
I servizi di lavorazione CNC sono un supporto fondamentale per la produzione di componenti di precisione per veicoli a energia alternativa. Con la crescente competitività del mercato globale dei veicoli elettrici, le case automobilistiche sono alla ricerca di soluzioni per ridurre significativamente i costi. Gli acquirenti che si chiedevano " quanto costa un componente per Xiaomi YU7 " hanno capito che i metodi di lavorazione tradizionali non sono in grado di offrire il giusto equilibrio tra altissima precisione e competitività di prezzo.
Poiché i componenti automobilistici devono spesso essere fabbricati per soddisfare le caratteristiche fisiche di ambienti diversi, è necessario utilizzare l' ottimizzazione DFM (Design for Manufacturing), altrimenti il tasso di scarto del materiale può superare il 20% e la stabilità CPK (Coefficiente di Costo per Residuo) non può essere garantita. Questo articolo illustra quindi un metodo per ridurre il costo totale di produzione del 15%-30% mantenendo al contempo una tolleranza di 0,005 mm .

Servizio di lavorazione CNC di precisione: Panoramica rapida delle risposte principali
| Bisogni fondamentali | Soluzioni | Dati chiave | Vantaggi per il cliente |
| Riduzione dei costi di manutenzione a lungo termine | Controllo di processo SPC + lavorazione a 5 assi | CPK≥1,33, Perpendicolarità±0,02mm | Elimina i costi di controllo qualità post-produzione e riduce le interferenze durante l'assemblaggio . |
| Migliorare l'utilizzo dei materiali | Ottimizzazione DFM + Regolazione dei parametri | Riduce il tasso di scarto, rapporto profondità/diametro ≤5:1. | Riduce gli sprechi di materiale e diminuisce i costi dei processi speciali. |
| Riduzione dei cicli di consegna | Raffreddamento ad alta pressione + ottimizzazione dei parametri di taglio | Aumenta la velocità di avanzamento a 1500 mm/min. | Migliora l'efficienza e riduce i costi di utilizzo delle macchine. |
| Risoluzione della deformazione da stress termico | Collegamento a 5 assi + bloccaggio idraulico | Deformazione controllabile di componenti a parete sottile, tolleranza ±0,005 mm . | Migliora la resa e garantisce la stabilità del lotto. |
Il pubblico di riferimento principale di questo articolo è costituito dai clienti del settore acquisti dell'industria automobilistica. Le sezioni principali dell'articolo riguardano i processi, i casi di studio e il controllo qualità. L'articolo evidenzia inoltre i punti critici della lavorazione meccanica e fornisce soluzioni specifiche e realizzabili per la riduzione dei costi e il miglioramento dell'efficienza.
Perché affidarsi ai servizi di lavorazione CNC di precisione di LS Manufacturing? Esperienza nella produzione di componenti per il settore automobilistico.
I partner di lavorazione CNC con cui collaboriamo hanno un impatto significativo sulla stabilità produttiva e sul controllo dei costi dei componenti per veicoli a energia alternativa. Grazie a una lunga esperienza, LS Manufacturing è oggi un fornitore di primo livello (Tier 1) ed è spesso scelta dalle case automobilistiche . L'azienda vanta professionalità e credibilità riconosciute da enti ufficiali. La nostra azienda raggiunge gli standard internazionali per i processi di lavorazione, implementando rigorosamente il sistema di gestione della qualità ISO 9001:2015 .
Vantiamo un'esperienza ventennale nella lavorazione di componenti automobilistici di precisione. I nostri servizi hanno raggiunto oltre 50 case automobilistiche in tutto il mondo. Ci concentriamo principalmente su componenti chiave per veicoli completamente elettrici e ibridi, come alloggiamenti del gruppo propulsore e corpi valvola di precisione. I nostri tecnici sono certificati IATF 16949:2016 e possiedono le competenze necessarie per realizzare componenti complessi e superare le difficoltà della produzione conforme in ambienti multifisici.
