Eine falsche Prozesswahl kann Ihre Kosten verdoppeln
Sie haben eine perfekte Metallhülle entworfen: glatte Linien, filigrane Struktur und vollständige Funktionen. Die Zeichnungen wurden immer wieder unter die Lupe genommen und die Details verfeinert. Als Sie jedoch mit großen Erwartungen den Entwurf beim Hersteller einreichten, war das Angebot, das Sie erhielten, wie ein Eimer mit kaltem Wasser, der Ihnen über den Kopf geschüttet wurde – das Budget wurde bei weitem übertroffen! Es kann sogar verdoppelt werden!
Wo liegt das Problem?
Höchstwahrscheinlich liegt das Problem nicht im Design selbst, sondern in einer scheinbar einfachen, aber entscheidenden Standardauswahl: Sie verwenden standardmäßig „ CNC-Bearbeitung ", und Ihr Design könnte ein typisches sein " Blech „Teil im Wesentlichen.
„Blechfertigung“ und „CNC-Bearbeitung“ – beide Wörter stehen für „ Metallherstellung „, was nach verschiedenen Wegen zum gleichen Ziel klingt. Aber bitte verstehen Sie: Es handelt sich um zwei völlig unterschiedliche Herstellungsphilosophien, die einer völlig unterschiedlichen zugrunde liegenden Logik folgen .
Die falsche Wahl ist nicht nur eine Abweichung im Prozessverlauf. Dies bedeutet Materialverschwendung, steigende Arbeitszeiten und den Missbrauch von Formen, was sich letztendlich direkt in erstaunlichen Kostenunterschieden und unkontrollierbaren Produktionszyklen niederschlägt. Die Kernunterschiede zwischen verstehen Blechfertigung Und die CNC-Bearbeitung ist nicht nur eine technische Diskussion auf dem Papier, sondern der erste wichtige Schritt zur effektiven Kostenkontrolle und Optimierung der Lieferzyklen in den frühen Phasen der Produktentwicklung.
Blechbearbeitung vs. CNC-Bearbeitung
| Merkmale |
Blechbearbeitung |
CNC-Bearbeitung |
|---|---|---|
| Grundprinzipien | Verformung/Verbindung dominiert: Flachblech schneiden -> Biegen/Umformen -> Verbindung (Schweißen, Nieten etc.). | Die Essenz besteht darin, dünne Platten zu „formen“. Subtraktiv dominiert: Schneiden und Entfernen von Materialien aus massiven Rohlingen (Blöcken, Stangen), um Formen zu „schnitzen“. |
| Am besten geeignete Teile | Dünnwandig, hohl, kastenförmig: Chassis, Gehäuse, Konsolen, Paneele, Lüftungskanäle, einfache Behälter. | Solide, komplexe Struktur, hochpräzise Merkmale: Formen, Vorrichtungen, Motorteile, komplexe Kühler, Zahnräder, Präzisionsbuchsen, Teile mit komplexen 3D-Oberflächen. |
| Kernvorteile | Kosten (große Chargen): Das Stanzen ist äußerst effizient. Materialausnutzung: In der Regel hoch (Flachstanzen). Rapid Prototyping: Laserschneiden und Biegen geht schnell. Leicht: Natürlich dünne Wände. |
Gestaltungsfreiheit: Nahezu unbegrenzte Geometrie (tiefe Hohlräume, komplexe Kurven, speziell geformte Löcher usw.). Höchste Präzision und Oberflächenqualität: bis zum Mikrometerbereich. Materialkonsistenz: Das gesamte Teil besteht aus einem einzigen festen Material mit einheitlicher Leistung. |
| Kerneinschränkungen | Geometrische Komplexität: Es ist schwierig, geschlossene Hohlräume, sich selbst schneidende Oberflächen und dicke Volumenkörper zu verarbeiten. Konsistenz der Wandstärke: Sie muss gleichmäßig sein (bestimmt durch die anfängliche Blechdicke). Genauigkeitseinschränkungen: Mehrere kumulative Biegefehler und Schweißverformungen beeinträchtigen die absolute Genauigkeit. |
Kosten (Material & Zeit): Viel Materialabfall (Späne); lange Bearbeitungszeit für komplexe Teile. Dünnwandige Teile verformen sich leicht: Schnittkräfte können dazu führen, dass dünne Wände vibrieren und sich verformen, was die Verarbeitung erschwert. Designeinschränkungen: Die Zugänglichkeit des Werkzeugs muss berücksichtigt werden (z. B. tiefe Hohlräume und enge Lücken). |
| Kostentreiber | Losgröße: Kleinserien (Lasern/Biegen); große Chargen (Kosten für die Formprägung werden verwässert). Komplexität der Merkmale: Anzahl der Biegungen, Sonderformen, Schweißvolumen. |
Materialvolumen: Rohlinggröße und Materialkosten. Bearbeitungszeit: Komplexität, Genauigkeitsanforderungen, Oberflächenbeschaffenheit. Anzahl der Spannvorgänge: Mehrfaches Spannen erhöht Kosten und Fehler. |
| Typische Materialstärke | Dünne Platte: normalerweise 0,5 mm – 6 mm (üblich beim Biegen). Die Prägung kann etwas dicker sein, liegt aber immer noch in der Kategorie „Platte“. | Keine festen Einschränkungen: Theoretisch können sehr dicke Rohlinge (mehrere zehn Zentimeter oder sogar Meter) verarbeitet werden, aber auch dünne Wände können bearbeitet werden (allerdings mit großem Aufwand). |
Dieser Leitfaden beginnt mit den Grundprinzipien und vergleicht eingehend die Unterschiede zwischen den beiden Verfahren in Bezug auf Präzision, Kosten und Geschwindigkeit. Durch reale Fälle und Designrichtlinien wird es Ihnen letztendlich dabei helfen, einen klaren Entscheidungsrahmen zu schaffen. 
