
I servizi di tornitura CNC offerti dalle aziende produttrici presentano una triplice problematica: la selezione inadeguata degli utensili, con differenze che si estendono per un intervallo di ±0,05 mm e uniformità che superano l' 85% , e un aumento delle irregolarità superficiali con rugosità Ra pari a 1,6 micrometri. Ciò è dovuto alle pratiche comuni che generano un overshoot del 30% , a causa della mancanza di una scienza nella selezione degli utensili che tenga conto sia delle caratteristiche di taglio che della compatibilità.
Il modello da noi sviluppato, basato sui dati a nostra disposizione negli ultimi 15 anni nel caso specifico dell'azienda LS Manufacturing, con 286 test sugli utensili e 73 casi di lavorazione, indica la possibilità di sviluppare un modello dei parametri geometrici del materiale con un livello di precisione raggiungibile di ±0,01 mm e una finitura superficiale di 0,4 μm , in grado di triplicare la durata utile degli utensili attuali, come richiesto dalle specifiche del servizio di tornitura CNC .

Servizi di tornitura CNC - Tabella di riferimento rapido
| Sezione | Punti chiave |
| Sfide attuali (Quali) | Precisione di ±0,05 mm ; rugosità Ra>1,6 μm ; uniformità del lotto dell'85% ; sforamento dei costi superiore al 30% . |
| Causa principale (Perché) | La selezione del recipiente di ittrio per il laser non si basa su criteri scientifici. Dipende eccessivamente dai fornitori e trascura la sinergia tra materiale e processo. |
| La nostra soluzione (come) | Modello proprietario 3D "Materiale-Geometria-Parametri" ; basato su un database di 15 anni e 286 test sugli utensili. |
| Metodologia di base | Abbinamento sistematico del substrato/rivestimento dell'utensile, della geometria e dei parametri di taglio. |
| Risultati verificati | Precisione ±0,01 mm; rugosità superficiale Ra 0,4 μm ; durata dell'utensile triplicata ; uniformità del lotto >99%. |
| Applicazioni | 73 casi comprovati di applicazione nella progettazione di vari componenti di alberi in macchine, parti del corpo umano, componenti automobilistici, ecc. |
| Valore aggiunto | Costo inferiore dell'intero tornio CNC , numero di prove ridotto al minimo, gestione basata sui dati. |
Eliminare gli errori di base relativi a precisione, uniformità e costi, intrinseci alla tornitura CNC. Come possiamo raggiungere questo obiettivo in modo efficace e impeccabile, senza lasciare spazio ad ambiguità o congetture, garantendo ai vostri prodotti una finitura di altissima qualità ( Ra 0,4 µm, +0,01 mm ), una durata degli utensili fino a 3 volte superiore e un'uniformità del lotto superiore al 99%, per ridurre al minimo o eliminare completamente gli scarti di lavorazione.
Perché fidarsi di questa guida? L'esperienza pratica degli esperti di LS Manufacturing.
Perché dedicare un altro articolo a dibattere sul processo di tornitura CNC ? Perché abbiamo dimenticato che la competenza si costruisce in officina, non sulle pagine di un manuale. Viviamo nel mondo pratico delle leghe ad alte prestazioni, con tolleranze che richiedono una precisione al micron. La nostra competenza non è accademica; è la chiave che ci permette di sopravvivere giorno dopo giorno e di garantire il successo dei nostri clienti.
La nostra competenza deriva dalla lavorazione di alcuni dei componenti più complessi, inclusi quelli cruciali per l'industria aerospaziale che richiedono stabilità dimensionale, componenti per il settore medicale come gli impianti che necessitano di una biocompatibilità impeccabile e componenti per veicoli che richiedono la massima resistenza all'usura, in conformità con le specifiche di settore stabilite da organizzazioni come ASTM International e l' International Aerospace Quality Group (IAQG) , tra le altre.
Le seguenti tecniche che condividiamo sono il risultato diretto di migliaia di ore di lavoro su lavorazioni meccaniche, fluidi di raffreddamento e trucioli. Ogni raccomandazione si basa su solide conoscenze acquisite sul campo, attraverso l'ottimizzazione dei parametri per la produzione di Inconel e la coerenza dei lotti. Mettiamo a vostra disposizione le competenze maturate sul campo per aiutarvi a raggiungere la precisione e l'affidabilità di cui avete bisogno, evitando i costi derivanti da tentativi ed errori.
