
Los servicios de utillaje para moldeo por inyección de PC abordan la preocupación fundamental de la microondulación superficial , responsable de no cumplir con los estándares de espejo Ra 0,02 μm y de la tensión interna que provoca el problema de la borrosidad por tensión y el agrietamiento de las piezas de alta claridad después del ensamblaje. Los proveedores convencionales carecen de la dureza suficiente del acero, tienen compuertas de pasador afiladas que generan enormes esfuerzos cortantes y no pueden controlar las temperaturas dinámicas del molde entre 80 °C y 100 °C .
LS Manufacturing es uno de los principales proveedores mundiales de moldes personalizados para PC, que utiliza un procedimiento consolidado y probado exhaustivamente en piezas ópticas: acero desgasificado con tratamiento térmico, pulido con pasta de diamante con acabado de grano 6000 y rediseño de la compuerta del ventilador/ala. Esto significa que con nosotros, usted tendrá acceso directo a las especificaciones técnicas necesarias para garantizar la eliminación de problemas de recocido bajo tensión y un rendimiento de ≥98 % .

Servicios de utillaje para moldeo por inyección de PC: Guía de pulido y claridad
| Factor crítico | Herramientas y soluciones de procesos | Resultado óptico |
| Pureza del acero para moldes | Pureza del acero para herramientas, por ejemplo, utilizando acero para herramientas refundido al vacío (Stavax ESR) , para eliminar las inclusiones. | Ayuda a evitar defectos subsuperficiales que dan lugar a puntos de tensión visibles o neblina. |
| Técnica de pulido | El proceso de pulido se realiza utilizando diamantes, siguiendo pasos específicos hasta lograr un pulido con una pasta de diamante de 1 μm . | Garantiza la obtención de un Ra real y fiable de 0,02 μm (SPI A1) . |
| Estrategia de desahogo | Ventilación mediante orificios de ventilación cortados con láser, fabricados en acero poroso, en las últimas partes rellenas. | Evita cualquier marca de quemadura o línea de flujo que disperse la luz y haga que las partes ópticas se vean borrosas. |
| Diseño de puertas | Diseño de compuertas puntuales o submarinas que minimicen la tensión. | Controla la alineación molecular para evitar la birrefringencia debida al estrés. |
| Control de temperatura | Control preciso de la temperatura ( ±1°C ) para el moldeo con agua o aceite. | Ayuda a garantizar un flujo y una refrigeración precisos del material de las herramientas de moldeo por inyección , lo cual es importante para la estabilidad dimensional. |
Conclusiones clave:
- El acero es la base: para lograr claridad, se debe utilizar acero para moldes homogéneo y ultra limpio . El acero para moldes común contiene contaminantes que provocan defectos visuales.
- El pulido es un proceso, no un grano: lograr una calificación SPI A1 requiere un procedimiento de pulido de diamante muy estricto, en lugar de un número de grano final alto .
- La ventilación es una característica óptica: para obtener piezas nítidas , la ventilación debe diseñarse con precisión para expulsar el aire sin crear una línea visible. Puede ser necesario utilizar acero poroso.
- El control del proceso es fundamental: incluso con un molde ideal, pequeñas variaciones en la temperatura de fusión y del molde generarán tensiones. El control térmico es clave para mantener la claridad óptica.
¿Por qué confiar en esta guía? Experiencia práctica de expertos de LS Manufacturing.
Existen numerosas guías sobre el uso del policarbonato, pero esta es única. Proviene de los propios fabricantes de herramientas de LS Manufacturing, expertos en el diseño de moldes que compensan la alta viscosidad y las tensiones inherentes al procesamiento del policarbonato . Nuestras técnicas de diseño de moldes se basan en la experiencia de trabajar con las directrices de Semiconductor Equipment and Materials International (SEMI) , que limitan estrictamente las partículas y la desgasificación.
