
تشهد خدمات الخراطة باستخدام الحاسوب (CNC) التي تقدمها الشركات المصنعة ثلاثة مشكلات رئيسية، من بينها اختيار أدوات القطع بشكل غير مناسب، حيث تصل الفروقات إلى ±0.05 مم ، مع تفاوتات تتجاوز 85% ، بالإضافة إلى زيادة في عدم انتظام السطح عند قيمة Ra تساوي 1.6 ميكرومتر. ويعود ذلك إلى الممارسات الشائعة التي تُسبب تجاوزًا بنسبة 30% ، نتيجةً لغياب أسس علمية لاختيار أدوات القطع تُراعي عمليات القطع والتوافق.
يشير النموذج في نهجنا، استنادًا إلى سجل البيانات المحدد لنا على مدار الـ 15 عامًا الماضية في حالة شركة LS Manufacturing مع 286 اختبارًا للأدوات و73 حالة، إلى إمكانية تطوير نموذج معلمات هندسة المواد بمستوى دقة قابل للتحقيق يبلغ ±0.01 مم وتشطيب سطحي يبلغ 0.4 ميكرومتر مع القدرة على مضاعفة عمر الأدوات الحالية ثلاث مرات، كما هو مطلوب في المشكلات المحددة في خدمة الخراطة CNC .

خدمات الخراطة باستخدام الحاسوب - جدول مرجعي سريع
| قسم | النقاط الرئيسية |
| التحديات الحالية (ما هي) | دقة ±0.05 مم ؛ خشونة Ra>1.6 ميكرومتر ؛ اتساق الدفعة 85% ؛ تجاوز التكلفة >30% . |
| السبب الجذري (لماذا) | لا يعتمد اختيار مستقبلات الإيتريوم في الليزر على مدخلات علمية، بل يعتمد بشكل كبير على الموردين ويتجاهل التآزر بين المواد والعمليات. |
| حلنا (كيف) | نموذج ثلاثي الأبعاد خاص "مادة-هندسة-معلمة" ؛ مبني على قاعدة بيانات عمرها 15 عامًا و286 اختبارًا للأدوات. |
| المنهجية الأساسية | المطابقة المنهجية لركيزة/طلاء الأداة، والهندسة، ومعايير القطع. |
| نتائج موثقة | دقة ±0.01 مم؛ سطح Ra 0.4 ميكرومتر ؛ عمر أداة أطول بثلاث مرات ؛ اتساق الدفعة >99%. |
| التطبيقات | 73 حالة تطبيق مثبتة في تصميم مكونات مختلفة للأعمدة في الآلات، وأجزاء جسم الإنسان، وأجزاء السيارات، وما إلى ذلك. |
| القيمة المضافة | انخفاض تكلفة مخرطة CNC بالكامل، وتقليل عدد التجارب التشغيلية، والإدارة القائمة على البيانات. |
تخلص من الأخطاء الأساسية المتعلقة بالدقة والاتساق والتكلفة، المتأصلة في عمليات الخراطة باستخدام الحاسوب. كيف نحقق هذا الإنجاز بنجاح وببراعة دون أي مجال للغموض أو التخمين لضمان حصول منتجاتك على أعلى جودة تشطيب ( Ra 0.4 ميكرومتر، +0.01 مم )، وعمر أطول للأداة يصل إلى ثلاثة أضعاف، واتساق دفعات يتجاوز 99% لتوفير تكاليف تشغيل الآلات والتخلص من مخلفات الكشط الناتجة أثناء العملية إلى الحد الأدنى أو حتى انعدامها؟
لماذا تثق بهذا الدليل؟ خبرة عملية من خبراء التصنيع في LS
لماذا نُضيّع وقتنا في كتابة مقال آخر يُناقش عملية الخراطة باستخدام الحاسوب ؟ لأننا نسينا أن الكفاءة تُبنى في ورشة العمل، لا على صفحات دليل. نحن نعيش في عالم عملي لسبائك عالية الأداء ذات تفاوتات دقيقة تصل إلى مستوى الميكرون. خبرتنا ليست مجرد نظرية، بل هي المفتاح الذي يُبقينا في السوق يوميًا ويُحقق النجاح لعملائنا.
تأتي خبرتنا من التعامل مع بعض أصعب الأجزاء التي يمكن تشكيلها، بما في ذلك تلك الموجودة في الجوانب الحرجة لصناعة الطيران التي تتطلب استقرارًا في الأبعاد، والأجزاء الطبية مثل الغرسات التي تتطلب جوانب مثالية من التوافق الحيوي، وأجزاء المركبات التي لا تتطلب سوى أفضل مقاومة للتآكل، وفقًا لمواصفات الصناعة التي وضعتها منظمات مثل ASTM International ومجموعة الجودة الدولية للفضاء الجوي (IAQG) ، من بين أمور أخرى.
التقنيات التالية التي نشاركها هي ثمرة آلاف الساعات من العمل في مجال التشغيل الآلي، ومواد التبريد، والرقائق المعدنية. تستند كل توصية إلى خبرة عملية راسخة اكتسبناها من خلال تحسين معايير إنتاج إنكونيل لضمان اتساق الدفعات. نقدم لكم هذه الخبرة التي أثبتناها في بيئات عملنا الخاصة لمساعدتكم على تحقيق الدقة والموثوقية المطلوبة دون الحاجة إلى تجربة أساليب غير مجدية.
