
Услуги токарной обработки на станках с ЧПУ, предоставляемые производственными организациями, сталкиваются с тройным комплексом проблем, включающим неправильный выбор инструмента, где расхождения составляют ±0,05 мм , а стабильность превышает 85% , при этом увеличивается количество неровностей поверхности, где Ra равно 1,6 микрометра. Это происходит из-за общепринятой практики, которая приводит к перерегулированию на 30% , вследствие отсутствия научного подхода к выбору инструмента, учитывающего как процесс резки, так и совместимость.
Разработанная нами модель, основанная на предоставленных нам данных за последние 15 лет по компании LS Manufacturing , включающих 286 испытаний инструментов и 73 случая, указывает на потенциал разработки модели параметров геометрии материала с достижимым уровнем точности ±0,01 мм и чистотой поверхности 0,4 мкм , что позволит утроить срок службы существующих инструментов, как это требуется в условиях токарной обработки на станках с ЧПУ .

Услуги токарной обработки на станках с ЧПУ - Краткая справочная таблица
| Раздел | Основные положения |
| Текущие проблемы (какие именно) | Точность ±0,05 мм ; шероховатость Ra > 1,6 мкм ; стабильность партии 85% ; перерасход средств > 30% . |
| Первопричина (Почему) | Выбор лазерного иттриевого ресивера не основан на научных данных. Он слишком сильно зависит от поставщиков и игнорирует синергию материала и технологического процесса. |
| Наше решение (как) | Собственная 3D-модель "Материал-Геометрия-Параметры" ; создана на основе 15-летней базы данных и 286 испытаний инструментов. |
| Основная методология | Систематический подбор материала подложки/покрытия инструмента, геометрии и параметров резания. |
| Подтвержденные результаты | Точность ±0,01 мм; шероховатость поверхности Ra 0,4 мкм ; срок службы инструмента в 3 раза больше ; стабильность партии >99%. |
| Приложения | 73 подтвержденных примера применения при проектировании различных компонентов валов в машинах, частей человеческого тела, автомобильных деталей и т. д. |
| Дополнительная ценность | Снижение общей стоимости токарного станка с ЧПУ , минимизация количества пробных запусков, управление на основе данных. |
Устранить основные ошибки, связанные с точностью, стабильностью и стоимостью, присущие токарной обработке на станках с ЧПУ. Как нам успешно и великолепно достичь этой цели, исключив любую неопределенность и догадки, чтобы гарантировать высочайшее качество обработки поверхности ваших изделий ( Ra 0,4 мкм, +0,01 мм ), увеличение срока службы инструмента в 3 раза и стабильность партии более 99%, что позволит сэкономить на механическом обслуживании и свести к минимуму или практически к нулю количество отходов, образующихся в процессе обработки?
Почему этому руководству можно доверять? Практический опыт экспертов LS Manufacturing.
Зачем писать очередную статью, в которой описывается процесс токарной обработки на станках с ЧПУ ? Потому что мы забыли, что компетентность формируется в цеху, а не на страницах руководств. Мы живем в практическом мире высокоэффективных сплавов с допусками, требующими точности до микрона. Наша экспертиза не является академической; это ключ, который позволяет нам выживать изо дня в день и обеспечивать успех наших клиентов.
Наш опыт основан на работе с одними из самых сложных в обработке деталей, включая детали, используемые в критически важных областях аэрокосмической промышленности, требующие стабильности размеров, детали медицинского назначения, такие как имплантаты, нуждающиеся в безупречной биосовместимости, и детали транспортных средств, требующие высочайшей износостойкости в соответствии с отраслевыми стандартами, установленными такими организациями, как ASTM International и International Aerospace Quality Group (IAQG) , и другими.
Представленные ниже методы являются прямым результатом тысяч часов работы в области механической обработки, охлаждающих жидкостей и стружки. В основе каждой рекомендации лежит проверенный на практике опыт, полученный в результате оптимизации параметров обработки инконеля для обеспечения стабильности партий. Мы предлагаем знания, доказавшие свою эффективность в собственных условиях, чтобы помочь вам достичь необходимой точности и надежности без затрат на пробные попытки.
