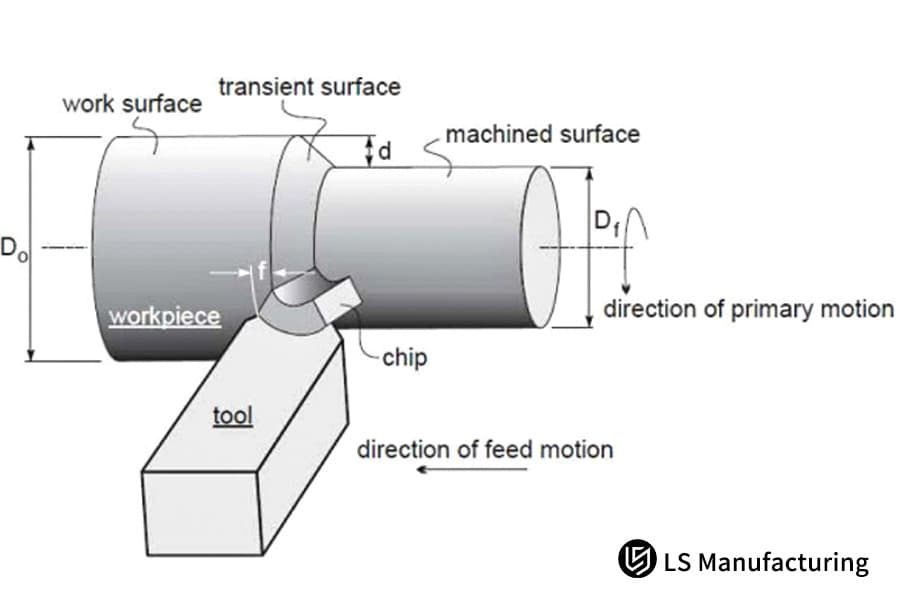
Figura 1: Diagrama esquemático ilustrando os parâmetros de profundidade de torneamento e taxa de avanço da LS Manufacturing.
Como escolher o material de substrato da ferramenta com base nas características da peça de trabalho?
Uma das principais causas de falha de ferramentas e consequentes estouros de orçamento durante operações CNC é a seleção inadequada do substrato da ferramenta. Este guia específico relaciona a ciência dos materiais com a tomada de decisão correta na seleção do material base, vinculando diretamente as propriedades da peça de trabalho ao material base mais adequado para ferramentas de torneamento CNC, visando melhor desempenho e eficiência, com base em um total de 128 testes de ferramentas de corte.
| Grupo de Materiais | Substrato recomendado | Justificativa principal e dados |
| Alumínio e metais não ferrosos | Carboneto de grão ultrafino ( ~0,5 μm ) | Isso ajuda a manter as arestas das ferramentas afiadas, o que resulta em uma boa superfície e reduz o desperdício de material. |
| Aços inoxidáveis | Carbeto com alto teor de cobalto (ex.: 10% de Co) | A maior resistência proporciona maior durabilidade, evitando o desgaste por entalhe e lascamento em ligas pegajosas e sujeitas a endurecimento por trabalho . |
| Ligas de alta temperatura | Cermet ou carboneto especializado | A elevada estabilidade química e a resistência ao calor são importantes para resistir eficazmente ao desgaste por difusão. |
| Estudo de Caso: Aço Inoxidável 304 | Aplicação do princípio acima | Em aplicações de comutação em peças de flange, a comutação aumentou a vida útil da ferramenta de 200 peças para 580 peças , resultando em uma redução de 35% no número de trocas de ferramentas. |
A matriz acima deve ser usada como um guia validado para selecionar o substrato para suas ferramentas de torno CNC . Inicialmente, o principal modo de desgaste – aplicações – deve ser avaliado, que são de natureza adesiva, abrasiva e difusa. Em materiais críticos, a dureza deve sempre prevalecer sobre os níveis gerais de dureza em aplicações de torneamento de alto desempenho . A confiabilidade e os resultados com boa relação custo-benefício obtidos por meio dessa abordagem focada no problema devem ser valorizados em operações de torneamento CNC personalizadas, críticas e de alto valor agregado.

