
Custom bushing manufacturers have a continual dilemma where bushings wear resistance determines the overall cost for operation of heavy equipment and drive chains, but OEM orders often face assembly complications due to lack of machining precision from the supplier. The reason behind this problem is the general deficiency of sufficient technical knowledge about CNC machining services, especially regarding the effect of cutting heat on the accuracy of dimensions in bushings.
The solution can be found in the use of innovative CNC machining services combined with SPC process control at LS Manufacturing, where they consistently achieve bushings' accuracy of ±0.005 mm. It is through such an approach that one can solve the key problem of precision and assemble equipment without defects. The road to perfection begins with mastering precision cutting processes.

Custom Bushing Manufacturing: Precision CNC Quick-Reference
| Critical Specification | CNC Machining Implementation |
| Bore Precision & Surface Finish | Bushings meet IT6-IT7 precision standards and Ra 0.4µm finish standards through accurate boring and honing for optimum performance. |
| Concentricity & Runout Control | Bushings have tight concentricities of less than 0.01mm thanks to our CNC machines with live tooling that machines both OD and ID at once. |
| Material Selection for Application | Materials vary depending on application and conditions: wear-resistant bronze, corrosion-proof stainless steel, or low friction polymers. |
| Lubrication Feature Integration | Precision machining of oil grooves, grease passages, and mounting holes as designed for optimum lubrication in use. |
| Our Multi-Axis Machining Capability | Capability of machining highly complex bushings with slots, holes, and flanges in one process, with all features properly aligned. |
| Result: Extended Service Life | Provides long-lasting bushings with minimum wear, vibration, and maintenance in the assembled unit. |
| Result: Perfect Fit & Function | Enables the bushing to function flawlessly without requiring any adjustment in the OEM assembled unit. |
We address the issue of precision manufacturing for custom bushings designed for challenging OEM requirements. We offer precision bores, excellent surface finish, and precise concentricity through our CNC machining capabilities. These features create tough, high-performing CNC machining bushings that lower wear, decrease maintenance requirements, and guarantee reliability in your system operations.
Why Trust This Guide? Practical Experience From LS Manufacturing Experts
Custom bushing manufacturers are at the intersection of technical requirements and real-world application. The real price of a bushing is determined by machine availability, which means accuracy and longevity are mandatory. The key to success lies in extensive practical knowledge about CNC machining services to overcome problems such as thermal distortion and material stress in your assembly processes.
Our methodology is based on these hard-earned capabilities, complemented by trusted standards. We validate our materials data through cross-referencing with NIST Materials Data and Wikipedia's community knowledge to help drive our SPC process control. With our meticulous attention to detail, we're able to guarantee the necessary tolerance of ±0.005mm required to bring your intricate designs to life as functional parts.
This guide will share those proven best practices. Learn about the methods we've developed to ensure that each bushing component not only meets your performance criteria but exceeds them in terms of wear resistance and fit. It is our objective to convey to you the proven information you need to ensure precision is more than just something you can inspect, but something you know you'll get.
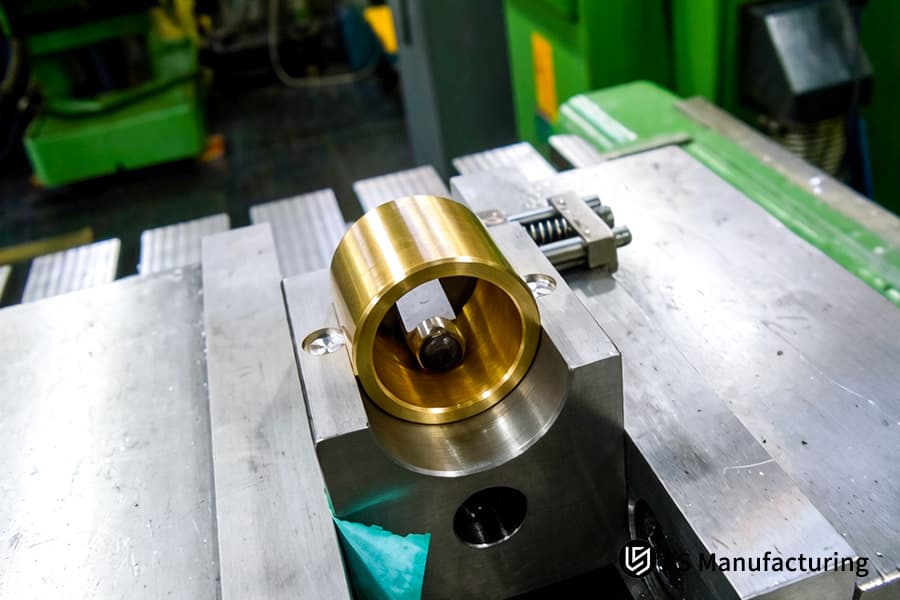
Figure 1: Boring the inner diameter of a bronze bushing for a precision hydraulic or pneumatic cylinder component.