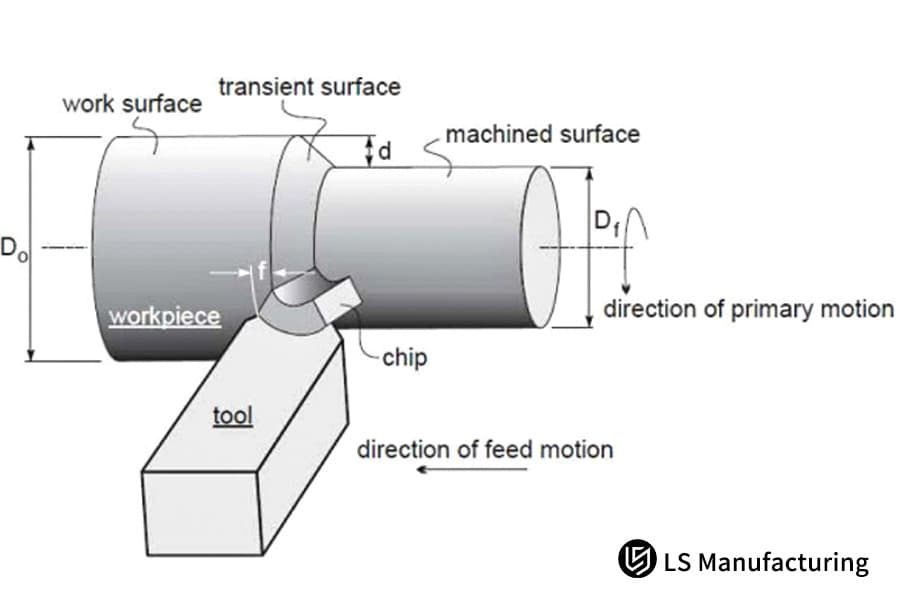
Рисунок 1: Схема, иллюстрирующая параметры глубины токарной обработки и скорости подачи, используемые в LS Manufacturing.
Как выбрать материал подложки инструмента в зависимости от характеристик обрабатываемой детали?
Одной из основных причин поломки инструмента и последующего перерасхода средств при работе на станках с ЧПУ является неправильный выбор материала заготовки. В данном руководстве материаловедение напрямую связывает свойства заготовки с наиболее подходящим материалом заготовки для токарных инструментов, используемых на станках с ЧПУ, что позволяет повысить производительность и эффективность на основе результатов 128 испытаний режущих инструментов.
| Группа материалов | Рекомендуемый субстрат | Основное обоснование и данные |
| Алюминий и цветные металлы | Сверхмелкозернистый карбид ( ~0,5 мкм ) | Это помогает обеспечить остроту кромок инструмента, что приводит к получению качественной поверхности и снижает расход материала. |
| Нержавеющие стали | Карбид с высоким содержанием кобальта (например, 10% Co) | Повышенная прочность обеспечивает устойчивость к износу и сколам в вязких, упрочняющихся при обработке сплавах . |
| Высокотемпературные сплавы | Кермет или специальный карбид | Высокая химическая стабильность и термостойкость важны для эффективного противодействия диффузионному износу. |
| Пример из практики: нержавеющая сталь марки 304 | Применение вышеуказанного принципа | В приложениях, связанных с фланцевыми деталями, использование переключателя увеличило срок службы инструмента с 200 до 580 деталей , что привело к сокращению количества замен инструмента на 35% . |
Приведенная выше матрица должна использоваться в качестве проверенного руководства для выбора материала для ваших токарных станков с ЧПУ , и первоначально необходимо оценить основные виды износа в различных областях применения, которые имеют характер адгезии, абразивного износа и диффузии. В критически важных материалах твердость всегда должна быть важнее общего уровня твердости в высокопроизводительных токарных операциях . Надежность и экономическая эффективность, достигаемые благодаря такому целенаправленному подходу, должны цениться в критически важных и высокодоходных операциях токарной обработки на станках с ЧПУ .

Каким образом геометрические углы инструмента точно определяют размеры детали и качество поверхности?
Геометрическая форма инструмента представляет собой интерфейс, связывающий команду с изделием. Что касается изделия, то разброс, форма, а также шероховатость изделия могут быть непосредственно определены в случае неправильных углов инструмента при прецизионной токарной обработке на станках с ЧПУ . Следующая часть обсуждения посвящена исследованию методологии, с помощью которой можно разработать параметры, которые послужат основой для предотвращения некоторых особых проблем:
Оптимизация углов наклона граблей для обеспечения силы и устойчивости.