En el diseño de nuestras herramientas para componentes de PC destinados a condiciones de funcionamiento extremas, utilizamos materiales ignífugos para encapsular dispositivos electrónicos a bordo de aeronaves, componentes esterilizables en instrumental quirúrgico y lentes de alta claridad óptica en aplicaciones automotrices. La cualificación y fiabilidad de las piezas diseñadas para estos entornos adversos se basan en las directrices de la Asociación para la Conexión de la Industria Electrónica (IPC) para el ensamblaje de componentes electrónicos.
Nuestro conocimiento proviene de nuestra experiencia en la reparación de núcleos de moldes de PC agrietados y la eliminación de deformaciones. Conocemos la temperatura de canal caliente requerida (80 ± 2 °C) para la resina amorfa, el acabado superficial del molde para garantizar la transmitancia de luz deseada y el diseño de refrigeración del molde para evitar tensiones residuales que podrían provocar agrietamiento por tensión ambiental. Le transmitiremos esta información para ayudarle a diseñar un molde de PC eficiente que no se agriete ni falle debido a su baja claridad óptica. Esto le garantiza un molde de PC eficiente que funciona a la perfección, sin riesgo de rotura posterior al moldeo.
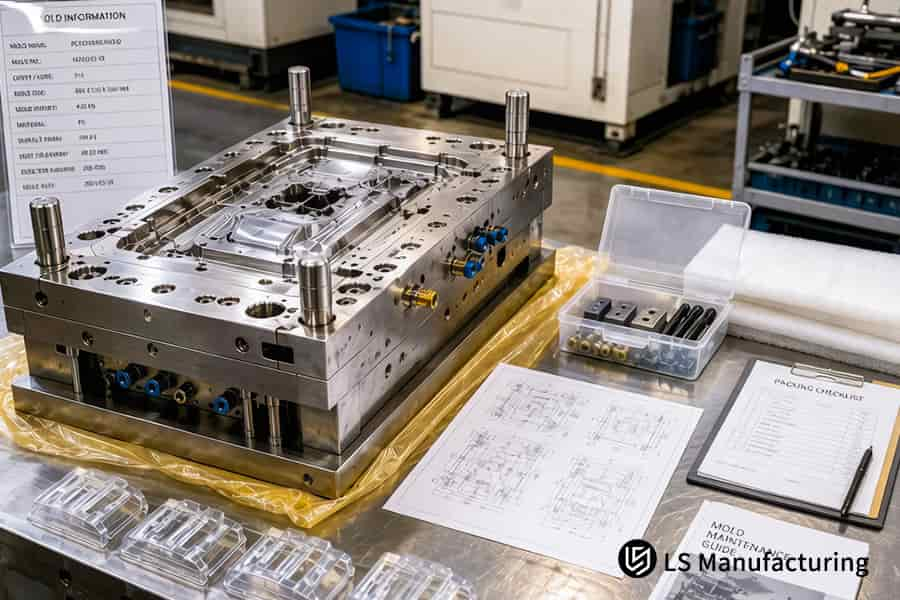
Figura 1: Una herramienta de pulido alisa la cavidad de un molde de acero aleado para la producción de utillaje de moldeo de PC de alta precisión.
¿Por qué las herramientas estándar no logran alcanzar los estándares de pulido Ra 0,02 en los moldes de inyección?
Las herramientas de inyección estándar no permiten obtener moldes de inyección con un pulido Ra de 0,02, ya que los aceros comunes están fabricados con materiales porosos que colapsan durante el proceso de pulido a espejo, lo que provoca dispersión de la luz debido a la corrosión. En el caso de los servicios de moldeo por inyección de policarbonato , la implicación es clara en cuanto al descarte de piezas y la incertidumbre en la tasa de desperdicio. Este conocimiento es fundamental al considerar cualquier proyecto de moldeo por inyección personalizado que requiera transparencia en la primera inyección.
