
鋳造プロセスの選択は、製品の製造プロセスの基本的なステップであり、最終的な性能と生産コストに直接影響します。プロセスのさまざまな経路により、内部密度、機械的特性、寸法精度などの金属部品の重要な品質特性が定義され、製品の信頼性、寿命、市場での競争力に重要な影響を与えます。さらに、プロセス計画は、材料消費、エネルギー消費、金型投資、およびその後の加工代を考慮し、全体のコストを制御するための主要なハンドルの 1 つです。したがって、設計と生産の開始時に事前に注意深くプロセスを分析し選択することは、技術的および経済的な最適化に不可欠であり、企業全体の収益性にとって戦略的に重要です。以下では、理解を深めるために、2 つの主要な鋳造プロセス、インベストメント鋳造と砂型鋳造について説明します。
インベストメント鋳造と砂型鋳造のコア寸法比較早見表
| 比較寸法 | インベストメント鋳造 | 砂型鋳造 |
| 精度と品質 | 非常に高い ・寸法精度(CT7-9) ・表面仕上げ(Ra1.6~6.3μm) • 隙間風がほとんどない |
比較的低い • 広い寸法公差 (CT10-13) ・表面粗さ(Ra12.5~50μm) • ドラフトが必要です |
| コスト特性 | 単価は高く、その後のコストは低い • 高い金型/シェルの製造コスト ・コスト分散のための大規模生産に最適 • 後続の加工代が少なく、節約がかかる |
単価は低いが、その後のコストは高い • 非常に低い金型製造コスト • 少量の単一部品の生産に適しています • その後の洗浄や加工代が高額になり、コストがかかる |
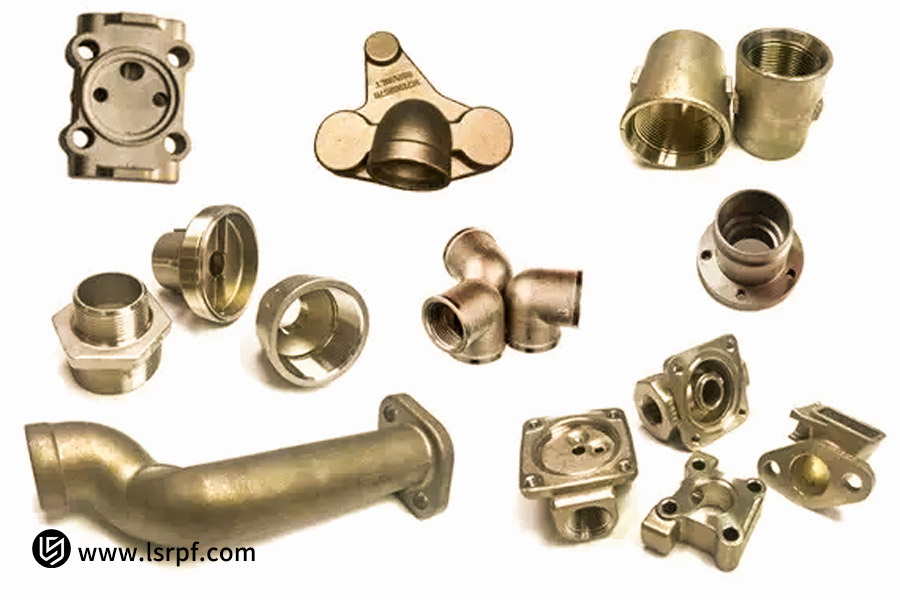
| アプリケーション | 複雑・精密な中小型部品 ●材質:合金鋼、ステンレス鋼など。 • 特徴: 複雑な空洞、薄肉、微細なパターン • 用途: タービンローター、医療機器、航空宇宙ブレード |