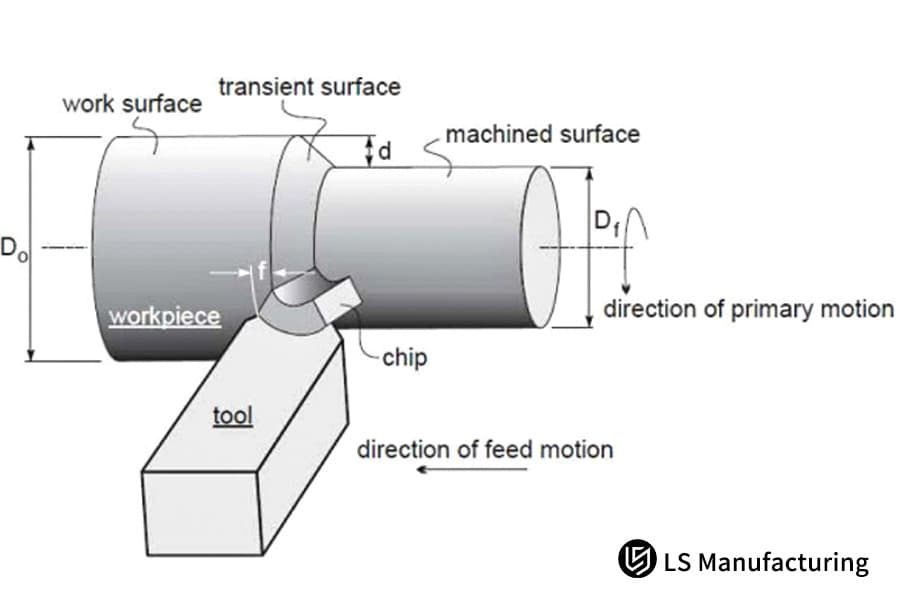
الشكل 1: رسم تخطيطي يوضح معلمات عمق الخراطة ومعدل التغذية من شركة LS Manufacturing
كيفية اختيار مادة ركيزة الأداة بناءً على خصائص قطعة العمل؟
يُعدّ اختيار مواد القطع المناسبة أحد الأسباب الرئيسية لفشل الأدوات وما يتبعه من تجاوزات في التكاليف أثناء عمليات التصنيع باستخدام الحاسوب (CNC) . يربط هذا الدليل بين علم المواد واتخاذ قرارات اختيار سليمة، وذلك من خلال ربط خصائص قطعة العمل مباشرةً بأفضل مادة أساسية لأدوات القطع في عمليات الخراطة باستخدام الحاسوب (CNC)، بهدف تحسين الأداء والكفاءة، استنادًا إلى 128 اختبارًا لأدوات القطع.
| مجموعة المواد | الركيزة الموصى بها | الأساس المنطقي والبيانات الرئيسية |
| الألومنيوم والمعادن غير الحديدية | كربيد ذو حبيبات فائقة النعومة ( حوالي 0.5 ميكرومتر ) | يساعد ذلك في توفير حدة لحواف الأدوات، مما ينتج عنه سطح جيد ويقلل من هدر المواد. |
| الفولاذ المقاوم للصدأ | كربيد ذو نسبة عالية من الكوبالت (على سبيل المثال، 10% كوبالت) | تساهم المتانة الإضافية في مقاومة التآكل الناتج عن الشقوق والتشقق في السبائك اللزجة التي تتصلب بالتشكيل . |
| سبائك درجات الحرارة العالية | سيرميت أو كربيد متخصص | تعتبر الثبات الكيميائي العالي ومقاومة الحرارة من الأمور المهمة لمقاومة التآكل الناتج عن الانتشار بشكل فعال. |
| دراسة حالة: الفولاذ المقاوم للصدأ 304 | تطبيق المبدأ المذكور أعلاه | في تطبيقات التبديل على أجزاء الشفة، زاد المفتاح من عمر الأداة من 200 جزء إلى 580 جزء ، مما أدى إلى انخفاض بنسبة 35٪ في عدد تغييرات الأداة. |
يجب استخدام المصفوفة المذكورة أعلاه كدليل معتمد لاختيار المادة الأساسية لأدوات مخرطة CNC الخاصة بك، ويجب في البداية تقييم أنماط التآكل الرئيسية، وهي الالتصاق والتآكل والانتشار. في المواد الحساسة، يجب أن تكون الحاجة إلى الصلابة هي المعيار الأهم في تطبيقات الخراطة عالية الأداء . يجب تقدير الموثوقية والنتائج الفعالة من حيث التكلفة التي يتم الحصول عليها من خلال هذا النهج الذي يركز على حل المشكلات في عمليات الخراطة المخصصة عالية القيمة المضافة باستخدام CNC .

كيف تتحكم زوايا هندسة الأدوات بدقة في دقة أبعاد القطعة وجودة سطحها؟
يمثل الشكل الهندسي للأداة واجهة الربط بين الأمر والمنتج. وفيما يتعلق بالمنتج، يمكن تحديد التشتت والشكل، بالإضافة إلى خشونة سطح المنتج، بشكل مباشر في حالة زوايا الأداة غير المناسبة أثناء عملية الخراطة الدقيقة باستخدام الحاسوب (CNC) . ويركز الجزء التالي من المناقشة على استكشاف المنهجية التي يمكن من خلالها تطوير المعايير كأساس لتجنب بعض المشكلات الخاصة.
تحسين زوايا الميل لتحقيق القوة والاستقرار
يمكن تقليل قوى القطع بزاوية ميل موجبة قدرها 12 درجة، مما يؤدي إلى انخفاض بنسبة 25% . ولا يتحقق ذلك إلا إذا كانت المادة المراد قطعها هي الألومنيوم، بشرط الحفاظ على زاوية خلوص قدرها 7 درجات أثناء القطع. وتؤدي قوة القطع الخاصة إلى تقليل اهتزاز القطع إلى أدنى حد ممكن، مما يضمن الحصول على أفضل النتائج على سطح تشطيب ماكينة الخراطة CNC .