| Aspecto | Herramientas estándar | Requerido para Ra 0.02 |
| Pureza del acero | Acero de baja pureza con microporos | S136/8407 desmagnetizado al vacío y sin inclusiones |
| Dureza | ≤48 HRC , susceptible a la deformación superficial | Muy duro, 52-54 HRC, resistente a la fuerza de pulido y a la extracción de la veta. |
| Método de pulido | Pulido en una sola pasada con pasta de diamante fina ( ≤3000 mallas ) | Pulido mecánico y manual en varias etapas utilizando diamante de malla 6000 |
| rugosidad superficial alcanzable | Textura rugosa de cáscara de naranja, Ra ≥0,05 micras | Pulido espejo fino, Ra 0,012 – 0,025 micras |
Al insistir en el uso de acero desgasificado al vacío con una dureza de 52-54 HRC y un pulido multietapa de grano 6000, se logran acabados sin picaduras y con un acabado tipo espejo, lo que elimina las imperfecciones de dispersión de luz necesarias para los requisitos ópticos de la primera inyección. De hecho, este conocimiento constituye la definición de herramientas de moldeo de PC de alta precisión y herramientas de moldeo por inyección de grado óptico ; representa la vía segura para lograr un resultado Ra 0,02 constante.

¿Cómo puede un fabricante experto de moldes de PC personalizados eliminar permanentemente la borrosidad por tensión?
Para eliminar de forma permanente el efecto de desenfoque por tensión, es necesario rediseñar el flujo del policarbonato fundido hacia la cavidad . Los polímeros fundidos de alta viscosidad sometidos a restricción en la entrada experimentan altas velocidades de cizallamiento que estiran los polímeros a lo largo de la pared, provocando una orientación molecular irregular y, por consiguiente, estrías iridiscentes o fractura frágil. Un fabricante de moldes de policarbonato a medida aborda este problema cambiando las entradas convencionales de pasador por entradas en abanico o ranuras, lo que garantiza una distribución uniforme del material fundido en toda la cavidad.
Reforma de la geometría de las puertas
Según un análisis de Moldflow realizado en más de 30 iteraciones de grado óptico, las compuertas de abanico o ranura pueden lograr una reducción de más del 55 % en la velocidad de cizallamiento máxima en comparación con las compuertas de pasador tradicionales. Este servicio de utillaje para la reducción de tensiones garantiza una orientación molecular mínima en la zona de la compuerta, eliminando costosos ciclos de recocido y evitando grietas por tensión residual tras el ensamblaje.
Uniformidad del flujo de fusión
Las secciones más grandes de las compuertas reducen la presión de inyección entre un 15 % y un 20 % . En consecuencia, se logra un proceso de llenado más estable, sin la formación de capas congeladas que pudieran corregir posibles problemas de alineación inducidos por el flujo. Por lo tanto, sus lentes y guías de luz tendrán un índice de refracción uniforme en las pruebas de polarización y superarán la inspección óptica sin necesidad de volver a fabricar las piezas. Este efecto es reproducible cuando se utiliza utillaje de moldeo por inyección de precisión con una geometría de cavidad exacta.
Prevención de la degradación de materiales
Como resultado de la eliminación de los picos de velocidad de cizallamiento locales en las compuertas, el material fundido permanece en el rango óptimo entre 280 y 320 °C . Por lo tanto, el PC conserva su peso molecular natural y no se amarillea ni presenta burbujas. La homogeneidad óptica se logra mediante el uso de moldes de inyección especiales con acero desgasificado y una dureza base de 52–54 HRC .
Con esta combinación de mejoras en la compuerta de entrada y la trayectoria de fusión, el retrabajo posterior al moldeo se eliminará casi por completo, lo que le brinda la flexibilidad de eliminar los hornos de recocido y ahorrar varias semanas en los plazos de entrega. El rendimiento de la primera pasada para ópticas complejas generalmente supera el 93 % . Esto es lo que ofrece un proveedor de soluciones de herramientas de moldeo de PC cuando el proceso de enrutamiento de flujo se combina con herramientas de moldeo por inyección avanzadas .
¿Qué configuraciones de molde y temperatura de fusión maximizan la claridad óptica en las piezas de PC?
La temperatura del molde influye considerablemente en la claridad óptica de la resina de policarbonato (PC), ya que el uso de moldes estándar con agua fría genera marcas de flujo y una orientación fija de las moléculas. El control térmico ayuda a retrasar la solidificación del material y permite la relajación de las cadenas para obtener una óptica nítida. Ofrecemos estos parámetros como parte de nuestros servicios de moldeo por inyección de PC .