構造が単純な大中型部品 • 材質: 鋳造アルミニウム、鋳鉄、その他ほぼすべての金属 • 特徴: 大きなフレーム、ベース、ケーシング • 用途: 工作機械のベッド、バルブおよびポンプのケーシング、エンジンブロック |
| 重要な決定 | 無駄のない複雑な部品にはインベストメント鋳造を選択し、低コストの大型部品には砂型鋳造を選択します。 |
|
このガイドが信頼できる理由LS エキスパートによる実践的な経験
LS では、革新的な設計を信頼性の高い精密部品に変換する際の日々のフラストレーションを理解しています。私たちの専門知識は実際の経験に基づいています。のLSエンジニアリングチームの分野で長年の実経験と成功事例を持っています。精密インベストメント鋳造。たとえば、特定の航空機エンジン用の高圧油圧バルブ本体を想像してください。このモジュールは非常に複雑なパターンを持っており、高精度の内部オイル回路が必要です。従来の鋳造方法では、歩留まりが悪く、性能のばらつきが大きくなります。 LS の専門家は、独自の方向性凝固および制御モジュールを採用して、インベストメント鋳造プロセス全体を厳密に制御します。これにより、複雑なキャビティの開発が 1 ステップで可能になるだけでなく、微細構造の密度と組成の均一性が大幅に向上し、製品の性能が厳しい航空仕様を正確に満たすことが保証されます。
LS を選択すると、単一の単純なキャスティング技術以上の効果が得られます。市場リーダーによって設定された、実証済みで信頼性の高い総合的なアプローチを提供します。当社に組み込まれた「プロセス償還」の姿勢により、一見不可能に見える形状を、優れた性能と低コストを備えた機能的な製品に変えることができ、本質的な中核的な競争力を効果的に高め、プロジェクトのリスクを排除します。こうした深い経験すべてが、このしっかりとしたハンドブックの確固たる基礎となっています。