Como os ângulos da geometria da ferramenta controlam com precisão a exatidão dimensional da peça e a qualidade da superfície?
A forma geométrica da ferramenta representa a interface que conecta o comando ao produto. Em relação ao produto, a dispersão, a forma e a rugosidade podem ser diretamente constatadas em caso de ângulos inadequados da ferramenta durante a operação de torneamento CNC de precisão . A próxima parte da discussão concentra-se na exploração da metodologia por meio da qual os parâmetros podem ser desenvolvidos como base para evitar alguns problemas específicos:
Otimizando os ângulos de inclinação para força e estabilidade
As forças de corte podem ser reduzidas com um ângulo de ataque positivo de 12 graus, resultando em uma redução de 25% . Isso só é possível se o material a ser cortado for alumínio, desde que um ângulo de folga de 7 graus seja mantido durante o corte. A força de corte especial resulta em vibração mínima durante o corte, de forma precisa, para atingir um acabamento superficial crítico na usinagem CNC .
Selecionando o raio da ponta para um acabamento de superfície específico.
Deve-se enfatizar, além disso, a importância da ferramenta utilizada, o seu valor, tanto quanto possível em termos da rugosidade que se pode alcançar. É dessa forma, aliás, que a ferramenta utilizada possui um determinado valor de raio igual a 0,4 mm , destacando-se assim a definição, o conceito do que precisamente o termo "preciso" exige do chamado valor teórico, R = 0,4 mícrons , definido para uma velocidade de 0,08 mm/rev na máquina.
Aproveitando a geometria para obter precisão formal
Além da textura, as geometrias também influenciam a forma. Na produção de um eixo graduado de alta precisão para um determinado dispositivo médico, o controle do banco de aproximação e do banco de avanço foi crucial para garantir que a força máxima fosse aplicada no eixo mais resistente do dispositivo, eliminando vibrações e erros circulares de 0,003 mm .
Este guia de torneamento CNC vai além de recomendações genéricas e apresenta uma estrutura de causa e efeito. Ao escolher e controlar estrategicamente características geométricas específicas — ângulo de ataque, raio da ponta e ângulos de aproximação — os fabricantes podem corrigir de forma direta e previsível problemas de qualidade específicos, desde erros induzidos por força até rugosidade superficial. Para torneamento de acabamento competitivo de alto valor agregado, onde a consistência é imprescindível, a precisão na metodologia é fundamental.
Como as diferentes tecnologias de revestimento (TiAlN/AlCrN) afetam a eficiência e o custo da usinagem?
A escolha do revestimento é um critério de seleção crítico, considerando a vida útil da ferramenta, os parâmetros de corte e a economia do equipamento. A base da análise é a quantificação de como os serviços de torneamento CNC utilizam revestimentos específicos diretamente para melhorar a produtividade e minimizar custos. A escolha da ferramenta correta é um fator decisivo para um torneamento CNC com boa relação custo-benefício .