اختيار نصف قطر الأنف للحصول على تشطيب سطحي مستهدف
يجب التأكيد، علاوة على ذلك، على أهمية الأداة المستخدمة وقيمتها، وذلك لتحقيق أقصى قدر ممكن من الخشونة. وبما أن الأداة المستخدمة لها نصف قطر محدد يساوي 0.4 مم ، فإن ذلك يُبرز تعريف ومفهوم الدقة المطلوبة، حيث أن نصف القطر النظري R = 0.4 ميكرون يُحدد سرعة دوران تبلغ 0.08 مم/دورة في الماكينة.
الاستفادة من الهندسة لتحقيق دقة الشكل
إلى جانب الملمس، تؤثر الأشكال الهندسية أيضًا على الشكل. في إنتاج عمود دقيق مخصص لجهاز طبي معين، كان التحكم في مجموعة الاقتراب ومجموعة التوجيه أمرًا بالغ الأهمية لضمان تطبيق أقصى قوة على أقوى محور للجهاز لإزالة الاهتزاز وخطأ التقريب عند 0.003 مم .
يتجاوز دليل الخراطة باستخدام الحاسوب (CNC) هذا التوصيات العامة، ويقدم إطارًا قائمًا على مبدأ السبب والنتيجة. فمن خلال الاختيار الاستراتيجي والتحكم في خصائص هندسية محددة - مثل زاوية الميل، ونصف قطر مقدمة أداة الخراطة، وزوايا الاقتراب - يستطيع المصنّعون تصحيح مشكلات الجودة المحددة بشكل مباشر وقابل للتنبؤ، بدءًا من الأخطاء الناتجة عن القوة وصولًا إلى خشونة السطح. وفي عمليات الخراطة النهائية التنافسية ذات القيمة المضافة العالية، حيث لا مجال للتنازل عن الاتساق، تُعدّ الدقة في المنهجية أمرًا بالغ الأهمية.
كيف تؤثر تقنيات الطلاء المختلفة (TiAlN/AlCrN) على كفاءة التشغيل والتكلفة؟
يُعد اختيار الطلاء معيارًا حاسمًا عند اختيار أدوات الخراطة، نظرًا لعمر الأداة، ومعايير القطع، والجدوى الاقتصادية للمعدات. ويرتكز التحليل على تحديد كيفية استخدام خدمات الخراطة باستخدام الحاسوب (CNC) لطلاءات محددة لتحسين الإنتاجية وتقليل التكاليف. ويُعدّ اختيار الأداة المناسبة عاملًا حاسمًا في فعالية تكلفة الخراطة باستخدام الحاسوب (CNC) .
| نوع الطلاء | الخصائص الأساسية وبيانات الأداء | سيناريو التطبيق الأمثل |
| TiAlN (مركب متعدد الطبقات) | يوفر حواجز حرارية ممتازة بالإضافة إلى مقاومة للأكسدة؛ وقد تم الإبلاغ عن زيادة عمر الأداة بنسبة 300٪ عند تشغيل فولاذ الأدوات المقوى. | الخراطة الجافة للمواد الحديدية مثل الفولاذ أو الحديد الزهر حيث تتمثل المشكلة الرئيسية التي يجب معالجتها في توليد الحرارة. |
| AlCrN (نيتريد الكروم والألومنيوم) | يمنحها صلابة ونعومة فائقة حتى في ظروف درجات الحرارة العالية، ويسمح بالتشغيل عالي السرعة لسبائك الألومنيوم حتى 350 متر/دقيقة عن طريق التغلب على مشكلة تراكم الحواف. | يُفضل استخدامه على المواد غير الحديدية واللزجة مثل سبائك الألومنيوم . وتُعدّ مشكلة الالتصاق والتآكل من أبرز المشاكل التي تواجه استخدامه. |
| النتائج الاقتصادية | بفضل تطبيق الطلاء الاستراتيجي كحل متكامل للأدوات، تمكنت عملية توريد آلات الخراطة CNC للسيارات من تحقيق وفورات تصل إلى 400,000 يوان صيني سنوياً. | نهج قائم على النظام للركيزة والهندسة والطلاء. |
اختر الطلاء بناءً على نمط التلف السائد: استخدم TiAlN لمقاومة الحرارة في المواد الحديدية، وAlCrN لمنع الالتصاق في الألومنيوم. هذا النهج المُوجّه، وليس حلاً واحداً يناسب الجميع، هو مفتاح تحقيق سرعات أعلى، وعمر أطول للأدوات، وتكلفة أقل لكل قطعة. يُعدّ تطبيق منطق الاختيار القائم على البيانات هذا ضرورياً لأي عملية خراطة إنتاجية تتنافس في أسواق تُحدّد فيها الكفاءة والتحكم في التكاليف الربحية.