インベストメント鋳造とは何ですか?なぜ「精密鋳造の王様」なのか?
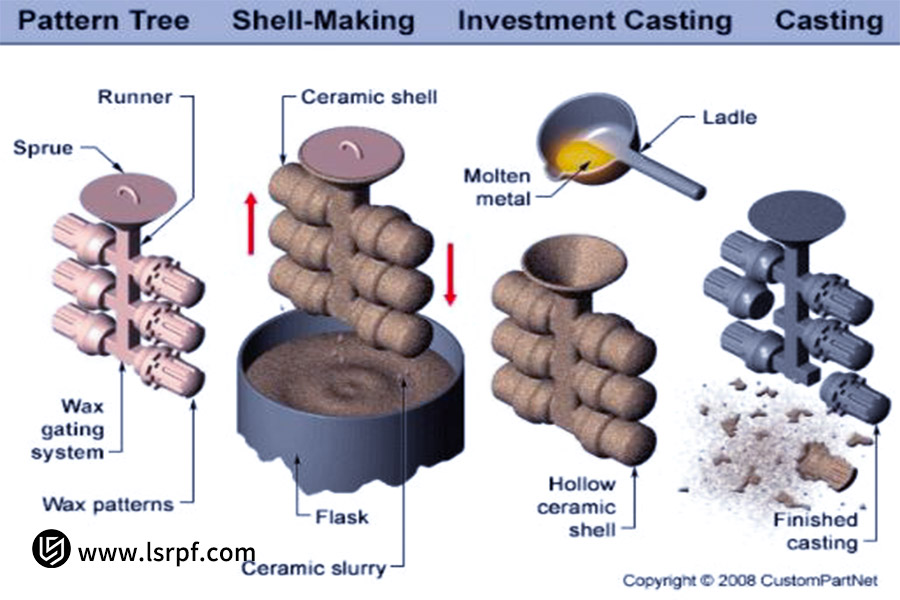
ロストワックス鋳造としても知られるインベストメント鋳造は、使い捨てワックスの型を構築し、耐火層を塗布してシェルを形成し、次にロストワックスの型を焼き切って溶融金属を鋳造することにより、精密鋳造品を作成するプロセスです。成形能力と総合性能において他の追随を許さない「精密鋳造の王様」です。
このプロセスの最大の強みはすべて、次の 3 つの領域に集中しています。
- はるかに優れた寸法精度と優れた性能を示します。表面仕上げにより、二次加工の量を大幅に最小限に抑えながら、ニアネットシェイプ部品の製造が可能になります。
- インベストメント鋳造は、複雑な形状を処理する比類のない能力を備えており、一体化を可能にします。部品の成形非常に複雑な空洞、複雑なパターン、または非常に薄い壁を使用する場合、他の方法を使用して達成するのは非常に困難です。
- 幅広い材料互換性があり、ほぼすべての合金で使用でき、特に高性能鋳造において優れた性能を発揮します。ステンレス鋼、高温合金、およびその他の特殊合金。
インベストメント鋳造は、タービンブレードから高精度の高品質部品を製造するための避けられない製造プロセスとして登場しました。航空宇宙産業の人工関節に、医療産業、高品質の機器の複雑なコンポーネントに至るまで。複雑なデザイン、高性能、経済性を調和させた「精密鋳造の王様」です。
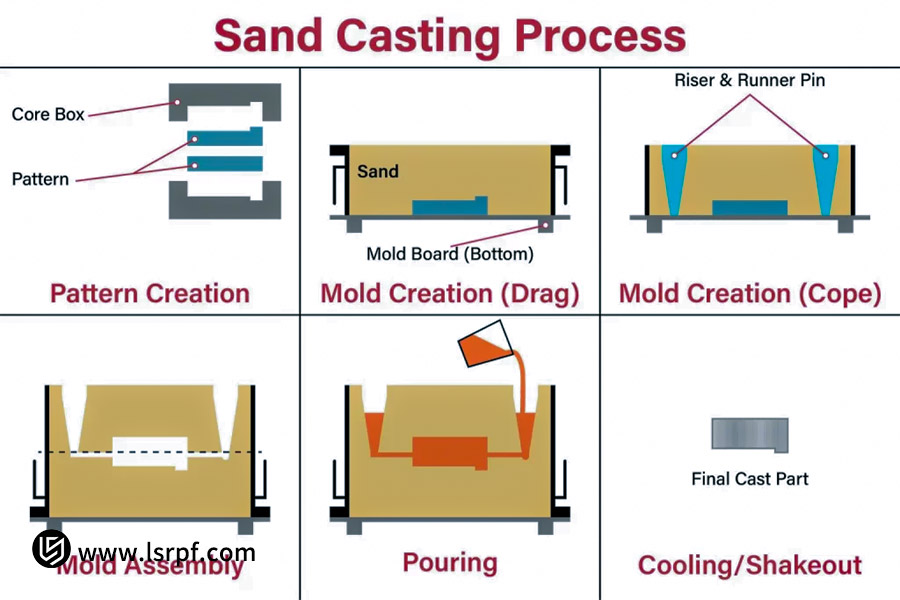
砂型鋳造はどのようにして低価格で重量部品市場を独占できるのでしょうか?