| Tipo de revestimento | Características principais e dados de desempenho | Cenário de aplicação ideal |
| TiAlN (Compósito Multicamadas) | Proporciona excelentes barreiras térmicas, bem como resistência à oxidação; foi relatado um aumento de 300% na vida útil da ferramenta ao tornear aço ferramenta temperado. | Torneamento a seco de materiais ferrosos como aço ou ferro fundido, onde a principal questão a ser abordada é a geração de calor. |
| AlCrN (Nitreto de Alumínio e Cromo) | Proporciona dureza e suavidade superiores mesmo em condições de alta temperatura e permite a usinagem de ligas de alumínio em alta velocidade, até 350 m/min, ao solucionar o problema da formação de aresta postiça. | É mais indicado para uso em materiais não ferrosos e pegajosos, como ligas de alumínio . A adesão e a abrasão são os principais problemas enfrentados. |
| Resultado econômico | Com a aplicação estratégica de revestimentos como solução integrada de ferramentas, a empresa fornecedora de usinagem de tornos CNC para o setor automotivo conseguiu economizar até 400.000 RMB por ano. | Uma abordagem sistêmica para o substrato, a geometria e o revestimento. |
Selecione o revestimento com base no modo de falha predominante: use TiAlN para combater o calor em materiais ferrosos e AlCrN para evitar a adesão em alumínio. Essa abordagem direcionada, e não uma solução genérica, é fundamental para alcançar velocidades mais altas, maior vida útil da ferramenta e menor custo por peça. Implementar essa lógica de seleção baseada em dados é essencial para qualquer operação de torneamento de produção que concorra em mercados onde a eficiência e o controle de custos definem a lucratividade.

Figura 2: Visão detalhada da usinagem de metal com formação de cavacos voadores pela LS Manufacturing
Como equilibrar precisão e eficiência através da otimização dos parâmetros de corte?
Para abordar, de certa forma, a questão central de encontrar um equilíbrio entre a precisão da usinagem e a eficiência da produtividade simultaneamente, e para afirmar que a otimização desses fatores de maneira científica é extremamente necessária, existe um caso como o da LS Manufacturing, onde é possível alcançar um aumento de 40% na eficiência, especialmente com um nível de precisão de ±0,008 mm :
Desenvolvimento de um banco de dados sistemático de cortes
- Fundamentos de Banco de Dados: O desenvolvimento de parâmetros requer extensos bancos de dados experimentais.
- Configurações específicas para cada material: Para materiais como o aço 45 , recomendamos valores otimizados, por exemplo, Vc=180m/min, f=0,1mm/rev, ap=0,2mm , permitindo torneamento CNC de precisão consistente.
- Processo de integração: Atualizamos e aprimoramos continuamente nosso próprio banco de dados com base no feedback obtido diretamente das operações de usinagem em campo.
Implementando estratégias de otimização de parâmetros
- Ajuste dinâmico: O monitoramento em tempo real é realizado para efetuar os ajustes necessários nos parâmetros definidos para o processo de corte.
- Foco na Eficiência: Nosso processo auxilia no aumento da velocidade para uma maior eficiência sem comprometer as tolerâncias, criando assim serviços de torneamento CNC aprimorados e úteis na produção em larga escala.
- Técnicas avançadas: Para uma redução eficiente do tempo e manutenção simultânea da qualidade, adota-se o torneamento de alta velocidade .
Validação e ampliação de soluções práticas
- Testes de desempenho: Os testes são realizados de forma abrangente por meio de ensaios com o objetivo de obter dados precisos com um valor na faixa de ±0,008 mm .
- Abordagem de personalização: Na personalização de peças torneadas CNC sob medida , diversas estratégias são desenvolvidas para atender aos requisitos geométricos.
- Escalabilidade: Utilizamos configurações otimizadas em diversos aplicativos para promover consistência no desempenho e reduzir o desperdício.
Ao que tudo indica, o documento visa demonstrar os níveis de conhecimento técnico no contexto do estado da arte na otimização de parâmetros, de forma que um nível considerável de competitividade seja alcançável através da adoção das referidas metodologias sistemáticas para lidar com as exigências de precisão no mundo real.
Quando as ferramentas de corte personalizadas e não padronizadas são mais econômicas?
Equipamentos de corte não padronizados possuem alto valor econômico em um ambiente complexo de usinagem. Através de uma variedade de máquinas de corte não padronizadas, diferentes processos de usinagem podem ser realizados com uma única ferramenta, reduzindo o tempo de produção em até 60%, com um nível de precisão que chega a 0,005 mm . Isso ocorre porque, ao utilizar diferentes tipos de tornos CNC com ferramentas de corte não padronizadas, como ferramentas de perfil PCD, dois problemas comuns em usinagem podem ser resolvidos simultaneamente.