Folgendes werden Sie lernen:
- Die Kernarbeitsprinzipien von Blech und CNC: Eingehende Analyse, wie zwei völlig unterschiedliche Fertigungsphilosophien „ Biegen und Formen“ und „Schnitzen und Entfernen“ können die Teilefertigung erreichen.
- Hauptunterschiede: Zeigen Sie die entscheidenden Unterschiede und anwendbaren Szenarien zwischen den beiden in Kerndimensionen wie Präzision, Kosten, Geschwindigkeit, geometrische Freiheit und Materialstärke auf.
- Entwurfsoptimierungsleitfaden für Ingenieure: Entwurfsrichtlinien speziell für Blech und CNC Damit Sie Fallstricke vermeiden und Prozessvorteile nutzen können, um Kosten zu senken. drastisch.
- Fallbeispiel zur praktischen Kostenoptimierung: Enthüllen Sie die wahre Geschichte darüber, wie wir die Kosten für die Herstellung eines Gehäuses für Industriesteuerungen durch den Austausch des Prozesses (Blechmetallisierung) um 75 % gesenkt haben.
Die Vorteile der Hybridfertigung: Erfahren Sie, wie Sie die Vorteile von Blech und CNC geschickt kombinieren, um ein perfekt ausgewogenes Kosten-Präzisions-Verhältnis für ein Teil zu erzielen. - Experten-Schnellfragen und -Antworten (FAQ): Klären Sie Missverständnisse (z. B. „Ist Blech immer günstiger?“, „Was ist Blechbearbeitung?“) und geben Sie kompetente Ratschläge zur Materialauswahl.
Werfen wir nun einen tieferen Blick auf diese beiden elementaren Prozesse, die die heutige Fertigung charakterisieren, und gewinnen wir Erkenntnisse, um die beste Entscheidung für Ihr Projekt zu treffen.
Warum diesem Leitfaden vertrauen? Die Fertigungsphilosophie von LS
Bei LS bearbeite ich täglich Tausende von echten Teilen. Was mich am meisten berührte, war, so viele „gut gestaltete“, aber teure Teile zu sehen. Die Grundursache ist in der Regel sehr einfach: Der Konstrukteur hatte beispielsweise die Angewohnheit, im CAD den Befehl „Extrudieren“ zu verwenden, und voilà, ein Teil, das vielleicht einfach mit Blech gebogen worden wäre, wurde zu einem teuren, materialfressenden bearbeiteten Teil. Diese Fähigkeit, die Trennung zwischen „Design und Fertigung“ zu erkennen, ist der Kern von LS.
Die Einzigartigkeit unserer Erfahrung liegt im prozessübergreifenden Bereich: aus der Luft- und Raumfahrt Präzisions-CNC-Teile Da strenge Toleranzen bei Serverblechgehäusen ein Höchstmaß an Kosteneffizienz erfordern, sind wir stark involviert. Es ist diese globale Vision, die uns die Kraft der Optimierung verleiht, „Stein in Gold zu verwandeln“.
Ein typisches Beispiel: Der Kunde musste ein Teil teuer bearbeiten Fünf-Achsen-CNC .Wir haben es nicht direkt gemacht, sondern uns gefragt:
Kann dies mit einer weniger komplexen und kostengünstigeren Kombination von Prozessen erreicht werden? Am Ende haben wir es in mehrere Grundblechkomponenten zerlegt und geschweißt Sie sparen Kunden bis zu 70 % der Kosten, ohne Kompromisse bei der Funktionalität einzugehen!
Das ist keine Theorie, sondern eine praktische Lösung, die wir in der brüllenden Werkstatt immer wieder verifiziert haben.
Der Wert dieses Leitfadens liegt darin.
Es handelt sich nicht um ein Theoriebuch, sondern um das wahre Wissen, gewürzt mit LS-Ingenieure durch die praktischen Lehren und erfolgreichen Erfahrungen mit 10.000 Teilen pro Tag. Wir sind uns des ursprünglichen Konstruktionszwecks bewusst und haben ein besseres Gespür für die Kosten und Machbarkeit der Herstellung.
Glauben Sie mir, Gloria, die Erfahrung in der LS-Werkstatt sagt mir: Dieses Handbuch kann Ihnen helfen, Kostenfallen zu vermeiden und Sounddesigns zu erstellen, die tatsächlich effektiv und wirtschaftlich sind. Es zeigt unser tiefes Verständnis und unsere Wertschätzung für Handwerkskunst.
Die Blechfertigung geht weit über das „Biegen“ hinaus. Es handelt sich um eine Systematik Metallbearbeitung Technologie, die sich relativ verbiegt dünne Bleche aus Metall (wie Stahl, Aluminium, Edelstahl, Kupfer usw.) durch eine Reihe exakter Prozesse in dreidimensionale Teile oder Produkte mit besonderen Funktionen und Formen umgewandelt. Seine Natur ist materialsparend und Rapid Prototyping , besonders geeignet für die Massenproduktion relativ einfach aufgebauter Bauteile.
Blechbearbeitung im Detail: Wie es funktioniert? Überblick über die grundlegenden Schritte der Blechbearbeitung
| Schritte | Kernausrüstung/-technologie | Hauptzweck und Funktionen |
|---|---|---|
| 1. Ausblenden | Laserschneiden, Plasmaschneiden, Stanzmaschine | Trennen Sie die zweidimensionale, ebene, entfaltete Form des Teils präzise von einem großen Metallblech. |
| 2.Umformung | Drücken Sie die Bremse | Formen Sie die zweidimensionale flache Platte durch Präzisionsbiegen (V-förmig, U-förmig, Luftbiegen usw.) in eine dreidimensionale Struktur. |
| 3.Verbindung | Schweißen, Nieten, Schrauben | Montieren und kombinieren Sie komplexe Teile, die nicht mit einem einzigen Blatt zu einem Ganzen geformt werden können. |
| 4. Nachbearbeitung | Schleifen, Spritzen, Eloxieren usw. | Verbessern Sie die Oberflächenqualität, Korrosionsbeständigkeit und Ästhetik von Teilen oder verleihen Sie ihnen bestimmte Funktionen. |
1. Blanking: Der erste Prozess der korrekten Trennung
Ziel: Das gewünschte zweidimensionale Abwicklungsteildiagramm (unter Berücksichtigung der anschließenden Biegeverformung) aus dem Riesigen herauszuscheren Rohstoff Metallplatte richtig und richtig anbringen.