比類のないコスト上の利点と優れた柔軟性を備えた砂型鋳造は、現在、重量部品製造において圧倒的な人気を誇っています。重金属ユニットに推奨されるプロセスとしての地位は、精度が非常に高いためではなく、経済性と柔軟性の組み合わせによるものであり、重部品ビジネスの基本要件に正確に一致します。
この基本的な競争力は、次の 3 つの考慮事項に基づいています。
- まず、金型コストが非常に低いです。木製または樹脂製の型は安価で迅速に製造できるため、多額の初期投資を回避できるワンショットまたは少量のバッチ生産に特に適しています。
- 第二に、この技術は優れた柔軟性を持っています。砂型は部品のサイズ、重量、構造の複雑さによって事実上制約を受けるため、数トンの工作機械のベッドから巨大なエンジン ブロックに至るまであらゆるものを一体成形できることを意味します。
- 最後に、砂型鋳造には非常に幅広い材料があり、一般的なものからすべてを意味します。鋳鉄鋼から他の非鉄金属まで製造可能です。
したがって、砂型鋳造は、重工業などのコスト重視の機能重視の産業において、かけがえのない避けられない生産プロセスとなっています。工作機械、大型動力設備、掘削機械など。利用可能な最低コストで大規模な金属コンポーネントを鋳造する機能を提供します。このような比類のない費用対効果が、重量部品市場を圧倒しているという事実の根本的な説明です。
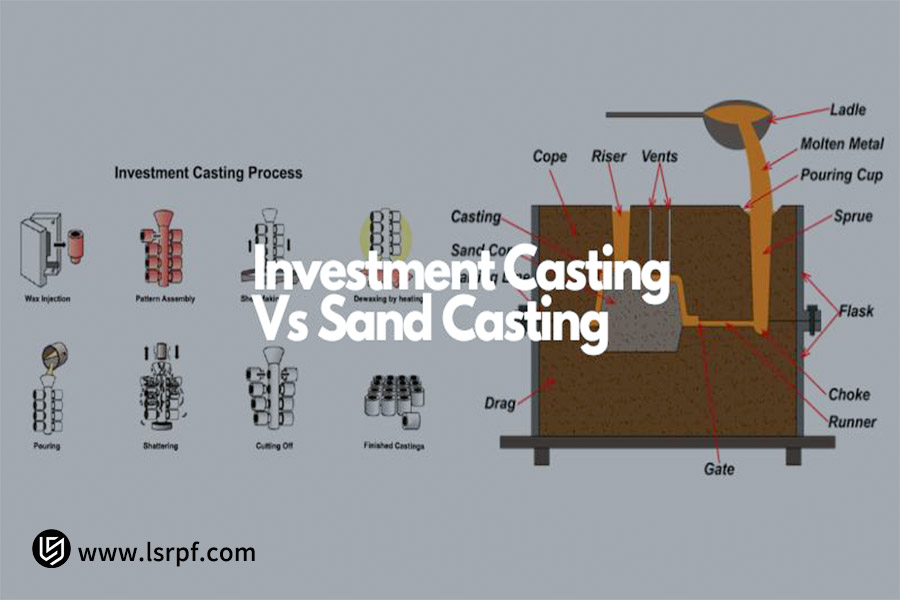
重要なトレードオフ: インベストメント鋳造と砂型鋳造の比較5 つの基本的な次元
重要な製品設計と製造の選択において、鋳造プロセスの選択は、多くの場合、効率、経済性、パフォーマンスの間のトレードオフになります。確立されたプロセスとして、インベストメント鋳造と砂型鋳造は2 つの異なる技術パラダイムを表しており、それぞれが精度と倹約性を優先しています。それらの本質的な違いを理解することが成功につながるわけではありませんが、実際には、それらをプロジェクトの仕様に単純に一致させることがすべてです。次の 5 つの主な違いは、明確な意思決定プロセスを示し、この重要な決定に対する最適な解決策に到達できるようにすることを目的としています。
| 比較寸法 | インベストメント鋳造 | 砂型鋳造 | 勝利の鍵 |
| 精度と表面品質 | • 非常に高い寸法精度 (CT グレード 7 ~ 9) ・平滑な表面(Ra1.6~6.3μm) • ほぼゼロドラフト、しっかりとした輪郭 |
• 大きな寸法公差 (CT グレード 10 ~ 13) ・粗仕上げ(Ra12.5~50μm) • パーティング ラインにフラッシュを含めたドラフトが必要です。 |
インベストメント鋳造は使い捨てのセラミック鋳型を使用し、パーティング面がないため、「精密鋳造の王様」と呼ばれています。 |
| コスト構造 | 単価は高く、その後のコストは低い •高い金型コスト:金属押出物の複雑な設計と製造 •低単価:コスト分散のための大量生産に最適 •低い後続コスト:加工代がほとんどないため、加工コストが最小限に抑えられます。 |
単価は低いが、その後のコストは高い •極めて低い金型コスト:安価で製造が容易な木/樹脂製金型 ・高単価:単品・小ロット生産に最適 •高い後続コスト:多額の洗浄、研磨、機械加工代がかかります。 |