Usinagem de perfis complexos aeroespaciais
- Design de Passagem Única: Projetamos ferramentas de conformação PCD para completar contornos complexos em uma única configuração, reduzindo operações de múltiplas etapas .
- Controle de Precisão: O nível de tolerância para nossa linha de produtos é de ± 0,005 mm para garantir a preservação da aerodinâmica.
- Eficiência de custos: A combinação dos três procedimentos em um só implica que todo o processo resultará em alguma forma de redução dos custos totais.
Microusinagem de Dispositivos Médicos
- Desenvolvimento de Geometria Personalizada: Com a capacidade de criar uma ferramenta menor para trabalhar em uma porção menor do detalhe , existe a possibilidade de criar uma operação de torneamento CNC personalizada .
- Otimização específica do material: Diversas ferramentas foram desenvolvidas levando-se em consideração as características das ligas biocompatíveis mais comuns .
- Otimização do processo: Isso significa que o processo de usinagem combinado elimina os custos de manuseio dos custos totais incorridos durante a usinagem de pequenos lotes em tornos CNC .
Prototipagem automotiva com materiais rígidos
- Fabricação de ferramentas duráveis: Produzimos ferramentas robustas para aços temperados, que permitem torneamento de precisão em prototipagem rápida .
- Flexibilidade iterativa: Embora as peças únicas sejam passíveis de alterações, na verdade, elas acabam por atrasar o processo de cumprimento de um orçamento para torneamento CNC .
- Benefício econômico: A quantidade de material descartado também seria menor, e o retorno seria positivo.
Fabricação de componentes de grande porte no setor de energia
- Engenharia de Ferramentas Escaláveis: Projetamos ferramentas grandes e não padronizadas para peças de turbinas, combinando múltiplas etapas de usinagem .
- Personalização de ferramentas para torno CNC : O projeto e a personalização das ferramentas são realizados para maximizar sua eficiência na execução de tarefas complexas.
- Melhoria da produtividade: Devido à combinação das operações, as atividades de manuseio diminuem , aumentando assim a produtividade e mantendo os custos associados no mínimo.
Dentro dos parâmetros supracitados da nossa abordagem, afirmamos que a nossa especialização reside no projeto de equipamentos com alto nível de habilidade artesanal, aliado à tecnologia, obtendo assim os benefícios inerentes a essas ferramentas. Além disso, destacamos que as vantagens da Afoths, enquanto profissionais, superam as capacidades das máquinas de precisão.
Como estabelecer um sistema científico de gestão do ciclo de vida e controle de custos de ferramentas?
A falha inesperada de ferramentas prejudica a produção e, consequentemente, reduz a margem de lucro. Não podemos abandonar a abordagem atual, em que substituímos ferramentas em lotes, e adotar uma abordagem dinâmica com suporte de dados. Abaixo, apresentamos uma abordagem científica para gerenciar o uso de ferramentas e controlar os custos de torneamento CNC :
Dos dados brutos aos indicadores de saúde da ferramenta acionáveis
No entanto, a simples obtenção dos dados não é a solução. O verdadeiro desafio reside em converter as leituras dos sensores em uma métrica de desgaste útil. Isso é alcançado por meio de um processamento de sinal complexo, que ajuda a remover ruídos indesejáveis de sensores de força de corte e de vibração. A combinação desses dois fatores nos fornece um índice de saúde composto e sofisticado para as ferramentas; isso, por sua vez, nos auxilia na tomada de decisões necessárias para serviços de torneamento CNC de alta qualidade.
Desenvolvimento de modelos preditivos específicos para cada material
Isso resulta em um modelo ineficaz quando há variabilidade. Em outras palavras, os algoritmos preditivos proprietários são apresentados em relação à correlação entre a degradação das ferramentas devido ao impacto e o desgaste original da face de folga, resultante dos tipos específicos de materiais. Esse processo envolve testes controlados e refinamento iterativo. O resultado é uma previsão precisa da vida útil restante (RUL) para operações como torneamento de alto volume , permitindo mudanças proativas e prevenindo falhas durante uma produção crítica de um fornecedor de tornos CNC .