Wichtige Technik und Ausstattung:
- Laserschneiden: Verwenden Sie einen konzentrierten Hochleistungslaserstrahl, um das Material zu schmelzen oder zu verdampfen. Es verfügt über eine extrem hohe Genauigkeit (bis zu ±0,1 mm), eine dünne Schnittnaht, eine kleine Wärmeeinflusszone und ist für komplizierte Formen und feine Teile geeignet. Es ist derzeit die gängige hochpräzise Stanzmethode.
- Plasmaschneiden: Verwenden Sie einen Hochtemperatur- und Hochgeschwindigkeits-Plasmalichtbogen, um das Metall zu schmelzen, und einen Hochgeschwindigkeits-Luftstrom, um das geschmolzene Metall abzuschrecken. Die Schnittgeschwindigkeit ist hoch, besonders gut bei mittleren und schweren Blechen (Blechdicke). Laserschneiden ist nicht wirtschaftlich), aber Genauigkeit und Endqualität sind in der Regel weniger gut als beim Laserschneiden, mit einer größeren Wärmeeinflusszone.
- Stanzen/Prägen: Schneiden Sie die Platte mit einer Matrize ab. Vorteile: Bei einer großen Anzahl von Teilen mit relativ standardisierten Konturen (große Mengen an runden Löchern, quadratischen Löchern und vorgegebenen Außenformen) ist die Produktivität extrem hoch und mit einem Stanzvorgang können mehrere Arbeitsgänge (Stanzen, Stanzen, Flachziehen) durchgeführt werden. Nachteile: Teure Formen, geringe Flexibilität (lange Umrüstzeit) und nicht für einteilige Kleinserien oder komplizierte Konturen geeignet.
Kernpunkte:
Die Kantenqualität und die Schnittgenauigkeit beeinflussen direkt die Qualität nachgelagerter Prozesse (genauer gesagt die Positionierung). Biegen ) und das Endprodukt. Bei der Entscheidung, welche Technologie in Betracht gezogen werden soll, müssen Materialtyp, Dicke, Komplexität des Teils, Präzisionsanforderungen, Charge und Produktionskosten berücksichtigt werden.
2. Formen: Die Kunst, dreidimensionales Leben zu verleihen
Zweck: Den flachen Rohling durch plastische Verformung in die gewünschte dreidimensionale Form verformen. Das grundlegendste und am weitesten verbreitete Verfahren in der Blechumformung ist das Biegen.
Grundausstattung: Abkantpresse
Wesentlicher Prozess: Biegen
V-förmige Biegung : Am häufigsten verwendete Technik. Das Blech wird auf die untere Matrize mit V-förmigem Loch gelegt und die obere Matrize (Messerspitze) wird nach unten in die V-Nut gedrückt, wodurch das Blech entlang der vorgegebenen Biegelinie gefaltet wird. Der Biegewinkel wird durch die Presstiefe des Oberstempels genau reguliert.
U-förmiges Biegen: Verwenden Sie eine U-förmige Untermatrize und einen passenden Stempel, um gleichzeitig eine U-förmige Form zu erstellen. Generell ist mehr Druck erforderlich.
Luftbiegen : Die Spitze der oberen Matrize berührt das Blech nicht nach unten, so dass sie den Boden der V-Nut der unteren Matrize berührt, und hängt auch nicht in einem begrenzten Abstand über dem Blech. Die Presstiefe bestimmt den fertigen Winkel . Vorteile: Gute Flexibilität (ein Satz Matrizen kann sich in mehreren Winkeln biegen), der erforderliche Druck ist geringer und der Rückprall lässt sich leichter umkehren. Es ist die derzeit gängige Biegemethode.
Unteres Biegen/Prägebiegen: Die obere Matrize drückt das Blech vollständig in die untere V-Nut der unteren Matrize und drückt stärker, wobei das Material im Matrizenhohlraum einer plastischen Verformung oder sogar einer geringfügigen Extrusion unterliegt. Vorteil: Hohe Präzision und geringe Rückfederung. Nachteil: Erfordert eine größere Tonnage Werkzeugmaschine , führt zu einem höheren Verschleiß der Matrize und erfordert für jeden Winkel/jede Dicke eine eigene V-Nut.
Wichtige Überlegungen
- Rückfederung: Sobald die Biegekraft entfernt wird, federt das Metall elastisch um einen Teil des Winkels zurück. Die Kompensation sollte während der Programmierung und Konstruktion des Werkzeugs angemessen erfolgen.
- Biegereihenfolge: Für komplexe Mehrfachbiegung Bei der Herstellung von Bauteilen ist die Biegereihenfolge von entscheidender Bedeutung. Interferenzen sollten vermieden und die Genauigkeit gewährleistet werden.
- Mindestbiegeradius: Hängt von der Materialart, der Dicke und dem Wärmebehandlungszustand ab. Ein zu kleiner Radius führt zu einer zu starken Dehnung und Rissbildung im Außenmaterial.
- K-Faktor/Biegekoeffizient: Ein wichtiger Faktor, der zur Bestimmung der Position der neutralen Schicht bei der Berechnung der entfalteten Länge verwendet wird.
3. Verbindung: Aufbau eines komplexen Ganzen
Einsatzzweck: Immer dann, wenn die Bauteile so komplex sind, dass sie nicht mehr durch Biegen eines einzelnen Blechs hergestellt werden können, oder mit anderen Bauteilen mehrfach aufgebaut werden müssen Blechteile oder Blechteile werden regelmäßig mit anderen Teilen verbunden.