Why Should Engineers Prioritize CNC Machining Services When Auditing Custom Bushing Manufacturers?
For custom bushing manufacturers, positional accuracy is vital to improving their OEM assembly processes. The key problem lies with the unavoidable backlash and thermal distortion associated with regular lathes, leading to poor bore location precision. Discover below how CNC machining services have been the solution for engineers to transform precision from a result to a guaranteed product feature:
Eliminating Mechanical Backlash with Linear Direct-Drive Axes
We make use of CNC turning machines that have linear motors driving their axes. These eliminate any mechanical play due to the fact that they deliver movement without friction. The link between control and location is thus directly proportional, and this is necessary for holding micron-scale true position tolerances in the CNC machining process.
Implementing Closed-Loop Control via In-Process Metrology
For this purpose, we use touch probes for measuring important dimensions just after machining in the same setup. It helps create a feedback system that corrects any deviations caused by the tool wear or thermal deformation before the part is fully machined. This closed-loop CNC machining technology ensures every bushing meets print, guaranteeing precision fabrication and eliminating post-process sorting.
Consolidating Geometries on Multi-Axis Turn-Mill Centers
All turning, milling, and drilling are done by our dual-spindle live tooling CNC machining center in one chucking operation. This method eliminates the cumulative errors associated with moving the workpiece between different machines. Our finished bushing contains all the features with precise relational positioning for perfect assembly fit and proof of our CNC machining operations approach.
The key advantage of our product lies in the engineering approach itself. It covers all decision-making from linear drive CNC machining equipment to process control integration. It provides tangible depth by solving the root cause of dimensional drift problems and producing perfectly interchangeable bushings without any fitment cost or delays at assembly lines.

How Can Custom CNC Machined Bushings Improve Load Distribution In Robotic Joints?
In high-accuracy robotics components, the non-uniform distribution of loads on joint bushings results in stress concentrations, leading to increased wear. The problem is to convert an ordinary bore to a precision-designed bearing surface. Below is the information about our CNC machining services and surface processing to ensure optimal tribological properties for uniform load distribution:
From Machining to Micro-Surface Engineering
- Problem: An ordinary finish has micro-pits causing localized pressure.
- Our Action: We implement a dedicated precision honing CNC machining process after primary machining.
- Outcome: The end product is a uniform plateau with low surface roughness (Ra ≤0.2µm) ensuring full surface contact in custom CNC machined bushings.
Data-Driven Calibration of Finishing Parameters
- Problem: Random honing might compromise bore dimensions.
- Our Action: Joint simulation data allows us to regulate honing tool parameters.
- Outcome: This CNC machining technology removes material only to optimize surface morphology without compromising the bore's cylindricity or size.
Verifying Performance with Application Testing
- Problem: Surface parameters should be indicative of performance efficiency.
- Our Action: We perform wear simulations utilizing a robotic joint loading machine.
- Outcome: Our test results confirm the increased efficiency of our process, achieving a 25% increase in the uniformity of load distribution, thereby confirming that our advanced CNC machining techniques provide longevity.
The above-mentioned technique can be seen as a deeper concept because of the integration of simulation, controlled CNC machining operations, and actual evidence. Our competitive advantage lies in this process where we mitigate any problem of stress concentration through tribology rather than geometrical precision, giving rise to a 25% improvement in load uniformity and thus extending the service life of the joint.