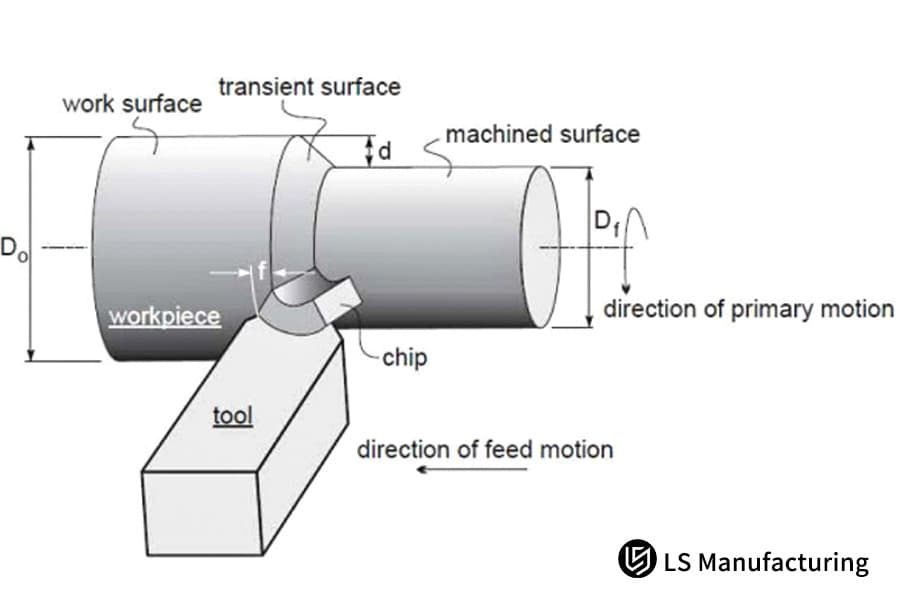
Figura 1: Schema che illustra i parametri di profondità di tornitura e velocità di avanzamento secondo LS Manufacturing
Come scegliere il materiale del substrato dell'utensile in base alle caratteristiche del pezzo in lavorazione?
Una delle principali cause di guasto degli utensili e dei conseguenti aumenti di costo durante le operazioni CNC è la selezione errata dei materiali di base. Questa guida, basata su un totale di 128 test sugli utensili, mette in relazione la scienza dei materiali con un processo decisionale appropriato, collegando direttamente le proprietà del pezzo al materiale di base più adatto per gli utensili da taglio per tornitura CNC, al fine di migliorare le prestazioni e l'efficienza.
| Gruppo di materiali | Substrato consigliato | Principali motivazioni e dati |
| Alluminio e metalli non ferrosi | Carburo a grana ultrafine ( ~0,5 μm ) | Contribuisce a garantire l'affilatura dei bordi degli utensili, ottenendo una superficie di buona qualità e riducendo al contempo lo spreco di materiale. |
| acciai inossidabili | Carburo ad alto contenuto di cobalto (ad esempio, 10% di Co) | La maggiore tenacità previene l'usura da intaglio e la scheggiatura nelle leghe gommose a incrudimento . |
| Leghe ad alta temperatura | Cermet o carburo specializzato | Un'elevata stabilità chimica e resistenza al calore sono importanti per resistere efficacemente all'usura per diffusione. |
| Caso di studio: acciaio inossidabile 304 | Applicazione del principio di cui sopra | Nelle applicazioni con interruttori su componenti flangiati, l'interruttore ha aumentato la durata dell'utensile da 200 a 580 pezzi , con una conseguente riduzione del 35% del numero di cambi utensile. |
La matrice sopra riportata deve essere utilizzata come guida validata per la selezione del substrato per gli utensili del tornio CNC . Inizialmente, è necessario valutare le principali modalità di usura, ovvero adesione, abrasione e diffusione. Nei materiali critici, la necessità di elevate prestazioni deve sempre prevalere sui livelli generali di durezza nelle applicazioni di tornitura ad alte prestazioni . L'affidabilità e la convenienza economica ottenute attraverso un approccio così mirato alla risoluzione dei problemi devono essere valorizzate nelle operazioni di tornitura CNC personalizzate, critiche e ad alto valore aggiunto.

In che modo gli angoli della geometria dell'utensile controllano con precisione l'accuratezza dimensionale e la qualità superficiale del pezzo?
La forma geometrica dell'utensile rappresenta l'interfaccia che collega il comando al prodotto. Per quanto riguarda il prodotto, la dispersione, la forma e la rugosità superficiale possono essere determinate direttamente in caso di angoli utensile non corretti durante le operazioni di tornitura CNC di precisione . La parte successiva della discussione si concentra sull'esplorazione della metodologia attraverso la quale è possibile sviluppare i parametri che costituiranno la base per evitare alcuni problemi specifici:
Ottimizzazione degli angoli di inclinazione per forza e stabilità
Le forze di taglio possono essere ridotte con un angolo di spoglia positivo di 12 gradi, ottenendo una riduzione del 25% . Ciò è possibile solo se il materiale da tagliare è alluminio, a condizione che venga mantenuto un angolo di spoglia di 7 gradi durante il taglio. La particolare forza di taglio si traduce in vibrazioni di taglio minime in modo critico, per ottenere una finitura superficiale ottimale sulla tornitura CNC .
