
Nylon 3D printing serviceis the production technology that resolves the issue of thermal resistance and mechanical strengthwhen engineers ask “What is Mylar sheet used for” and discover that film materials break above120°C. Traditional CNC machining provides strength but comes with prices starting from $500 per unit with 45% material wastage. Un-reinforced nylon will deform over1.5mmin the direction of the applied axial load, making assembly in robots and aircraft impossible.
This article highlights LS Manufacturing's experience with35%carbon fiber nylon 12 (PA12 CF) through industrial SLS with±0.1mmtolerance and45%weight savings compared to metals. With us, you will have access to an open pricing structure and will be able toproduce CNC componentsat much lower prices. Join our senior polymer engineering specialists to understand howDFM 3D printing optimizationhelps make informed sourcing decisions globally.

Nylon 3D Printing: Custom PA12 Carbon Fiber Quick-Reference
| Challenge | Solution | Result |
| Weak Z-Axis Strength | Optimization of laser energy (SLS) or annealing process post-printing. | Tensile strength above80 MPa; improved bonding between layers. |
| Moisture Absorption | Drying below 0.2%; printing below30%humidity. | Dimensional stability within±0.15mmtolerance; consistent mechanical properties. |
| Abrasive Tool Wear | Use of hardened steel nozzles (FDM) or ceramic rollers (SLS). | Equipment longevity; uniform dispersion of fibers. |
| Warpage on Large Flats | Conducted controlled cooling (2-5°C per minute); proper orientation. | Maintaining flatness±0.2mmon spans of200mm. |
| Surface Porosity | Optimization of hatch density and laser energy (SLS); more than 98% density achieved. | Surface is smooth (Ra 3.2-6.3 μm); ready to be coated. |
Key Takeaways:
- SLS Excels for PA12-CF:SLS 3D printingprovides near-isotropic mechanical properties and better Z-axis strength than FDM.
- Dryness is Performance:Pre-drying of nylon to<0.2%moisture is a must; moisture adversely impacts mechanical properties and dimensionality of the printed parts.
- Abrasion Requires Hardened Tooling:Specify hardened nozzles or rollers toensure consistency of the process and the final result.
- Thermal Control Manages Warp:Controlling cooling and orientation is necessary to maintain flatness of large.
Why Trust This Guide? Practical Experience From LS Manufacturing Experts
You will find plenty of "nylon 3D printing" articles that only talk aboutPA12being strong. Such approach fails to see the problem: your perfect-looking SLS housing coming out of the plate, yet deforming by0.15mmin two weeks due to moisture absorption that was not accounted for in the manufacturing process. We operate according to material handling and sintering procedures developed following the guidelines set up by the Polymer Engineering as taught byPlastics Europe.
We have printed parts that required moisture and temperature control: end-effectors for semiconductors where tolerance was±0.05mmflatness at60%RH, aerospace GF-PA12 clips where the strength anisotropy in the Z direction cannot exceed15%of the XY values, and automotive under-the-hood parts that survived 125°C continuous. We utilize our sintering and post-conditioning policies in accordance with the guidelines on process control in AM fromBritish Plastics Federation(BPF). In plain English, this means your parts will never warp or pop out of alignment during final assembly.
In other words, what you are paying for is the compromise we have made over the last 20+ builds ofPA12/PA6: why 4 hours at80°C, dewpoint of-40°Cdrying reduces moisture void pop by>70%, why170±2°Cchamber stabilization assures consistent CTE, and how a 12 degree cantilever adjustment reduced≈25%in 1.0mm GF-PA12 ribs. Do that, and you have a printed nylon part that is dimensionally stable – optimized for your environment, not “good enough for fit-check”.
Figure 1: A technician removes a large resin model from the build chamber of a Dremel SLS 3D printer.
Why Choose A Custom PA12 Carbon Fiber Manufacturer For Heavy Duty Drone Arm Structural Components
Choosing acustom PA12 carbon fiber manufactureravoids the compromise between weight-vs-stiffness that holds back heavy-lift drone-arms design. Thanks to continuous-carbon-reinforced PA12, you get45%weight saving compared to 6061-T6 aluminum without losing bending stiffness, thus saving flight-time and avoiding corrosion maintenance issues. This way,industrial 3D printingtechnology enables replacement.