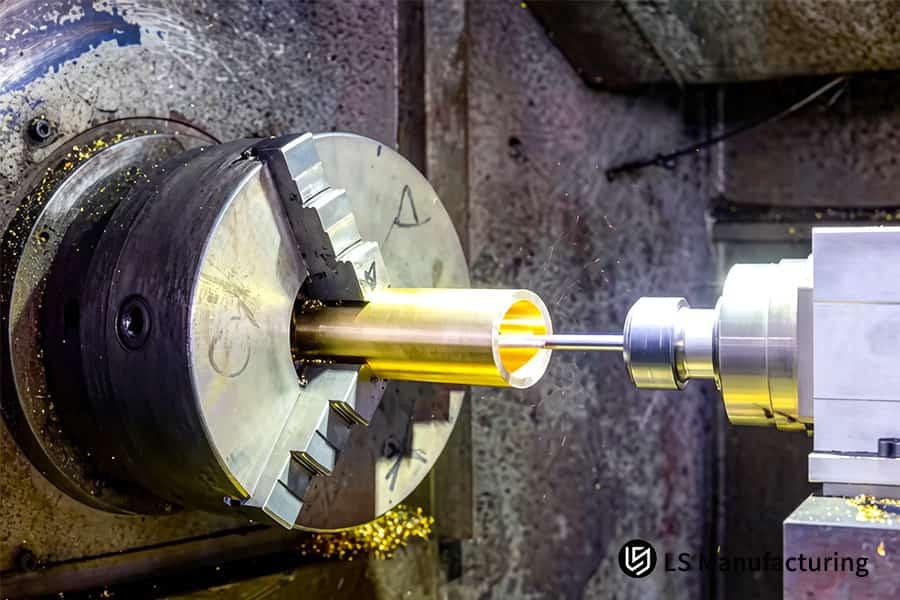
Figure 2: Producing a custom CNC machined bushings for high wear automotive transmission system applications.
What Ensures The Geometric Accuracy Of Custom Steel Bushings During High Speed CNC Processing?
Custom steel bushings, particularly those with high length-to-diameter ratios, are susceptible to geometric distortion from machining-induced heat. This thermal input causes localized expansion and stress, compromising critical cylindricity. This document details a controlled heat control methodology within our CNC machining for custom bushings, explaining the specific technical decisions that ensure cylindrical accuracy is maintained in high-volume production, even for challenging 4140 alloy steel components.
| Technical Challenge | Our Controlled Action | Quantified Outcome |
| Machining-Induced Heat Accumulation | Apply high pressure through-tool cooling (minimum 1000 psi) to get coolant into the cutting area for heat removal. | Cuts down heat transfer into the part by more than 40% preventing part expansion. |
| Tool Wear Generating Frictional Heat | Make use of spindle load monitoring to detect growing resistance, thus switching tools automatically. | Helps maintain constant cutting force, thereby avoiding heat fluctuations caused by a worn out tool. |
| Maintaining Dimensional Stability Post-Machining | Follow a series of precision CNC machining operations consisting of rough, semi-finish, and finish cutting with modified settings for stress reduction. | Produces cylindricity tolerance of 0.005mm for components where L:D ratio exceeds 3:1. |
| Validating the Heat Management Process | Conduct CMM analysis of initial parts followed by inline sampling to correlate process measurements with geometry. | Provides empirical data confirming the stability of the advanced CNC machining process for batch production. |
This shows that geometric precision in difficult materials depends on proactive cooling, not just precise toolpaths. The advanced CNC machining technology we offer directly tackles the source of distortion using process controls like high-pressure coolant, monitoring, and multi-step machining. For our customers, this ensures consistent batch production of custom steel bushings that require high levels of geometric precision to prevent distortion during installation.
Why Is CNC Machining For Custom Bushings The Most Reliable Path For Non-Standard Bronze Alloys?