Haupttechnologien:
- Schweißen : (MIG, WIG, Punktschweißen, Laserschweißen usw.) Das Material wird durch geschmolzenes Metall verbunden. Stärken: Stark und gut abgedichtet (aufeinanderfolgendes Schweißen). Schwächen: Es kommt zu thermischen Verformungen, eine Nachbearbeitung ist erforderlich und das Erscheinungsbild ist nicht unbedingt schön.
- Nieten: Die Verbindung erfolgt durch mechanische Verformung der Nieten. Vorteile: Kein thermischer Effekt, einsetzbar beim Verbinden verschiedener Materialien, hohe Zuverlässigkeit. Nachteile: Vorbohren ist erforderlich, was das Gewicht der Teile erhöht.
- Bolzen/Schrauben: Die Verbindung wird mithilfe von Bolzen, Muttern, selbstschneidenden Schrauben usw. hergestellt. Vorteile: Entfernbar, einfach zu verbinden, keine thermische Wirkung. Nachteile: Vorbohren oder Gewindeschneiden ist erforderlich und der Verbindungspunkt liegt erhöht.
- Snap/Crimp: Nutzen Sie die elastische Verformung des Blattmaterial selbst oder einer speziell entwickelten Struktur, um eine befestigungsfreie Verbindung zu schaffen. Wird im Allgemeinen auf Fahrgestellabdeckungen usw. verwendet.
- Zu beachtende Punkte: Bei der Wahl der Verbindungsmethode müssen die Festigkeitsanforderungen, die Anforderungen an die Abdichtung, das Erscheinungsbild, die Zerlegbarkeit, die Fertigungseffizienz, die Kosten und die Auswirkungen auf das Grundmaterial (z. B. die thermische Verformung durch das Schweißen) vollständig berücksichtigt werden.
4. Nachbearbeitung: Veredelung und Schutz
Zweck: Verbesserung der Funktionalität, Lebensdauer und Ästhetik des Produkts.
Gängige Prozesse:
- Entgraten/Schleifen: Entfernen Sie scharfe Kanten und Grate beim Schneiden und Biegen, um Sicherheit und eine einfache Montage zu gewährleisten.
- Schleifen/Polieren der Schweißnaht: Polieren Sie den Schweißbereich und verleihen Sie ihm einen atemberaubenden Look.
- Oberflächenreinigung: Öl, Staub und Oxidschichten entfernen (z. B. Sandstrahlen, Beizen).
- Lackieren (Lackierung/Pulverbeschichtung): Tragen Sie flüssige Farbe oder elektrostatische Pulverbeschichtung auf, die beim Aushärten eine schützende dekorative Oberfläche bildet. Die Pulverbeschichtung ist korrosionsbeständig, in verschiedenen Farben und Texturen erhältlich und langlebig und umweltfreundlich.
- Galvanisieren: (Vernickeln, Verchromen, Verzinken usw.) nutzt das Elektrolyseverfahren, um eine Metallschicht auf der Oberfläche abzuscheiden, hauptsächlich zum Verschleißschutz oder Korrosionsschutz oder zur dekorativen Veredelung.
- Eloxieren: (z Aluminiumlegierungen ) bildet eine dünne harte Oxidoberflächenbeschichtung. Erhöht die Korrosionsbeständigkeit, Verschleißfestigkeit und Isolierung und kann eingefärbt werden, um tiefe Farben zu erzeugen.
- Siebdruck-/Lasermarkierung: Fügen Sie Logos, Text und Grafiken hinzu.
Ausführliche Erklärung der CNC-Bearbeitung: Neue Kunst des „Schnitzens“ mit kontrolliertem Schneiden
„Obwohl die ‚Formgebungsphilosophie‘ von Metallblechen durch Komprimieren und Beibehalten der Form die Geometrie des Endteils durch den Prozess des Lösens von Material definiert, ist die CNC-Bearbeitung eine „Schnitzkunst“, deren Kern darin besteht, Material unter Kontrolle zu entfernen.“
Es ist so, als würde ein Bildhauer im Computerzeitalter den starren Metallrohling mit Schritt-für-Schritt-Befehlen schrittweise abtragen Schneidwerkzeuge und letztendlich die komplexe Form erzeugen, die die Zeichnung erfordert.
Bevor wir auf das Wesentliche eingehen, werfen wir einen Überblick über die wichtigsten Schritte und Hauptinhalte der CNC-Bearbeitung anhand der folgenden Tabelle:
| Kernphase | Kernaufgaben | Schlüsseleingabe/Werkzeug | Schlüsselergebnis/Ziel |
|---|---|---|---|
| 1.Programmierung | Konvertieren Sie Konstruktionsabsichten in Maschinenanweisungen | CAD-Modell, CAM-Software | G-Code (Werkzeugweganweisungen) |
| 2. Spannen | Achten Sie darauf, dass der Rohling während der Bearbeitung stabil und exakt positioniert ist | Massiver Metallbarren (Billet), Vorrichtung, Werkzeugmaschinentisch | Fest fixiertes und exakt positioniertes zu bearbeitendes Werkstück |
| 3. Schneiden | Überschüssiges Material gemäß Anleitung präzise entfernen, um die gewünschte Form zu erhalten | CNC-Werkzeugmaschinen (Fräsmaschinen/Drehmaschinen), schnelldrehende Werkzeuge, Kühlmittel | Endformnahe Teile (Schruppen/Schlichten) |
| 4. Nachbearbeitung | Verbessern Sie die Oberflächenqualität und Leistung von Teilen und führen Sie eine Endüberprüfung durch | Entgratungswerkzeuge, Sandstrahlmaschinen, Eloxaltanks, Messgeräte | Fertigteile, die den Designanforderungen (Größe, Oberfläche, Funktion) entsprechen |
Abbildung 1: Maßgeschneiderte bearbeitete und geformte Metallkomponenten für exakte Anwendungen von LS Manufacturing
Programmierung: Der Interpret des digitalen Designs
Prozess: Es ist der Anfang und das Gehirn des gesamten Bearbeitungsprozesses. Die Ingenieure entwerfen oder besorgen zunächst einen konkreten Entwurf 3D-Modell des Teils in CAD-Software (Computer Aided Design). Das eine wird dann in Software für die computergestützte Fertigung (CAM) interpretiert. Werkzeugwege, Schnittbedingungen (Geschwindigkeit, Vorschubgeschwindigkeit, Schnitttiefe), Werkzeugauswahl usw. werden von den Ingenieuren sorgfältig geplant und programmiert, basierend auf Materialeigenschaften, erforderlicher Toleranz, Oberflächengüte und Werkzeugmaschinenfähigkeit. Die Hauptfunktion der CAM-Software besteht darin, komplizierte 3D-Geometrien und Bearbeitungen in eine Reihe präziser Anweisungen zu übersetzen – G-Code CNC-Maschinen mit dem die Operationen ausgeführt werden können.