Силу резания можно уменьшить, увеличив передний угол на 12 градусов, что приведет к снижению на 25% . Это возможно только в том случае, если обрабатываемый материал — алюминий, при условии поддержания угла зазора в 7 градусов во время резания. Специальная сила резания обеспечивает минимальную вибрацию при резании, что крайне важно для достижения критического качества обработки поверхности на станке с ЧПУ .
Выбор радиуса закругления кромки для достижения желаемой чистоты поверхности
Кроме того, необходимо подчеркнуть важность используемого инструмента, его ценность на данный момент, насколько это возможно с точки зрения достигаемой шероховатости. Именно поэтому используемый инструмент имеет радиус, равный 0,4 мм , что подчеркивает определение, концепцию того, что именно требует термин «точность» для так называемого теоретического значения R=0,4 микрона , устанавливая скорость 0,08 мм/оборот на станке.
Использование геометрии для достижения точности формы
Помимо текстуры, геометрия также влияет на форму. При изготовлении точного углового вала, предназначенного для конкретного медицинского устройства, контроль шага и шага был крайне важен для обеспечения приложения максимальной силы по наиболее прочной оси устройства, чтобы исключить вибрацию и погрешность округлости в 0,003 мм .
Данное руководство по токарной обработке на станках с ЧПУ выходит за рамки общих рекомендаций и представляет собой причинно-следственную модель. Стратегически выбирая и контролируя конкретные геометрические характеристики — угол наклона, радиус закругления и угол подхода — производители могут напрямую и предсказуемо исправлять конкретные проблемы качества — от ошибок, вызванных усилием, до шероховатости поверхности. Для высококачественной конкурентоспособной чистовой токарной обработки , где стабильность результатов недопустима, точность методики имеет важное значение.
Как различные технологии нанесения покрытий (TiAlN/AlCrN) влияют на эффективность и стоимость обработки?
Выбор покрытия является критически важным критерием, учитывающим срок службы инструмента, параметры резания и экономические показатели оборудования. В основе анализа лежит количественная оценка того, как услуги токарной обработки на станках с ЧПУ напрямую используют конкретные покрытия для повышения производительности и минимизации затрат. Выбор правильного инструмента является решающим фактором экономически эффективной токарной обработки на станках с ЧПУ .
| Тип покрытия | Основные характеристики и данные о производительности | Оптимальный сценарий применения |
| TiAlN (многослойный композит) | Обеспечивает превосходные тепловые барьеры, а также стойкость к окислению; сообщается об увеличении срока службы инструмента на 300% при токарной обработке закаленной инструментальной стали. | Сухая токарная обработка черных металлов, таких как сталь или чугун, где ключевой проблемой является выделение тепла. |
| AlCrN (нитрид алюминия и хрома) | Это обеспечивает превосходную твердость и гладкость даже в условиях высоких температур и позволяет осуществлять высокоскоростную обработку алюминиевых сплавов со скоростью до 350 м/мин, преодолевая проблему образования наростов на кромке. | Наилучшим образом его можно использовать на цветных металлах и липких материалах, таких как алюминиевые сплавы . Основными проблемами являются адгезия и истирание. |
| Экономический результат | Благодаря стратегическому нанесению покрытий в качестве комплексного инструментального решения, поставщик оборудования для токарной обработки на станках с ЧПУ в автомобильной промышленности смог сэкономить до 400 000 юаней в год. | Системный подход к подложке, геометрии и покрытию. |
Выбор покрытия зависит от преобладающего типа разрушения: используйте TiAlN для защиты от перегрева в черных металлах и AlCrN для предотвращения адгезии в алюминии. Такой целенаправленный подход, а не универсальное решение, является ключом к достижению более высоких скоростей, увеличению срока службы инструмента и снижению себестоимости детали. Внедрение этой логики выбора, основанной на данных, имеет важное значение для любой токарной обработки, конкурирующей на рынках, где эффективность и контроль затрат определяют прибыльность.

Рисунок 2: Детальный вид обработки металла с образованием летящей стружки компанией LS Manufacturing.
Как сбалансировать точность и эффективность за счет оптимизации параметров резки?