In precedenza, abbiamo aiutato una casa automobilistica leader ad affrontare le difficoltà di lavorazione della lega di alluminio 7075, migliorando la resa produttiva dall'82% al 99,7%, riducendo il costo per pezzo del 28% e generando un risparmio di oltre 500.000 dollari all'anno grazie all'utilizzo di servizi di lavorazione CNC ad alte prestazioni ed economicamente vantaggiosi, basati sui dati.
Che si tratti di sviluppo di prototipi o di produzione di massa, possiamo fornire soluzioni personalizzate per ridurre al minimo i rischi di consegna e di qualità . Se avete dubbi sulla precisione della lavorazione, sui costi o sui tempi di consegna, contattate i nostri ingegneri senior per una consulenza gratuita sull'ottimizzazione dei processi.

Perché i servizi di lavorazione CNC di precisione possono ridurre i costi di manutenzione a lungo termine per i veicoli a energia alternativa?
La precisione dei componenti strutturali nei veicoli a energia alternativa determina non solo la stabilità dell'intero veicolo, ma anche la sua durata. L'utilizzo di un servizio di lavorazione CNC di alta precisione è uno dei modi per eliminare i difetti di produzione e, al contempo, ridurre i costi di manutenzione del veicolo durante tutto il suo ciclo di vita. Questa è una delle principali sfide che i produttori automobilistici si trovano ad affrontare.
Il controllo di processo SPC contribuisce a mantenere la stabilità del CPK e a ridurre al minimo il rischio di interferenze durante l'assemblaggio.
Grazie al controllo di processo SPC, siamo riusciti a mantenere stabile il valore CPK a un livello superiore a 1,33, con 3 pezzi difettosi su 1000, riducendo efficacemente le interferenze di assemblaggio, prevenendo i costi di rilavorazione e sostituzione e diminuendo le spese di manutenzione direttamente alla fonte.
Lavorazione a 5 assi vs. lavorazione a 3 assi: due vantaggi per moltiplicare l'efficienza e ridurre le tolleranze.
La lavorazione a cinque assi offre grandi vantaggi, soprattutto nella gestione di strutture complesse con superfici curve:
- Il componente può essere lavorato da più facce in un'unica operazione , eliminando così gli errori di posizionamento, garantendo una perpendicolarità di 0,02 mm e riducendo gli scarti.
- L'efficienza lavorativa può essere aumentata di oltre il 30 %, il che significa una riduzione delle ore macchina, insieme alla riduzione dell'usura degli utensili e al risparmio sui costi di sostituzione ; tutti questi fattori contribuiscono indirettamente a una diminuzione dei costi di manutenzione.
Un servizio di lavorazione CNC di alta qualità e precisione coniuga accuratezza e costi . Scegliere una soluzione di lavorazione CNC economicamente vantaggiosa massimizza il rapporto costo-efficacia. Per informazioni sul risparmio sui costi di manutenzione, è possibile scaricare gratuitamente il nostro white paper di settore.
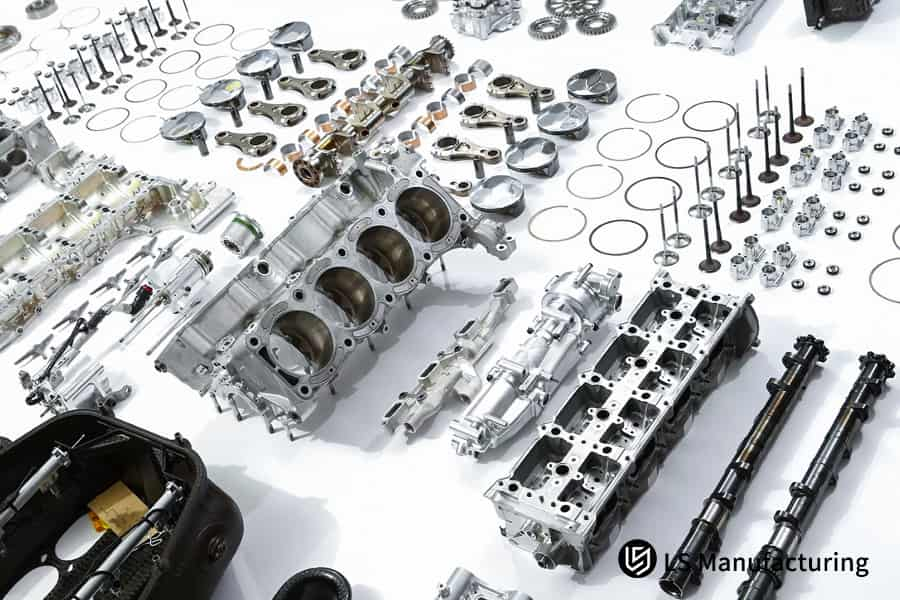
Figura 1: Primo piano di componenti del blocco motore in alluminio lavorati a CNC con dettagli complessi.
