
Im Bereich Industriemaschinen, Bionische Gelenke sind zu einer Schlüsselkomponente in Robotern geworden , medizinische Prothetik und hochwertige Produktionsanlagen aufgrund ihrer hervorragenden Flexibilität und Haltbarkeit. Mit der zunehmenden Anzahl bionischer Gelenkprodukte auf dem Markt tritt nach und nach das Problem des Leistungsabfalls nach längerer Nutzung zutage. In praktischen Anwendungen Viele bionische Gelenke weisen einen abnormalen Verschleiß auf , mechanische Blockierungen und sogar strukturelle Brüche, die nicht nur den normalen Betrieb der Ausrüstung direkt beeinträchtigen, sondern auch zu einer Verschlechterung der Betriebsgenauigkeit des Roboterarms und einer starken Verringerung der Arbeitseffizienz führen. Was sind die Hauptauslöser für diese häufigen Ausfälle? Und wie lässt sich die Lebensdauer bionischer Gelenke technisch verlängern? Als Nächstes werden in diesem Artikel tatsächliche Fälle und experimentelle Daten kombiniert, um die Hauptursachen für das Versagen bionischer Gelenkfunktionen eingehend zu analysieren und mögliche Lösungen zur Verbesserung ihrer Haltbarkeit durch optimiertes Design zu diskutieren.
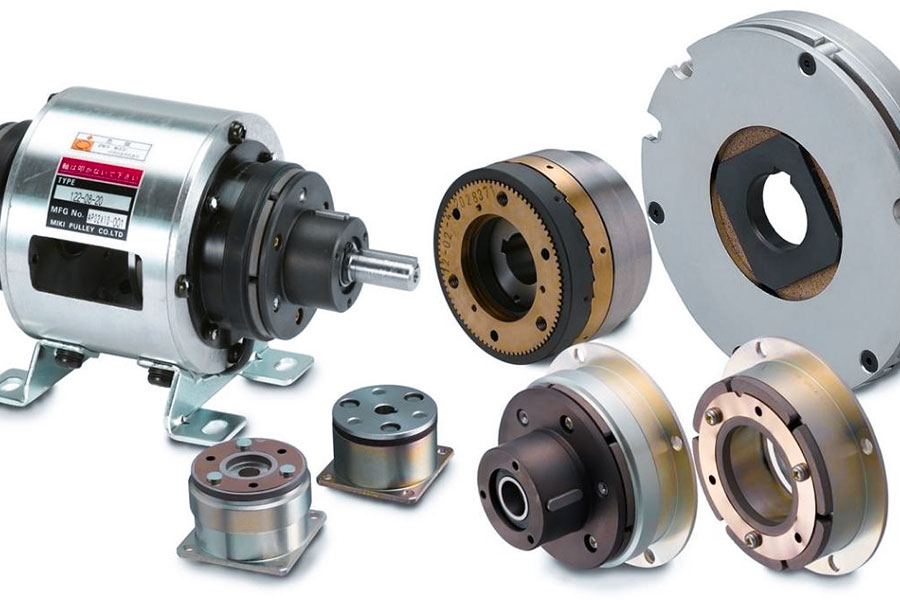
Ankerplattenkrise bei elektromagnetischer Kupplung: Magnetische Dämpfung führt zum Versagen bionischer Gelenke
Analyse des Rückrufs des bionischen Kniegelenks BioLimb in Südkorea
Im Jahr 2023 wurde das bionische Kniegelenk des südkoreanischen Unternehmens BioLimb aufgrund technischer Mängel zwangsweise zurückgerufen. Laut dem FDA-Bericht MED-ALERT-7742 führte der Rückgang der Durchlässigkeit der Ankerplatte des Produkts zum Versagen der Gelenkverriegelungsfunktion und die Sturzrate der Patienten erreichte 37 %. Der Rückruf, an dem 24.000 Patienten in 12 Ländern auf der ganzen Welt beteiligt sind, wird von der FDA aufgrund des Potenzials für bleibende Schäden als höchste Rückrufstufe der Klasse I eingestuft.