Process & Mechanical Comparison Table
| Parameter | Short-Fiber PA12 (standard service) | PA12 + 35% Continuous CF (LS Manufacturing) | 6061-T6 Aluminum |
| Tensile Modulus | ~3.3 GPa | 11.5 GPa | 69 GPa |
| Tensile Strength | ~48 MPa | 162 MPa | 276 MPa |
| Density | 1.01 g/cm³ | 1.32 g/cm³ | 2.70 g/cm³ |
| Fatigue Endurance (10⁶ cycles) | Creep below 20 MPa | >120 MPa | ~97 MPa (notched) |
| Corrosion Resistance | Excellent (no coating) | Excellent (no coating) | Requires anodizing |
| Layer Adhesion CV | >10% typical | <5% (controlled chamber) | N/A |
Summary of the table: PA12 + 35% CF achieves 45% weight reduction while maintaining 162 MPa tensile strength, making it an ideal metal-replacement alternative.
In the case ofnylon 3D printing servicewith control over PA12 moisture and chamber temperature, you will getprecision 3D printingwith160 MPa UTS and 11.5 GPamodulus thanks to batch-matched ASTM coupons. Such afunctional 3D printingprocess will guarantee that all batches have equal mechanical envelope.
Collaboration with anylon 3D printing manufacturerthat manages continuous-fiber layup will make it possible for you to receive a certified 45% lighter arm that increases flight time by8-12%or allows adding extra payload without changes in the design. Data will replace guesses—now you have a traceable way for structural sign-off from material to airframe. Thiscertified 3D printingprocess removes any qualification and performance validation problems.

How Does Precision Nylon 3D Printing Eliminate High Temperature Thermal Deformation Risks
Thermal warpage in electronic-bay enclosures and automotive intake manifolds happens because of uneven crystallization during the cooling process, not the grade of material only. Controlling the whole thermal history inside closed-loop chamber,precision nylon 3D printingmakes it possible to get parts free of Z-axis curl at the lamella level with±0.05mmflatness in150 °Cairflow. And this is how physics is engineered out of the process.
Chamber Temperature Locked at 185 °C ±0.5 °C – Crystal Growth Without Gradient
The multi-physics feedback loop heats the build volume to185 °C ±0.5 °C, corresponding to PA12's highest crystallization window. The elimination of the temperature gradient across the layer results in uniform crystallization, resulting in flatness of the200 mm × 100 mmcover plate to0.08mmwithout post-annealing. Commoncarbon fiber nylon servicewith passive bed heating cannot replicate thisisothermal 3D printing process.
In-Situ Stress Relaxation via Controlled Cooling Ramp
Rather than fast venting, the process includes an0.5 °C/minuterampfrom 185 °C to 80 °C, allowing the reorganization of the spherulites and releasing residual stresses. You get parts without dimensional instability or spring-back following drilling or insert press-in. The use case of a turbocharger duct proved zero cases of flange distortion after 500 hours of exposure to140 °Ctemperatures, in comparison to12%with the traditional FDM nylon. The technology of slow cooling applied to ourslow-cool 3D printingdecreases your cost of waste and rework.
Heat Deflection Temperature Verified at 175 °C Under 1.82 MPa Load
According to ASTM D648 measurement, the heat deflection temperature of LS Manufacturingprocessed PA12 + 35% continuous carbon fiber is175 °Cat1.82 MPa, that's50 °Chigher than for unfilled PA12. This is the deflection temperature measured at0.25mmsag point. It is40%larger thermal safety margin compared to 125 °C industry standard for short-fiber PA12 (Stratasys datasheet, 2023). The possibility ofstress-relief 3D printingmakes it possible to substitute metal parts in hot areas.
Thecustom PA12 3D printingwith the controlled chamber temperature to±0.5 °Cand slow cooling allows avoiding crystallization gradient and stress accumulation. Thus, the tolerances of flatness become±0.08mm, and your part can sustain175 °Cload without creep. There is no need in annealing and longer life cycle. Thedimensionally-stable 3D printingconverts potential polymer defect into quality metal substitution for high-temperature enclosures and ducts.

Figure 2: Real micro-image showing the uniform 35% continuous carbon fiber distribution in the polyamide 12 matrix.