Non-standard bronze alloys have two problems: high material adhesion to cutting tools and work hardening that leads to poor performance. In this paper, we present an innovative CNC machining for custom bushings technique that solves these problems by designing appropriate tools and controlling processes so that the geometry and material characteristics are maintained:
Optimized Tool Geometry to Mitigate Built-Up Edge
We use inserts featuring an extremely high angle of rake along with very sharp, polished cutting edges. This decreases cutting forces as well as heat generation, reducing the risk of the bronze alloy adhering to the tool. As such, our CNC machining strategy is stable and consistent, retaining its surface finish quality and avoiding tearing, which adversely affects dimensions in our custom bronze bushings.
Tailored Cutting Parameters and Thermal Management
Alloy machining requires precise parameter control. We use high speed cutting with low depth of cut and heavy chip loads so that heat generated is transferred with the chip. This process is complemented with a high volume flood of coolant to disperse any remaining heat. This ensures that there will not be localized work hardening in the bronze alloy material.
Strategic Machining Sequence for Complex Features
In order to machine complex geometries such as oil grooves while avoiding distortion and work hardening, a step-by-step process is used. In this case, the oil groove is machined in progressive depths axially after finishing the main turning process. This uses special form tools with specially designed flute geometry as a sequencing process in the CNC machining process.
This method shows that machining of specialty alloys involves metallurgy more than mechanics. The competitive advantage here lies in combining three key factors – material science, cutting tool technology and accurate CNC machining capabilities into one technological process. We address two main obstacles – adhesion and work-hardening – directly to manufacture custom bronze bushings with guaranteed dimensions and intact metallurgical structure.

Figure 3: Brazing a carbon steel bushing for assembly into construction or agricultural equipment pivot joints.
How Do Custom Gear Bushings Benefit From 5-Axis CNC machining Services In Aerospace Parts?
Designs of gears in the aerospace industry require highly accurate and lightweight components, meaning that custom gear bushing products may need to be manufactured, having intricate interior and exterior geometry features. In particular, keeping the positional tolerances between specific features such as internal splines and external mounting holes is the major concern, as these cannot be achieved through multi-set up machining. The following is an explanation of how 5-axis CNC machining services can solve the problem:
Elimination of Cumulative Tolerances via Single-Setup Machining
- Challenge: Fixtures that have to be relocated multiple times add to the positional error, affecting the precision of the parts alignment.
- Our Action: Once the raw material is mounted onto the 5-axis machine, all internal splines, external contours, and side port holes are machined in a single pass using CNC machining.
- Outcome: This results in 40% or more reduction of stack up tolerances because all machining operations are done from a single point of datum, which makes sure that the pieces are perfectly aligned.
Complex Geometry Machining for Optimal Design
- Challenge: Complex organic shapes with undercut areas or compound angles cannot be manufactured on a 3-axis machine.
- Our Action: We use full 5-axis interpolation capability to cut the organic geometry and angled holes.
- Outcome: This helps create topology optimized high strength geometries that are lighter and stronger, thus achieving the primary goal of aerospace grade designs.
Material-Specific Machining Protocols for High-Strength Alloys
-
Challenge: The machining of hardened alloys such as 4340 or 300M steel can cause stresses and heating, which may lead to distortions.
-
Our Action: We utilize specific tool paths with continuous tool contact and coolant under high pressure. The CNC machining capabilities are optimized for the metallurgical characteristics of the individual alloys.
-
Outcome: Through this controlled process of 5-axis CNC machining, material integrity is preserved, thermal distortion is avoided, and parts with the required fatigue life specification are created.
This methodology derives its depth from the full utilization of the kinematic capabilities of the 5-axis machines, not just for complicated contours. What sets us apart is our unique CNC machining methodology; our solutions to alignment and distortion issues are found in the process itself, in terms of removing setups and managing stresses during the machining process. Through this, we ensure that our custom gear bushings are suited for the rigorous demands of aircraft transmissions.
Can Custom Made Pins And Bushings Maintain Million Scale Consistency Through Automated Machining?