Bedeutung: Die Qualität der Programmierung wirkt sich direkt auf die Effizienz, Genauigkeit und Qualität des fertigen Teils aus. Durch eine gute Programmierung können Werkzeugwege eingespart, unnötige Verfahrwege vermieden, Kollisionen vermieden, die Materialausnutzung maximiert und die Toleranzen und Oberflächengüten des Designs erreicht werden.
Spannen: Eine solide Grundlage
Prozess: Der Bediener legt dann das feste Stück Metallmaterial (z. B. einen Knüppel) auf einen Tisch oder ein Spannfutter CNC-Maschine (was am häufigsten ein ist Fräsmaschine oder Drehmaschine). Dies erfordert die Verwendung spezieller Vorrichtungen (z. B. Spannfutter, Schraubstöcke, Klemmen, spezielle Vorrichtungen usw.), um den Block sicher und stabil zu halten und zu verhindern, dass der Block aufgrund von Stößen oder Belastungen durch Hochgeschwindigkeitsschneidkräfte vibriert oder sich bewegt.
Wichtige Punkte: Präzise Positionierung und stabile Klemmung sind beide wichtig. Selbst eine geringfügige Fehlpositionierung oder Lockerung der Klemmung führt direkt zu Bearbeitungsfehlern oder sogar zur Verschwendung von Werkstücken. Das Spannsystem sollte speziell darauf ausgelegt sein, Steifigkeit zu gewährleisten und den Werkzeugzugänglichkeit zu allen zu bearbeitenden Oberflächen zu ermöglichen.
Schneiden: „Präzision ‚Digitale Skulptur‘“
Prozess: Dies ist das zentrale Glied der CNC-Bearbeitung. Das Steuerungssystem der Werkzeugmaschine liest G-Code-Anweisungen und führt sie aus. Die Spindel dreht das ausgewählte Werkzeug (z. B. Schaftfräser, Bohrer, Drehwerkzeuge usw.) mit hoher Geschwindigkeit.
Gleichzeitig treibt der Servomotor der Werkzeugmaschine das Werkzeug und/oder den Tisch präzise an, um sich entlang der X-, Y-, Z- und anderen Achsen zu bewegen und dabei dem programmierten Pfad zu folgen. Die scharfe Werkzeugkante berührt den Metallrohling, schneidet Schicht für Schicht und entfernt kontinuierlich unerwünschtes Material. Normalerweise wird Kühlmittel verwendet, um die Späne auszuspülen, die Temperatur des Schneidbereichs zu senken und das Werkzeug zu schmieren, wodurch die Werkzeuglebensdauer verlängert und die Oberflächenqualität verbessert wird.
Mehrachsbearbeitung:
3-Achsen: Die einfachste Form, das Werkzeug kann sich auf drei linearen Achsen, X, Y und Z, bewegen. Geeignet für die Bearbeitung von Teilen mit relativ einfachen Formen und Hauptmerkmalen, die sich oben und an den Seiten befinden (z. B. Plattenteile, einfache Hohlräume).
4-Achsen: Eine Rotationsachse wird auf Basis von 3 Achsen hinzugefügt (normalerweise rotiert um die X-Achse oder Y-Achse, A-Achse oder B-Achse genannt). Ermöglichen, dass sich das Werkstück dreht, sodass das Werkzeug die Seite und einen Teil der nicht vertikalen Oberfläche des Werkstücks bearbeiten kann, wodurch die Anzahl der Spannvorgänge reduziert wird (z. B. beim Bearbeiten speziell geformter Nuten und Beschriftungen auf Zylindern).
5-Achsen : Zwei Rotationsachsen werden auf der Basis von 3 linearen Achsen (X, Y, Z) hinzugefügt (übliche Achsen sind die A-Achse um die X-Achse und die B-Achse um die Y-Achse oder die C-Achse um die Z-Achse plus eine Schwenkachse). Das Werkzeug kann sich der Werkstückoberfläche aus jeder Richtung nähern und extrem komplexe gekrümmte Oberflächen, tiefe Hohlräume und hinterschnittene Merkmale (wie Laufräder, Motorzylinderköpfe und Präzisionsformhohlräume) können in einer Aufspannung bearbeitet werden, was die Bearbeitungskapazität und Genauigkeit komplexer Teile erheblich verbessert.