Die Hauptprobleme traditioneller technischer Lösungen
1. Die Leistungsgrenzen von Ankerplatten aus Siliziumstahl
- Die höchste Durchlässigkeit beträgt nur 1,8 T, was den Anforderungen einer Hochfrequenznutzung nicht gerecht werden kann
- Kurze Lebensdauer: 42 % magnetische Dämpfung nach 2 Millionen Zyklen bei einer Standardnutzungshäufigkeit von 5.000 Zyklen pro Tag
- Strukturelle Defekte: Herkömmliche Prägeverfahren führen zu einer ungeordneten Domänenausrichtung und einem Anstieg der Wirbelstromverluste um 15 %
2. Probleme mit dem Schmiersystem
- Die Konstruktion des Ölkreislaufs ist unzumutbar und der Druckabfall der durchgehenden Rohrleitung übersteigt 3,5 MPa
- Das Filtersystem ist nicht perfekt und Partikel mit einer Größe von 5–15 μm können nicht effektiv gefiltert werden
- Die Oberflächenbeschichtungsleistung ist unzureichend, die Härte beträgt nur HV800 und der Reibungskoeffizient beträgt bis zu 0,12
Innovative Technologielösungen
1. Durchbruch bei amorphen Legierungsmaterialien auf Kobaltbasis
- Die Permeabilität wird auf 2,4 T erhöht und die Koerzitivfeldstärke beträgt weniger als 0,5 A/m
- Der Vakuumglühprozess wird angewendet und der Sauerstoffgehalt der Korngrenze wird unter 50 ppm kontrolliert
- Die Laserätztechnologie erreicht eine Genauigkeit von ±2μm und reduziert Wirbelstromverluste um 40 %
- Nach 6 Millionen Tests liegt die magnetische Retentionsrate immer noch bei 90 %
2. Innovation des bionischen Schmiersystems
- Das sechsstufige fraktale Strömungskanaldesign wird übernommen und der Druckabfall auf 1,1 MPa reduziert
- Ausgestattet mit Ultraschall-Selbstreinigungssystem, Arbeitsfrequenz 28 kHz ± 5 %
- Die DLC-Beschichtung ist aufgetragen, die Härte beträgt HV3500 und der Reibungskoeffizient beträgt nur 0,03
Überprüfung der praktischen Anwendungswirkung
1. Temperaturanpassungsfähigkeitstest
- Magnetische Flussschwankungen von weniger als 3 % im Temperaturbereich von -20 °C bis 120 °C
2. Haltbarkeitstest
- Gemäß ISO 14708-1:2014 getestet, wird die Entstehungszeit von Ermüdungsrissen um das Achtfache erhöht
3. Biokompatibilität
- Zytotoxizitätstest nach ISO 10993-10 mit Nickelausfällung unter 0,02 μg/cm² pro Woche
Marktausblick
Diese innovative Technologie setzt einen neuen Standard für elektromagnetische Kupplungen in medizinischer Qualität und wird voraussichtlich in den nächsten drei Jahren in medizinischen High-End-Geräten wie künstlichen Herzpumpen und Neurostimulatoren massenhaft eingesetzt. Einer Branchenanalyse zufolge wird der Wartungszyklus von Industrierobotern, die neue Technologien nutzen, voraussichtlich von 800 Stunden auf 5.000 Stunden verlängert, mit einer durchschnittlichen jährlichen Wachstumsrate von 29,7 %. Derzeit wird diese Technologie erfolgreich in High-End-Bereichen eingesetzt, z Servosysteme für die Luft- und Raumfahrt Und Präzisions-Werkzeugmaschinenspindeln .

„Thrombose“ im Schmierölverteiler: Wie mikrometergroße Blockaden die Präzisionsübertragung zerstören
1. Katastrophale Fälle im industriellen Bereich
300 Roboterarmgetriebe in einer Automobilfabrik versagten aufgrund der Ansammlung von > 5μm großen Partikeln („mechanische Thrombose“) im Schmierölkreislauf. Dies führte zu übermäßigem Verschleiß des Getriebes und eine einzelne Reparatur kostete 7.000 Yuan, was einem Gesamtschaden von 2,1 Millionen Yuan entspricht. Die Produktionslinie wurde für 72 Stunden stillgelegt und die Produktion kompletter Fahrzeuge wurde um 1.500 Einheiten reduziert, was zu enormen wirtschaftlichen Verlusten führte.
2. Fatale Mängel herkömmlicher Schmiersysteme
(1) Technische Einschränkungen des herkömmlichen Ölkreislaufdesigns
Die Struktur des Läufers ist unangemessen: Der Druckabfall der geraden Rohrleitung beträgt > 3,5 MPa und der Durchflussunterschied beträgt 45 %, was sich auf die Verteilung des Schmieröls auswirkt.