Come ottimizzare l'utilizzo dei materiali tramite la progettazione per la producibilità (DFM) nei servizi di lavorazione CNC personalizzata per componenti auto?
L'ottimizzazione DFM è fondamentale per il risparmio di materiale nei servizi di lavorazione CNC personalizzati . Oltre a ridurre gli sprechi e ad accorciare i tempi di lavorazione, può essere utilizzata per componenti automobilistici realizzati in leghe di alluminio.
Confronto tra velocità di taglio e ottimizzazione dei parametri per leghe di alluminio
Le velocità di taglio delle leghe di alluminio più comunemente utilizzate nel settore automobilistico, ovvero la 6061-T6 e la 7075, differiscono notevolmente. Di seguito sono riportati alcuni dati dei nostri test per facilitare la messa a punto dei parametri:
| Tipi di leghe di alluminio | Velocità di taglio vc (m/min) | Velocità di avanzamento f (mm/giro) | Durata dell'utensile (minuti) | Utilizzo dei materiali (%) |
| 6061-T6 | 300-400 | 0,2-0,3 | 120-150 | 85-90 |
| 7075 | 200-280 | 0,15-0,25 | 80-100 | 80-85 |
Raccomandazioni chiave per la regolazione dei parametri strutturali
Modificare i parametri strutturali del componente è uno dei modi per migliorare l'utilizzo del materiale. Ecco alcuni suggerimenti specifici:
- Mantenere il raggio di curvatura R tra 1,5 e 2,0 mm è un modo per evitare gli scarti e prevenire l'usura dell'utensile.
- Mantenere lo spessore della parete T tra 2,0 e 3,0 mm è un modo per evitare spessori eccessivi e sprechi, nonché per ridurre i tempi di lavorazione .
- Rapporto profondità-diametro del foro pari a 5:1 per ridurre la necessità di costosi processi speciali e facilitare una maggiore resa.
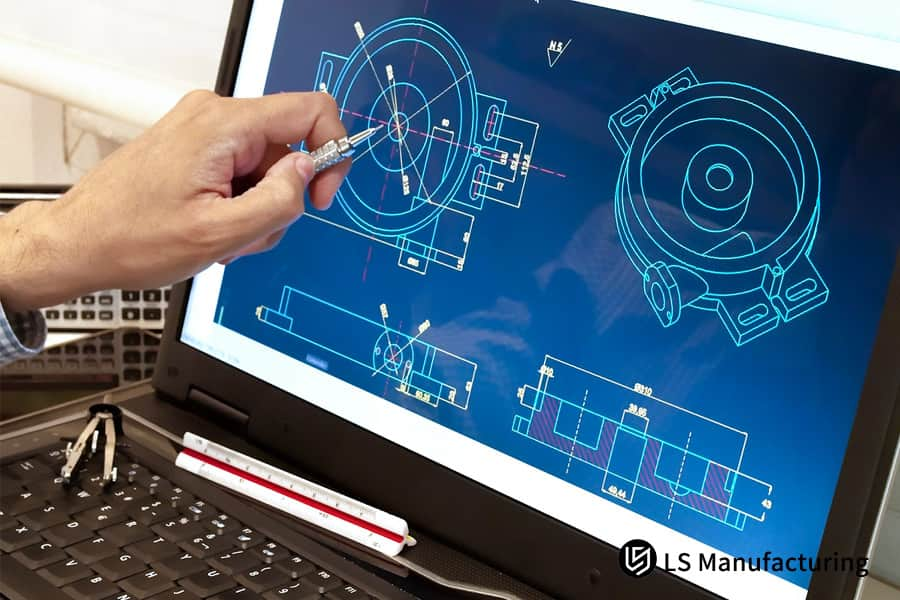
Figura 2: Un ingegnere esamina il progetto CAD per la produzione di un componente automobilistico.