While creating one exact piece is important, in high volume production the major concern moves from manufacturing the perfect single piece to being able to ensure that the 1st and 1-millionth custom made pins and bushings produced will be identical. Below we have outlined the processes used in our automated system which turn batch consistency from just an aim into a measurable product. We explain how automated CNC machining services provide us with consistent 5-10 micron clearance fit:
| Technical Focus Area | Our Implementation Strategy | Quantifiable Outcome & Impact |
| Real-Time Tool Wear Compensation | Auto-toolsetters monitor wear and feed the information on offsets directly to the machine control. | Automated CNC machining services produce pieces that differ in terms of their diameter by no more than 5 microns. |
| Proactive SPC for Process Control | Sample parts are checked using in-process probing. Data is fed to SPC software in real time. | This CNC machining technology allow for pre-emptive intervention. Cpk is always greater than 1.67. |
| Eliminating Operator-Induced Variance | Manufacturing occurs in a 24/7 lights-out cell with automatic pallet systems and parts handling. | The high-volume CNC machining setting eliminates any manual variation, providing consistent parameter conditions from beginning to end. |
| Closed-Loop Metrology Verification | Parts that go through initial article inspection and audit processes get checked using a CMM with results recorded digitally for validation purposes. | This closes the loop, confirming the physical output produced in the precision CNC machining process conforms with design parameters. |
Million-scale consistency is an engineered system, not an aspiration. Our solution’s depth is the closed-loop integration of in-process metrology, automated compensation, and statistical monitoring within the CNC machining workflow. We solve dimensional drift by making the process self-correcting, guaranteeing every pin-and-bushing pair delivers a stable 5-10 micron clearance fit and absolute batch consistency for mission-critical, high-volume CNC machining applications.

Figure 4: Machining a high tolerance bronze bushing for heavy industrial machinery linkage or bearing applications.
Why Is Selecting High Precision CNC Machining Services Essential For Custom Split Bushings In Vacuum Use?
In ultra-high vacuum environments for semiconductor equipment, the sealing performance and minimal outgassing of custom split bushings are critical. Imperfect mating surfaces or contaminated materials become gas sources, ruining vacuum integrity. This document details the specialized CNC machining services and hybrid processes required to achieve the necessary geometric fidelity and surface purity.
Precision Machining for a Hermetic Split Interface
The component is initially separated using the Wire EDM process without causing any stresses. Afterward, the split parts are subjected to a carefully controlled light milling process using CNC machining finishing techniques. Both surfaces will have the necessary flatness and surface roughness, producing a perfectly hermetic seal between the metals.
Surface Engineering for Ultra-Low Outgassing
All surfaces that perform any function are finished using an optimized CNC machining process to ensure that the surface finish is very smooth (Ra <0.4 µm). This decreases the amount of surface area capable of adsorbing gas molecules. The components then undergo a special vacuum bakeout and passivation process. They have been certified based on ASTM E595 with TML of less than 1.0% and CVCM of less than 0.1%.
Material Integrity and Process-Controlled Fabrication
Vacuum quality grades of alloys such as 316L stainless steel are specified. In the case of multi-axis CNC machining of bores and profiles, we use high pressure cooling fluids and toolpaths to avoid overheating. This avoids the development of a thin “smeared” layer, which might eventually become a source of gases, thus maintaining the natural low outgassing characteristics of the material.
We have developed a hybrid manufacturing system with specialized vacuum control processes that emphasize the creation of perfect interfaces and inert surfaces. Our unique edge lies within the CNC machining technology, which provides a solution to sealing and contamination problems right from their root cause. The process ensures that the bushing itself never becomes an outgassing point, thus ensuring optimal performance for the delicate semiconductor equipment.
Case Study: LS Manufacturing Medical Device 316L Stainless Steel Custom Bushings CNC Project
One of the top players in the field of medical devices encountered critical defects in one of its minimally invasive surgery equipment due to burrs formed on the 316L stainless steel custom bushings. This problem was attributed to a lack of adequate CNC machining services that led to device malfunction with a scrap rate of 12%.
Client Challenge
The part was a 316L stainless steel guide bushing containing a Ø2.5mm diameter bore needing a surface roughness of Ra 0.4µm with absolute deburring. In the previous supplier's process, burrs formed inside the edge of the bore, which led to instrument jams while articulating, resulting in a field failure rate of 12%, rework, delays, and negative impacts on delivering patient care and entering the marketplace.