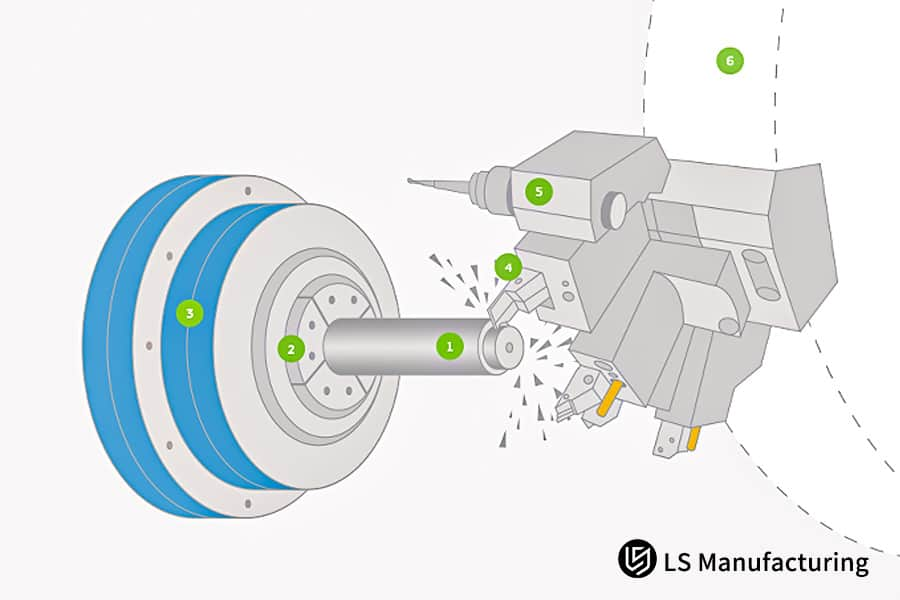
الشكل 2: عرض تفصيلي لعملية تشكيل المعادن مع تكوين رقائق متطايرة بواسطة شركة LS Manufacturing
كيفية تحقيق التوازن بين الدقة والكفاءة من خلال تحسين معلمات القطع؟
من أجل معالجة المشكلة الأساسية المتمثلة في إيجاد توازن بين دقة التشغيل وكفاءة الإنتاجية في آن واحد، والقول بأن تحسين هذه العوامل بطريقة علمية أمر ضروري للغاية، هناك حالة تتعلق بتصنيع LS حيث من الممكن تحقيق زيادة بنسبة 40٪ في الكفاءة، خاصة عند مستوى دقة ±0.008 مم :
تطوير قاعدة بيانات منهجية للقطع
- أساس قاعدة البيانات: يتطلب تطوير المعايير قواعد بيانات تجريبية واسعة النطاق.
- الإعدادات الخاصة بالمواد: بالنسبة للمواد مثل الفولاذ 45 ، نوصي بقيم محسّنة، على سبيل المثال، Vc=180 م/دقيقة، f=0.1 مم/دورة، ap=0.2 مم ، مما يتيح دقة متسقة في عملية الخراطة باستخدام الحاسوب .
- عملية التكامل: نقوم باستمرار بتحديث وتحسين قاعدة بياناتنا الخاصة بناءً على التعليقات الحالية التي يتم الحصول عليها مباشرة من عمليات التشغيل الميداني.
تطبيق استراتيجيات تحسين المعلمات
- التعديل الديناميكي: تتم المراقبة في الوقت الفعلي لإجراء التعديلات اللازمة على المعلمات المحددة لعملية القطع.
- التركيز على الكفاءة: تساعد عمليتنا في زيادة السرعة لتحقيق كفاءة أفضل دون المساس بالتفاوتات، وبالتالي خلق خدمات خراطة CNC محسنة مفيدة في الإنتاج على نطاق واسع.
- التقنيات المتقدمة: من أجل تقليل الوقت بكفاءة والحفاظ على الجودة في الوقت نفسه، يتم اعتماد الدوران عالي السرعة .
التحقق من صحة الحلول العملية وتوسيع نطاقها
- اختبار الأداء: يتم إجراء الاختبار بشكل شامل من خلال التجربة بهدف الحصول على بيانات دقيقة بقيمة تتراوح بين ±0.008 مم .
- نهج التخصيص: في تخصيص عملية الخراطة باستخدام الحاسوب (CNC) ، يتم تطوير استراتيجيات متنوعة من أجل تلبية المتطلبات الهندسية.
- قابلية التوسع: نستخدم تكوينات محسّنة في تطبيقات مختلفة لتعزيز الاتساق في الأداء وتقليل الهدر.
يبدو أن الوثيقة تهدف إلى إظهار المستويات التقنية للمعرفة في سياق أحدث التقنيات في تحسين المعلمات بطريقة تجعل من الممكن تحقيق مستوى كبير من المنافسة من خلال اعتماد المنهجيات المنهجية المذكورة في التعامل مع متطلبات الدقة في العالم الحقيقي.
متى تكون أدوات القطع غير القياسية المصممة حسب الطلب أكثر فعالية من حيث التكلفة؟
تُعدّ معدات أدوات القطع غير القياسية ذات قيمة اقتصادية عالية في بيئة تشغيل الآلات المعقدة. فمن خلال استخدام مجموعة متنوعة من هذه المعدات، يُمكن تنفيذ عمليات تشغيل مختلفة باستخدام أداة واحدة، مما يُقلل أوقات الإنتاج بنسبة 60% مع تحقيق مستوى دقة يصل إلى 0.005 مم . ويُمكن حلّ مشكلتين في بيئة أدوات القطع من خلال استخدام أنواع مختلفة من أدوات القطع غير القياسية المُستخدمة في عمليات الخراطة باستخدام الحاسوب (CNC) ، مثل أداة تشكيل PCD.
تشكيل الملامح في مجمعات صناعة الطيران والفضاء
- التصميم أحادي المرور: نقوم بتصميم أدوات تشكيل PCD لإكمال الخطوط المعقدة في إعداد واحد، مما يقلل من العمليات متعددة الخطوات .
- التحكم الدقيق: مستوى التفاوت في مجموعتنا يبلغ ± 0.005 مم لضمان الحفاظ على الديناميكا الهوائية.
- الكفاءة في التكلفة: إن الجمع بين الإجراءات الثلاثة في إجراء واحد يعني أن العملية بأكملها ستؤدي إلى شكل من أشكال خفض التكاليف الإجمالية.
التصنيع الدقيق للأجهزة الطبية
- تطوير الهندسة المخصصة: مع القدرة على إنشاء أداة أصغر للعمل على جزء أصغر من التفاصيل ، توجد إمكانية لإنشاء عملية خراطة CNC مخصصة .
- التحسين الخاص بالمواد: تم تطوير أدوات متنوعة مع مراعاة خاصة لخصائص السبائك الأكثر شيوعًا المتوافقة حيويًا .
- تبسيط العملية: والنتيجة هي أن عملية التشغيل المدمجة تزيل تكاليف المناولة من التكاليف الإجمالية المتكبدة أثناء تشغيل دفعات صغيرة من الخراطة CNC .