砂型鋳造は、小バッチで比類のないコストとスピードの利点を提供します。試作。 |
| 設計の複雑さ | 勝つ • 非常に複雑な部品を鋳造できる • 複雑なキャビティ、薄肉 (0.5mm 程度)、および微細な細部の鋳造に最適です。 • 一体鋳造が容易になり、組立部品が削減されます。 |
• 構造が複雑すぎてはいけません • パーティングサーフェスと抜き勾配によって制限される • 複雑なキャビティや非常に小さなフィーチャーを鋳造するのは困難です。 |
インベストメント鋳造により、デザイナーはほぼ無制限の自由形状成形能力を得ることができます。 |
| 材料適応性 | 広い • ほぼすべての合金、特に高温合金、ステンレス鋼、特殊鋼に適しています。 |
非常に幅広い • ほとんどすべての金属の鋳造に適しており、最も一般的なものは鋳鉄、鋳造アルミニウム、銅合金です。ネクタイ。 |
どちらも材料の幅広い汎用性を備えていますが、経済性は材料コストの動きによって異なります。 |
| 生産サイクルと効率 | サイクルタイムが長く、量産に最適 • 長時間にわたる型の作成、シェルの作成、脱蝋、および焼成のプロセス • 初期準備時間は長いが、量産開始時には非常に効果的 • 生産率が低いため、危機的な仕事には適していません。 |
サイクルタイムが短く、迅速な応答に適しています • 素早い金型製作(1日数時間/日) • 素早い成形と注入サイクル • 迅速なトライアルや短納期の納品に最適です。 |
砂型鋳造は、納品速度と設計変更への応答性の点でより柔軟です。 |
- 簡単に言うと、インベストメント鋳造と砂型鋳造の違いは、基本的に「継続的改善」と「経済効率」という 2 つの哲学のどちらかを選択することになります。
- 前者は、比類のない精度と複雑な成形を備え、ハイエンドの精密部品の第一選択です。
- 後者は、その比類のないコストの柔軟性と耐久性の高い成形により、耐久性の高い市場を支配しています。
- 最後に、製品の優先順位を考慮して選択する必要があります。究極のパフォーマンスと複雑さを追求するか、経済性と量産のペースを調和させるかです。このコントラストは、戦略的決定に適切な根拠を提供します。
インベストメント鋳造の設計はどれほど複雑になるのでしょうか?
投資鋳造作業「精密鋳造の王様」である同社は、デザイナーの非常に突飛なコンセプトを現実のものにする能力を備えた競争力のあるコアコンピタンスを持っています。従来の製造プロセスによって課せられたほぼすべての幾何学的制限を乗り越えることができるため、製品の機能、軽量化、統合の最終推進要因を満たす完全な自由を享受できます。
複雑なデザインに命を吹き込むこの機能は、主に次の 3 つの方法で表現されます。
- エンジンタービンブレードの複雑な冷却ダクトなど、他の方法では製造できない、または製造が困難な、複雑で詳細な内部空洞、湾曲した通路、隠れた凹部を備えた部品のワンショット成形が可能になります。
- 壁厚が約 0.5 mm までの軽量構造物を鋳造できる優れた薄壁鋳造能力を備えており、強度を犠牲にすることなく実質的な部品重量を節約します。第三に、究極の機能統合が可能になります。
- 高度な設計により、多くの別々の部品で構成される必要がある複雑な部品が1 つの剛性の高い一体鋳造品に結合され、接合部に伴う強度の低下や組み立て誤差が完全に排除されます。