Come ottimizzare il taglio per ridurre i tempi di consegna di gusci complessi tramite servizi di lavorazione CNC?
I lunghi cicli di lavorazione per componenti complessi in lega di alluminio rappresentano un problema importante nel settore. Sviluppando parametri di taglio ottimali e integrando tecnologie avanzate, è possibile ridurre drasticamente i tempi di consegna dei servizi di lavorazione CNC senza compromettere la qualità.
Utilizzo della tecnologia di raffreddamento ad alta pressione
Nel nostro processo produttivo, utilizziamo una tecnologia di raffreddamento ad alta pressione di 300 bar che nebulizza ed evapora con precisione il calore dalla zona di taglio, evitando così non solo la deformazione termica dei pezzi , ma anche riducendo al minimo la necessità di regolazioni e rilavorazioni.
Inoltre, ciò ci consente di aumentare la velocità di avanzamento da 1200 mm/min fino a 1500 mm/min, incrementando di conseguenza la produttività della lavorazione del 25% e riducendo drasticamente il tempo di lavorazione di un singolo pezzo.
Ottimizzazione precisa dei parametri di taglio
Basandoci sulla struttura del componente del guscio, abbiamo ottimizzato i parametri di taglio. Il confronto specifico è il seguente:
| Parametri di taglio | Prima dell'ottimizzazione | Dopo l'ottimizzazione | Miglioramento |
| Velocità di avanzamento (mm/min) | 1200 | 1500 | Miglioramento dell'efficienza del 25% |
| Velocità di taglio (m/min) | 320 | 380 | Riduzione dell'usura degli utensili del 15% |
| Profondità di taglio (mm) | 1.5 | 2.0 | Riduzione del 20% delle fasi di lavorazione |
Come risolvere le sollecitazioni termiche nella lavorazione CNC di componenti auto con tecnologia a 5 assi?
Nella lavorazione CNC di componenti automobilistici , in particolare di pezzi a parete sottile con uno spessore inferiore a 1,5 mm, è molto probabile che si presentino problemi di deformazione e torsione.
La tecnica di lavorazione simultanea a 5 assi, in combinazione con la produzione conformale multifisica, rappresenta una soluzione efficace a questo problema.
Implementazione del concetto di produzione conforme multifisica
Integrando le simulazioni del campo di temperatura e del campo di sollecitazione, possiamo analizzare e prevedere come si verificheranno le deformazioni. Questa capacità ci consente di determinare i percorsi di lavorazione e i metodi di bloccaggio ottimali , il che a sua volta ci permette di evitare i rischi di deformazione, migliorare l'efficienza e aumentare la resa.
Principali passi per alleviare lo stress residuo
Durante la lavorazione a 5 assi, adottiamo due approcci per rilasciare le tensioni residue:
- Serraggio idraulico preciso (2-5 kN) per evitare deformazioni e mantenere la stabilità.
- Percorso di taglio simmetrico per ottenere una distribuzione uniforme di stress e calore nel pezzo, prevenendo così la deformazione e garantendo tolleranze entro 0,005 mm.
Caso di studio LS Manufacturing: Aiutare un'azienda automobilistica a ridurre i costi del 30% sui componenti personalizzati per auto, in particolare per i fusi a snodo dello sterzo.
I fusi a snodo sono componenti automobilistici personalizzati fondamentali per il telaio dei veicoli a energia alternativa. Un fornitore di primo livello ha riscontrato difficoltà nella lavorazione di un nuovo fuso a snodo durante la fase di prototipazione. LS Manufacturing ha offerto una soluzione su misura, riuscendo a ottenere una riduzione dei costi del 30% e un aumento dell'efficienza.