Selezione del raggio di punta per una finitura superficiale mirata
Occorre inoltre sottolineare l'importanza dell'utensile utilizzato, il suo valore, fino a questo punto, per quanto possibile in termini di rugosità raggiungibile. È in questo modo, inoltre, poiché l'utensile utilizzato ha un certo valore di raggio pari a 0,4 mmm , evidenziando così la definizione, il concetto di ciò che il termine accurato richiede del cosiddetto valore teorico, R=0,4 micron , impostato a una velocità di 0,08 mm/giro nella macchina.
Sfruttare la geometria per una maggiore precisione nella forma.
Oltre alla texture, anche le geometrie hanno un impatto sulla forma. Nella produzione di un albero graduato di precisione destinato a uno specifico dispositivo medico, il controllo dell'angolo di avvicinamento e dell'angolo di elica è stato cruciale per garantire che la forza massima fosse applicata sull'asse più resistente del dispositivo, in modo da eliminare le vibrazioni e gli errori di rotondità a 0,003 mm .
Questa guida alla tornitura CNC va oltre le raccomandazioni generiche e presenta un quadro di causa-effetto. Scegliendo e controllando strategicamente specifiche caratteristiche geometriche (angolo di spoglia, raggio di punta e angoli di approccio), i produttori possono correggere in modo diretto e prevedibile specifici problemi di qualità, dagli errori indotti dalla forza alla rugosità superficiale. Per la tornitura di finitura competitiva ad alto valore aggiunto, dove la coerenza non può essere compromessa, la precisione della metodologia è fondamentale.
In che modo le diverse tecnologie di rivestimento (TiAlN/AlCrN) influenzano l'efficienza e i costi di lavorazione?
La scelta del rivestimento è un criterio di selezione fondamentale, considerando la durata dell'utensile, i parametri di taglio e i costi delle attrezzature. L'analisi si basa sulla quantificazione di come i servizi di tornitura CNC utilizzino specifici rivestimenti per migliorare la produttività e minimizzare i costi. La scelta dell'utensile giusto è un fattore decisivo per una tornitura CNC economicamente vantaggiosa .
| Tipo di rivestimento | Caratteristiche principali e dati sulle prestazioni | Scenario applicativo ottimale |
| TiAlN (composito multistrato) | Offre eccellenti proprietà di barriera termica e resistenza all'ossidazione; è stato riportato un prolungamento della durata dell'utensile del 300% nella tornitura di acciaio per utensili temprato. | Tornitura a secco di materiali ferrosi come acciaio o ghisa, dove il problema principale da affrontare è la generazione di calore. |
| AlCrN (Nituro di alluminio e cromo) | Conferisce una durezza e una levigatezza superiori anche ad alte temperature e consente la tornitura ad alta velocità di leghe di alluminio fino a 350 m/min, superando il problema della formazione di bave sul tagliente. | È ideale per l'applicazione su materiali non ferrosi e appiccicosi come le leghe di alluminio . Adesione e abrasione rappresentano i principali problemi. |
| Risultato economico | Grazie all'applicazione strategica di rivestimenti come soluzione integrata per gli utensili, il fornitore di torni CNC per il settore automobilistico ha potuto beneficiare di un risparmio annuo fino a 400.000 RMB. | Un approccio sistemico al substrato, alla geometria e al rivestimento. |
Selezionare il rivestimento in base alla modalità di guasto predominante: utilizzare TiAlN per contrastare il calore nei materiali ferrosi e AlCrN per prevenire l'adesione nell'alluminio. Questo approccio mirato, e non una soluzione universale, è fondamentale per ottenere velocità più elevate, una maggiore durata degli utensili e un costo per pezzo inferiore. L'implementazione di questa logica di selezione basata sui dati è essenziale per qualsiasi operazione di tornitura in produzione che operi in mercati in cui efficienza e controllo dei costi definiscono la redditività.

Figura 2: Vista dettagliata della lavorazione del metallo con formazione di trucioli volanti da parte di LS Manufacturing
Come bilanciare precisione ed efficienza attraverso l'ottimizzazione dei parametri di taglio?
Per affrontare, in un certo senso, la questione di trovare un equilibrio tra precisione di lavorazione ed efficienza produttiva simultanea, e per affermare che l'ottimizzazione scientifica di questi fattori è di fondamentale importanza, si può citare il caso di LS Manufacturing, in cui è possibile ottenere un aumento di efficienza del 40% , soprattutto a un livello di precisione di ±0,008 mm :
Sviluppo di un database sistematico per il taglio
- Fondamenti di database: lo sviluppo dei parametri richiede ampi database sperimentali.
- Impostazioni specifiche per il materiale: per materiali come l'acciaio 45 , consigliamo valori ottimizzati, ad esempio Vc=180 m/min, f=0,1 mm/giro, ap=0,2 mm , che consentono una tornitura CNC di precisione costante.