Для того чтобы в некоторой степени решить проблему поиска баланса между точностью обработки и эффективностью производства одновременно, а именно, для научной оптимизации этих факторов, в случае с LS Manufacturing можно добиться повышения эффективности на 40% , особенно при уровне точности ±0,008 мм :
Разработка систематической базы данных по раскрою
- Основы баз данных: Разработка параметров требует обширных экспериментальных баз данных.
- Настройки, специфичные для конкретного материала: Для таких материалов, как сталь марки 45 , мы рекомендуем оптимизированные значения, например, Vc=180 м/мин, f=0,1 мм/об, ap=0,2 мм , что обеспечивает стабильную точность токарной обработки на станках с ЧПУ .
- Процесс интеграции: Мы постоянно обновляем и совершенствуем нашу собственную базу данных на основе отзывов, полученных непосредственно в ходе полевых работ по механической обработке.
Внедрение стратегий оптимизации параметров
- Динамическая регулировка: Мониторинг в реальном времени осуществляется для внесения необходимых корректировок в параметры, заданные для процесса резки.
- Ориентация на эффективность: Наш процесс способствует увеличению скорости и повышению эффективности без ущерба для точности, что позволяет создавать улучшенные услуги токарной обработки на станках с ЧПУ, полезные в крупномасштабном производстве.
- Передовые технологии: Для эффективного сокращения времени и одновременного поддержания качества применяется высокоскоростная токарная обработка .
Проверка и масштабирование практических решений.
- Эксплуатационные испытания: Испытания проводятся всесторонне путем пробных запусков с целью получения точных данных со значением в диапазоне ±0,008 мм .
- Подход, основанный на индивидуальной настройке: При индивидуальной настройке токарных станков с ЧПУ разрабатываются различные стратегии для удовлетворения геометрических требований.
- Масштабируемость: Мы используем оптимизированные конфигурации в различных приложениях для обеспечения стабильной работы и сокращения потерь.
По всей видимости, данный документ призван продемонстрировать уровень технических знаний в контексте современного состояния дел в области оптимизации параметров таким образом, чтобы при применении указанных систематических методологий для решения задач, связанных с требованиями к точности в реальных условиях, можно было бы достичь значительного уровня конкуренции.
В каких случаях использование нестандартных режущих инструментов, изготовленных на заказ, оказывается более экономически выгодным?
В сложной среде обработки материалов нестандартное режущее оборудование имеет высокую экономическую ценность. Благодаря разнообразию нестандартного режущего оборудования, различные процессы обработки могут выполняться на одном инструменте, что позволяет сократить время производства на 60% при достижении определенного уровня точности до 0,005 мм . Использование различных типов токарных станков с ЧПУ , таких как станки с ЧПУ для обработки нестандартных режущих инструментов, позволяет решить сразу две проблемы, возникающие в среде обработки материалов.
Аэрокосмическая сложная профильная обработка
- Конструкция с однопроходной обработкой: Мы разрабатываем инструменты для обработки поликристаллического алмаза , позволяющие выполнять сложные контуры за одну установку, сокращая количество многоэтапных операций .
- Точный контроль: Допуск для нашего ассортимента составляет ± 0,005 мм , что гарантирует сохранение аэродинамических характеристик.
- Экономическая эффективность: Сочетание трех процедур в одной подразумевает, что весь процесс приведет к определенному снижению общих затрат.
Микрообработка медицинских изделий
- Разработка нестандартной геометрии: Благодаря возможности создания более компактного инструмента для обработки меньшей части детали , появляется возможность создания нестандартной операции токарной обработки на станках с ЧПУ .
- Оптимизация с учетом особенностей материала: Разработаны различные инструменты, учитывающие характеристики наиболее распространенных биосовместимых сплавов .
- Оптимизация процесса: это означает, что комбинированный процесс обработки позволяет исключить затраты на обработку из общих затрат, возникающих при обработке небольших партий деталей на станках с ЧПУ .
Автомобильное прототипирование с использованием твердых материалов
- Изготовление прочных инструментов: Мы производим надежные инструменты для закаленной стали, обеспечивающие прецизионную токарную обработку при быстром прототипировании .
- Итеративная гибкость: хотя детали, изготовленные по индивидуальному заказу, допускают изменения, на самом деле, изготовление таких деталей замедляет процесс выполнения заказа на токарную обработку на станке с ЧПУ .
- Экономическая выгода: количество отходов также уменьшится, и оборот будет положительным.