これが、複雑な冷却システムを備えた航空分野の航空機タービンブレードから、人間の骨格を正確に再現する医療分野の多孔質整形外科用器具に至るまで、最も洗練されたレベルの工業デザインの専門知識を組み込んだ製品がすべてインベストメント鋳造技術に依存している理由です。それは単なる成形プロセスではありません。これは破壊的なイノベーションを促進し、洗練されたデザインを製造の境界から完全に切り離します。
LS ケーススタディ: 航空油圧バルブ本体のプロセス償還の旅
航空宇宙産業の油圧バルブ ボディは、重要な動作を管理する「中枢」であり、その品質は飛行の安全性とシステムのパフォーマンスに直接相関します。
直面した課題
航空ハードウェア会社は、まったく新しい、非常に複雑な油圧バルブ ボディを製造する必要がありました。バルブ本体には、正確な油圧制御を実現するために、交差する不規則な流路の複雑なネットワークが含まれています。従来の砂型鋳造や機械によるプロセスは、高い金型コストと長いリードタイムを必要とするだけでなく、多数のプロセス穴や真っ直ぐに通る流路が形成され、その結果、巨大でかさばる部品が生じます。さらに、重大な内部流体圧力損失と衝撃的なエネルギー消費にも悩まされます。さらに高価な航空宇宙グレードの素材標準的なサブトラクティブ製造では無駄になり、再び全体のコストが上昇します。
従来の修正
設計を犠牲にする - 流路レイアウトの手を抜き、システムのパフォーマンスと信頼性を犠牲にして、セグメント化された生産とその後の組み立てを適用します。あるいは、スクラップレベルの高い複雑な金型の作成に多大な時間と資本を投資します。どちらのアプローチも、全体的なパフォーマンス、重量、納期、コストの仕様を同時に満たすのに苦労しており、顧客にとって大きな課題となっています。
LS の革新的なソリューション
顧客の問題点を詳細に分析した後、技術チームは、新しいソリューションとして積層造形 (AM)を組み合わせた新しいインベストメント鋳造ソリューションを開発しました。このソリューションは、単なるプロセスの置き換えではありません。それは製造プロセスの完全な再設計と再エンジニアリングです。
LSの価値創造
それは単なる技術革新ではありません。それは、パフォーマンスと手頃な価格が融合された価値創造プロセスです。その値は次のとおりです。
- 革新的な設計の促進:従来のプロセスの製造障害を解消し、エンジニアが機能の実現に集中できるようにし、製品設計の無限の可能性を解き放ちます。
- 製造プロセスの合理化:新製品の作成と納品サイクルを大幅に短縮し (場合によっては数週間から数か月)、顧客が市場機会を掴めるようにします。
- 全体的な競争力の強化:お客様が全体的な製造コストを管理しながら最先端のパフォーマンスを達成できるようにすることで、市場における技術的リードを達成します。
航空機油圧バルブ本体のこの技術革命を達成することで、LS は最新技術の統合における包括的なプロセスの専門知識とリーダーシップを再び発揮し、高性能、効率的、収益性の高い生産への新たな窓を顧客に提供します。
オンライン インベストメント キャスティング サービスはどのようにしてリード タイムを 50% 短縮するのでしょうか?