Implementando um mecanismo de decisão dinâmico e orientado pela economia.
A consciência da vida útil e da confiabilidade da ferramenta não indica o momento ideal para a troca. O custo e o tempo da troca de ferramenta, bem como o valor da peça, são variáveis que um programa de otimização consideraria, calculando imediatamente o impacto financeiro e determinando qual seria a usinagem CNC mais rentável da peça — seja estendendo a vida útil da ferramenta por dois ciclos ou substituindo-a antecipadamente para evitar que peças caras se tornem sucata.
Isso abrange desde técnicas de fusão de dados até otimização econômica e ilustra claramente uma abordagem tecnicamente rigorosa para o gerenciamento de ferramentas; representa uma demonstração clara da nossa ampla capacidade de utilizar informações de sensores de uma forma que resulta em uma vantagem competitiva direta na usinagem CNC .
Como controlar eficazmente a vibração e a deformação durante o torneamento de precisão?
A vibração (chatter) é um problema crucial, assim como a deformação, que afeta a precisão do processo de remoção de material durante o torneamento CNC de precisão , principalmente em peças com alta taxa de corte, impactando tanto a precisão da peça quanto a vida útil da ferramenta. A solução para o problema da vibração foi obtida por meio de uma metodologia eficaz que combina a modulação do processo e as ferramentas adequadas, transformando um processo imprevisível em um processo previsível. A peça abaixo ilustra como essa metodologia foi aplicada.
Supressão dinâmica de ruído por meio de modulação de processo
A usinagem com velocidade de rotação variável e a programação de uma variação sinusoidal de ±10% na velocidade de rotação perturbam continuamente essa frequência de ressonância, causando vibração regenerativa. Essa ferramenta antivibração foi incluída para obter o máximo proveito da vibração regenerativa, aproveitando a vantagem do eixo longo nesta aplicação, com uma relação comprimento/diâmetro de 8:1. Isso elimina completamente as marcas de vibração e proporciona usinagem de alta dureza , algo antes inatingível.
Mitigando a deformação da peça através de suporte estratégico.
A base do argumento reside na capacidade de controlar as deflexões da melhor maneira possível, considerando que é possível controlar as forças envolvidas. Se, além do já mencionado, for possível otimizar as sequências de corte, a profundidade de corte, bem como as taxas, de modo a minimizar as forças radiais, podemos considerar o caso de operações de corte que, do ponto de vista crítico, nos permitem projetar nossos próprios apoios, também chamados de apoios fixos. Esses apoios permitem que o processo de corte seja suportado sobre a área de corte, de modo a envolvê-la completamente.
Obtendo um acabamento superior através da estabilidade integrada.
A verdadeira estabilidade pode ser definida na superfície. Nosso método de controle de vibração permite alcançar resultados excepcionais em operações de torneamento CNC com acabamento superficial . Isso é possível graças à eliminação das vibrações durante a operação de torneamento. Portanto, a peça não apresentará ondulações, possibilitando o aumento da velocidade durante o torneamento de acabamento .
Isso possibilita uma solução tecnicamente sólida para tipos específicos de instabilidade de máquinas ineficazes e dispendiosas, que são peculiarmente presentes durante o processo de torneamento CNC . Isso reforça o valor da informação aqui disponibilizada, que não se trata de um conselho de qualquer natureza, mas sim de uma abordagem testada e comprovada. Este guia de torneamento CNC baseia-se amplamente na incorporação do controle dinâmico do processo com soluções amplamente planejadas.

Figura 3; Usinagem precisa de uma peça de latão girando em um torno pela LS Manufacturing
Como avaliar as reais capacidades e a razoabilidade dos preços de um fornecedor de serviços de torneamento?