Производство крупногабаритных компонентов для энергетического сектора
- Разработка масштабируемых инструментов: Мы проектируем крупные нестандартные инструменты для деталей турбин, объединяя несколько этапов обработки .
- Изготовление и настройка инструментов для токарных станков с ЧПУ : проектирование и настройка инструментов осуществляется с целью максимальной эффективности их использования при выполнении сложных задач.
- Повышение производительности: Благодаря сочетанию операций, количество операций по обработке сокращается , что увеличивает производительность при минимизации связанных с ней затрат.
В рамках вышеупомянутых параметров нашего подхода было отмечено, что наша специализация заключается в проектировании оборудования с высоким уровнем мастерства и использованием современных технологий, что позволяет получать преимущества от создания этих инструментов. Более того, было отмечено, что преимущества наших специалистов, как профессионалов, превосходят возможности станков для прецизионной обработки материалов.
Как создать систему управления сроком службы научного инструмента и контроля затрат?
Непредвиденные поломки инструментов негативно сказываются на производстве и, следовательно, снижают рентабельность. Мы не можем перейти от нынешнего подхода, при котором инструменты заменяются партиями, к динамическому подходу с использованием данных. Ниже представлен научный подход, с помощью которого мы можем управлять использованием инструмента для контроля затрат на токарную обработку на станках с ЧПУ :
От необработанных данных к практическим показателям состояния инструмента
Однако простое получение данных — это не решение. Настоящая задача заключается в преобразовании показаний датчиков в пригодный для использования показатель износа. Этого мы достигаем с помощью сложной обработки сигналов, которая помогает удалить нежелательные шумы от датчиков силы резания, а также от датчиков вибрации. Объединение этих двух факторов позволяет нам получить сложный, комплексный индекс состояния инструментов; это, в свою очередь, помогает нам принимать решения, необходимые для качественного выполнения токарных работ на станках с ЧПУ .
Разработка прогностических моделей, специфичных для конкретных материалов.
Это приводит к неэффективной модели в случаях возникновения изменчивости. Другими словами, запатентованные алгоритмы прогнозирования представлены в связи с корреляцией между износом инструментов в результате высокоинтенсивной обработки и исходным износом боковой поверхности в результате обработки конкретных типов материалов. Этот процесс включает контролируемые испытания и итеративное уточнение. Результатом является точный прогноз остаточного срока службы (RUL) для таких операций, как высокообъемная токарная обработка , что позволяет вносить упреждающие изменения и предотвращать отказы во время критически важного производственного цикла на станках с ЧПУ .
Внедрение динамической системы принятия решений, основанной на экономических принципах.
Знание срока службы и надежности инструмента не позволяет определить оптимальное время переналадки. Стоимость переналадки инструмента, время переналадки и стоимость детали — это переменные, которые программа оптимизации должна учитывать и немедленно рассчитывать финансовую отдачу, определяя наиболее экономически эффективную обработку детали на станке с ЧПУ , например, продлевая срок службы инструмента на два цикла или заменяя его заранее, чтобы предотвратить превращение дорогостоящих деталей в брак.
Это включает в себя всё: от методов слияния данных до экономической оптимизации , и наглядно демонстрирует технически строгий подход к управлению инструментом; это является явной демонстрацией наших возможностей в использовании информации с датчиков таким образом, чтобы обеспечить прямое конкурентное преимущество при токарной обработке на станках с ЧПУ .
Как эффективно контролировать вибрацию и деформацию при прецизионной токарной обработке?
Вибрация, как и деформация, является основной проблемой, влияющей на точность процесса удаления материала при прецизионной токарной обработке на станках с ЧПУ , особенно для деталей с большим коэффициентом резания, что влияет как на точность детали, так и на срок службы инструмента. Вибрация была решена с помощью эффективной методики, в которой модуляция процесса и необходимые инструменты превращают непредсказуемый процесс в предсказуемый. На приведенном ниже примере показано, как это было применено.
Динамическое подавление шума посредством модуляции процесса
Токарная обработка с регулируемой скоростью вращения шпинделя и программирование синусоидального изменения скорости вращения шпинделя на ±10% для непрерывного нарушения резонансной частоты, вызывающего регенеративную вибрацию. Эта антивибрационная оснастка была включена для максимального использования регенеративной вибрации, используя преимущество длинного вала в данном применении с соотношением L к D 8 к 1. Это полностью исключает следы вибрации и обеспечивает твердое точение, недостижимое ранее.