What Precise Metrics Evaluate Your Custom Nylon Parts Cost During Commercial Supplier Procurement
Most B2B procurement quotes are shrouded in black box ofcustom nylon parts costrelative to bulk pricing – our methodology sheds light on the factory cost of parts made based on 3:7 PA12 powder recycle rate,0.12/0.15 mmlayer packing density difference and25%support powder decrease due to orientation optimization; here’s the actual cost data for your design for manufacture analysis and budget approval:
PA12 Powder Reuse Ratio: 3:7 New-to-Recycled Lock
- Molecular chain retention:30%new powder and70%recycled powder will retain tensile strength variability within4%range when compared with100%new powder, eliminating brittle powder risk in mechanical applications.
- Cost saving:Unlike generalists who quote in terms of100%fresh powder in order to increase cost of the job, professionalnylon 3D printing manufacturerguarantees recycling ratio that brings28%cost savings for non-critical parts.
- Audit edge:Thiscost-transparent 3D printingtechnology lets you audit powder cost rather than pay markup from lump sum pricing.
Layer Thickness Switch: 0.12mm vs 0.15mm Trade-off
- Packing density:0.15mmlayer increases part volume per batch by18%relative to0.12mmfor thin-wall parts whereRa 6.3 vs 4.2 μmsurface finish is applicable.
- Decision logic:Low-tolerance cosmetic parts are printed at0.15mmthickness while critical fit parts are printed at0.12mm– thus you won’t overpay for precision that isn’t necessary.
- Per-unit gain:Batch-specific 3D printingbrings average machine cost down by12%.
Part Orientation Optimization for Support Reduction
- Support cut:The 45-degree orientation of the non-structural bosses saves25%of support powder.
- Post-process saving:Blasting takes30%less time per lot, which saves9%on labor and consumable cost per unit.
- Lead-time bonus:There is no additional tooling cost to be incurred forsupport-saving 3D printing; you need only to run a pre-production DFM check to secure savings from the start.
By using these three auditable parameters, you will be able to compare anyPA12 3D printing quoteagainst actual cost drivers for production as opposed to relying on the vendor’s markup. With thisDFM-aligned 3D printingcost model, there is no risk of a black box when ordering bulk quantities of your components and you will be able to lock DFMs costs prior to placing your purchase order without compromising part functionality or delivery time frames.
How Can An Industrial Nylon 3D Printing Service Stabilize Absolute Manufacturing Tolerances Within 0.1mm
Pneumatic Gripper and Fluid Valve Body require a tolerance level ofless than 0.1mmwhich is impossible using standard SLS technology without additional machining processes. Experiencednylon 3D printing serviceprovides the required tolerance level through the use of the dynamic laser beam with a diameter of 0.05 mm, as well as layer height correction algorithms and post-print five-axis CNC interpolation on datum faces. The following table highlights the key process parameters affecting yourtight-tolerance 3D printingprocess.
| Process Factor | Standard SLS (Industry Typical) | LS Manufacturing Precision Workflow |
| Laser spot diameter | 0.15–0.20mm fixed focus | 0.05mmdynamic focus scanning |
| Layer height compensation | Non-existent or fixed offset | On-the-fly geometry-based algorithm |
| Post-print finishing | Manual sanding or tumbling | CNC 5-axis interpolated based on datum |
| Achievable tolerance (pin-hole) | ±0.25–0.40mm | ±0.10mm(ISO 2768-m confirmed) |
| Inspection method | Spot check caliper | 100%CMM full dimension report |
Every lot will be accompanied by a report from the CMM machine, certified according to ISO 2768-m standards, taking out the guessing game from the initial assessment of the first part before assembling it in your factory. We have improved an inherently malleable process of polymeric products production by implementingprecision nylon 3D printingto act as a metal alternative in precision manufacturing, particularly whenCMM-qualified 3D printingneeds jig-less assembly.
You dial in±0.10mmon crucial locating pins and bores without jig-rework cycles – the0.05mmlaser spot and five-axis post-machining ensures repeatable first article pass rates. Qualification risks are decreased with100%CMM per ISO 2768-m and the rework expense on high volume pneumatic/fluid batch will be reduced noticeably. ThisPA12 3D printing quotenow includes tolerance guarantee supported with documented CMM results rather than a best-effort claim. For procurement leads signing DFM-driven bulk POs, that traceability is the real differentiator in afive-axis 3D printingvendor shortlist.