LS Manufacturing Solution
Precision CNC machining was accomplished through two breakthroughs that made the process highly successful. Firstly, the toolpath for bore finish machining was redesigned to utilize a specialized micro-grain carbide tool operating at a speed of 18,000 RPM and using a slow feed rate. The advanced CNC machining process achieved an excellent quality of the as-cut surface. Secondly, an innovative micro-abrasive flow polishing process of the part's bore edge was developed. Importantly, 100% of the parts were verified by CMM for edge geometry to remove any burrs.
Results and Value
The selected solution helped achieve a first-pass yield of 99.8%. No burr-related part failures occurred during the project. All biological tests were successfully completed without problems. By providing reliable manufacture of components, we helped our client improve the efficiency of final assembly by 30% due to eliminating all fitting challenges. This helped to reduce the total cost of ownership and became the basis for the establishment of a long-term strategic partnership in high-precision CNC machining components.
In this case study, it can be seen that data-driven, process-oriented approach should be considered to solve high-profile manufacturing issues. In particular, LS Manufacturing uses specialized toolpaths, controlled finishing operations, and 100% metrology in CNC machining services to offer certified quality parts. With us, you can easily make critical quality factors an integral part of process outputs rather than inspection requirements.
Want 30% faster assembly? Let's be your strategic partner for flawless medical bushings.

FAQs
1. Why is LS Manufacturing the preferred choice for custom bushing manufacturers in OEM projects?
Apart from our advanced arsenal of 5-axis CNC machines, we have process dashboards built based on SPC statistics, which ensure a consistent accuracy rate of ±0.005mm for batches containing millions of parts.
2. Can you handle small-batch prototyping for custom CNC-machined bushings?
Certainly. LS Manufacturing has a separate rapid prototyping division with a capacity of handling precision customization orders starting from one unit up to ten pieces within a 3-5-day time frame after approval of drawings.
3. How do you ensure the durability of custom steel bushings in heavy-duty applications?
A deep carburization and quenching treatment (up to 1.5mm depth) coupled with grinding allows us to achieve an impact load resistance of up to 50 tons without any spalling on the surface of the bushings.
4. What is the typical MOQ for custom bronze bushings with high-precision requirements?
As regards our MOQ, we adopt a flexible approach to MOQ when serving our B2B customers. Normally, there is no MOQ restriction during prototype development, and we can also plan phased deliveries according to your annual production plan during mass production.
5. Can LS Manufacturing help optimize material selection for custom gear bushings to reduce noise?
Certainly. Our engineers would conduct an analysis of your transmission torque demand and then suggest substituting metal parts with self-lubricating composite materials. In this way, your transmission sound would be reduced by more than 15dB.
6. How does CNC machining for custom bushings address the challenges associated with thin-walled parts?
We adopt the hydraulic fixturing technology of our own design and multi-level processing compensation methods in order to keep the workpieces unchained of elastic deformation even when the walls are extremely thin, such as 0.5 mm.
7. Do your custom-made pins and bushings comply with international environmental regulations?
Definitely. We keep the full traceability of all of our raw materials, and we can furnish the complete reports of compliance of the chemical composition including and not limited to the RoHS and REACH standards.
8. How can I obtain an accurate quote for CNC machining services within 24 hours?
Just attach your STP or PDF drawings and describe the intended application scenario; then the technical quoting team of LS Manufacturing will send you a formal CNC machining quote within 24 hours.
Summary
The performance limits of a bushing are fundamentally rooted in the depth of its CNC machining expertise. Leveraging a profound engineering foundation, LS Manufacturing operates a comprehensive service chain that spans from precise material assessment to stringent digital process control. This integrated approach ensures every component meets the highest benchmarks for precision, durability, and performance.
Ready to pair your high-tolerance project with expert precision? Upload your drawings today to receive free, expert recommendations on machining path optimization directly from LS Manufacturing’s senior engineers. Click now to submit your files and obtain a detailed quote tailored to your specifications, or connect with our experts to discuss your CNC machining needs.
Eliminate assembly jams. Achieve ±0.005mm tolerances for 100% interchangeable CNC-machined bushings.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