Sfide dei clienti
I fusi a snodo dello sterzo forniti dal produttore sono realizzati in lega di alluminio 7075, un materiale difficile da lavorare che può causare frequenti rotture degli utensili. Inoltre, il tasso di resa del processo era inferiore all'85% e il costo unitario era di 80 dollari , ovvero il 40% in più rispetto al budget previsto. Oltre a questi problemi, l'azienda ha dovuto affrontare anche la sfida di fornire i campioni in tempi molto brevi per consentire i test su strada.
LS Manufacturing Solutions
Dopo aver ricevuto le modifiche richieste dal cliente, il nostro team di ingegneri ha immediatamente effettuato un esame dettagliato dei disegni del componente. Tenendo conto della lavorazione della lega di alluminio 7075, abbiamo elaborato un piano di ottimizzazione completo:
Abbiamo modificato strutturalmente il sistema di fissaggio idraulico, utilizzando un metodo di posizionamento a sei punti per controllare con precisione la forza di serraggio a 3,5 kN , il che non solo ha impedito la deformazione da serraggio, ma ha anche aumentato l'efficienza di serraggio e ridotto i tempi di serraggio.
- Aggiornamento degli utensili:
Abbiamo introdotto utensili rivestiti in carbonio simile al diamante (DLC) . La durezza di questi utensili è superiore a HV2000 e la loro resistenza all'usura è superiore del 40%, il che si è rivelato la soluzione ideale per i problemi di scheggiatura degli utensili e, allo stesso tempo, per prolungarne la durata.
- Ottimizzazione dei processi:
Abbiamo rielaborato il percorso di lavorazione simultanea a 5 assi e applicato parametri di taglio ad alta velocità di 18000 giri/minuto, ottenendo una riduzione del 35% della corsa a vuoto e una diminuzione del tempo di lavorazione. Allo stesso tempo, dopo l'ottimizzazione DFM, abbiamo modificato alcuni parametri del pezzo, come il raggio di raccordo e lo spessore della parete, con conseguente migliore utilizzo del materiale.
Risultati e valore
Dopo l'ottimizzazione, il tasso di resa del fuso a snodo è stato portato al 99,8% , i costi di attrezzaggio sono stati ridotti del 30% e il costo unitario è sceso a 54,4 dollari (una riduzione del 32%). Abbiamo spedito i campioni entro 10 giorni, quindi il modello del veicolo è stato testato con successo su strada.
Questo caso dimostra in modo lampante come il nostro servizio di lavorazione CNC personalizzata possa rappresentare una soluzione efficace alle problematiche relative alla lavorazione di componenti automobilistici, offrendo ai clienti vantaggi in termini di riduzione dei costi e aumento dell'efficienza . Se anche voi affrontate sfide di lavorazione simili, contattateci per una valutazione gratuita del processo e per scoprire le soluzioni che vi permetteranno di sfruttare appieno il vostro potenziale di riduzione dei costi.

Come garantire la coerenza dimensionale nella produzione automobilistica CNC con tracciabilità completa?
La coerenza dimensionale è il fattore principale su cui fanno affidamento tutte le case automobilistiche nella produzione in serie di componenti per autoveicoli tramite macchine CNC . La tracciabilità della qualità lungo l'intero processo può essere un modo efficace per garantirla, contribuendo al contempo a evitare problemi di assemblaggio e scarti di produzione.
Configurare una linea di ispezione dell'intero processo
Abbiamo deciso di implementare una linea di controllo qualità completa per garantire la precisione dei componenti :
- Ispezione delle materie prime: le materie prime di ogni lotto vengono testate per composizione e durezza, in modo da garantire la conformità agli standard di settore.
- Ispezione in corso di processo: la CMM controlla le dimensioni chiave in tempo reale, ad esempio, campiona 10 pezzi all'ora per correggere le deviazioni senza indugio.
- Ispezione del prodotto finito: AOI effettua un'ispezione al 100% dei prodotti finiti; ogni spedizione è accompagnata da un rapporto di ispezione CMM.
Garanzia esatta di coerenza dimensionale
Possiamo garantire che su 10.000 unità, la deviazione della distanza centrale dei fori per la chiave è di 0,01 mm (principio 3), ovvero un tasso di conformità dimensionale del 99,9% , garanzia di qualità fornita da dati esplicitati.