オンラインのインベストメント鋳造会社は、プロセス革新と技術革新を活用して、従来の数週間に及ぶリードタイムを半分以下に短縮しています。それは効率の向上だけではありません。設計から製造までの完全な見直しです。自由なデータフローと最大限の生産管理により金型の制限を排除することに重点を置いています。このような抜本的な削減の鍵は、次の 3 つの基本的な変更に含まれています。
パターンレス生産とデジタル造形
従来のインベストメント鋳造では、金型の作成と設計に数週間かかります。オンライン サービス プロバイダーは通常、工業グレードの 3D プリンティングワックスパターンを直接印刷する機械。たとえば、 LS Company は、金型を使用せずに 100% ワックス鋳造パターンを直接印刷できる 3D Systems ProJet MJP 2500IC プリンタを輸入しました。これにより、ワックス パターンの準備に必要な数週間が数時間に短縮され、標準の鋳造プロセスに直接組み込むことが可能になります。
コラボレーションとデジタルコンバージェンス
オンライン プラットフォームは、統合デジタル プラットフォームの作成を通じて、CAD (コンピューター支援設計)、CAE (コンピューター支援エンジニアリング)、MES (製造実行システム) などのシステムを効果的に統合します。統合によりデータのサイロが最小限に抑えられ、注文から処理の指示とデータの追跡までのスムーズなフローが可能になり、時間とデータの重複や不一致によって引き起こされるエラーが削減されます。
スマートな生産管理とリアルタイム監視
統合された MES システムにより、生産プロセスの高度な管理が保証されます。生産スケジューリングを最適化するために、システムでは順方向スケジューリング モードと逆方向スケジューリング モードの両方を使用できます。さらに、シェルの製造、脱蝋、溶解の主要プロセスにおける装置パラメータ (温度、圧力、時間) をリアルタイムで監視することで、障害の警告と迅速な対応が可能になり、すべてのリンクの効果的な調整が保証され、待ち時間とダウンタイムが削減されます。
要約すれば、インベストメント鋳造サービスインターネットによって実現される金型作成の不要化、デジタル サプライ チェーンの接続と最適化、スマートな生産管理により、リード タイムが大幅に短縮されます。生産の柔軟性と制御性も向上します。これにより、小規模シリーズ、迅速な反復の生産ニーズに最も適した製品となり、顧客は市場の対応力と競争力の向上による恩恵を受けることができます。
カスタムインベストメント鋳造製造の価格構造分析
インベストメント鋳造のコストは、複雑なプロセスと複数のコスト要因を反映しています。見積書の主な構成要素を認識することは非常に重要です。次の表では、重要なコスト要素について詳しく説明します。
| コストカテゴリ | コアコンテンツ | 主要な影響要因 |
| 材料費 | 金属、ワックス、シェル耐火物(高価なジルコンサンドなど) | 部品重量、材料グレード、金型内のシェル層の数 |
| プロセスコスト | プロセス歩留まり(鋳造重量/総注湯重量)、エネルギー使用量、労働時間 | 部品の構造の複雑さ、生産歩留まり、プロセス期間 |
| 後処理コスト | 切断、研削、砂洗浄、熱処理、特殊検査(X線など) | キャビティの複雑さ、表面仕上げ要件、品質検査基準 |
| 管理上の償却 | 管理費、税金、利益、スクラップロスの配分 | 注文バッチサイズ、工場稼働効率 |
簡単に言えば、カスタム インベストメント鋳造の見積もりは、プロセス、材料、管理、およびリスク コストを統合して表現したものです。これらの要因の中で、部品設計の関数としてのプロセス歩留まりがコスト管理の中心的な役割を果たし、注文のバッチサイズが単価に影響を与える最適なポイントとなります。したがって、最適なコスト管理は、価格交渉ではなく、サプライヤーとの同時初期設計から生まれます。
3 段階の意思決定プロセス: プロジェクトにどのプロセスを使用する必要がありますか?
製品の性能を最適化し、コストを最小限に抑えるには、インベストメント鋳造または砂型鋳造を適切に選択することが不可欠です。この決定に直面したときは先延ばしにしないでください。むしろ、この 3 段階のプロセスを適用して、プロジェクトに最適なプロセス ルートを決定してください。
ステップ 1: 部品の特性と品質要件を評価する
主な要因は、部品の複雑さ、精度、表面仕上げの要件です。パーツに複雑なキャビティ、細かい壁 (3mm 未満) が含まれている場合、または細かい表面仕上げ(Ra < 6.3μm)、インベストメント鋳造が最も明確な選択です。ただし、構造が単純で公差が緩い場合には、砂型鋳造の方が経済的です。
ステップ 2: 生産規模と経済性を考慮する
バッチサイズは最も重要なコスト決定要素です。砂型鋳造は金型コストが非常に低いため、一体型の少量の試作品や大量生産に最適です。インベストメント鋳造には多額の初期金型投資が必要ですが、各部品のコストは実際にはさらに多くのユニットに分散されるため、素晴らしいコストパフォーマンスの価値があります。
ステップ 3: 材料と配送サイクルの重量を量る
最後に、材料の互換性 (どちらもほとんどの合金に対して安全です) と出荷時間を確認します。砂型鋳造のサイクル短く、緊急の要件を迅速に満たすことができます。インベストメント鋳造のサイクルは長いですが、複雑で精密なコンポーネントには不可欠なソリューションを提供します。
つまり、決定の鍵は、「複雑さ、量、コスト」の三角形を正確に一致させることです。複雑さ、小型、複雑な生産、大量生産にはインベストメント金型を選択し、大型、単純な生産、迅速な生産、低コストには砂型を選択するというルールを念頭に置いて、最も技術的に精通した選択を行うことになります。
よくある質問
1. インベストメント鋳造と砂型鋳造の主な違いは何ですか?