Para encontrar o melhor fornecedor de usinagem em torno CNC , é preciso olhar além do preço. Nossa missão é oferecer um ambiente que permita avaliar com precisão o melhor custo-benefício em orçamentos de torneamento CNC, pois acreditamos na importância de analisar a integridade do serviço como um todo.
Avaliação de Sistemas Fundamentais e Controle de Processos
- Gestão de Qualidade Certificada: Seguimos as diretrizes estabelecidas pela certificação IATF 16949 , pois ela proporciona uma abordagem muito disciplinada aos processos, à responsabilidade e à melhoria contínua.
- Estrutura de custos transparente: Nossos orçamentos fornecem uma discriminação detalhada (ex.: Material 45%, Usinagem 30%, Ferramentas 15%, Custos indiretos 10% ), justificando o valor por trás do preço para todos os serviços de torneamento CNC .
- Mitigação de riscos: APQP e PPAP formalizam o processo para garantir a qualidade e a entrega pontual das peças, desde a fase de protótipo até o início da fase de produção propriamente dita.
Auditoria de Capacidades Técnicas e Integridade de Medição
- Investimento em Metrologia: Uma máquina de medição de precisão da Mitutoyo, com precisão de 0,0001 mm, é utilizada para verificar as dimensões dos componentes e a geometria da ferramenta, garantindo a exatidão das peças durante o torneamento de precisão .
- Documentação do processo: Fornecemos evidências por meio de relatórios de primeira análise, dados de CEP (Controle Estatístico de Processo) e dados de inspeção, em vez de apenas prometer fornecê-los.
- Colaboração técnica: Nesta etapa, os engenheiros avaliam o projeto das peças antes do início da produção, considerando também possíveis otimizações .
Avaliando a Transparência Operacional e o Valor da Parceria
- Sem custos ocultos: Nosso orçamento gratuito para torneamento CNC inclui todos os custos de preparação, programação e inspeções, garantindo que não haja surpresas.
- Comunicação proativa: Fornecemos um líder de projeto designado para atualizações em tempo real, a fim de facilitar o processo de torneamento de ferramentas em tempo real .
- Suporte a longo prazo: Nossa promessa de qualidade consistente, entrega pontual e otimização contínua do processo de fabricação nos torna uma extensão da sua equipe.
Este é o nosso sistema e servirá como nossa medida para testar e avaliar o desempenho e a viabilidade de um fornecedor. Ele reforça nosso compromisso com a colaboração, partindo de uma posição de rigor técnico e verificação de valor. É o nosso diferencial para um fornecedor de usinagem em torno CNC .
Figura 4: Diagrama esquemático do ponto de contato da ferramenta de torneamento CNC da LS Manufacturing
LS Manufacturing - Indústria de Dispositivos Médicos: Projeto de Usinagem de Precisão para Parafusos Ósseos
Assim, o caso demonstra a aplicação das capacidades de torneamento CNC de precisão da LS Manufacturing na resolução de um problema essencial de qualidade associado ao fabrico de dispositivos médicos, culminando numa mudança revolucionária na forma como um parafuso de titânio para osso é fabricado, como se segue:
Desafio do Cliente
Uma empresa especializada na fabricação de dispositivos médicos solicitou auxílio no processo de fabricação de um parafuso ósseo de titânio de Φ3 ± 0,005 mm. Seu processo anterior apresentava um erro de circularidade de 0,01 mm e rugosidade superficial de 0,8 mícron . Embora a empresa seguisse rigorosamente as especificações, o produto não atingia as características desejadas, com uma taxa alarmante de 80% .
Solução de fabricação LS
Uma estratégia de torneamento CNC personalizada foi implementada utilizando tornos tipo suíço. A solução sob medida apresentou uma ferramenta PCD personalizada com ângulos de ataque de 10° e folga de 8°, com parâmetros otimizados de Vc=60m/min, f=0,02mm/rev e lubrificação com quantidade mínima. A configuração de microtorneamento minimiza a força de corte e a carga térmica, abordando, assim, diretamente os problemas de erro de forma e acabamento superficial.