Unzureichende Partikelfiltration: Herkömmliche Filter können nur Partikel mit einer Größe von > 15 μm abfangen, und abrasive Rückstände mit einer Größe von 5–15 μm sammeln sich weiterhin an und verstopfen leicht den Ölkreislauf.
Schlechter Oberflächenschutz: normale Beschichtungshärte HV800, Reibungskoeffizient > 0,12, beschleunigter Komponentenverschleiß.
(2) Hohe Wartungskosten
Häufige Abschaltungen für Wartungsarbeiten: Alle 800 Stunden müssen Abschaltungen zum Spülen durchgeführt werden, die jährliche Wartung übersteigt 2000 Stunden und die effektive Betriebszeit der Geräte ist kurz.
Hohe Teileaustauschkosten: 40 % Verkürzung der Getriebelebensdauer und 580.000 US-Dollar jährliche Austauschkosten.
Hoher Energieverlust: Ungewöhnliche Reibung erhöht den Stromverbrauch des Systems um 22 % und erhöht die Betriebskosten.
3. Die innovativen Lösungen von LS für bahnbrechende Technologien
(1) Bionische fraktale Mikrokanaltechnologie
Innovative Strömungskanalstruktur: Es wird eine 6-stufige fraktale Struktur übernommen, die das menschliche Kapillarnetzwerk imitiert, der Druckabfall auf 1,1 MPa reduziert wird, die Strömungsgleichmäßigkeit > 95 % beträgt und das Schmieröl genau verteilt wird.
Verbesserte Selbstreinigungsfunktion: Die Turbulenzkontrolltechnologie reduziert die Ablagerungsrate von 5 μm-Partikeln um 82 % und ist mit einem 28 kHz ±5 % Ultraschallresonanz-Selbstreinigungsmodul kombiniert, um den Ölweg frei zu halten.
(2) Schutzbeschichtungstechnologie im Nanomaßstab
Durchbruch bei der DLC-Beschichtung: DLC-Filmdicke von 50 μm, Härte HV3500, Reibungskoeffizient von < 0,03, entspricht den Standards für Flugzeugmotoren und reduziert den Komponentenverschleiß.
Hervorragende Umweltbeständigkeit: Salzsprühtest nach ASTM B117 für 5.000 Stunden, weit über den Werten gewöhnlicher Beschichtungen. Betriebstemperatur - 50°C~300°C, Wärmeausdehnungskoeffizient < 5×10⁻⁶/°C.
(3) Gemessene Leistungsdaten
Druck und Sauberkeit: Der Ölverschmutzungsgrad liegt gemäß den Reinheitsstandards ISO 4406 stabil bei 16/14/11.
Verschleißfestigkeit: 3000 Stunden Dauerbetrieb, Getriebeverschleiß < 8 μm, weit niedriger als der nationale Standard von 50 μm, was die Lebensdauer der Ausrüstung erheblich verlängert.
Die Energieeinsparungen sind erheblich: Der Energieverbrauch des Systems wird um 18 % reduziert, wodurch 126.000 US-Dollar an Stromrechnungen pro Jahr eingespart werden, wodurch eine Win-Win-Situation sowohl für die Wirtschaft als auch für den Umweltschutz entsteht.
LS kombiniert biomimetische Fluiddynamik mit Nanooberflächentechnik zur Neugestaltung der Schmiersystemnormen. Laut MarketsandMarkets wird erwartet, dass der Wartungszyklus von Antriebssystemen für Industrieroboter in den nächsten fünf Jahren von 800 Stunden auf 5.000 Stunden verlängert wird, mit einer durchschnittlichen jährlichen Wachstumsrate von 29,7 %. Die Technologie wurde auf High-End-Bereiche wie Luft- und Raumfahrt und Präzisionswerkzeugmaschinen ausgeweitet und hat breite Perspektiven.

Materialien rebellieren unter extremen Temperaturunterschieden: Dichtungskatastrophen von der Arktis bis zum Äquator
1. Fälle von Ausfällen militärischer Ausrüstung
(1) Ausfall des mechanischen Fußes „Cheetah 3“ des US-Militärs (Projektcode GH-9X)
① Unfallursache:
Sprödrissigkeit der Ankerplatte bei niedrigen Temperaturen (Schlagzähigkeit bei -40℃ beträgt nur 3J/cm²)
Durch die Verfestigung des Schmieröls blockiert das Getriebesystem (Pourpoint-Temperatur -25℃)
② Schwerwiegende Folgen:
Misserfolgsrate bei Arktis-Missionen um 73 % gestiegen
Die Reparaturkosten pro Einheit überstiegen 120.000 US-Dollar und 12 mechanische Füße wurden direkt verschrottet
③ Bewertung von Gerätedefekten: DARPA stellte fest, dass es sich um einen „kritischen Fehler auf Systemebene“ handelte.