Control de la temperatura del molde
- Rango de ajuste de temperatura: 80–100 °C (frente al estándar de 40–60 °C ).
- Efecto: Reacción retardada de 3 a 5 segundos en la capa superficial de la piel.
- Usted obtiene: Sin marcas de flujo, sin birrefringencia.
- Facilitador: Herramientas de moldeo por inyección industrial con transferencia de calor optimizada.
Gradiente de temperatura de fusión
- Perfil del cañón: desde la parte trasera a 290 °C hasta la boquilla a 330 °C .
- Efecto: Baja viscosidad de fusión sin degradación del material.
- Usted obtiene: Eliminación del calentamiento inducido por el esfuerzo cortante y las zonas de tensión.
- Facilitador: Herramientas de moldeo por inyección de tolerancias estrictas para una zonificación precisa del cañón.
Uniformidad de la velocidad de enfriamiento
- Diseño del canal: diferencia de temperatura en la cavidad de ≤5 °C .
- Efecto: No hay desequilibrio de contracción.
- Obtendrás: El mismo índice de refracción en todas las áreas.
- Facilitador: Herramientas de moldeo por inyección multicavidad con circuitos de refrigeración distribuidos uniformemente.
Con estos factores térmicos, se obtiene una transmisión del 89 % al 92 % , sin problemas de birrefringencia. No es necesario realizar un recocido y se consiguen rendimientos de primera pasada superiores al 91 % . Esto representa una alta precisión en el moldeo de componentes de PC , gracias a un proceso de moldeo por inyección que garantiza una claridad uniforme en todas las cavidades. Para asegurar esta claridad en sus componentes de PC, póngase en contacto con nuestro equipo de utillaje para analizar su proyecto y obtener un proceso de moldeo validado y un presupuesto formal.

Figura 2: Se ensamblan múltiples cavidades de acero para un molde de inyección de PC, fabricadas por un fabricante de herramientas para moldes de PC a medida.
¿Por qué es fundamental que el material de pre-moldeo se seque por debajo del 0,02 % de humedad para garantizar una vida útil óptima de las herramientas?
El nivel de humedad no debe superar el 0,02 % , ya que cualquier humedad residual sufrirá una hidrólisis violenta a 300 °C, con la consiguiente formación de burbujas internas y vetas plateadas, y la emisión de gas ácido que ataca las superficies pulidas de las cavidades del molde. En lo que a usted respecta, sus moldes de inyección óptica de PC se mantendrán intactos, sin necesidad de reparaciones frecuentes ni de desecho. El proveedor de herramientas para moldes de inyección de PC debe garantizar condiciones de secado rigurosas, respaldadas por herramientas estándar.
| Aspecto | Secado inadecuado (humedad ≥0,05%) | Control crítico (humedad ≤0,02%) |
| Reacción de hidrólisis | Violenta a 300 °C , lo que produce burbujas de gas y vetas plateadas. | Reacción ausente, no se produce gas. |
| Liberación de subproductos ácidos | Graba acero pulido en varios cientos de disparos. | No hay corrosión química de la superficie de la cavidad. |
| Calidad óptica parcial | Óptica deteriorada por burbujas, neblinas y opacidad. | Óptica perfecta con una tasa de transmisión del 89-92%. |
| Integridad de la superficie del molde | Signos de picaduras y microcorrosión después de 500-800 disparos. | Conservación de la superficie del espejo incluso después de más de 50.000 ciclos gracias a la experiencia en la fabricación de moldes de PC a medida. |
El secado de la resina de PC a 120 °C durante más de cuatro horas en secadores deshumidificadores reduce el contenido de humedad a menos del 0,02 % y elimina los defectos relacionados con la hidrólisis, así como la corrosión ácida. Como ventaja, obtendrá piezas ópticas sin burbujas, estabilidad de la transmisión óptica y una vida útil de la cavidad del molde superior a 50 000 ciclos . Esta práctica de gestión de materiales protegerá sus inversiones en producción, junto con herramientas de moldeo por inyección de alta calidad .