Resultados e Valor
A geometria final da peça foi obtida com um valor de circularidade de <=0,003 mm , enquanto a rugosidade da peça foi de 0,2 µm , superando em muito o valor esperado pelas especificações. Ao mesmo tempo, o rendimento foi excepcional, atingindo 99,5% . Com essa garantia de qualidade incorporada ao produto, o cliente conseguiu economizar 800.000 yuans .
Este projeto também serve para destacar nossa capacidade de enfrentar desafios complexos na área de microusinagem por meio da adoção e integração de inovações de processo. O valor que nossa organização agrega ao fornecer serviços de torneamento CNC é sustentado por nossa capacidade técnica e pelo uso de uma metodologia empírica e orientada a resultados para mensurar o valor do relacionamento com o cliente.
Aumente a precisão dos seus dispositivos médicos para uma taxa de aprovação de 99,5% com nossas soluções de torneamento de nível suíço.

Análise das tendências futuras e direções de inovação na transformação tecnológica
O que precisamos para o futuro da usinagem não são apenas máquinas que produzam peças mais rapidamente — não, precisamos de máquinas mais inteligentes que possam neutralizar automaticamente a variabilidade do processo . Estamos desenvolvendo soluções de última geração que abordam o desafio fundamental de fornecer e manter padrões de torneamento CNC de precisão com um compromisso inabalável com a qualidade:
Compensação autônoma para desgaste da ferramenta e deriva térmica
Nossa pesquisa e desenvolvimento se concentram na tecnologia de um sistema de torneamento adaptativo de circuito fechado. O uso de sensores de força e de emissão acústica instalados no porta-ferramentas permite que a máquina saiba em tempo real quais ajustes devem ser feitos, garantindo consistência da primeira à milésima peça, sem a necessidade de intervenção humana. Essa característica é um dos principais diferenciais do nosso guia de torneamento CNC .
Usinagem híbrida integrada para geometrias complexas
Para reduzir ou eliminar completamente a necessidade de operações secundárias, estamos também a desenvolver um processo de configuração única para a combinação da operação de torneamento com ablação a laser e acabamento ultrassónico. Para buchas aeroespaciais de aço temperado, um processo de usinagem com fixação única permite a conclusão sequencial do torneamento do diâmetro externo, texturização a laser de superfícies de apoio específicas e acabamento ultrassónico das secções de raio. A operação de usinagem acima descrita completa os processos de usinagem, resultando numa redução de 65% no tempo de produção.
Otimização preditiva de processos por meio de simulação de gêmeos digitais
A criação de gêmeos digitais baseados em princípios físicos para todo o processo , onde o termo "processo total" se refere ao processo completo de torneamento de materiais duros , torna-se possível, e os parâmetros podem ser simulados em um ambiente virtual. Dessa forma, será possível evitar o desenvolvimento de certos parâmetros, como o surgimento de tensões internas ou a ocorrência de vibrações indesejáveis, como a vibração incômoda (chatter), antes do início do processo total, onde ocorre o corte de uma volta do metal.
O rumo que traçamos em nosso crescimento é definido pela solução dos desafios reais de variabilidade, complexidade e previsibilidade. Além disso, o documento a seguir apresenta uma visão geral da abordagem prática utilizada na criação de um ambiente de usinagem autocorretivo, integrado e simulado. Isso posiciona nossos serviços de torneamento CNC como soluções fundamentalmente projetadas para os futuros desafios do torneamento CNC , onde a profundidade técnica garante resultados consistentes.