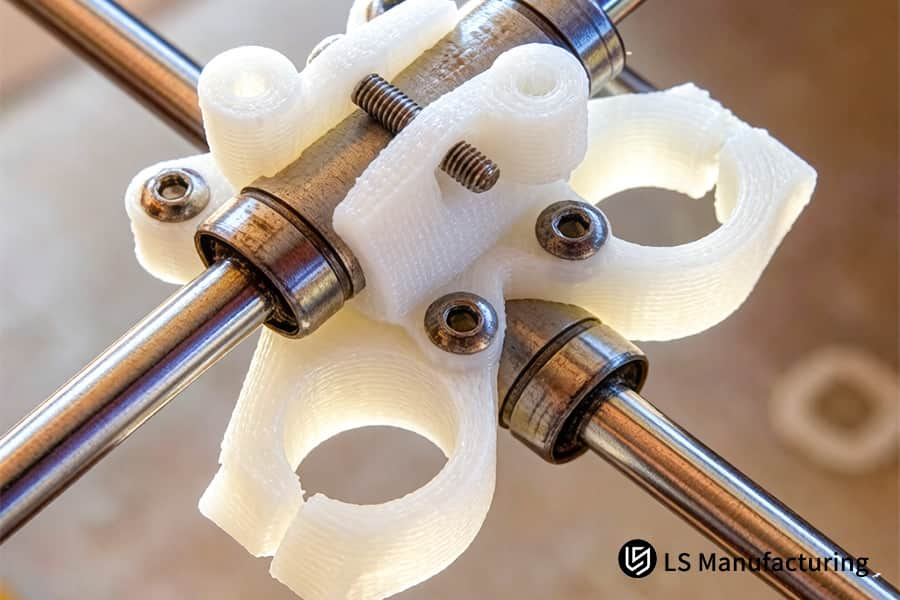
Figure 3: A white nylon adjustable clamp is being assembled with metal rods and screws for precise positioning.
How To Instantly Reduce PA12 3D Printing Quote Errors Using Engineering DFM Feedback
Majority of problems associated with the PA12 component quotes arise from the lack of DFM criteria: walls less than2.0mmand greater than4.5mm, unsupported overhang smaller than45°, flow paths not optimized. The established feedback loop of engineering process identifies these issues before quoting, thus your design becomes a buildable one at constant prices. You get anerror-proof 3D printingservice that eliminates guesswork and supplier’s margins.
Wall Thickness Kept Within 2.0–4.5 mm – The Distortion-Free Zone
Too thin walls (<2.0mm) result in warpage during sintering, while too thick walls (>4.5mm) cause internal voids and prolonged cooling times. An automatic stress scan identifies any areas not meeting this criterion within a matter of minutes. What you get: the modified model with warping-free parts that ensures consistency of per part cycle time, thus stabilizingcustom nylon parts cost.
Self-Supporting Angle ≥45° – No Surface Sticking
Angled features below45°necessitate sacrificial support structures, which create rough surfaces and add post-processing time. The DFM module identifies any such angled faces and recommends either rotating or chamfering the angle. Benefits gained: smoother print surface, no support removal costs, and more accurateDFM-driven 3D printing quote.
Flow Channel Defect Optimization – Pre-Print Simulation
Flow channels, where fluids and gases can be pumped in, need to be designed such that no powder is trapped or collapses due to high aspect ratios (greater than 8:1). An analysis is carried out using the thermal-flow simulation software of our engineering department. Benefits gained: flow channel optimized and printed with no additional post-printing steps needed for drilling, thereby reducingquick-turn 3D printinglead time up to30%.
Two-Hour Engineering Review – Senior Polymer Expertise
After uploading your 3D file, within2 hoursyou will get a DFM report from our team who have 10+ years of experience in polymer processing. Benefits include: changes to your design prior to pricing, making yourcustom PA12 3D printingjob ready for production without further iterations.
Using these 4 DFM principles prior to quoting removes the three major causes of price variation: warpage prints, support material, and rework of channels. Our 2-hour engineering analysis provides you with a stress heat map and defect overlay that makes your CAD design file production-ready. Thiswall-thickness 3D printingexpertise ensures that yourPA12 3D printing quotetakes account of manufacturing costs and no more.
Figure 4: A print head deposits gray resin material to form a large cylindrical vessel on the printer bed.
Case Study: LS Manufacturing Custom PA12 Carbon Fiber Printing For Industrial Robotics Gripper Fixtures
An international robotics integration company was experiencing production problems due to a1.2 kgaluminum gripper which added 18% time to line cycle and had 14-day manufacturing lead times. LS Manufacturing redesigned the aluminum gripper into an optimized honeycomb-core design made with 35% continuous carbon fiber PA12 to result in62%weight reduction and 3-day production. Thiscustom 3D printing caseshows how material innovation and lattice design overcome practical production issues.