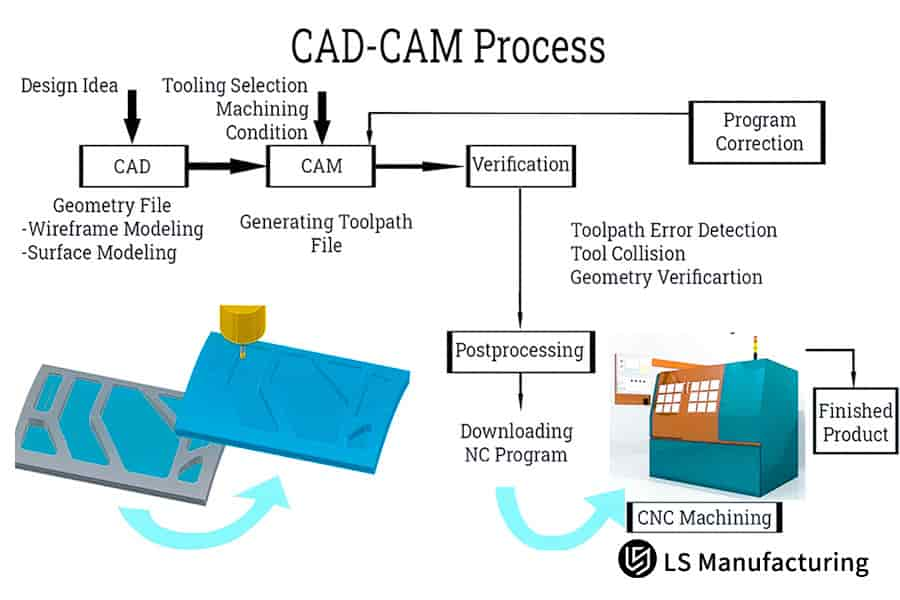
Abbildung 2: Prozessdiagramm für die Angebotserstellung für die Produktion spezialisierter maschinell bearbeiteter Komponenten durch LS Manufacturing
Nachbearbeitung: Endbearbeitung und Qualitätssicherung
Prozess: Die Teile nach dem Schneiden (normalerweise als „bearbeitete Teile“ bezeichnet) sind normalerweise nicht die Endprodukte. Es kann scharfe Grate (Grate) oder bestimmte Werkzeugspuren aufweisen oder bestimmte Oberflächeneigenschaften und Schutz erfordern.
Gemeinsame Operationen:
- Entgraten: Manuelles oder automatisches Entfernen scharfer Grate, die durch Schneidkanten entstehen, um die Sicherheit und die anschließende Montage zu gewährleisten.
- Sandstrahlen/Polieren: Verbessern Sie die Oberflächenbeschaffenheit und erzielen Sie einen gleichmäßigen Matt- oder Glanzeffekt.
- Eloxieren (hauptsächlich für Aluminiumteile): Bildet einen harten, korrosionsbeständigen Oxidfilm auf der Oberfläche und kann zur Verbesserung der Ästhetik und Verschleißfestigkeit eingefärbt werden. Andere Oberflächenbehandlungen umfassen Galvanisieren, Sprühen usw.
- Messung und Inspektion: Mit Werkzeugen wie Messschiebern, Mikrometern, Höhenmessgeräten, Koordinatenmessgeräten (KMGs) usw. prüfen wir streng die kritischen Abmessungen, geometrischen Toleranzen (wie Ebenheit, Rundheit, Position) und Oberflächenrauheit der Teile, um sicherzustellen, dass sie vollständig den Konstruktionszeichnungen und technischen Spezifikationen entsprechen. Dies ist die letzte Stufe der Qualitätskontrolle.
Was ist der Unterschied zwischen Blechbearbeitung und CNC-Bearbeitung?
Nachdem wir nun verstanden haben, wie beide Prozesse funktionieren, vergleichen wir sie direkt anhand der Dimensionen, die den Ingenieuren am wichtigsten sind.
| Vergleichsdimension | Blechbearbeitung | CNC-Bearbeitung | Expertenkommentare |
|---|---|---|---|
| Präzisionstoleranz | Im Allgemeinen ±0,2 mm oder mehr. Hohe Präzision wird erheblich durch Materialrückprall, Formverschleiß, Schweißverformung usw. beeinträchtigt und erfordert komplexe Werkzeuge oder Sekundärbearbeitung. | Normalerweise ±0,025 mm oder höher (Mikrometerebene). Die Ausrüstung verfügt über eine hohe Präzision und kann eine stabile Präzisionsbearbeitung komplexer Merkmale erreichen. | „Lagerpassung, präzise Montage, komplexe Anforderungen an die Oberflächentoleranz? CNC ist eine zuverlässige Wahl. Blech erfordert zusätzliche Prozesse, um die Genauigkeit sicherzustellen.“ |
| Kostenstruktur | Niedrige Rohstoffkosten und hohe Materialausnutzungsrate (weniger Abfall). Einzelstück/Kleinserie: Hohe Form-/Werkzeugkosten, hohe Stückkosten nach Abschreibung. Große Charge: Die Formkosten werden verwässert und die Stückkosten sind sehr wettbewerbsfähig. | Hohe Rohstoffkosten (ganzes Stück Material), niedrige Materialausnutzungsrate (Abfallspäne). Einzelstück/Kleinserie: Relativ niedrige Anlaufkosten (Programmierung reicht aus), es ist keine Formgebühr erforderlich. Große Charge: Die Kosten steigen linear mit der Verarbeitungszeit und es fehlen Skaleneffekte. | „Prototyp/Kleinserie? CNC ist flexibler und wirtschaftlicher. Große Charge einfacher Teile? Blechkosten sind überwältigend. Komplexe Teile in großen Chargen erfordern eine umfassende Bewertung.“ |
| Produktionsgeschwindigkeit (Lieferzeit) | Einfache Teile (z. B. flache Platten, einzelne Biegungen): Extrem schnell (Minuten), insbesondere wenn es vorgefertigte Formen gibt. Komplexe Teile/Schweißen und Montage erforderlich: Viele Prozesse (Schneiden, Stanzen, Falten, Schweißen, Auftragen) und die Gesamtzykluszeit wird erheblich verlängert. | Die Bearbeitungszeit ist in der Regel länger (Stunden oder sogar Tage/Stück). Komplexe 3D-Formen, tiefe Hohlräume und feine Merkmale verlängern die Bearbeitungszeit erheblich. Mehrachsige Geräte können die Effizienz verbessern, sind aber immer noch langsamer als einfache Blechteile. | „1.000 einfache Halterungen? Blech kann an einem Tag hergestellt werden. Ein komplexer Kasten/Schale? CNC kann mehrere Tage dauern. Geschwindigkeitsanforderungen stehen im Mittelpunkt!“ |
| Geometrische Freiheitsgrade | Beschränkt. Verlässt sich hauptsächlich auf 2D-Kontur + Biegen/Umformen + Schweißen/Verbindung. Es ist schwierig, komplexe Oberflächen, tiefe Hohlräume, geschlossene Hohlräume oder integrierte feine 3D-Merkmale herzustellen. | Sehr hoch. Nahezu jede gestaltbare 3D-Form kann erstellt werden, einschließlich komplexer Oberflächen, tiefer Hohlräume, Hohlstrukturen, feiner Texturen und integrierter Teile (keine Verbindungspunkte). | „Design wie Origami oder Montage? Blech ist machbar. Design wie Skulptur oder mit komplexer Innenstruktur? CNC ist die einzige Lösung.“ |