صناعة النماذج الأولية للسيارات باستخدام المواد الصلبة
- تصنيع الأدوات المتينة: نقوم بإنتاج أدوات قوية للفولاذ المقوى، مما يدعم عملية الخراطة الدقيقة في النماذج الأولية السريعة .
- المرونة التكرارية: في حين أن الأجزاء الفريدة قابلة للتغيير، إلا أن الأجزاء الفريدة في الواقع هي وسيلة لإبطاء عملية تلبية عرض أسعار الخراطة باستخدام الحاسوب .
- الفائدة الاقتصادية: ستكون كمية المواد الخردة أقل أيضًا، وسيكون معدل الدوران إيجابيًا أيضًا.
قطاع الطاقة - تصنيع المكونات الكبيرة
- هندسة الأدوات القابلة للتطوير: نقوم بتصميم أدوات كبيرة غير قياسية لأجزاء التوربينات، ودمج مراحل تشغيل متعددة .
- تخصيص أدوات مخرطة CNC : يتم تصميم وتخصيص الأدوات من أجل زيادة كفاءة الأدوات إلى أقصى حد فيما يتعلق بأداء المهام الصعبة.
- تحسين الإنتاجية: بفضل الجمع بين العمليات، تنخفض أنشطة المناولة ، مما يزيد الإنتاجية مع الحفاظ على التكلفة المرتبطة بها عند الحد الأدنى.
في إطار المعايير المذكورة لنهجنا، نؤكد أن خبرتنا تكمن في تصميم المعدات بحرفية عالية وباستخدام التكنولوجيا، مما يتيح لنا تحقيق أقصى استفادة من هذه الأدوات. علاوة على ذلك، نؤكد أن مزايانا، بصفتنا متخصصين، تتجاوز قدرات آلات الأدوات الدقيقة.
كيفية إنشاء نظام لإدارة دورة حياة الأدوات العلمية والتحكم في التكاليف؟
يؤدي تعطل الأدوات بشكل غير متوقع إلى الإضرار بالإنتاج، وبالتالي التأثير سلبًا على هامش الربح. لا يمكننا الانتقال من النهج الحالي، الذي نستبدل فيه الأدوات على دفعات، إلى نهج ديناميكي مدعوم بالبيانات. فيما يلي نهج علمي يمكننا من خلاله إدارة استخدام الأدوات للتحكم في تكاليف الخراطة باستخدام الحاسوب (CNC ):
من البيانات الخام إلى مؤشرات صحية قابلة للتنفيذ
إن مجرد الحصول على البيانات ليس هو الحل. تكمن المهمة الحقيقية في تحويل قراءات المستشعرات إلى مقياس قابل للاستخدام لتقييم التآكل. نحقق ذلك من خلال معالجة الإشارات المعقدة، مما يساعد على إزالة التشويش غير المرغوب فيه من مستشعرات قوة القطع ومستشعرات الاهتزاز. يمنحنا الجمع بين هذين العنصرين مؤشرًا متطورًا ومركبًا لحالة الأدوات؛ وهذا بدوره يساعدنا على اتخاذ القرارات اللازمة لتقديم خدمات خراطة CNC عالية الجودة.
تطوير نماذج تنبؤية خاصة بالمواد
يُقدّم هذا نموذجًا غير فعّال في حالات التباين. بعبارة أخرى، تُعرض خوارزميات التنبؤ الخاصة بالشركة فيما يتعلق بالارتباط بين تدهور الأدوات نتيجةً للتآكل الناتج عن الحرارة والتآكل الأصلي لسطح القطع نتيجةً لأنواع المواد المستخدمة. تتضمن هذه العملية اختبارات مضبوطة وتحسينًا متكررًا. والنتيجة هي تنبؤ دقيق بالعمر المتبقي المفيد (RUL) لعمليات مثل الخراطة بكميات كبيرة ، مما يُتيح إجراء تغييرات استباقية ويمنع الأعطال أثناء دورة إنتاج حرجة لمورد آلات الخراطة CNC .
تطبيق محرك اتخاذ قرارات ديناميكي قائم على الاقتصاد
لا يُشير الوعي بعمر الأداة وموثوقيتها إلى التوقيت الأمثل للتغيير. تُعدّ تكلفة تغيير الأداة، ووقت التغيير، وقيمة القطعة من المتغيرات التي يأخذها برنامج التحسين في الاعتبار، ويحسب تأثيرها المالي فورًا، مُحددًا بذلك عملية الخراطة باستخدام الحاسوب (CNC) الأكثر فعالية من حيث التكلفة للقطعة - وبالتالي، تمديد عمر الأداة لدورتين أو استبدالها مُسبقًا لمنع تحوّل القطع باهظة الثمن إلى قطع خردة.
يتراوح هذا من تقنيات دمج البيانات إلى التحسين الاقتصادي ، ويوضح بوضوح نهجًا تقنيًا دقيقًا لإدارة الأدوات؛ إنه يمثل دليلًا واضحًا على عمق قدراتنا في استخدام معلومات المستشعر بطريقة تؤدي إلى ميزة تنافسية مباشرة في مجال الخراطة باستخدام الحاسوب .
كيفية التحكم الفعال في الاهتزاز والتشوه أثناء الخراطة الدقيقة؟
يُعدّ الاهتزاز مشكلة رئيسية، تمامًا كالتشوه، تتعلق بدقة عملية إزالة المواد أثناء الخراطة الدقيقة باستخدام آلات CNC ، لا سيما في الأجزاء التي تتعامل مع نسبة قطع عالية، مما يؤثر على دقة القطعة وعمر الأداة. وقد تم حل مشكلة الاهتزاز من خلال منهجية فعّالة تُحوّل فيها كلٌّ من تعديل العملية والأدوات المطلوبة العملية غير المتوقعة إلى عملية قابلة للتنبؤ. يوضح الشكل أدناه كيفية تطبيق هذه المنهجية.