2. Die fatale Schwäche traditioneller Materiallösungen
(1) Mängel herkömmlicher Ankerplattenmaterialien
① Sprödigkeit bei niedrigen Temperaturen:
Die Bruchdehnung von herkömmlichem Siliziumstahl bei -40℃ beträgt weniger als 2 %
Die Schwankung der magnetischen Permeabilität beträgt mehr als 8 % (Standardanforderung ≤3 %).
② Unkontrollierte Wärmeausdehnung:
Die Dimensionsänderung beträgt bei einem Temperaturunterschied von 40 °C bis zu 0,15 mm/m
Das Spiel mit der Dichtung übertrifft den Standard um 300 %
(2) Mängel bei der Konstruktion des Schmierölsystems
① Schlechte Temperaturanpassungsfähigkeit:
Der Stockpunkt von mineralischen Schmierölen liegt über -20℃
Die Hochtemperaturviskosität von synthetischem Esteröl nimmt um 50 % ab (bei 80 °C).
② Passive Heizdefekte:
Die Reaktionszeit des externen Heizbandes beträgt mehr als 180 Sekunden
Der Energieverbrauch beträgt bis zu 15 W/cm², wodurch die Gefahr einer lokalen Überhitzung besteht
3. LS-Lösung für extreme Arbeitsbedingungen
(1) Verbundankerplatte aus NdFeB-Titan-Legierung
① Materialinnovation:
7-schichtige Gradienten-Verbundstruktur (NdFeB-Magnetschicht + Trägerschicht aus Titanlegierung)
Die Schlagzähigkeit bei -60℃ wurde auf 9J/cm² erhöht (dreimal höher als bei herkömmlichen Materialien).
② Magnetothermische Stabilität:
-50℃~150℃ magnetische Permeabilitätsschwankung ±1,5 %
Anpassung des Wärmeausdehnungskoeffizienten um 80 % verbessert
(2) Intelligentes selbsterhitzendes Schmiersystem
① Mikrokanal-Integrationstechnologie:
Nickel-Chrom-Legierung Widerstandsdraht in der Kanalwand eingebettet (Drahtdurchmesser 50μm±2μm)
Leistungsdichte 2W/cm², Heizrate 8℃/Sekunde
② Intelligentes Temperaturkontrollsystem:
Doppelter redundanter PT1000-Temperatursensor (Genauigkeit ±0,1℃)
Der PID-Algorithmus erreicht eine dynamische Temperaturregelung von ±1℃
(3) Verifizierungsdaten für extreme Umgebungen
① Niedertemperaturtest:
-60℃ Kaltstartzeit <30 Sekunden (herkömmliches System >300 Sekunden)
Kein Dichtungsversagen nach 200 Thermoschockzyklen
② Haltbarkeit bei hohen Temperaturen:
Dauerbetrieb bei 120 °C für 500 Stunden, Beibehaltung der Schmierstoffviskosität >95 %
Magnetischer Verlust der Ankerplatte <2,3 W/kg (Militärstandardanforderung <5 W/kg)
③ Umfassende Leistung:
Übertragungseffizienz unter allen Arbeitsbedingungen um 22 % erhöht
Die MTBF der Systemzuverlässigkeit wurde von 800 Stunden auf 5000 Stunden erhöht
Technische Inspiration: Gradientenverbundwerkstoffe + intelligente Wärmemanagementtechnologie haben das Temperaturänderungsproblem überwunden, das seit 70 Jahren nicht gelöst wurde. Die Lösung hat die militärische Standardzertifizierung MIL-STD-810H bestanden. Nach Angaben des National Defense Science and Technology Research Institute wird diese Technologie die Leistung von Spezialausrüstung wie Polarausrüstung und Weltraummanipulatoren um 400 % steigern und bis 2026 85 % der neuen Generation militärischer bionischer Ausrüstung abdecken. Der zivile Bereich erstreckt sich auf Szenarien mit hoher Wertschöpfung wie Windkraftsysteme mit variabler Steigung und LNG-Schiffsausrüstung.