- Processo di integrazione: Aggiorniamo e perfezioniamo costantemente il nostro database grazie al feedback ricevuto direttamente dalle operazioni di lavorazione sul campo.
Implementazione di strategie di ottimizzazione dei parametri
- Regolazione dinamica: il monitoraggio in tempo reale consente di apportare le modifiche necessarie ai parametri impostati per il processo di taglio.
- Attenzione all'efficienza: il nostro processo contribuisce ad aumentare la velocità e a migliorare l'efficienza senza compromettere le tolleranze, creando così servizi di tornitura CNC ottimizzati, utili nella produzione su larga scala.
- Tecniche avanzate: per una riduzione efficiente dei tempi e al contempo per il mantenimento della qualità, si adotta la tornitura ad alta velocità .
Validazione e scalabilità di soluzioni pratiche
- Test di prestazione: i test vengono eseguiti in modo esaustivo tramite prove con l'obiettivo di ottenere dati precisi con un valore compreso nell'intervallo ±0,008 mm .
- Approccio alla personalizzazione: nella personalizzazione della tornitura CNC , vengono sviluppate diverse strategie al fine di soddisfare i requisiti geometrici.
- Scalabilità: Utilizziamo configurazioni ottimizzate in diverse applicazioni per garantire prestazioni costanti e ridurre gli sprechi.
Sembrerebbe che il documento intenda dimostrare i livelli di conoscenza tecnica nello stato dell'arte dell'ottimizzazione dei parametri, in modo tale da consentire il raggiungimento di un livello di competitività considerevole attraverso l'adozione delle suddette metodologie sistematiche per soddisfare i requisiti di precisione nel mondo reale.
Quando gli utensili da taglio personalizzati non standard risultano più convenienti?
Le attrezzature per utensili da taglio non standard hanno un elevato valore economico nel complesso panorama delle macchine utensili. Grazie a una varietà di macchine utensili non standard, è possibile eseguire diversi processi di lavorazione su un singolo utensile, riducendo così i tempi di produzione del 60% e raggiungendo un certo livello di precisione di 0,005 mm . È proprio utilizzando diversi tipi di torni CNC con utensili da taglio non standard, come ad esempio gli utensili in PCD, che si possono risolvere contemporaneamente due problematiche tipiche di un ambiente di lavorazione.
Lavorazione di profili complessi per il settore aerospaziale
- Progettazione a passaggio singolo: Progettiamo utensili in PCD per completare contorni complessi in un'unica configurazione, riducendo le operazioni a più fasi .
- Controllo di precisione: il livello di tolleranza per la nostra gamma è di ± 0,005 mm per garantire il mantenimento dell'aerodinamica.
- Efficienza dei costi: la combinazione delle tre procedure in una sola implica che l'intero processo si tradurrà in una qualche forma di riduzione dei costi totali.
Microlavorazione di dispositivi medici
- Sviluppo di geometrie personalizzate: grazie alla possibilità di creare un utensile più piccolo per lavorare su una porzione più piccola del dettaglio , è possibile realizzare un'operazione di tornitura CNC personalizzata .
- Ottimizzazione specifica per materiale: sono stati sviluppati diversi strumenti tenendo conto in particolare delle caratteristiche delle leghe biocompatibili più comuni .
- Ottimizzazione del processo: ciò implica che il processo di lavorazione combinato elimina i costi di movimentazione dai costi complessivi sostenuti durante la lavorazione di piccoli lotti tramite tornitura CNC .
Prototipazione automobilistica con materiali rigidi
- Fabbricazione di utensili resistenti: produciamo utensili robusti per acciai temprati, ideali per la tornitura di precisione nella prototipazione rapida .
- Flessibilità iterativa: sebbene i pezzi unici siano soggetti a modifiche, in realtà, la loro realizzazione rallenta il processo di rispetto di un preventivo di tornitura CNC .
- Beneficio economico: la quantità di materiale di scarto sarebbe inferiore e il ciclo produttivo risulterebbe positivo.
Fabbricazione di componenti di grandi dimensioni per il settore energetico
- Ingegneria degli utensili scalabile: Progettiamo utensili di grandi dimensioni non standard per componenti di turbine, integrando più fasi di lavorazione .
- Utensili per torni CNC - Personalizzazione: La progettazione e la personalizzazione degli utensili vengono effettuate al fine di massimizzare l'efficienza degli stessi nell'esecuzione di compiti complessi.
- Miglioramento della produttività: grazie alla combinazione delle operazioni, le attività di movimentazione diminuiscono , aumentando così la produttività e mantenendo al minimo i costi associati.
Nell'ambito dei parametri del nostro approccio sopracitati, è stato affermato che la nostra competenza risiede nella progettazione di attrezzature di alta qualità con l'ausilio della tecnologia, ottenendo così i vantaggi derivanti dalla realizzazione di questi strumenti. Inoltre, è stato affermato che i vantaggi di Afoths, in quanto professionisti, superano le capacità delle macchine utensili di precisione.