Perguntas frequentes
1. Qual o material de ferramenta mais adequado para tornear aço inoxidável?
A melhor opção seria selecionar um substrato composto de carboneto de cimento com 10% de cobalto revestido com TiAlN e uma velocidade de 80 a 120 metros por minuto . Essa opção se baseia nos dados de teste obtidos da LS Manufacturing ; ou seja, com essa opção, a vida útil da ferramenta seria de até 400 minutos .
2. Como obter, de forma econômica, uma rugosidade superficial de Ra0,4μm?
Utilizando uma ponta de ferramenta finamente retificada ( rε=0,2mm ), uma taxa de avanço de 0,05mm/rev e técnicas de brunimento, a LS Manufacturing consegue usinagem estável com Ra de 0,2 a 0,4μm .
3. Como garantir a precisão dimensional na usinagem de furos profundos?
Na LS Manufacturing, barras de mandrilamento antivibração com sistemas de refrigeração de alta pressão, até uma pressão de 5 MPa, com remoção de cavacos a cada 50 mm, foram empregadas para obter um nível de precisão de ±0,01 mm com uma relação de aspecto de 8:1 .
4. Como controlar os custos de ferramentas na produção em massa?
A LS Manufacturing atende seus clientes, proporcionando-lhes uma economia de 30 a 40% nos custos com ferramentas por meio de seus sistemas de gerenciamento de vida útil de ferramentas, programas de compra com desconto e programas de reafiação.
5. Quais são as precauções a serem tomadas ao tornear materiais de difícil usinagem?
Ao escolher um substrato com boa resistência, um ângulo de inclinação menor e refrigeração adequada, a LS Manufacturing consegue uma vida útil da ferramenta de 120 minutos na usinagem de Inconel 718.
6. Como obter um orçamento preciso para usinagem de torneamento?
Por favor, forneça-nos detalhes como modelos 3D, materiais, precisão dos dados e tamanhos dos lotes, e enviaremos uma análise detalhada do processo juntamente com o orçamento em apenas 2 horas.
7. Qual é o prazo de entrega mais rápido para pedidos urgentes?
Os pedidos de amostra estão disponíveis em 24 horas , e os pedidos pequenos levam de 3 a 5 dias . A LS Manufacturing desenvolveu um processo de acesso rápido.
8. Como garantir a consistência do lote na usinagem de torneamento?
Por meio do controle de processo SPC e da calibração dos equipamentos utilizados, a LS Manufacturing consegue atingir o tamanho de lote CPK ≥ 1,67 com uma taxa de aprovação superior a 99,5% .
Resumo
Por meio da seleção científica de ferramentas, otimização precisa de parâmetros e um sistema abrangente de controle de qualidade, a usinagem de precisão alcança um equilíbrio perfeito entre alta qualidade e alta eficiência . A LS Manufacturing, com sua ampla expertise técnica e vasta experiência em projetos, oferece aos clientes soluções completas, do projeto à fabricação.
Para soluções de torneamento personalizadas ou orçamentos precisos, entre em contato com a equipe da LS Manufacturing agora mesmo. Envie seus desenhos para uma análise profissional e preços transparentes. Para materiais especiais ou projetos complexos, agende uma consulta individual com nossos especialistas. Ligue para nossa central de atendimento técnico para processamento de amostras gratuito. Clique para enviar seus desenhos e obter sua solução de torneamento exclusiva!
Pronto para avançar? Nossa equipe de especialistas está aqui para aprimorar suas capacidades de torneamento de alta precisão.
📞Telefone: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. Serviços da LS Manufacturing: Não há declarações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da rede da LS Manufacturing. Essa é a responsabilidade do comprador. Solicite um orçamento de peças . Identifique os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe de Fabricação LS
A LS Manufacturing é uma empresa líder no setor , especializada em soluções de fabricação personalizadas. Com mais de 20 anos de experiência e mais de 5.000 clientes, concentramo-nos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção , estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolha a LS Manufacturing. Isso significa eficiência, qualidade e profissionalismo na escolha.
Para saber mais, visite nosso site: www.lsrpf.com .