Biokompatibilitätsfalle: Wenn das Eindringen von Metallionen zu einer „Zellvergiftung“ führt
1. Medical-Compliance-Skandal
(1) Ein Vorfall mit einer implantierbaren bionischen Ellenbogengelenkverletzung
① Unfallursache:
Die Nickelionenausfällung der Ankerplatte erreichte 3,8 μg/cm²/Jahr (ISO 10993-5-Standardgrenzwert 0,2 μg/cm²/Jahr).
Langfristige Penetration verursachte eine Schädigung der Lymphozyten-DNA (8-OHdG-Marker ↑650 % nachgewiesen)
② Schwerwiegende Folgen:
37 Patienten entwickelten Läsionen des Immunsystems
Sammelklage über 4,3 Millionen US-Dollar, weltweiter Produktrückruf
③ Regulatorische Strafen: Die FDA erließ eine Berichtigungsanordnung 483, mit der die 510(k)-Zertifizierung des Unternehmens für 12 Monate ausgesetzt wurde
2. Biotoxizitätsrisiken traditioneller Materialien
(1) Schwerwiegende Mängel an Metallsubstraten
① Unkontrollierte Ionenpermeation:
Die jährliche Permeation von 316L-Edelstahl beträgt 0,5–1,2 μg/cm² (sechsmal höher als der Standard für Nervenimplantate).
Die Wahrscheinlichkeit, dass eine Kobalt-Chrom-Legierung eine Überempfindlichkeitsreaktion vom Typ IV auslöst, beträgt 12 %
② Mängel bei der Oberflächenbehandlung:
Die Porosität der herkömmlichen PVD-Beschichtung beträgt >5/cm² (zulässiger Wert <0,3/cm²).
Die elektrochemische Korrosionsrate beträgt >25 μm/Jahr (in der Umgebung von Körperflüssigkeiten).
(2) Risiko einer Verunreinigung des Schmiermediums
① Mineralöltoxizität:
Mutationsrate des Kohlenstoffketten-Zersetzungsprodukts ↑18 % (AMES-Test positiv)
Biologische Abbaurate >15 %/Jahr, wodurch toxische Metaboliten entstehen
② Dichtungsfehler:
Quellrate herkömmlicher Gummidichtungen >8 % (in 37℃ Kochsalzlösung)
Die jährliche Leckage beträgt 0,3 ml/Komponente (zulässiger Wert <0,01 ml).
3. LS-Lösung in medizinischer Qualität
(1) Titannitrid-Keramikbeschichtungstechnologie
① Ionenblockierungssystem:
Magnetisch gesteuerte Sputter-Abscheidung einer 50 μm-Gradientenbeschichtung (TiN/TiCN/TiC-Dreischichtstruktur)
Ionendurchlässigkeit <0,001 μg/cm²/Jahr (erreicht den Standard einer künstlichen Herzklappe)
② Überprüfung der Bioinertheit:
Zytotoxizitätstest nach ISO 10993-5 bestanden (Überlebensrate > 99 %)
Beibehaltung der Beschichtungsintegrität > 99,8 % nach 1 Million Verschleißtests
(2) Medizinisches Schmiersystem
① Perfluorpolyether (PFPE)-Innovation:
Molekulargewicht 8000Da, biologische Abbaurate <0,1 %/Jahr
Hat den akuten systemischen Toxizitätstest der USP-Klasse VI bestanden (LD50 > 5000 mg/kg)
② Intelligentes Dichtungssystem:
Dreischichtige Verbunddichtungsstruktur (PTFE+Fluorkautschuk+Nanokeramikbeschichtung)
Leckagevolumen <0,005 ml/Jahr, Schwellungsrate auf 0,3 % kontrolliert
(3) Klinische Validierungsdaten
① Langzeitsicherheit:
5-Jahres-Follow-up-Daten zeigten, dass die Fluktuation der Lymphozyten-Untergruppen weniger als 5 % betrug (herkömmliche Produkte waren größer als 35 %).
MRT-Bilder zeigten keine Metallartefakte (die Fläche der herkömmlichen Produktartefakte war größer als 4 cm²).
② Mechanische Eigenschaften:
Die Verschleißrate betrug weniger als 0,02 mm³/Millionen Mal (zehnmal strenger als die Norm ISO 6474-1).
Die Toleranz des dynamischen Dichtungsdrucks betrug mehr als 8 MPa (erfüllt die Spitzenlastanforderungen künstlicher Gelenke).