Figura 3: Cerchi in lega ad alte prestazioni realizzati con lavorazione CNC personalizzata.
Come conciliare la finitura superficiale e la convenienza economica della lavorazione CNC nella produzione di massa?
Nella produzione di massa, la rugosità superficiale ha un impatto molto significativo sui costi di lavorazione CNC . L'esigenza degli acquirenti è quindi quella di trovare un equilibrio tra questi due fattori.
Differenze di costo tra diverse rugosità superficiali
All'aumentare della rugosità superficiale, aumentano anche i costi. La differenza di costo tra Ra0.8 e Ra0.4 è piuttosto elevata, come illustrato di seguito:
| Rugosità superficiale Ra (μm) | Passaggi finali | Costo di lavorazione di un singolo pezzo (USD) | Costo aggiuntivo (rispetto a Ra1.6) |
| 1.6 | 2 | 40 | 0% |
| 0,8 | 4 | 60 | 50% |
| 0,4 | 8 | 100 | 150% |
Soluzione ottimale ed economicamente vantaggiosa per il trattamento delle superfici
Offriamo soluzioni economicamente vantaggiose per diversi scenari applicativi :
- Le superfici non assemblate possono essere rifinite con una rugosità Ra di 1,6, in modo da non richiedere una rettifica fine e quindi ridurre i costi.
- Per le superfici di assemblaggio critiche, la precisione è garantita da una rettifica fine entro Ra0.8.
- Sono inoltre disponibili soluzioni combinate, come l'anodizzazione dura, per soddisfare i requisiti del test di nebbia salina di 240 ore.
Un corretto bilanciamento può ridurre i costi complessivi dei servizi di lavorazione CNC del 15%-20%. Per soluzioni personalizzate, contattateci per un preventivo gratuito.

Figura 4: Grafico che confronta i livelli di rugosità superficiale per la tornitura e la fresatura CNC.
Perché la catena di fornitura di LS Manufacturing può garantire consegne stabili di lavorazioni CNC per il settore automobilistico?
La fornitura affidabile di componenti automobilistici tramite lavorazione CNC dipende in larga misura da una solida catena di approvvigionamento. Per garantire una fornitura affidabile, LS Manufacturing non solo collabora, ma integra profondamente le proprie operazioni della catena di approvvigionamento.
Attenuare i rischi commerciali attraverso la profonda integrazione delle catene di approvvigionamento secondarie
Abbiamo stretto alleanze con i principali produttori di alluminio e acciaio; grazie a queste collaborazioni, abbiamo integrato catene di approvvigionamento secondarie, creando un sistema diversificato. Ciò riduce i rischi associati alle fluttuazioni commerciali e alla scarsità di materie prime , contribuendo a mantenere una fornitura costante di lavorazioni CNC per componenti automobilistici.
Garantire la coerenza qualitativa delle materie prime attraverso un controllo rigoroso
Per garantire che ogni lotto sia uniforme e soddisfi gli standard stabiliti, tutte le materie prime sono accompagnate da un rapporto di prova di terze parti che ne verifica la composizione e la durezza. Questo passaggio è essenziale per raggiungere un livello di uniformità del materiale del 100% , prevenendo così fluttuazioni di qualità e ritardi dovuti a rilavorazioni.
Bloccare i costi tramite un sistema digitale di allerta precoce per l'inventario
Il nostro sistema digitale di allerta precoce per le scorte è in grado di monitorare inventario e prezzi 24 ore su 24, consentendo un rifornimento tempestivo. Grazie a partnership a lungo termine, possiamo garantire prezzi stabili per le materie prime e, di conseguenza, offrire ai clienti preventivi affidabili mantenendo al contempo un vantaggio in termini di costi.
Il nostro servizio di lavorazione CNC per componenti automobilistici vanta un tasso di consegna puntuale del 99,5% , eliminando ogni preoccupazione relativa alla consegna. Per collaborazioni a lungo termine, contattateci per scoprire le nostre soluzioni di garanzia della catena di fornitura.