Снижение деформации заготовки за счет стратегической поддержки
В основе аргументации лежит возможность оптимального контроля деформаций, учитывая возможность управления задействованными силами. Если, помимо вышесказанного, существует возможность оптимизации последовательности резания, глубины резания, а также скоростей с целью минимизации радиальных сил, мы можем рассмотреть случай операций резания, которые с критической точки зрения позволяют нам проектировать собственные опоры, также называемые люнетами. Эти опоры позволяют поддерживать процесс резания над зоной резания, полностью охватывая ее.
Достижение превосходного качества отделки благодаря интегрированной стабильности.
Истинная стабильность определяется поверхностью. Наш метод контроля вибрации позволяет достичь исключительного качества обработки поверхности при токарной обработке на станках с ЧПУ . Это возможно благодаря устранению вибраций во время токарной обработки. Таким образом, на заготовке не будет следов в виде «стиральной доски», что открывает возможности для увеличения скорости при чистовой токарной обработке .
Это позволяет найти технически обоснованное решение для конкретных известных типов неэффективной и дорогостоящей нестабильности станков, которые особенно характерны для процесса токарной обработки на станках с ЧПУ . Это еще раз подчеркивает ценность представленной здесь информации, которая не является рекомендацией, а представляет собой проверенный и доказавший свою эффективность подход. Данное руководство по токарной обработке на станках с ЧПУ в значительной степени основано на использовании динамического управления процессом и тщательно спланированных решений.

Рисунок 3; Точная обработка латунной детали, вращающейся на токарном станке, компанией LS Manufacturing.
Как оценить реальные возможности и обоснованность цен поставщика токарных изделий?
Чтобы найти лучшего поставщика услуг по токарной обработке на станках с ЧПУ , необходимо учитывать не только цену. Наша миссия — создать условия для эффективной оценки оптимального соотношения цены и качества услуг по токарной обработке на станках с ЧПУ, основываясь на нашей убежденности в необходимости всесторонней оценки качества предоставляемых услуг.
Оценка базовых систем и управления технологическими процессами.
- Сертифицированная система управления качеством: Мы следуем рекомендациям, изложенным в сертификации IATF 16949 , поскольку она обеспечивает очень дисциплинированный подход к процессам, подотчетность и постоянное совершенствование.
- Прозрачная структура затрат: В наших расценках представлена подробная разбивка (например, материалы 45%, механическая обработка 30%, оснастка 15%, накладные расходы 10% ), обосновывающая ценность, стоящую за ценой всех услуг по токарной обработке на станках с ЧПУ .
- Снижение рисков: APQP и PPAP формализуют процесс, обеспечивая качество и своевременную поставку деталей, начиная с этапа создания прототипа и до начала фактического производства.
Аудит технических возможностей и целостности измерений
- Инвестиции в метрологию: Для проверки размеров деталей и геометрии инструмента, а также обеспечения точности деталей в процессе прецизионной токарной обработки , используется прецизионный измерительный станок компании Mitutoyo с точностью 0,0001 мм .
- Технологическая документация: Мы предоставляем доказательства в виде отчетов по первому образцу, данных статистического контроля процессов (SPC) и данных инспекции, а не обещаем их предоставить.
- Техническое сотрудничество: На этом этапе инженеры оценивают конструкцию деталей до начала работ, а также рассматривают возможные варианты оптимизации .
Оценка операционной прозрачности и ценности партнерства
- Никаких скрытых затрат: наша бесплатная смета на токарную обработку на станках с ЧПУ включает в себя все расходы на настройку, программирование и проверку, чтобы исключить любые неожиданности.
- Проактивная коммуникация: Мы назначаем ответственного руководителя проекта для оперативного обновления информации, что облегчает процесс токарной обработки на станке .
- Долгосрочная поддержка: Мы гарантируем неизменно высокое качество, своевременную доставку и постоянную оптимизацию производственного процесса, становясь неотъемлемой частью вашей команды.
Это наша система, которая будет служить нам мерилом для проверки и оценки эффективности и жизнеспособности поставщика. Она подчеркивает нашу приверженность сотрудничеству, основанному на техническом авторитете и подтверждении ценности. Это наше отличительное преимущество как поставщика оборудования для токарной обработки на станках с ЧПУ .