¿Cómo evitan los ángulos de desmoldeo especializados que el vacío se adhiera a las cavidades de PC ultrapulidas?
Las cavidades de policarbonato ultrapulidas con Ra ≤ 0,02 µm dan como resultado la formación de un espacio de aire nulo, lo que provoca adherencia al vacío y microarañazos o decoloración en las piezas. Para evitar este problema, se requiere un diseño de moldeo por inyección y utillaje de moldeo de policarbonato de alta precisión debido a las superficies de espejo y al efecto menisco. Este problema se puede solucionar utilizando ángulos de desmoldeo especiales y pasadores eyectores con asistencia de aire.
¿Por qué fallan los ángulos de desmoldeo estándar en superficies ultrapulidas?
Un ángulo de desmoldeo estándar de 0,5–1° no funciona en policarbonato con acabado espejo debido al sellado ajustado del menisco. LS Manufacturing recomienda un desmoldeo adicional de 1–3° para piezas estéticas, lo que permite una fácil separación sin resistencia ni necesidad de reprocesamiento. La reducción resultante en la fuerza de eyección supera el 40% , lo que aumenta significativamente el rendimiento de nuestros servicios de moldeo por inyección de PC . Ahora puede lograr una estabilidad instantánea del proceso sin ningún procesamiento secundario, lo que garantiza una fiabilidad óptima del moldeo por inyección .
Expulsión asistida por aire: Rompiendo el vacío en el momento crítico
Las válvulas neumáticas de asistencia, fabricadas a medida, inyectan aire comprimido ( +/-0,1 bar ) a través de microporos en el punto de eyección, rompiendo así el vacío. El acabado superficial resultante es ultrapulido y proporciona moldes sin defectos, con un 70 % menos de probabilidades de dañarse que con extractores mecánicos. Nuestro método es fundamental si le preocupa el rendimiento de sus moldes de inyección .
Diseño integrado para una producción repetible sin defectos
Mediante análisis de elementos finitos (FEA) , nuestros ingenieros localizan con precisión los orificios de asistencia de aire, que se encuentran a menos de 0,5 mm de distancia entre sí y que se tocarán una vez insertados. De esta forma, garantizamos la máxima precisión en la eyección de las piezas, con una tasa de desperdicio inferior al 0,5 % , a diferencia del promedio de la industria, que supera el 8 %. Esto nos convierte en un proveedor confiable de soluciones de moldeo de PC .
Los ángulos de desmoldeo precisos y los sistemas de asistencia neumática evitan la adherencia por vacío , garantizando piezas perfectas y una mayor durabilidad de las herramientas. Nuestra experiencia asegura que sus productos de PC de grado óptico alcancen la máxima calidad. Colabore con nosotros para optimizar su producción desde el primer intento.

Figura 3: El software de simulación por computadora analiza el presupuesto de costos de las herramientas de moldeo por inyección para encontrar soluciones para la borrosidad de tensiones.
Caso práctico: Cómo LS Manufacturing diseñó una herramienta para lentes de policarbonato de grado médico con un 0 % de defectos por tensión.
Un fabricante europeo de dispositivos médicos tuvo que lidiar con un 42 % de rechazo debido a la deformación por tensión en el protector de centrífuga de policarbonato de 4,5 mm . La pieza fue rechazada por una cizalladura excesiva, causada por la compuerta de pasador. Además, la temperatura inestable de la cavidad provocó grietas por tensión en la prueba con alcohol. LS Manufacturing diseñó una nueva herramienta con una compuerta de ventilador y acero S136 para eliminar por completo los defectos.
Desafío del cliente
El cliente diseñó una pantalla de centrífuga de calidad óptica fabricada en policarbonato (PC) con un espesor de pared de 4,5 mm , que requería una transmisión superior al 90 % y una tensión del 0 % . Las tensiones de cizallamiento generadas por el diseño de la compuerta de pines provocaron el rechazo del 42 % de las piezas debido a la deformación por tensión, así como resultados deficientes en las pruebas de resistencia al alcohol. Esto retrasó la presentación de la solicitud de homologación en 8 semanas , lo que podría acarrear multas de hasta 2 millones de euros. Necesitaban un fabricante de moldes de PC a medida con herramientas de moldeo por inyección estándar para solucionar tanto los problemas de cizallamiento como los térmicos.