قمع الاهتزاز الديناميكي عبر تعديل العملية
تعتمد عملية الخراطة على تغيير سرعة دوران المغزل وبرمجة تغيير جيبي بنسبة ±10% في سرعة الدوران، وذلك لزعزعة تردد الرنين باستمرار، مما يُسبب اهتزازًا متجددًا. وقد تم تضمين هذه الأدوات المضادة للاهتزاز لتحقيق أقصى استفادة من الاهتزاز المتجدد، مع الاستفادة من ميزة العمود الطويل في هذا التطبيق بنسبة طول إلى قطر تبلغ 8 إلى 1. وهذا يُزيل علامات الاهتزاز تمامًا، ويُتيح خراطة دقيقة لم تكن متاحة من قبل.
الحد من تشوه قطعة العمل من خلال الدعم الاستراتيجي
يرتكز هذا النقاش على القدرة على التحكم في الانحرافات بأفضل طريقة ممكنة، مع الأخذ في الاعتبار إمكانية التحكم في القوى المؤثرة. وإذا أمكن، بالإضافة إلى ما سبق، تحسين تسلسل عمليات القطع وعمقها ومعدلاتها لتقليل القوى الشعاعية إلى أدنى حد، فسنتمكن من دراسة عمليات القطع التي تتيح لنا، من وجهة نظر حرجة، تصميم دعامات خاصة بنا، تُعرف أيضًا بالدعامات الثابتة. تسمح هذه الدعامات بدعم عملية القطع فوق منطقة القطع، بحيث تُحيط بها تمامًا.
تحقيق تشطيب فائق من خلال الثبات المتكامل
يمكن تعريف الاستقرار الحقيقي على السطح. تتيح طريقة التحكم في الاهتزازات لدينا تحقيق نتائج استثنائية في عمليات تشطيب أسطح الخراطة باستخدام الحاسوب (CNC) . ويتحقق ذلك بفضل التخلص من اهتزازات الارتجاج أثناء عملية الخراطة. وبالتالي، لن تظهر على قطعة العمل أنماط متموجة، مما يتيح زيادة السرعة أثناء عملية التشطيب .
يُتيح هذا حلاً تقنياً سليماً لأنواع محددة من عدم استقرار الماكينات غير الفعال والمكلف، والذي يظهر بشكل خاص أثناء عملية الخراطة باستخدام الحاسوب (CNC) . وهذا يؤكد أن قيمة المعلومات المُقدمة هنا ليست نصيحة، بل هي منهجية تم اختبارها وثبتت فعاليتها. يعتمد دليل الخراطة باستخدام الحاسوب (CNC) هذا بشكل كبير على دمج التحكم الديناميكي في العملية مع حلول مُخططة بعناية.

الشكل 3؛ عملية تصنيع دقيقة لجزء نحاسي يدور على مخرطة بواسطة شركة LS Manufacturing
كيفية تقييم القدرات الحقيقية ومعقولية التسعير لدى مورد خدمات الخراطة؟
للعثور على أفضل مورد لخدمات الخراطة باستخدام الحاسوب (CNC) ، يجب تجاوز مسألة السعر. مهمتنا هي توفير بيئة لتقييم قيمة عروض أسعار الخراطة باستخدام الحاسوب (CNC) بفعالية، وذلك من خلال إيماننا بأهمية تقييم جودة الخدمة بشكل شامل.
تقييم الأنظمة الأساسية والتحكم في العمليات
- إدارة الجودة المعتمدة: نحن نتبع الإرشادات التي وضعتها شهادة IATF 16949 ، لأنها توفر نهجًا منضبطًا للغاية للعمليات والمساءلة والتحسينات المستمرة.
- هيكل التكلفة الشفاف: توفر عروض الأسعار لدينا تفصيلاً دقيقاً (على سبيل المثال، المواد 45٪، والتشغيل الآلي 30٪، والأدوات 15٪، والتكاليف العامة 10٪ )، مما يبرر القيمة الكامنة وراء السعر لجميع خدمات الخراطة باستخدام الحاسوب .
- تخفيف المخاطر: تعمل APQP و PPAP على إضفاء الطابع الرسمي على العملية لضمان الجودة مع التسليم في الوقت المناسب للأجزاء من مرحلة النموذج الأولي حتى بداية مرحلة الإنتاج الفعلية.
تدقيق القدرات التقنية وسلامة القياس
- الاستثمار في علم القياس: يتم استخدام آلة قياس دقيقة من شركة ميتوتويو بدقة 0.0001 مم للتحقق من حجم المكونات وهندسة الأداة من أجل دقة المكونات أثناء عملية الخراطة الدقيقة .
- توثيق العملية: نقدم الأدلة من خلال تقارير المقالات الأولى، وبيانات مراقبة العمليات الإحصائية ، وبيانات التفتيش بدلاً من مجرد الوعد بتقديمها.
- التعاون التقني: هنا، يقوم المهندسون بتقييم تصميم الأجزاء قبل البدء، إلى جانب التحسينات الممكنة .
تقييم الشفافية التشغيلية وقيمة الشراكة
- لا توجد تكاليف خفية: يشمل عرض أسعارنا المجاني للخراطة باستخدام الحاسوب جميع تكاليف الإعداد والبرمجة والفحوصات لضمان عدم وجود أي مفاجآت.
- التواصل الاستباقي: نوفر قائد مشروع معين لتحديثات في الوقت الفعلي لتسهيل عملية تشغيل الأدوات الحية .
- الدعم طويل الأمد: وعدنا بالجودة المتسقة والتسليم في الوقت المحدد والتحسين المستمر لعملية التصنيع لنكون امتدادًا لفريقك.