インベストメント鋳造と砂型鋳造の主な違いは、精度、費用、使用率です。インベストメント鋳造は非常に正確で滑らかであるため、複雑で小さな部品に適していますが、非常に高価でもあります。砂型鋳造は安価で大きな部品の製造に適していますが、非常に不正確で粗いものでもあります。したがって、プロセスを選択するときは常に、製品の特定の要件を考慮する必要があります。
2. どのような条件でインベストメント鋳造を砂型鋳造に置き換えるべきですか?
インベストメント鋳造を使用する高精度、表面仕上げが必要な場合や、医療・美術品などの細かい作業が必要な場合。コスト効率の高いまたは大きな部品が必要な場合は、砂型鋳造を使用してください。精密な細部部品の場合は、インベストメント鋳造を使用します。大きな作品の場合は、砂型鋳造を使用します。
3. インベストメント鋳造は砂型鋳造よりもかなり高価ですか?
はい、インベストメント鋳造は一般に砂型鋳造よりも数倍高価です。インベストメント鋳造は複雑で高価な金型を必要とするため、高精度部品に適しているためです。砂型鋳造は費用は安くなりますが、精度が低いため数倍のコスト差が生じます。選択がわからない場合は、LS までお問い合わせください。無料の製品設計と選択プロセスを提供します。
4. 砂型鋳造を使用して精密ステンレス鋼部品を製造できますか?
砂型鋳造はステンレス鋼部品の製造に使用できますが、精度が低く、表面粗さが粗いです。大型部品や非精密部品に最適です。精密部品の場合は、インベストメント鋳造の方が適しており、高いディテールを維持できます。ステンレス鋼製品に高い精度が必要ない場合は、砂型鋳造を使用するとコストをある程度削減できます。それ以外の場合は、インベストメント鋳造の使用をお勧めします。
まとめ
砂型鋳造とインベストメント鋳造は優劣の問題ではなく、さまざまな製品企画に応じた技術的な道筋です。比類のない精度、複雑な成形性、滑らかな表面仕上げインベストメント鋳造は、高精度で複雑な構造部品の第一の選択肢となっています。砂型鋳造は、極めて低い金型コスト、比類のない寸法の柔軟性、および経済性を備えており、大規模および中型の単純な構造部品や低バッチのテスト製造において確固たる地位を占めています。プロジェクトの成功は、これら 2 つのプロセスを正確に一致させるかどうかにかかっています。
プロセスの選択についてまだ納得できない場合は、LS グループが豊富な経験を活かしてお手伝いいたします。当社は無料のプロセス選択分析を提供するだけでなく、経験豊富なエンジニアのチームがお客様の図面を確認し、要件を評価し、プロジェクトを確実に成功させるための理想的な技術ソリューションを推奨します。さらに、困難な開発サイクルに対応するために、処理を進めて生産プロセスを大幅に凝縮し、市場シェアを迅速に獲得できるようにします。 LSに連絡するあなたのアイデアを現実にするために。
今すぐ設計図をアップロードしてすぐに入手しましょうインベストメントキャスティングの見積もり(インベストメント鋳造価格)究極のインベストメント鋳造精度を追求するあなたの強い味方、LSにお任せください!

📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。 LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形。金属プレス加工等のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.lsrpf.com 。