Solución de fabricación LS
Actualizamos la cavidad a acero S136 de alta calidad (54 HRC) y la terminamos a Ra 0,015 μm , superando el estándar de moldeo por inyección pulido Ra 0,02 . Rediseñamos la compuerta de ventilador a partir de la compuerta de pasador para reducir la tensión de corte en un 65 % . Utilizamos el sistema de calentamiento de aceite dinámico para mantener la temperatura de la cavidad a 95 °C ±1 °C . En la tercera fase de prueba, se instaló un segundo circuito de circulación de aceite para mitigar los puntos calientes y requirió iteraciones en el utillaje de moldeo por inyección . El servicio de utillaje de solución de desenfoque de tensión resolvió directamente los problemas.
Resultados y valor
Las pruebas de polarización no mostraron desenfoque por tensión en 10 000 piezas , y la prueba de inmersión en alcohol fue superada. La transmisión de luz alcanzó el 91,5 % , por encima del valor de referencia del 90 % (ISO 11979-2). El rendimiento aumentó del 58 % al 99,8 %, lo que se tradujo en un ahorro de 380 000 $ en desperdicios y una reducción del 34 % en los costes de fabricación. La producción comenzó tres semanas antes, con las herramientas de moldeo por inyección funcionando de forma estable a plena capacidad.
Este caso práctico demuestra cómo LS Manufacturing transforma un molde de inyección para lentes de policarbonato médicas con problemas en un molde de inyección sin defectos . Al centrarnos en abordar simultáneamente los problemas de cizallamiento, homogeneidad térmica y acabado superficial, logramos un rendimiento del 99,8 % , una transmisión del 91,5 % y la entrega anticipada de su molde. Con las soluciones de moldeo por inyección de LS Manufacturing, sus desafíos de ingeniería óptica se convierten en historias de éxito en la fabricación.
Consiga una reducción del estrés térmico y una transmisión de luz del 91,5 % gracias a nuestras herramientas de moldeo por inyección de precisión. Para validar la solución ideal para su lente, programe una revisión de las herramientas y obtenga un presupuesto y un proceso probado en producción.

¿Qué variables críticas determinan la precisión de su presupuesto para herramientas de moldeo por inyección de PC?
La precisión de la cotización del costo de las herramientas de moldeo por inyección depende de la calidad del acero, el esfuerzo de enfriamiento conformado y el pulido en varias etapas. Sin tener en cuenta estos factores, las cotizaciones tienen un margen de error del 30 al 50 % . Un modelo de costos preciso le mostrará cómo se invierte su dinero y le permitirá obtener precios justos sin arriesgarse a la tolerancia Ra = 0,02 . Le permitirá negociar con confianza, sabiendo que cada centavo se destina a una etapa del proceso que se detalla a continuación:
| Costo variable | Enfoque típico de la industria | Impacto en la precisión de las cotizaciones |
| Selección de acero | Se basa en el acero estándar 2311 sin criterios de pureza transparentes. | Un esfuerzo de pulido inconsistente aumenta el costo entre un 15 y un 25 %. |
| Diseño del canal de refrigeración | Perforación en línea recta; sin ningún diseño. | Tiempo de ciclo +20% ; vida útil del molde -30% |
| Proceso de pulido | Pulido en una sola etapa; sin criterio Ra. | Los defectos provocan un aumento del 18% en los desechos. |
| transiciones del espesor de la pared | Variaciones rápidas; sin análisis de flujo | Presión +35%; aumenta la tasa de desgaste de la herramienta. |
| Base de cotización | Estimación basada en criterios de ponderación | Ignora entre el 40 y el 60 % del contenido; a continuación se detallan las órdenes de cambio. |
| Validación de procesos | No se implementó un diseño para la fabricación (DFM) desde el principio; elegir un proveedor incorrecto de herramientas para moldeo por inyección de PC conlleva un 25 % de retrabajo. | Los plazos de entrega se retrasan entre 4 y 6 semanas. |
| Soporte de ingeniería | Correcciones posteriores para la herramienta | Los cambios de última hora cuestan tres veces más. |
Insista en exigir la certificación del acero, la verificación del enfriamiento conforme y el pulido por etapas para ahorrar hasta un 22 % en el costo total de la herramienta. Puede confiar en un proveedor profesional de soluciones de herramientas de moldeo de PC para obtener los datos de las herramientas de moldeo por inyección . Gracias a unas herramientas de moldeo por inyección fiables , transforma la incertidumbre de los costos en una ventaja. Ya no tendrá que adivinar su presupuesto.