هذا نظامنا، وسيكون بمثابة معيارنا لاختبار وتقييم أداء وجدوى الموردين. وهو يؤكد التزامنا بالتعاون معهم انطلاقاً من خبرتنا التقنية العالية وقدرتنا على التحقق من القيمة. إنه عاملنا المميز كمورد لماكينات الخراطة CNC .
الشكل 4: رسم تخطيطي لنقطة تلامس أداة الخراطة CNC من إنتاج شركة LS Manufacturing
شركة LS لتصنيع الأجهزة الطبية: مشروع تصنيع براغي العظام بدقة عالية
وبناءً على ذلك، توضح هذه الحالة تطبيق قدرات الخراطة الدقيقة باستخدام الحاسوب (CNC) من قبل شركة LS Manufacturing في حل مشكلة جودة أساسية مرتبطة بتصنيع الأجهزة الطبية، مما أدى إلى تغيير جذري في طريقة تصنيع برغي التيتانيوم للعظام على النحو التالي:
تحديات العميل
طلبت شركة متخصصة في تصنيع الأجهزة الطبية المساعدة في عملية تصنيع برغي عظمي من التيتانيوم بقطر 3 مم ودقة ± 0.005 مم. كانت عملية التصنيع السابقة تعاني من خطأ في الاستدارة بمقدار 0.01 مم ، وخشونة سطحية بمقدار 0.8 ميكرون . ورغم التزام الشركة التام بهذه المواصفات، إلا أن المنتج لم يحقق الخصائص المطلوبة بنسبة مقلقة بلغت 80% .
حلول التصنيع LS
تم تطبيق استراتيجية خراطة CNC مخصصة باستخدام مخارط سويسرية. تميز الحل المصمم خصيصًا بأداة PCD مصممة خصيصًا بزاوية ميل 10 درجات وزاوية خلوص 8 درجات مع معلمات مُحسّنة : سرعة القطع 60 م/دقيقة، وقوة القطع 0.02 مم/دورة ، مع الحد الأدنى من التشحيم. يقلل تصميم الخراطة الدقيقة من قوة القطع والحمل الحراري، وبالتالي يعالج بشكل مباشر مشاكل خطأ الشكل وجودة السطح.
النتائج والقيمة
تم الحصول على الشكل الهندسي النهائي للجزء بقيمة استدارة لا تتجاوز 0.003 مم ، بينما بلغت خشونة سطحه 0.2 ميكرومتر ، متجاوزةً بذلك بكثير القيمة المتوقعة وفقًا للمعايير المحددة في المواصفات. وفي الوقت نفسه، كانت نسبة الإنتاج استثنائية حيث وصلت إلى 99.5% . وبفضل هذا الضمان للجودة، تمكن العميل من توفير 800,000 يوان .
يُبرز هذا المشروع أيضاً قدرتنا على مواجهة التحديات الدقيقة في مجال التصنيع الدقيق من خلال تبنينا ودمجنا للابتكارات في العمليات. وتتجلى القيمة المضافة التي تقدمها مؤسستنا في خدمات الخراطة باستخدام الحاسوب (CNC) من خلال قدراتنا التقنية واستخدامنا لمنهجية تجريبية قائمة على النتائج لقياس قيمة العلاقة مع العميل.
عزز دقة أجهزتك الطبية لتصل إلى نسبة نجاح 99.5% باستخدام حلول الخراطة ذات المستوى السويسري لدينا.

تحليل الاتجاهات المستقبلية ومسارات الابتكار في تكنولوجيا التحويل
إن ما نحتاجه لمستقبل التصنيع ليس مجرد آلات تُنتج الأجزاء بسرعة أكبر، بل نحتاج إلى آلات أكثر ذكاءً قادرة على معالجة تباين العمليات تلقائيًا . نحن نعمل على تطوير حلول من الجيل التالي تعالج التحدي الأساسي المتمثل في تقديم معايير دقيقة للخراطة باستخدام الحاسوب والحفاظ عليها، مع التزام راسخ بالجودة.
التعويض التلقائي عن تآكل الأدوات والانحراف الحراري
يرتكز قسم البحث والتطوير لدينا على تقنية نظام الخراطة التكيفي ذي الحلقة المغلقة. وباستخدام مستشعرات القوة ومستشعرات الانبعاث الصوتي المثبتة في حامل الأداة، تستطيع الآلة معرفة نوع التعديلات اللازمة في الوقت الفعلي، مما يضمن اتساقًا في الأداء من القطعة الأولى إلى القطعة الألف دون الحاجة إلى تدخل بشري، وهو ما يُعدّ جزءًا من ميزات دليل الخراطة CNC الخاص بنا.
التصنيع الهجين المتكامل للأشكال الهندسية المعقدة
لتقليل الحاجة إلى العمليات الثانوية أو تجنبها تمامًا، نعمل أيضًا على تطوير عملية إعداد واحدة تجمع بين عملية الخراطة وعمليات الاستئصال بالليزر والتشطيب بالموجات فوق الصوتية. بالنسبة لجلبات الطيران المصنوعة من الفولاذ المقوى، تتيح عملية التصنيع ذات التثبيت الواحد إمكانية إتمام عملية خراطة القطر الخارجي، وتشكيل نسيج ليزري لأسطح التحميل المحددة، والتشطيب بالموجات فوق الصوتية لأجزاء نصف القطر، بشكل متسلسل. تُكمل عملية التصنيع المذكورة أعلاه عمليات التصنيع، مما يُقلل وقت التسليم بنسبة 65%.