FAQ
D1: Quali livelli di tolleranza può raggiungere la vostra lavorazione di precisione di componenti automobilistici?
In genere, il nostro livello di tolleranza è di 0,01 mm. Grazie all'utilizzo di macchine a cinque assi avanzate, possiamo ridurlo ulteriormente a 0,005 mm, soddisfacendo pienamente i requisiti di precisione dei componenti per veicoli a energia alternativa. Puoi caricare i tuoi disegni per ottenere un preventivo immediato per la lavorazione CNC e conoscere i dettagli specifici del processo.
D2: Qual è il vostro ciclo di risposta tecnica e di consegna per lo sviluppo di prototipi per nuovi progetti automobilistici di precisione?
Entro 24 ore dalla ricezione dei disegni 3D, possiamo effettuare la valutazione DFM e proporvi le soluzioni di lavorazione. Potrete persino ottenere prototipi di alta precisione in 3-7 giorni lavorativi, il che rappresenta un grande vantaggio per abbreviare i tempi di ricerca e sviluppo.
D3: Come garantite una qualità costante in ogni lotto di componenti automobilistici CNC prodotti in serie?
Grazie all'utilizzo del controllo statistico di processo (SPC), effettuiamo misurazioni al 100% delle dimensioni principali lungo tutta la linea di produzione. Inoltre, ogni lotto è accompagnato da un report CMM che ci permette di verificare la qualità costante e la conformità dimensionale.
D4: Quali materiali comunemente utilizzati nel settore automobilistico supportate per la lavorazione?
Abbiamo una vasta esperienza nella lavorazione di leghe di alluminio (6061/7075), acciaio ad alta resistenza e leghe di magnesio, che sono i tipi di materiali più ampiamente utilizzati nel processo di produzione di componenti automobilistici.
D5: Come si riducono i costi iniziali di stampi o attrezzature nel processo di personalizzazione dei componenti automobilistici?
Grazie all'utilizzo di attrezzature modulari standardizzate e a linee di produzione flessibili, riusciamo a ridurre i costi di attrezzaggio di circa il 20% per la personalizzazione di piccoli e medi lotti. In questo modo, la soglia di accesso alla personalizzazione si abbassa.
D6: LS Manufacturing può fornire assistenza per le modifiche di progettazione volte a ridurre il peso dei componenti?
Sì, forniamo suggerimenti gratuiti per l'ottimizzazione DFM e introduciamo tecniche come la svuotatura e il cambio di materiale per ottenere una riduzione del peso senza compromettere la resistenza.
D7: Se i disegni sono soggetti a requisiti di protezione della proprietà intellettuale, come garantite la sicurezza tecnica?
Siamo sempre molto rigorosi in merito alle condizioni degli accordi di non divulgazione (NDA). Ad esempio, in un ambiente LAN indipendente, solo il team di progetto avrà accesso ai disegni. La sicurezza IP dei clienti è inoltre ben protetta dal nostro solido sistema di riservatezza, che include diversi livelli di sicurezza.
D8: Quali sono i diversi servizi di post-elaborazione per componenti esterni di autoveicoli che offrite?
Offriamo servizi di anodizzazione dura, elettroforesi e verniciatura a polvere che rendono i componenti capaci di superare test di nebbia salina di 240 ore . Inoltre, la texture e la durata dei componenti risultano notevolmente migliorate.
Riepilogo
La produzione di componenti automobilistici di precisione è un vero e proprio gioco di equilibri tra materiali, processi, costi e qualità. Al centro di questo equilibrio si trovano servizi di lavorazione CNC di alta qualità; scegliere il partner giusto può sia contenere i costi che garantire la qualità.
Desiderate un fornitore estremamente affidabile per il vostro progetto automobilistico di nuova generazione? Caricate semplicemente i vostri disegni in formato STEP e i nostri ingegneri esperti vi forniranno, entro 12 ore, un report di valutazione gratuito con suggerimenti per l'ottimizzazione dei processi, aiutandovi a cogliere le opportunità di mercato e a raggiungere i due obiettivi di riduzione dei costi e miglioramento dell'efficienza nella lavorazione di componenti di precisione!
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