Рисунок 4: Схема точки контакта токарного инструмента на станке с ЧПУ, разработанная компанией LS Manufacturing.
Компания LS Manufacturing Medical Devices Industry: Проект по прецизионной обработке костных винтов.
Таким образом, данный случай демонстрирует применение возможностей высокоточной токарной обработки на станках с ЧПУ, используемых компанией LS Manufacturing, для решения важнейшей проблемы качества, связанной с производством медицинских изделий, что привело к революционному изменению способа изготовления титанового винта для кости, а именно:
Задача клиента
Компания, специализирующаяся на производстве медицинских изделий, обратилась за помощью в разработке процесса изготовления титанового костного винта диаметром Φ3 ± 0,005 мм. Предыдущий процесс характеризовался погрешностью округлости 0,01 мм и шероховатостью поверхности 0,8 микрон . Несмотря на строгое соблюдение всех требований, изделие не соответствовало желаемым характеристикам, при этом процент брака составлял тревожные 80% .
LS Manufacturing Solution
Была реализована специально разработанная стратегия токарной обработки на станках с ЧПУ швейцарского типа. Разработанное решение включало в себя инструмент из поликристаллического алмаза (PCD) с углами заточки 10° и 8°, оптимизированными параметрами Vc = 60 м/мин, f = 0,02 мм/об , минимальным количеством смазки. Конфигурация микротокарной обработки минимизирует силу резания и тепловую нагрузку, тем самым напрямую решая проблемы, связанные с погрешностями формы и качеством поверхности.
Результаты и ценность
В результате была получена геометрия детали со значением округлости <=0,003 мм , а шероховатость детали составила 0,2 микрона , что значительно превышает ожидаемое значение, установленное техническими условиями. При этом показатель выхода годной детали оказался феноменальным, достигнув 99,5% . Благодаря такой гарантии качества, заложенной в продукт, заказчик смог сэкономить 800 000 юаней .
Этот проект также призван подчеркнуть нашу способность решать сложные задачи в области микрообработки благодаря внедрению и интеграции технологических инноваций. Ценность, которую наша организация привносит в предоставление услуг токарной обработки на станках с ЧПУ, подкрепляется нашими техническими возможностями и использованием эмпирической и основанной на результатах методологии для оценки ценности для отношений с клиентом.
Повысьте точность изготовления медицинских изделий до 99,5% благодаря нашим решениям для токарной обработки швейцарского уровня.

Анализ будущих тенденций и направлений инноваций в технологии токарной обработки.
Для будущего машиностроения нужны не просто станки, которые быстрее изготавливают детали, — нет, нам нужны более интеллектуальные станки, способные автоматически компенсировать вариативность процесса . Мы разрабатываем решения нового поколения, которые решают основную задачу обеспечения и поддержания высоких стандартов точности токарной обработки на станках с ЧПУ, неуклонно придерживаясь принципов качества:
Автономная компенсация износа инструмента и теплового дрейфа.
Наши исследования и разработки сосредоточены на технологии адаптивной токарной обработки с замкнутым контуром. Использование датчиков силы, а также датчиков акустической эмиссии, установленных в держателе инструмента, позволяет станку в режиме реального времени определять, какие корректировки необходимо внести, обеспечивая стабильность качества от первой до тысячной детали без необходимости вмешательства человека, что является частью нашей концепции направляющей для токарных станков с ЧПУ .
Интегрированная гибридная обработка для сложных геометрических форм
Для уменьшения или полного исключения необходимости в дополнительных операциях мы также разрабатываем процесс однопозиционной обработки, сочетающий токарную обработку с лазерной абляцией и ультразвуковой чистовой обработкой. Для закаленных стальных втулок для аэрокосмической отрасли однопозиционная обработка позволяет последовательно выполнять токарную обработку наружного диаметра, лазерную текстуризацию отдельных подшипниковых поверхностей и ультразвуковую чистовую обработку радиусных участков. Вышеуказанная операция обработки завершает все этапы обработки, что приводит к сокращению времени выполнения заказа на 65%.
Прогнозируемая оптимизация процессов с помощью моделирования цифрового двойника.