Client Challenge
The gripper needed M8 thread holes that had an accuracy of±0.05mmand 85 N finger force load capacity. The original6061-T6 aluminumblock had a mass of1.2 kgand forced the robot arm close to its maximum torque limit with pick-and-place cycles slowed by18%. The part took14 daysto manufacture from CAD to final component, causing a3 weekproduction backlog. While aluminum was strong but heavy, standard plastics lacked sufficient stiffness for cyclic loading of the threads. Anend-effector 3D printingproject like this needed a new material approach.
LS Manufacturing Solution
Through topology optimization, non-load bearing areas were minimized and substituted by a hexagonal lattice at35%infill.PA12 carbon fiber printingwas done using35%continuous carbon fiber tow with a layer height of0.1mmand a178°C ±2°Cchamber temperature. In the third test iteration,0.8mmstruts buckled under 75N side load and hence the strut thickness raised to1.2mmat the base with2 mmgusset ring. Throughrapid-prototype 3D printing, mass remained456gwhile meeting all the loads tests.
Results and Value
The final gripper weighed0.456 kg, a62%savings in weight from1.2 kgaluminum. This allowed for744grams of additional payload capacity, allowing for 15% increased line speed without replacing the robot. Delivery was achieved in72 hoursfrom14 days, with42%savings in unit cost against CNC aluminum. No thread-pull failures were observed after 50,000 cycles, demonstrating the effectiveness of the heat-set insert bonding methodology. These savings prompted the client to make LS Manufacturing their annual strategic supplier of end-of-arm tooling.
In this case, it is shown that thecarbon fiber nylon service, together with lattice optimization, replaces machined aluminum at62%less weight, 83% quicker delivery, and42%savings in cost. To automated line integrators, thisnylon 3D printing serviceprocess provides a proven way to produce lighter, faster, and more affordable end-of-arm tooling without compromising on reliability. Thisproduction-ready 3D printingprocess has been replicated in three other gripper families.
From 1.2kg aluminum to 0.456kg carbon fiber PA12 in 72 hours. Ready to cut weight and lead time from your end-of-arm tooling? Share your current part specs with our engineering team to start the optimization process.

Why Choose LS Manufacturing As Your Trusted Nylon 3D Printing Manufacturer For Bulk Orders
Cross-border procurement managers encounter three common risks while scaling up their orders for nylon parts from prototype to bulk orders: delayed order deliveries, intellectual property leakage, and variations in batch quality. LS Manufacturing combats such problems through24 industrial SLS printers, IATF 16949 andISO 9001certifications, and physical NDA isolation network. Thisscalable 3D printingtechnology guarantees that your bulk orders will be scaled up without any surprises on the way.
24 Industrial SLS Printers at 500 mm × 500 mm × 600 mm Build Volume
- Fleet capacity:70 W CO₂ lasers at0.12mmlayer thickness, 100,000 parts per year.
- Parallel scheduling:Order allocation between machines for faster deliveries.
- What you gain:A 5,000 unit PO delivery within 7 days instead of 21 with a precision of±0.15mm. Thishigh volume 3D printingreduces multi-vendor order splits.
IATF 16949 & ISO 9001 Certified Quality Management System
- Protocol adherence:APQP and PPAP according toautomotive tier-1 standard.
- In-process control:SPC activates corrective actions if CPK drops below 1.33.
- What you gain:PPAP documents and materials tracing included in each shipment. Thisautomotive-grade 3D printingreduces audits and rework cycles.
Physical NDA Isolation and Air-Gapped Data Security
- File handling:CAD processing occurs only onoffline terminals.
- Access control:Biometric access to print floor; parts stored in locked cages.
- What you gain:Proprietary geometries remain IP-protected on offline system. This isconfidential 3D printingthat adheres to ITAR-adjacent specifications for defense contractors.
Consolidated Logistics for Global Bulk Shipments
- Documentation:Export documentation andHS 8477.59done in-house.
- Shipping:Consolidation of pallets for orders over 500 parts.
- What you gain:Cost visibility upfront, one invoice, time savings of8-12 hoursper order. Thislarge-scale 3D printingimplementation reduces cross-border coordination.