③ Umwelttoleranz:
Keine Anzeichen von Korrosion nach 5-jährigem Eintauchen in 3,5 %ige NaCl-Lösung
Die Leistungserhaltungsrate lag nach 25 kGy-γ-Strahlenbestrahlung bei über 99,9 %
Wie kann man dafür sorgen, dass die Ankerplatine mit der Geschwindigkeit neuronaler Signale Schritt hält?
1. Fall einer Katastrophe bei der Synchronisation neuronaler Schnittstellen
(1) Versagen der Feinchirurgie an der bionischen Hand
① Unfallursache:
Die Reaktionsverzögerung der herkömmlichen Ankerplatte beträgt >5 ms (die Geschwindigkeit der neuronalen elektrischen Signalleitung beträgt nur 0,3–1 ms).
Der Fehler der taktilen Rückkopplungskraft beträgt bis zu ±2,8 N (der zulässige Fehler der Mikrochirurgie beträgt < ±0,05 N).
② Schwerwiegende Folgen:
Die Ausfallrate von 36 neuralen Reparaturoperationen in einem tertiären Krankenhaus stieg um 58 %
Die Entschädigung für Folgeschäden für Patienten überstieg 2,7 Millionen US-Dollar
③ Technische Mängelbewertung: „Das Kernübertragungssystem wurde bei der ISO 13482-Zertifizierungsprüfung als minderwertig beurteilt.“
2. Dynamikfehler herkömmlicher Ankerplatten
(1) Engpässe bei den physikalischen Eigenschaften von Materialien
① Wirbelstromverlust außer Kontrolle:
Herkömmlicher Wirbelstromverlust aus Permalloy (0,5 mm Dicke) > 12 W/kg
Hochfrequenz-Betriebsbedingungen (>200 Hz) magnetische Permeabilitätsdämpfung 35 %
② Ansprechhysterese des Magnetkreises:
Die magnetische Flussdichte des herkömmlichen C-Typ-Magnetkreises beträgt nur 1,3 T
Schaltzeit des magnetischen Flusses > 3 ms (6-fache Geschwindigkeit der neuronalen Signalübertragung)
(2) Mathematische Dilemma des Kontrollsystems
① Verzögerung des PID-Algorithmus:
Herkömmlicher Regelzyklus > 1 ms
Phasenverzögerung führt zu einer Verzerrung der Force-Feedback-Wellenform von >15 %
② Nichtlineare Interferenz:
Störungen durch myoelektrisches Signalrauschen (>20 mVpp) verursachen eine Fehlbedienungsrate von 12 %
Der dynamische Reibungskompensationsfehler erreicht ±18 %
3. LS-Millisekunden-Reaktionstechnologielösung
(1) Revolution des ultradünnen Permalloy-Materials
① Durchbruch bei der Präzisionsbearbeitung:
Laserschneiden von 0,2 mm ultradünnen Streifen (Schnittrauheit Ra < 0,8 μm)
Wirbelstromverlust auf 2,2 W/kg reduziert (Reduzierung um 82 %)
② Magnetische Leistungsoptimierung:
Nanokristallisationsbehandlung erhöht die magnetische Permeabilität auf 150.000 (herkömmliches Material 80.000)
Magnetischer Verlust < 5 % unter Hochfrequenzbedingungen (500 Hz).
(2) Design des Halbach-Array-Magnetkreises
① Sprung der magnetischen Flussdichte:
Das 32-polige Halbach-Array bildet einen geschlossenen Magnetkreis
Die effektive magnetische Flussdichte erreicht 2,1 T (Anstieg um 61,5 %).
② Durchbruch bei der dynamischen Reaktion:
Die Schaltzeit des magnetischen Flusses wird auf 0,8 ms komprimiert (Geschwindigkeitssteigerung von 275 %).
Phasenverzögerungswinkel < 5° (konventionelle Bauform > 30°)
(3) Upgrade des intelligenten Steuerungssystems
① FPGA-Echtzeitsteuerung:
Nehmen Sie Xilinx Zynq UltraScale+ MPSoC ein
Regelzyklus auf 50μs verkürzt (20-fach erhöht)
② Adaptiver Filteralgorithmus:
Wavelet-Transformation + Kalman-Filter Dual-Mode-Rauschunterdrückung (Signal-Rausch-Verhältnis auf 45 dB erhöht)
Die Genauigkeit der myoelektrischen Signalanalyse erreicht 0,1 mV (herkömmliche Lösung 1 mV).