Come implementare un sistema scientifico di gestione del ciclo di vita e controllo dei costi degli strumenti?
I guasti imprevisti degli utensili danneggiano la produzione e, di conseguenza, riducono il margine di profitto. Non possiamo abbandonare l'approccio attuale, che prevede la sostituzione degli utensili in serie, a favore di un approccio dinamico basato sui dati. Di seguito viene presentato un approccio scientifico che consente di gestire l'utilizzo degli utensili per controllare i costi della tornitura CNC :
Dai dati grezzi agli indicatori di salute degli strumenti utilizzabili
Tuttavia, la semplice acquisizione dei dati non è la soluzione. Il vero compito consiste nel convertire le letture dei sensori in un parametro di usura utilizzabile. Ciò si ottiene attraverso una complessa elaborazione del segnale, che aiuta a rimuovere il rumore indesiderato dai sensori di forza di taglio e dai sensori di vibrazione. La combinazione di questi due elementi ci fornisce un indice di salute composito e sofisticato per gli utensili; questo, a sua volta, ci aiuta a prendere le decisioni necessarie per servizi di tornitura CNC di qualità.
Sviluppo di modelli predittivi specifici per i materiali
Questo modello risulta inefficace laddove si presenta variabilità. In altre parole, gli algoritmi predittivi proprietari vengono presentati in relazione alla correlazione tra il degrado degli utensili a seguito di HI e l'usura originale del fianco dovuta ai particolari tipi di materiali. Questo processo prevede test controllati e perfezionamenti iterativi. Il risultato è una previsione precisa della vita utile residua (RUL) per operazioni come la tornitura ad alto volume , che consente modifiche proattive e previene guasti durante un ciclo di produzione critico di un fornitore di torni CNC .
Implementazione di un motore decisionale dinamico basato su criteri economici.
La consapevolezza della durata e dell'affidabilità degli utensili non indica il momento ottimale per il cambio utensile. Il costo e il tempo di cambio utensile, nonché il valore del pezzo, sono variabili che un programma di ottimizzazione dovrebbe considerare, calcolando immediatamente l'impatto economico e determinando quale sarebbe la tornitura CNC più conveniente per il pezzo. In questo modo, si potrebbe estendere la durata dell'utensile di due cicli o sostituirlo anticipatamente per evitare che pezzi costosi diventino scarti.
Questo approccio, che spazia dalle tecniche di fusione dei dati all'ottimizzazione economica , illustra chiaramente una metodologia tecnicamente rigorosa per la gestione degli utensili; rappresenta una dimostrazione tangibile della nostra profonda competenza nell'utilizzo delle informazioni provenienti dai sensori, in modo da ottenere un vantaggio competitivo diretto nella tornitura CNC .
Come controllare efficacemente vibrazioni e deformazioni durante la tornitura di precisione?
Le vibrazioni, al pari della deformazione, rappresentano un problema fondamentale per la precisione del processo di asportazione del materiale durante la tornitura CNC di precisione , soprattutto per i pezzi con un elevato rapporto di taglio, che influiscono sia sulla precisione del pezzo che sulla durata dell'utensile. Le vibrazioni sono state risolte grazie a una metodologia efficace che, attraverso la modulazione del processo e l'utilizzo di utensili specifici, trasforma un processo imprevedibile in un processo prevedibile. Il pezzo mostrato di seguito illustra l'applicazione di tale metodologia.
Soppressione dinamica delle vibrazioni tramite modulazione di processo
La tornitura a velocità variabile del mandrino e la programmazione di una variazione sinusoidale della velocità del mandrino di ±10% per disturbare continuamente questa frequenza di risonanza che causa la vibrazione rigenerativa. Questo utensile antivibrante è stato incluso per ottenere il massimo dalla vibrazione rigenerativa, sfruttando il vantaggio dell'albero lungo in questa applicazione con un rapporto L/D di 8 a 1. Ciò elimina completamente i segni di vibrazione e consente una tornitura dura prima irraggiungibile.
Attenuare la deformazione dei pezzi lavorati attraverso un supporto strategico.
Il fondamento dell'argomentazione risiede nella capacità di controllare le deflessioni nel modo più efficace possibile, considerando la possibilità di tenere sotto controllo le forze coinvolte. Se, oltre a quanto detto, è possibile ottimizzare le sequenze di taglio, la profondità di taglio e le velocità, in modo da minimizzare le forze radiali, si può prendere in esame il caso di operazioni di taglio che, dal punto di vista critico, offrono la possibilità di progettare appositi supporti, detti anche supporti fissi. Questi supporti consentono di sostenere il processo di taglio sull'area di lavorazione, in modo da racchiuderla completamente.
Raggiungere una finitura superiore grazie alla stabilità integrata.