تحسين العمليات التنبؤية عبر محاكاة التوأم الرقمي
أصبح من الممكن إجراء توأمة رقمية قائمة على الفيزياء للعملية الكاملة ، حيث يشير مصطلح العملية الكاملة إلى العملية الكاملة للخراطة الصلبة ، ويمكن محاكاة المعلمات داخل بيئة افتراضية، حيث سيكون من الممكن تجنب تطور معلمات معينة مثل تطور الإجهادات الداخلية أو حدوث اهتزازات غير سارة مثل الارتجاج قبل بدء العملية الكاملة، حيث يتم قطع لفة واحدة من المعدن.
إن مسار نمونا يتحدد بحل تحديات العالم الحقيقي المتمثلة في التباين والتعقيد وإمكانية التنبؤ. كما يقدم هذا المستند لمحة عامة عن النهج العملي المتبع في إنشاء بيئة تشغيل متكاملة ومحاكاة ذاتية التصحيح. ويؤكد هذا النهج على أن خدماتنا في مجال الخراطة باستخدام الحاسوب (CNC) تُعد حلولاً هندسية متكاملة لمواجهة تحديات الخراطة المستقبلية، حيث يضمن العمق التقني نتائج متسقة.
الأسئلة الشائعة
1. ما هي أنسب مادة للأدوات المستخدمة في تشكيل الفولاذ المقاوم للصدأ؟
الخيار الأمثل هو اختيار ركيزة تتكون من كربيد الأسمنت مع 10% كوبالت مطلية بطبقة من نيتريد التيتانيوم والألومنيوم، واختيار سرعة تتراوح بين 80 و120 مترًا في الدقيقة . يستند هذا الخيار إلى بيانات الاختبارات التي حصلت عليها شركة LS Manufacturing ؛ أي أن عمر الأداة سيصل إلى 400 دقيقة في ظل هذا الخيار.
2. كيف يمكن تحقيق خشونة سطحية تبلغ Ra0.4 ميكرومتر بطريقة اقتصادية؟
باستخدام طرف أداة مطحون بدقة ( rε=0.2 مم )، ومعدل تغذية يبلغ 0.05 مم/دورة ، وتقنيات الصقل، يمكن لشركة LS Manufacturing تحقيق تشغيل مستقر Ra 0.2-0.4 ميكرومتر .
3. كيف يمكن ضمان دقة الأبعاد في عملية الخراطة العميقة؟
في شركة LS Manufacturing، تم استخدام قضبان حفر مضادة للاهتزاز مع أنظمة تبريد عالية الضغط تصل إلى ضغط 5 ميجا باسكال مع إزالة الرقائق كل 50 مم للحصول على مستوى دقة ±0.01 مم بنسبة عرض إلى ارتفاع 8:1 .
4. كيف يمكن التحكم في تكاليف الأدوات في الإنتاج الضخم؟
تقدم شركة LS Manufacturing خدماتها للعملاء من خلال توفير 30-40% من نفقات الأدوات عبر أنظمة إدارة دورة حياة الأدوات وبرامج الشراء المخفضة وبرامج إعادة الشحذ.
5. ما هي الاحتياطات اللازمة لتشكيل المواد التي يصعب تشكيلها؟
من خلال اختيار ركيزة ذات متانة جيدة، وزاوية ميل أصغر، وتبريد كافٍ، تحقق شركة LS Manufacturing عمرًا للأداة يصل إلى 120 دقيقة عند تشغيل Inconel 718.
6. كيف يمكن الحصول على عرض أسعار دقيق لأعمال الخراطة؟
يرجى تزويدنا بتفاصيل مثل النماذج ثلاثية الأبعاد والمواد ودقة البيانات وأحجام الدفعات، وسنرسل تحليلًا مفصلاً للعملية مع عرض الأسعار في غضون ساعتين فقط.
7. ما هو أسرع وقت للتسليم للطلبات العاجلة؟
تتوفر طلبات العينات خلال 24 ساعة ، بينما تستغرق الطلبات الصغيرة من 3 إلى 5 أيام . وقد طورت شركة LS Manufacturing مسارًا سريعًا للوصول إلى الطلبات.
8. كيف نضمن اتساق الدفعات في عمليات الخراطة؟
من خلال التحكم في عملية SPC ومعايرة المعدات المستخدمة، تمكنت شركة LS Manufacturing من تحقيق حجم الدفعة CPK ≥1.67 بمعدل نجاح يزيد عن 99.5٪ .
ملخص
بفضل اختيار الأدوات العلمية، وتحسين المعايير بدقة، ونظام مراقبة الجودة الشامل، يُمكن لعمليات الخراطة الدقيقة تحقيق توازن مثالي بين الجودة العالية والكفاءة العالية . وتُقدّم شركة LS Manufacturing، بخبرتها الفنية الشاملة وتجربتها الواسعة في المشاريع، لعملائها حلولاً متكاملة من التصميم إلى التصنيع.
للحصول على حلول خراطة مخصصة أو عروض أسعار دقيقة، تواصل مع فريق LS Manufacturing الآن. حمّل رسوماتك لتحليلها بشكل احترافي والحصول على أسعار شفافة. للمواد الخاصة أو التصاميم المعقدة، حدد موعدًا لجلسة استشارة فردية مع خبرائنا. اتصل بخط الدعم الفني لدينا لمعالجة العينات مجانًا. انقر لتحميل رسوماتك واحصل على حل الخراطة الحصري لك!
هل أنت مستعد للتقدم؟ فريق خبرائنا هنا لرفع مستوى قدراتك في مجال الخراطة عالية الدقة.
📞الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. خدمات LS Manufacturing: لا توجد أي ضمانات، صريحة أو ضمنية، بشأن دقة المعلومات أو اكتمالها أو صحتها. لا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة LS Manufacturing. تقع هذه المسؤولية على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأقسام. يرجى التواصل معنا لمزيد من المعلومات .
فريق التصنيع LS
شركة LS Manufacturing شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن ، وختم المعادن ، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. اختر LS Manufacturing، فهذا يعني الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.lsrpf.com .