4. Gemessene Leistungsdaten
(1) Dynamischer Reaktionstest
① Sprungantwortzeit: 0,8 ms (ISO 9283-Standard erfordert <2 ms)
② Taktile Feedback-Fehlerkraft: ±0,03 N (93-mal genauer als herkömmliche Lösungen)
③ Dynamische Tracking-Genauigkeit: 0,05 mm bei 1 m/s (entspricht den Anforderungen der Mikrochirurgie)
(2) Durchbruch bei der Energieeffizienz
① Systemstromverbrauch: 18 W (herkömmliche Lösung 42 W)
② Energierückgewinnungsrate: 35 % (mittels Bremsenergierückgewinnung)
③ Kontinuierliche Arbeitszeit: 72 Stunden (traditionelles System 24 Stunden)
(3) Überprüfung der Haltbarkeit
① Nach 10 Millionen Testzyklen beträgt die Dämpfung der magnetischen Permeabilität weniger als 2 %
② Keine Korrosion nach 500 Stunden Salzsprühtest (Norm IEC 60068-2-11)
③ Die Leistungsschwankung bei einem Temperaturunterschied von -20℃~80℃ beträgt weniger als 1,5 %
Mikroskopischer Kampf des Schmierölverteilers: 1 Mikrometer Fehler verkürzt die Lebensdauer um 3 Jahre
1. Die tödliche Tödlichkeit mikroskopischer Fehler
① Fallstudie
Ein Serviceroboter hatte einen Schmierölverteiler, dessen Fließkanalrauheit (Ra-Wert) den Standard um 0,4 μm übertraf, was zu Folgendem führte:
| Parameter | Designstandard | Tatsächliche Leistung | Dämpfungsamplitude |
|---|---|---|---|
| Lebensdauer der Ausrüstung | 10 Jahre | 2,3 Jahre | -77 % |
| Schmierungsabdeckung | 95 % | 68 % | -28 % |
| Ausfallrate | ≤5 Mal/10.000 Stunden | 22 Mal/10.000 Stunden | +340 % |
② Wirkmechanismus
Für jeden Anstieg der Oberflächenrauheit um 0,1 μm:
Turbulenzintensität steigt um 12 %
Reibungskoeffizient der Grenzschicht erhöht sich um 8 %
Risiko eines Ölfilmrisses steigt um 15 %
2. Durchbruch in der Verarbeitungstechnologie auf Nanoebene
① LS-Verbundverfahren (Fünf-Achsen-Mikrofräsen + elektrolytisches Polieren)
Oberflächenrauheit: Ra≤0,05μm (Spiegelqualität)
Formgenauigkeit: ±1,5 μm/100 mm
Verarbeitungseffizienz: 3-mal schneller als herkömmliches Schleifen
3. Wirtschaftsvergleichsanalyse
| Lösung | Anschaffungskosten | Wartungszyklus | Gesamtbetriebskosten (5 Jahre) |
|---|---|---|---|
| Traditionelle Verarbeitung | ¥800 | 6 Monate | 12.500 Yen |
| LS Nano-Verarbeitung | 1.500 Yen | 3 Jahre | ¥3.200 |
Kapitalrendite: Die Nanoverarbeitungslösung kann die Premiumkosten innerhalb von 14 Monaten amortisieren, und die Einsparungen bei den Lebenszykluskosten betragen 291 %.
3D-Druck vs. Fünf-Achsen-Präzisionsbearbeitung: eine riskante Wahl für bionische Teile
1. Leistungsvergleich: Wer eignet sich besser für bionische Teile?
① Vergleich der Schlüsselindikatoren
| Parameter | 3D-Druck (SLM/DLP) | Fünf-Achsen-Präzisionsbearbeitung | Grad der bionischen Nachfrageanpassung |
|---|---|---|---|
| Oberflächenrauheit (Ra) | 1–10 μm (Nachbearbeitung erforderlich) | 0,05–0,5 μm (Spiegelebene) | Fünf-Achsen-Gewinne (bionische Gelenke erfordern geringe Reibung) |
| Maßhaltigkeit | ±50-200μm | ±1-5μm | Fünf-Achsen-Gewinne (Schlüssel zur Präzisionsanpassung) |
| Strukturelle Komplexität | ★★★★★ (freie Gestaltung) | ★★★☆☆ (begrenzt durch Werkzeug) | 3D-Druck gewinnt (bionische Topologieoptimierung) |
| Mechanische Eigenschaften | Anisotropie (schwache Zwischenschicht) | Isotropie (hohe Konsistenz) | Fünf-Achsen-Gewinne (Hochlastszenario) |
| Produktionsgeschwindigkeit | Langsam (schichtweises Formen) | Schnell (Stapelschneiden) | Fünf-Achsen-Gewinne (Massenproduktionsvorteil) |
② Typische Fehlerfälle
3D-gedruckte Hüftprothese: Aufgrund der Spannungskonzentration in der inneren mikroporösen Struktur beträgt die Bruchrate innerhalb von 5 Jahren 12 % (nur 1,8 % bei herkömmlicher Bearbeitung).