La vera stabilità si definisce sulla superficie. Il nostro metodo di controllo delle vibrazioni consente di ottenere finiture superficiali eccezionali nelle lavorazioni di tornitura CNC . Ciò è possibile grazie all'eliminazione delle vibrazioni durante l'operazione di tornitura. Di conseguenza, il pezzo non presenterà irregolarità superficiali, con la possibilità di aumentare la velocità durante la tornitura di finitura .
Ciò consente di fornire una soluzione tecnicamente valida per specifici tipi noti di instabilità della macchina, inefficaci e costose, che si presentano in modo particolare durante il processo di tornitura CNC . Questo ribadisce il valore intrinseco delle informazioni qui rese disponibili, che non sono da intendersi come consigli, bensì come un approccio testato e comprovato. Questa guida alla tornitura CNC si basa in gran parte sull'integrazione del controllo dinamico del processo con soluzioni pianificate nei minimi dettagli.

Figura 3; Lavorazione di precisione di un componente in ottone rotante su un tornio a cura di LS Manufacturing
Come valutare le reali capacità e la ragionevolezza dei prezzi di un fornitore di tornitura?
Per trovare il miglior fornitore di torni CNC , bisogna guardare oltre il prezzo. La nostra missione è offrire un ambiente che permetta di valutare efficacemente il miglior rapporto qualità-prezzo per i preventivi di tornitura CNC, basandoci sulla nostra convinzione che l'integrità complessiva del servizio sia fondamentale.
Valutazione dei sistemi fondamentali e del controllo di processo
- Gestione della qualità certificata: Seguiamo le linee guida stabilite dalla certificazione IATF 16949 , in quanto fornisce un approccio molto rigoroso ai processi, alla responsabilità e al miglioramento continuo.
- Struttura dei costi trasparente: i nostri preventivi forniscono una ripartizione dettagliata (ad esempio, Materiali 45%, Lavorazione 30%, Attrezzature 15%, Spese generali 10% ), giustificando il valore del prezzo per tutti i servizi di tornitura CNC .
- Mitigazione del rischio: APQP e PPAP formalizzano il processo per garantire la qualità con la consegna puntuale dei componenti, dalla fase di prototipazione fino all'inizio della fase di produzione vera e propria.
Verifica delle capacità tecniche e dell'integrità delle misurazioni
- Investimento in metrologia: Per verificare le dimensioni dei componenti e la geometria degli utensili durante la tornitura di precisione , si utilizza una macchina di misura di precisione della ditta Mitutoyo con un'accuratezza di 0,0001 mm.
- Documentazione del processo: Forniamo prove attraverso la segnalazione del primo articolo, i dati SPC e i dati di ispezione, anziché promettere di fornirli.
- Collaborazione tecnica: in questa fase, gli ingegneri valutano il progetto dei componenti prima di iniziare la produzione, individuando anche possibili ottimizzazioni .
Valutazione della trasparenza operativa e del valore della partnership
- Nessun costo nascosto: il nostro preventivo gratuito per la tornitura CNC include tutti i costi di impostazione, programmazione e collaudo, per garantire che non ci siano sorprese.
- Comunicazione proattiva: assegniamo un responsabile di progetto dedicato per aggiornamenti in tempo reale, al fine di agevolare il processo di tornitura degli utensili in tempo reale .
- Supporto a lungo termine: la nostra promessa di qualità costante, consegne puntuali e ottimizzazione continua del processo produttivo, ci spinge a essere un'estensione del vostro team.
Si tratta del nostro sistema, che fungerà da parametro per testare e valutare le prestazioni e l'affidabilità di un fornitore. Sottolinea la nostra serietà e il nostro impegno nella collaborazione, basati su solide competenze tecniche e sulla verifica del valore. Rappresenta il nostro elemento distintivo come fornitore di torni CNC .