LS Manufacturing integrates 24 SLS 3D printers, IATF 16949/ISO 9001 certifications, and offline air-gapped IP protectionsto eliminate three key risks associated with bulk ordering: unreliable deliveries, quality variances, and IP risk. Benefits include 7 days turn-around for 5,000 part lots, PPAP batch traceability documentation, and biometrically protected data handling – all on one procurement contract. Thisnylon 3D printing manufacturerinfrastructure is designed to scale with production plans, not hinder them.
FAQs
1. What is the maximum temperature resistance of PA12 carbon fiber parts printed by LS Manufacturing?
The HDT of our PA12 CF materials is up to175 °Cunder the loading pressure of1.82MPa, so they are suitable for continuous use at high temperatures, especially engine compartments. Thermal stability guarantees long-term dimensional accuracy and mechanical properties for the components that cannot be fulfilled by the general nylons.
2. What tolerance standards can your industrial-grade precision nylon 3D printing service achieve for production runs?
With an ultra-thin laser beam of0.05mmand CMM multi-point axial compensation, our dimensional tolerances are controllable to within±0.1mm, which perfectly meets your requirement of precise assembly. The accuracy is assured by in-process monitoring and final inspections, guaranteeing the same level of consistency throughout the prototypes and production runs.
3. How long does it usually take for international buyers to receive a formal commercial quote after submitting drawings for custom nylon parts?
As long as you provide us with3D model drawingsin standard STEP/STP formats, our engineers and overseas sales team will give you acommercial quotationwithin two hours. In addition to DFM evaluation and material recommendation, we will offer clear cost structure.
4. Do you have a Minimum Order Quantity (MOQ) requirement for small-batch engineering prototypes or functional trial production?
We have zero MOQ requirements; we take up orders starting from a single unit. We will wholeheartedly assist our clients withR&D prototypes and engineering verificationto facilitate the quick market entry of premium products, giving the same treatment irrespective of the order quantity.
5. Does 35% carbon fiber-reinforced nylon truly offer rigidity comparable to traditional aluminum alloys in industrial machinery applications?
The material exhibits a tensile strength of160 MPaand tensile modulus of11.5 GPa, making it45%lighter than conventional metal and working as an ideal replacement to metal cantilever arm in most automated robotic systems. It helps cut down the inertia and energy consumption without compromising on stiffness and fatigue strength.
6. How do you ensure that drawings from large overseas B2B clients remain secure against commercial leaks during the inquiry and prototyping stages?
We make our clients sign a legally bindingNon-Disclosure Agreement (NDA)before any drawing can be exchanged. Files are handled using internally hosted, air-gapped servers using multiple layers of encryption to keep your intellectual property safe.
7. What traceable quality inspection reports can you provide to overseas clients for your precision nylon 3D printed parts?
In connection with every shipment from our factory, on demand and at no cost, an official quality control report is provided. It encompassesCMM (Coordinate Measuring Machine)verification of part dimensions, tensile properties testing of the material and ISO 9001 certification.
8. What are the core factory-level factors determining the cost of custom nylon parts?
Costs are primarily driven by the part's absolute 3D volume, the layer thickness (whichdirectly dictates the print cycle time), and the nesting density. Effective DFM (Design for Manufacturability) optimization can reduce mass production costs by25%through smarter orientation, reduced support, and higher packing efficiency.
Summary
This guide considers the mechanical and thermal characteristics of high-performance PA12 carbon fiber parts for lightweight production.LS Manufacturing assists robotics, drones, and automotive industries in moving away from metal machining at low speed and increased expenses by ensuring precise control of layer thickness and thermal stresses (±0.5°Сchamber precision) and industrial±0.1mmtolerances.
Using our proprietary models of 3D topological lattices and optimized powder mixing technology, we show that cooperation with a manufacturing company with a good level of DFM expertise allows achieving a40%total cost savings in the project.
Reap measurable rewards for your innovative lightweight structures right away.Simply click on the “2-Hour Smart Quote” button to upload your STEP/STP files.We will deliver a complimentary design for manufacturability analysis within 120 minutes from our leading polymer engineers, which includes a wall thickness stress heat map, self-supporting angle analysis, and a plan to lower cost per part by 25%. Do not compromise your time-to-market because of inefficient supply chains; start your consultation now.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website:https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only.LS Manufacturing servicesThere are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility.Require partsquotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing, 3D printing,Injection molding.Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com