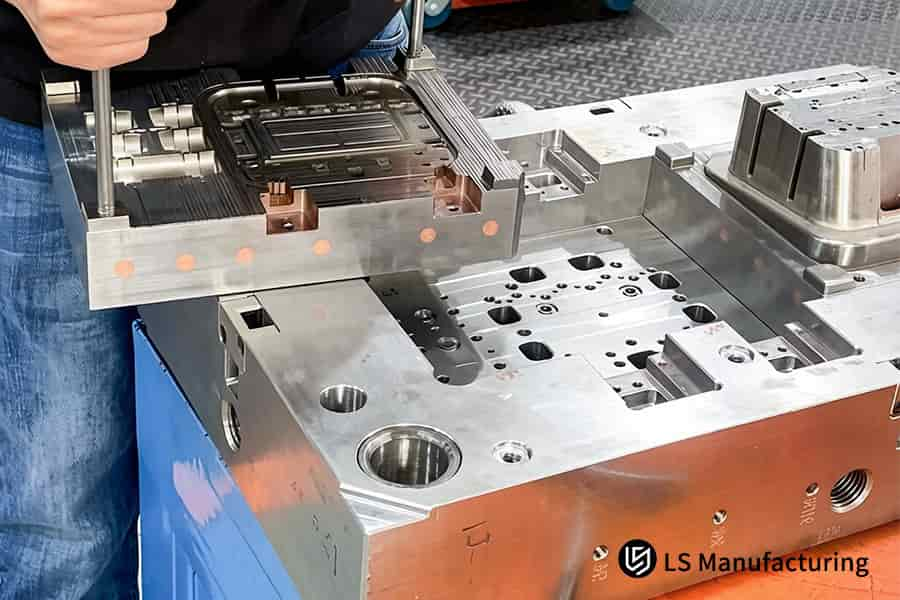
Figura 4: Una base de molde de precisión de acero D2 está colocada en la planta de fabricación de LS para el utillaje de moldeo de PC.
Preguntas frecuentes
1. ¿Cuál es el grado exacto de acero utilizado para un molde de inyección pulido Ra 0,02?
Empleamos exclusivamente moldes de acero S136 o 8407 desgasificados al vacío de la mejor calidad. El acero debe estar templado a 52-54 HRC para lograr una integridad estructural uniforme y prevenir cualquier signo de microporosidad durante el proceso, utilizando un pulido altamente abrasivo con pasta de diamante de grano 6000 para garantizar un acabado superficial óptimo Ra 0,02 μm .
2. ¿Cómo se verifica que la superficie del molde ha alcanzado un acabado de espejo SPI A-1?
Todas las cavidades de grado óptico se miden rigurosamente para determinar su rugosidad superficial (Ra) mediante metrología sin contacto con interferometría láser de luz blanca para verificar que la rugosidad superficial promedio sea ≤ 0,02 μm en el área superficial crítica total (requisito formalizado en el presupuesto aprobado ) y se proporciona un informe de inspección oficial que certifica el cumplimiento de la norma SPI A-1 antes del envío de las herramientas.
3. ¿Se puede eliminar la borrosidad por tensión mediante procesos de recocido posteriores al moldeo?