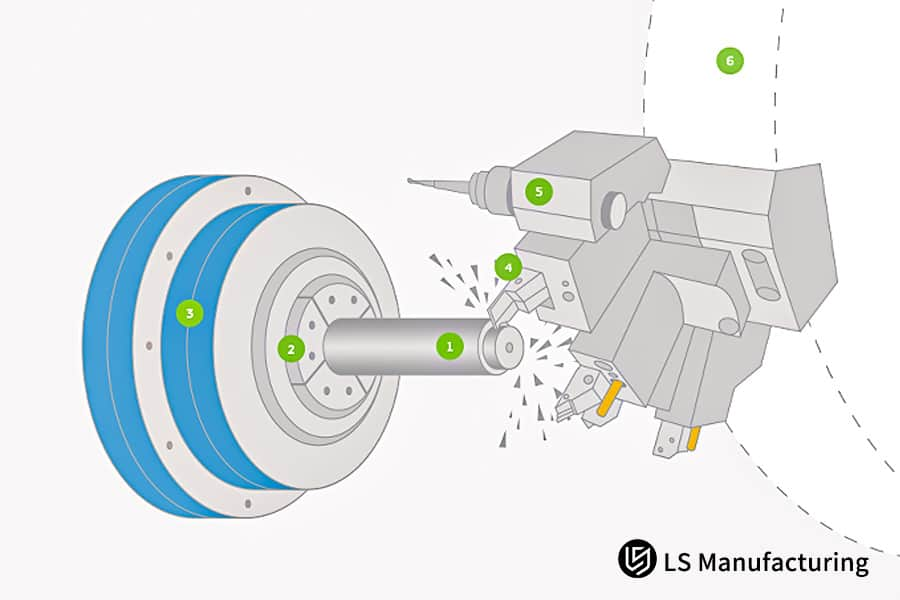
Figura 4: Schema del punto di contatto dell'utensile di tornitura CNC di LS Manufacturing
LS Manufacturing - Settore dei dispositivi medici: Progetto di lavorazione di precisione per viti ossee
Pertanto, il caso dimostra l'applicazione delle capacità di tornitura CNC di precisione di LS Manufacturing nella risoluzione di un problema di qualità essenziale associato alla produzione di dispositivi medicali, culminando in un cambiamento rivoluzionario nel modo in cui viene prodotta una vite in titanio per ossa, come segue:
Sfida del cliente
Un'azienda specializzata nella produzione di dispositivi medici ha richiesto assistenza per il processo di produzione di viti ossee in titanio da Φ3 ± 0,005 mm. Il processo precedente presentava un errore di rotondità di 0,01 mm e una rugosità superficiale di 0,8 micron ; nonostante l'azienda si attenesse rigorosamente alle caratteristiche, il prodotto non raggiungeva le caratteristiche desiderate con una percentuale allarmante dell'80% .
Soluzione di produzione LS
È stata implementata una strategia di tornitura CNC su misura utilizzando torni di tipo svizzero. La soluzione personalizzata prevedeva un utensile in PCD personalizzato con angoli di spoglia di 10° e 8°, con parametri ottimizzati Vc=60 m/min, f=0,02 mm/giro e lubrificazione a quantità minima. La configurazione di microtornitura minimizza la forza di taglio e il carico termico, affrontando quindi direttamente i problemi di errore di forma e finitura superficiale.
Risultati e valore
La geometria del pezzo finale è stata ottenuta con un valore di <=0,003 mm come valore per la rotondità, mentre la rugosità del pezzo era di 0,2 micro , superando di gran lunga il valore previsto dagli standard stabiliti dalle specifiche. Allo stesso tempo, il valore di resa è stato fenomenale, raggiungendo un valore del 99,5% . Con tale garanzia di qualità incorporata nel prodotto, il cliente è stato quindi in grado di risparmiare 800.000 yuan ,
Questo progetto serve anche a evidenziare la nostra capacità di affrontare sfide complesse nel campo della microlavorazione grazie all'adozione e all'integrazione di innovazioni di processo. Il valore aggiunto che la nostra organizzazione apporta fornendo servizi di tornitura CNC è supportato dalle nostre competenze tecniche e dall'utilizzo di una metodologia empirica e orientata ai risultati per misurare il valore per il cliente.
Aumenta la precisione dei tuoi dispositivi medici fino al 99,5% di successo grazie alle nostre soluzioni di tornitura di livello svizzero.

Analisi delle tendenze future e delle direzioni dell'innovazione nella tecnologia di tornitura
Per il futuro della lavorazione meccanica non bastano macchine che producano pezzi più velocemente, ma servono macchine più intelligenti in grado di contrastare automaticamente la variabilità del processo . Stiamo sviluppando soluzioni di nuova generazione che affrontano la sfida fondamentale di garantire e mantenere elevati standard di precisione nella tornitura CNC, con un impegno costante per la qualità.
Compensazione autonoma dell'usura degli utensili e della deriva termica
La nostra attività di ricerca e sviluppo si concentra sulla tecnologia di un sistema di tornitura adattivo a circuito chiuso. L'utilizzo di sensori di forza e di emissione acustica integrati nel portautensili consente alla macchina di rilevare in tempo reale le regolazioni necessarie, garantendo la massima uniformità dalla prima alla millesima lavorazione, senza bisogno di intervento umano. Questa caratteristica è parte integrante della nostra guida alla tornitura CNC .
Lavorazione ibrida integrata per geometrie complesse
Per ridurre o eliminare completamente la necessità di operazioni secondarie, stiamo sviluppando anche un processo a singola impostazione per la combinazione dell'operazione di tornitura con ablazione laser e finitura a ultrasuoni. Per le boccole aerospaziali in acciaio temprato, un processo di lavorazione a singolo serraggio consente di completare in sequenza la tornitura del diametro esterno, la texturizzazione laser di specifiche superfici di appoggio e la finitura a ultrasuoni delle sezioni curve. Le suddette operazioni di lavorazione completano i processi di lavorazione, con una riduzione del 65% dei tempi di consegna.