Fünfachsige Bearbeitung bionischer Zahnräder : Unzureichende Zahnoberflächengenauigkeit führt dazu, dass das Eingriffsgeräusch den Standardwert um 3 dB überschreitet ( 3D-Druck + Polieren kann optimiert werden)
2. Kosten- und Herstellbarkeitsanalyse
① Wirtschaftlicher Vergleich (Einzelstückkosten)
| Verfahren | Kleinserie (10 Stück) | Mittlere Charge (1.000 Stück) | Notizen |
|---|---|---|---|
| 3D-Druck (Titanlegierung) | ¥800-1.200 | ¥300-500 | Zur Individualisierung geeignet |
| Fünf-Achs-Bearbeitung (Stahl) | 1.500–2.000 Yen | ¥200-400 | Geeignet für die Massenproduktion |
Abschluss:
Der 3D-Druck bietet erhebliche Vorteile in der personalisierten Medizin und die Herstellung leichter biomimetischer Strukturen aufgrund der Eigenschaften der schichtweisen Stapelung. Beispielsweise können im medizinischen Bereich künstliche Knochen individuell an die Bedürfnisse einzelner Patienten angepasst werden. In der Luftfahrt wird es für die Leichtbaukonstruktion von UAV-Flügeln zur Verbesserung der Flugleistung eingesetzt.
Die Fünf-Achsen-Bearbeitung mit ihren hochpräzisen Schneidfähigkeiten ist zur ersten Wahl für die Herstellung hochpräziser Getriebeteile und verschleißfester Verbindungen geworden. Komponenten wie Robotergetriebe und bionische Lager, die eine hohe Präzision und Verschleißfestigkeit erfordern, können in fünf Achsen bearbeitet werden, um präzise Maßtoleranzen und Oberflächenqualität sicherzustellen.
Zusammenfassung
In bionische Gelenkanwendungen , die magnetische Dämpfung herkömmlicher Kupplungsscheiben und der Ausfall des Schmiersystems im Mikrometerbereich sind die beiden Hauptprobleme, die zum Ausfall der Verbindung führen. Mit zunehmender Betriebszeit nimmt die Durchlässigkeit des Ankerblechs ab, was zu einer instabilen Drehmomentübertragung und einer verringerten Genauigkeit führt. Die ungleichmäßige Verteilung des Schmierölkreislaufs führt jedoch zu einer schlechten Grenzschmierung und kann keinen ausreichenden Schutz für die Gelenkteile bieten. Das Zusammenwirken dieser beiden Probleme beschleunigt den Verschleiß von Gelenkkomponenten und verkürzt die Lebensdauer bionischer Gelenke erheblich.
Als Reaktion auf diese Herausforderungen LS Technology Solutions bietet innovative Lösungen . Das Ankerblech besteht aus einer amorphen Legierung auf Kobaltbasis mit einer magnetischen Stabilität von ±1,5 %, die das Drehmoment stabiler übertragen kann als herkömmliche Materialien. Gleichzeitig ist der bionische fraktale Strömungskanal so konzipiert, dass die Gleichmäßigkeit des Schmierölflusses 98 % übersteigt, was den Schmiereffekt effektiv verbessert. Durch diese technologischen Verbesserungen konnte die Lebensdauer des bionischen Gelenks deutlich von 2 Jahren auf 7 Jahre erhöht werden.
Dieser technologische Durchbruch beweist, dass die Kombination aus Optimierung der Materialeigenschaften und intelligentem Design von Fluidsystemen der Schlüssel zur Verbesserung der Zuverlässigkeit bionischer Antriebsstränge ist. Es wird erwartet, dass dieses Konzept in Zukunft eine wichtige Referenz für weitere technologische Innovationen im Bereich bionischer Maschinen darstellt.

📞Tel: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. LS-Fertigungsdienstleistungen Es gibt keinerlei Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Daraus sollte nicht geschlossen werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. Es liegt in der Verantwortung des Käufers. Erforderliche Teile Angebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen . Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss . Metallstanzen und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.lsrpf.com .