| Materialstärke und Eigenschaften | An den Ecken kommt es zu einer Kaltverfestigung und die lokale Festigkeit kann verbessert werden, es können aber auch Eigenspannungen entstehen. Schweiß-/Verbindungspunkte sind potenzielle Schwachstellen, die sich auf die Gesamtfestigkeit und Abdichtung auswirken. Die Materialstärke ist relativ gleichmäßig. | Die Teile werden aus einem ganzen Materialstück verarbeitet, wobei die ursprüngliche, gleichmäßige Gitterstruktur und Leistung (Festigkeit, Zähigkeit, Wärmeleitfähigkeit usw.) des Materials erhalten bleibt. Gute Integrität, kein schwacher Verbindungsbereich, geeignet für hohe Integritätsanforderungen. |
„Hohe Beanspruchung, hohe Ermüdung, hohe Dichtigkeit oder strenge Integritätsanforderungen? CNC-einteilige Formteile sind in der Regel zuverlässiger. Bleche müssen an den Verbindungsstellen sorgfältig behandelt werden.“ |
| Typische Anwendungsszenarien | Chassis, Schränke, Konsolen, Schalen, Chassis, Lüftungskanäle, Blechabdeckungen, einfache Strukturteile. | Präzisionsteile, Formen, Vorrichtungen, Motor-/Getriebeteile, komplexe Gehäuse, Teile für medizinische Geräte, Prototypen, Kunstwerke. | „Die Funktion bestimmt die Form, und die Form bestimmt den Prozess. Die Klärung der Kernanforderungen an Teile ist der erste Schritt bei der Auswahl eines Prozesses!“ |
Expertenkommentare:
- CNC ist die beste Wahl für Präzision: CNC ist die erste Wahl, wenn strenge Anforderungen an Toleranzen im Mikrometerbereich und eine komplexe Präzisionsanpassung bestehen.
- Die Kosteneffizienz hängt von der Losgröße ab:
- Kleinserie/Prototyp: CNC startet schnell, erfordert keine Formkosten und ist in der Regel kostengünstiger.
- Große Charge einfacher Teile: Blech hat aufgrund seiner extrem hohen Materialausnutzung und schnellen Stanz-/Biegegeschwindigkeit einen enormen Kostenvorteil.
- Große Charge komplexer Teile: Eine detaillierte Kostenrechnung ist erforderlich ( CNC-Bearbeitung Zeit vs. Blech-Mehrfachprozesse + Formkosten).
- Geschwindigkeitsbedarf bestimmt das Ergebnis:
- Massive einfache Teile: Die Geschwindigkeit beim Blechschneiden (insbesondere beim Stanzen) ist unübertroffen.
- Komplexes Einzelstück/Kleinserie: CNC ist relativ schnell (im Vergleich zum Warten auf das Öffnen der Form), aber die Bearbeitung selbst ist zeitaufwändig.
- Geometrische Komplexität ist der Wendepunkt: Komplexe 3D-Formen, tiefe Hohlräume und integrierte Strukturen sind die absolute Domäne der CNC; Blech eignet sich gut für „erweiterbare“ Geometrien, die aus Ebenen + Biegungen bestehen.
- Überlegungen zur strukturellen Integrität: CNC-einteiliges Formteil bietet einen zuverlässigeren Schutz für wichtige tragende Teile mit hohen Anforderungen an Gesamtfestigkeit, Ermüdungslebensdauer und leckagefreie Abdichtung; Bei Blechen ist besonderes Augenmerk auf die Gestaltung und Qualität der Verbindungsstellen zu legen.
- Beginnen Sie mit der Nachfrage: Im Mittelpunkt der Prozessauswahl stehen immer die funktionalen Anforderungen, Leistungsanforderungen (Präzision/Festigkeit), geometrische Komplexität, Budget und Teilemenge. Diese Tabelle bietet die wichtige Grundlage für kluge Entscheidungen in diesen Dimensionen.
Diese Tabelle hebt deutlich die wesentlichen Unterschiede und jeweiligen Vorteile der beiden Verfahren in mehreren Kerndimensionen hervor, die den Ingenieuren am meisten am Herzen liegen (Kosten, Geschwindigkeit, Präzision, Leistungsfähigkeit, Festigkeit), und wird durch Expertenkommentare ergänzt, um die wichtigsten Überlegungen für die Auswahl aufzuzeigen.
Praktische Fallanalyse: Eine Reise zur Kostenoptimierung für ein industrielles Controller-Gehäuse
Kundenhintergrund und Bedürfnisse: Ein führendes Automatisierungsunternehmen hat eine neue industrielle SPS-Steuerung entwickelt, die robusten Schutz erfordert. Der ursprüngliche Plan sah vor, ein ganzes Stück 6061er Aluminiumlegierung (CNC-Bearbeitung) zur Herstellung des Gehäuses zu verwenden, und bat LS um ein Angebot.
Erste Herausforderung: Nach dem Entwurf des Kunden (Fräsen eines ganzen Stücks Aluminium) haben wir die geschätzt CNC-Bearbeitungskosten 180 $/Stück betragen. Obwohl es die Anforderungen erfüllte, stellten wir fest, dass dies nicht die kostengünstigste Lösung war.