Ottimizzazione predittiva dei processi tramite simulazione con gemello digitale
È possibile realizzare un gemello digitale basato sulla fisica dell'intero processo , dove per processo totale si intende l'intero processo di tornitura di materiali duri , e i parametri possono essere simulati all'interno di un ambiente virtuale, dove sarà possibile evitare lo sviluppo di determinati parametri come la formazione di tensioni interne o la comparsa di vibrazioni indesiderate come il chatter prima dell'inizio dell'intero processo, quando avviene il taglio di un giro di metallo.
Il percorso che tracciamo per la nostra crescita è determinato dalla soluzione delle sfide concrete legate a variabilità, complessità e prevedibilità. Il presente documento offre inoltre una panoramica dell'approccio pratico utilizzato per la creazione di un ambiente di lavorazione autocorrettivo, integrato e simulato. Esso posiziona i nostri servizi di tornitura CNC come soluzioni ingegnerizzate per le future sfide della tornitura CNC , dove la competenza tecnica garantisce risultati costanti.
FAQ
1. Qual è il materiale più adatto per gli utensili da tornitura dell'acciaio inossidabile?
L'opzione migliore sarebbe quella di selezionare un substrato costituito da carburo di cemento con il 10% di cobalto rivestito con TiAlN e di scegliere una velocità da 80 a 120 metri al minuto . Questa opzione si baserebbe sui dati di prova ottenuti da LS Manufacturing ; in tal caso, la durata dell'utensile sarebbe fino a 400 minuti .
2. Come ottenere economicamente una rugosità superficiale di Ra pari a 0,4 μm?
Grazie all'utilizzo di una punta dell'utensile finemente rettificata ( rε=0,2 mm ), una velocità di avanzamento di 0,05 mm/giro e tecniche di lucidatura, LS Manufacturing è in grado di ottenere una lavorazione stabile con rugosità Ra compresa tra 0,2 e 0,4 μm .
3. Come garantire la precisione dimensionale nella tornitura di fori profondi?
Presso LS Manufacturing, sono state impiegate barre di alesatura antivibranti con sistemi di raffreddamento ad alta pressione fino a 5 MPa, con rimozione dei trucioli ogni 50 mm, per ottenere un livello di precisione di ±0,01 mm con un rapporto di aspetto di 8:1 .
4. Come controllare i costi degli utensili nella produzione di massa?
LS Manufacturing offre ai propri clienti un risparmio del 30-40% sulle spese per gli utensili grazie ai suoi sistemi di gestione del ciclo di vita degli utensili, ai programmi di acquisto scontati e ai programmi di riaffilatura.
5. Quali precauzioni adottare per la tornitura di materiali difficili da lavorare?
Grazie alla scelta di un substrato con elevata tenacità, un angolo di attacco ridotto e un raffreddamento adeguato, LS Manufacturing raggiunge una durata dell'utensile di 120 minuti nella lavorazione dell'Inconel 718.
6. Come ottenere un preventivo accurato per una lavorazione di tornitura?
Vi preghiamo di fornirci dettagli quali modelli 3D, materiali, precisione dei dati e dimensioni dei lotti, e vi invieremo un'analisi dettagliata del processo insieme al preventivo entro sole 2 ore.
7. Qual è il tempo di consegna più rapido per ordini urgenti?
I campioni sono disponibili entro 24 ore , mentre gli ordini di piccole dimensioni richiedono 3-5 giorni . LS Manufacturing ha sviluppato un percorso di accesso rapido.
8. Come garantire la coerenza dei lotti nella lavorazione di tornitura?
Grazie al controllo SPC del processo e alla calibrazione delle apparecchiature utilizzate, LS Manufacturing è in grado di raggiungere un lotto di CPK ≥1,67 con un tasso di superamento superiore al 99,5% .
Riepilogo
Grazie alla selezione scientifica degli utensili, all'ottimizzazione precisa dei parametri e a un sistema completo di controllo qualità, la tornitura di precisione raggiunge un perfetto equilibrio tra alta qualità ed elevata efficienza . LS Manufacturing, con la sua vasta competenza tecnica e la sua pluriennale esperienza progettuale, offre ai clienti soluzioni complete, dalla progettazione alla produzione.
Per soluzioni di tornitura personalizzate o preventivi precisi, contatta subito il team di LS Manufacturing . Carica i tuoi disegni per un'analisi professionale e prezzi trasparenti. Per materiali speciali o design complessi, prenota una consulenza individuale con i nostri esperti. Chiama la nostra hotline di assistenza tecnica per la realizzazione gratuita di campioni. Clicca per caricare i tuoi disegni e ottenere la tua soluzione di tornitura esclusiva!
Pronti a fare un salto di qualità? Il nostro team di esperti è qui per aiutarvi a migliorare le vostre capacità di tornitura di alta precisione.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