Como se demostró en nuestro estudio de caso sobre lentes médicas, la conversión a una compuerta de ventilador de baja cizalladura eliminó por completo la borrosidad por tensión en más de 10 000 piezas sin necesidad de recocido secundario. El recocido posterior al moldeo hasta 120 °C puede minimizar la tensión residual general, pero no es capaz de corregir la neblina microscópica generada por la orientación molecular durante el proceso de llenado. La borrosidad por tensión solo se corrige de forma permanente mediante un diseño adecuado de las herramientas, con una ingeniería de compuerta de ventilador de baja cizalladura que garantice un flujo laminar y evite la orientación en cadena.
4. ¿Por qué recomienda el calentamiento por aceite en lugar de la refrigeración por agua para los servicios de herramientas de PC?
Recomendamos el calentamiento con aceite a presión, ya que proporciona una temperatura estable y uniforme entre 80 °C y 100 °C , muy por encima de la Tg de los materiales de PC. De este modo, el material no se congela instantáneamente al inyectarse en la cavidad, lo que evita la orientación molecular, las tensiones residuales y la consiguiente birrefringencia y deformación de la pieza.
5. ¿Cuál es el plazo de entrega típico para una herramienta de inyección de PC de grado óptico personalizada?
El plazo de entrega suele ser de 4 a 6 semanas debido a la complejidad de los procedimientos necesarios. Estos incluyen mecanizado de precisión, pulido manual con piedra y pulido con diamante , así como una prueba a escala real de una muestra T1 y una verificación óptica para validar que el molde funcione según las especificaciones.
6. ¿Cómo influye el grosor de la pieza en el riesgo de desenfoque por tensión y marcas de hundimiento?
Las paredes más gruesas generan mucha más inercia térmica, lo que provoca una contracción desigual y un enfriamiento diferencial y prolongado. Esto aumenta considerablemente el riesgo de formación de marcas de hundimiento y tensiones internas. Superamos este problema optimizando la proximidad de los canales de enfriamiento, logrando así un enfriamiento uniforme y evitando los gradientes térmicos que provocan los defectos mencionados anteriormente .
7. ¿Proporcionan informes DFM estándar antes de fabricar moldes de PC personalizados?
Sí, nuestra empresa ofrece informes de análisis DFM y Moldflow gratuitos con cada presupuesto técnico , lo que ayuda a identificar posibles ubicaciones de defectos como líneas de soldadura, burbujas de aire y zonas de alta tensión de corte, lo que nos permite realizar los cambios necesarios en el diseño con antelación para garantizarle que sus herramientas de moldeo por inyección producirán piezas nítidas y el máximo rendimiento desde el primer momento.
8. ¿Cuál es su cantidad mínima de pedido (MOQ) para los servicios de moldeo por inyección de PC?
Nuestros servicios son adecuados para cualquier proyecto. Para pedidos pequeños con fines de prueba, contamos con herramientas puente que permiten comenzar la producción de piezas con una cantidad mínima de pedido de tan solo 500 unidades . Por otro lado, también atendemos a clientes de mayor envergadura con moldes multicavidad fabricados en acero endurecido que pueden realizar más de 1.000.000 de ciclos.
Resumen
Para lograr un acabado espejo óptimo Ra 0.02 en policarbonato de alta claridad, se requiere un control preciso de la reología del material, tratamiento térmico al vacío y un pulido experto, procesos difíciles de conseguir mediante el moldeo por inyección convencional. Gracias a la cuidadosa selección del tipo de acero, los canales de alimentación con control de temperatura y la eyección neumática, LS Manufacturing ofrece moldes de policarbonato de alta durabilidad y sin mantenimiento a marcas líderes en dispositivos médicos, automóviles y pantallas, garantizando una predictibilidad del rendimiento superior al 99,8 % .
No permita que su proyecto de precisión se estanque por culpa de proveedores baratos. Envíenos sus diseños de modelos 3D (STEP, IGES, SolidWorks) para un análisis de ingeniería gratuito. Obtenga aquí un análisis de flujo de molde DFM ; recibirá un desglose claro de los costos de utillaje y una estrategia proactiva para prevenir defectos, aprobada por nuestros ingenieros jefes, en menos de 24 horas.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Servicios de LS Manufacturing. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector . Nos especializamos en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes. Nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección, estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija LS Manufacturing. Esto significa eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