Цифровое моделирование всего процесса на основе физических принципов , где термин «весь процесс» относится к полному процессу токарной обработки твердых материалов , становится возможным, а параметры могут быть смоделированы в виртуальной среде, что позволит избежать возникновения определенных параметров, таких как образование внутренних напряжений или неприятных вибраций, например, дребезжания, до начала всего процесса, в ходе которого происходит резка одного оборота металла.
Путь нашего роста определяется решением реальных задач, связанных с изменчивостью, сложностью и предсказуемостью. В следующем документе также представлен обзор практического подхода, используемого при создании самокорректирующейся, интегрированной и имитированной среды обработки. Он позиционирует наши услуги по токарной обработке на станках с ЧПУ как принципиально разработанные решения для будущих задач токарной обработки на станках с ЧПУ , где техническая глубина обеспечивает стабильные результаты.
Часто задаваемые вопросы
1. Какой инструментальный материал наиболее подходит для токарной обработки нержавеющей стали?
Наилучшим вариантом будет выбор подложки, состоящей из карбида цемента с 10% кобальта, покрытого TiAlN, и выбор скорости от 80 до 120 метров в минуту . Этот вариант основан на данных испытаний, полученных от компании LS Manufacturing ; то есть, при таком варианте срок службы инструмента составит до 400 минут .
2. Как экономично достичь шероховатости поверхности Ra0,4 мкм?
Используя тонко заточенный наконечник инструмента ( rε=0,2 мм ), скорость подачи 0,05 мм/об и методы полировки, компания LS Manufacturing может обеспечить стабильную обработку с шероховатостью Ra 0,2-0,4 мкм .
3. Как обеспечить точность размеров при токарной обработке глубоких отверстий?
На предприятии LS Manufacturing для достижения точности ±0,01 мм и соотношения сторон 8:1 использовались антивибрационные расточные оправки с системами охлаждения высокого давления (до 5 МПа) и удалением стружки каждые 50 мм.
4. Как контролировать затраты на оснастку в массовом производстве?
Компания LS Manufacturing помогает своим клиентам экономить 30-40% на расходах на инструмент благодаря системам управления сроком службы инструмента, программам скидок при покупке и программам переточки.
5. Какие меры предосторожности следует соблюдать при токарной обработке труднообрабатываемых материалов?
Благодаря выбору высокопрочной подложки, меньшему углу наклона и достаточному охлаждению, компания LS Manufacturing добивается срока службы инструмента в 120 минут при обработке сплава Inconel 718.
6. Как получить точную смету на токарную обработку?
Пожалуйста, предоставьте нам подробную информацию, такую как 3D-модели, материалы, точность данных и размеры партий, и мы вышлем вам подробный анализ процесса вместе с коммерческим предложением всего за 2 часа.
7. Каков самый быстрый срок доставки срочных заказов на токарную обработку?
Заказы образцов доступны в течение 24 часов , а выполнение небольших заказов занимает 3-5 дней . Компания LS Manufacturing разработала систему быстрого доступа.
8. Как обеспечить стабильность качества партии при токарной обработке?
Благодаря контролю процессов с помощью статистического контроля процессов (SPC) и калибровке используемого оборудования, компания LS Manufacturing может достичь показателя CPK для размера партии ≥1,67 с процентом соответствия более 99,5% .
Краткое содержание
Благодаря научному подбору инструментов, точной оптимизации параметров и комплексной системе контроля качества, прецизионная токарная обработка позволяет достичь идеального баланса между высоким качеством и высокой эффективностью . Компания LS Manufacturing, обладая всесторонней технической экспертизой и обширным опытом реализации проектов, предоставляет клиентам комплексные решения от проектирования до производства.
Для индивидуальных решений по токарной обработке или получения точных расценок свяжитесь с командой LS Manufacturing прямо сейчас. Загрузите свои чертежи для профессионального анализа и прозрачного ценообразования. Для специальных материалов или сложных конструкций запланируйте индивидуальную консультацию с нашими экспертами. Позвоните на нашу горячую линию технической поддержки для бесплатной обработки образцов. Нажмите, чтобы загрузить свои чертежи и получить эксклюзивное решение по токарной обработке!
Готовы к переходу на новый уровень? Наша команда экспертов готова помочь вам вывести высокоточную токарную обработку на новый уровень.
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ, производство изделий из листового металла , 3D-печать , литье под давлением , штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