Die proaktive Wertschöpfung von LS: Mit unserer umfassenden Erfahrung in Metallherstellungsprozessen haben wir den Kunden proaktiv kontaktiert, um Designoptimierungen zu besprechen. Wir haben einen wichtigen Vorschlag gemacht: die Konstruktion von der „vollständigen CNC-Bearbeitung“ auf „Blechprozess“-Lösungen umzustellen.
Kern der neuen Lösung: Wählen Sie 3 mm dickes 5052-Aluminiumlegierungsblech.
Herstellungsprozess: Laserschneiden, Präzisionsschneiden → Präzisionsbiegeformen → Schweißverstärkung wichtiger Teile → notwendiges Schleifen der Schweißnaht.
Leistungen und Nutzen: Der Kunde hat unseren Blechvorschlag gerne angenommen. Das optimierte Lösungsangebot betrug nur 45 $/Stück.
Kernvorteile: Kostenreduzierung um 75 %! Es wurden erhebliche Kosteneinsparungen erzielt und gleichzeitig die erforderliche Festigkeit, Schutzstufe und Funktion des Produkts sichergestellt.
Das Wertversprechen von LS: Dieser Fall zeigt deutlich die Kernvorteile von LS: Wir sind nicht nur Ihr zuverlässiger Fertigungsausführender, sondern auch Ihr vertrauenswürdiger Fertigungsprozessberater und Kostenoptimierungspartner. Wir nutzen unser Fachwissen aktiv, um die Konstruktion zu überprüfen (Design for Manufacturing, DFM) und effizientere und wirtschaftlichere Prozesswege zu finden (wie in diesem Fall den Ersatz von CNC durch Blech), was letztendlich den Kunden echte Wettbewerbsvorteile bringt.
LS wählen Mit uns erhalten Sie nicht nur einen Lieferanten, sondern auch einen strategischen Partner, der sich dafür einsetzt, mit professionellem Fertigungswissen aktiv Kosten zu senken und die Effizienz für Sie zu steigern. Wir freuen uns darauf, mit der gleichen professionellen Perspektive Mehrwert für Ihr nächstes Projekt zu schaffen!

Abbildung 3: Kundenspezifische CNC-bearbeitete Teile, die für Online-Dienste von LS Manufacturing ausgestellt werden
FAQ – Schnelle Fragen und Antworten zum Thema Blech und Bearbeitung
1. Ist Blech immer günstiger als CNC-Bearbeitung?
Nicht unbedingt. Blech ist in der Regel günstiger, wenn es dünnwandig (<6 mm) und einfach aufgebaut ist und sich aufgrund der hohen Materialausnutzung und schnellen Produktionsgeschwindigkeit stanzen/biegen lässt. Allerdings kann die CNC-Bearbeitung von Teilen wirtschaftlicher sein, wenn es um komplexe dreidimensionale Formen, dicke Materialien (>10 mm) oder hochpräzise Hohlräume geht. Die endgültigen Kosten hängen von der Komplexität des Designs, der Losgröße, der Materialstärke und den Toleranzanforderungen ab und müssen von Fall zu Fall bewertet werden.
2. Was ist „Blechbearbeitung“? Ist dieser Begriff problematisch?
„Blechbearbeitung“ ist ein in der Branche gebräuchlicher Begriff, der sich auf Kaltumformprozesse wie Schneiden, Stanzen, Biegen und Schweißen von Metallblechen (normalerweise 0,5–6 mm Dicke) bezieht. Obwohl „Bearbeiten“ im Großen und Ganzen CNC umfasst, bezieht es sich speziell auf den Prozess der plastischen Verformung von Blechen, der sich wesentlich von der mechanischen Bearbeitung (Schneiden zum Entfernen von Material) unterscheidet. Auch wenn der Begriff nicht absolut streng ist, lässt er sich doch genau von Guss, Schmieden oder maschineller Bearbeitung unterscheiden.
3. Wie wähle ich das richtige Material für mein Design aus?
Klären Sie zunächst die funktionalen Anforderungen: Wählen Sie hochfesten Stahl (z. B. SPCC) für die Tragfähigkeit, Edelstahl (304/316) oder Aluminium (5052) für die Korrosionsbeständigkeit und Aluminium (6061) oder eine Magnesiumlegierung für die Leichtbauweise. Secondly, look at the process: complex bending requires materials with good ductility (avoid hard aluminum), and welding prefers low-carbon steel/stainless steel. Finally, evaluate the cost and environment: use cold-rolled steel for ordinary parts, and galvanized steel for outdoor parts, balancing budget and life requirements.
Zusammenfassung
The key difference between sheet metal manufacturing and CNC machining lies in their core process objects and target forms: sheet metal manufacturing focuses on cutting, bending, stamping, connecting and other operations on metal sheets. The core is to efficiently produce thin-walled, box-shaped and shell-like parts through deformation; while CNC machining (mainly milling and drehen ) uses rotating tools to cut and remove solid block materials (metal, plastic, etc.), and is good at manufacturing three-dimensional parts with complex three-dimensional shapes, precision features and high dimensional accuracy. Although the two are often used in conjunction, they are essentially complementary processes. The choice depends on the geometric characteristics, material thickness and production requirements of the required parts - sheet metal is preferred for thin-walled structures, while three-dimensional complex precision parts rely on CNC machining.
"Are you still hesitating about whether your parts should be sheet metal or CNC machined? Don't guess anymore. At LS, we have top-notch equipment and senior engineers for both processes. Upload your CAD file now, our online platform will not only provide you with instant CNC machining quotes , but our engineers will also proactively evaluate the possibility of using sheet metal processes for you to find the most economical and efficient manufacturing path for you!"

📞Tel: +86 185 6675 9667
📧E-Mail: info@longshengmfg.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. LS-Fertigungsdienstleistungen Es gibt keinerlei Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Daraus sollte nicht geschlossen werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. Es liegt in der Verantwortung des Käufers. Erforderliche Teile Angebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen . Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung mit über 5.000 Kunden und konzentrieren uns auf hochpräzise CNC-Bearbeitung. Blechfertigung , 3D-Druck , Spritzguss . Metallprägung und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.lsrpf.com .


