
Os serviços de usinagem CNC são um suporte fundamental para a fabricação de peças de precisão para veículos de novas energias. À medida que o mercado global de veículos elétricos se torna cada vez mais competitivo, as montadoras buscam maneiras de reduzir custos significativamente. Compradores que se perguntavam " qual o custo de uma peça automotiva Xiaomi YU7 " perceberam que os métodos de usinagem tradicionais não conseguem oferecer a combinação ideal de altíssima precisão e preço competitivo.
Como as peças automotivas frequentemente precisam ser fabricadas para atender às características físicas de diferentes ambientes, a otimização DFM ( Design for Manufacturing) é necessária, caso contrário, a taxa de refugo de material pode ultrapassar 20% e a estabilidade do CPK (Código de Produto de Conformidade) não pode ser garantida. Este artigo, portanto, aborda um método para reduzir o custo total de fabricação em 15% a 30%, mantendo a tolerância de 0,005 mm .

Serviço de Usinagem CNC de Precisão: Visão Geral Rápida das Principais Respostas
| Necessidades básicas | Soluções | Dados principais | Benefícios para o cliente |
| Redução dos custos de manutenção a longo prazo | Controle de Processo SPC + Usinagem de 5 Eixos | CPK≥1,33, Perpendicularidade±0,02mm | Elimina os custos de inspeção de qualidade pós-produção e reduz a interferência na montagem . |
| Melhorando a Utilização de Materiais | Otimização DFM + Ajuste de Parâmetros | Reduz a taxa de refugo, relação profundidade/diâmetro ≤5:1. | Reduz o desperdício de materiais e diminui os custos de processos especiais. |
| Redução dos ciclos de entrega | Resfriamento de alta pressão + Otimização dos parâmetros de corte | Aumenta a taxa de avanço para 1500 mm/min. | Aumenta a eficiência e reduz os custos de tempo de máquina. |
| Solução de Deformação por Tensão Térmica | Articulação de 5 eixos + Fixação hidráulica | Empenamento controlável de peças de paredes finas, tolerância de ±0,005 mm . | Melhora o rendimento e garante a estabilidade do lote. |
O público-alvo principal deste artigo são clientes de compras do setor automotivo. Os principais tópicos abordados são processos, estudos de caso e controle de qualidade. O artigo também destaca os principais desafios da usinagem e oferece soluções específicas e viáveis para redução de custos e aumento da eficiência.
Por que confiar nos serviços de usinagem CNC de precisão da LS Manufacturing? Experiência na fabricação de peças automotivas.
Os parceiros de usinagem CNC com quem trabalhamos têm um impacto significativo na estabilidade da produção e no controle de custos de peças para veículos de novas energias. Graças a muitos anos de atuação, a LS Manufacturing é hoje uma fornecedora de Nível 1 e tem sido a escolha mais frequente das montadoras . A empresa possui profissionalismo e credibilidade reconhecidos por organizações oficiais. Nossa empresa atinge padrões internacionais para processos de usinagem, implementando rigorosamente o sistema de gestão da qualidade ISO 9001:2015 .
Possuímos 20 anos de experiência na usinagem de peças automotivas de precisão. Nossos serviços já atenderam mais de 50 montadoras em todo o mundo. Nosso foco principal são componentes essenciais para veículos totalmente elétricos e híbridos, como carcaças de transmissão e corpos de válvulas de precisão. Nossos operadores de máquinas possuem certificação IATF 16949:2016 e as habilidades necessárias para fabricar peças complexas e superar os desafios da manufatura conformal em ambientes multifísicos.
Anteriormente, ajudamos uma montadora líder a superar as dificuldades de usinagem da liga de alumínio 7075, melhorando sua taxa de rendimento de 82% para 99,7%, reduzindo o custo por peça em 28% e economizando mais de US$ 500.000 por ano , utilizando serviços de usinagem CNC de alto desempenho e custo-benefício baseados em dados.
Seja para o desenvolvimento de protótipos ou para a produção em massa, podemos fornecer soluções personalizadas para mitigar os riscos de entrega e qualidade . Se você estiver preocupado com a precisão da usinagem, o custo ou o prazo de entrega, entre em contato com nossos engenheiros seniores para obter consultoria gratuita em otimização de processos.

Por que o serviço de usinagem CNC de precisão pode reduzir os custos de manutenção a longo prazo para veículos de novas energias?
A precisão das peças estruturais em veículos de novas energias determina não apenas a estabilidade do veículo como um todo, mas também sua vida útil. Utilizar um serviço de usinagem CNC de alta precisão é uma das maneiras de eliminar defeitos de produção e também reduzir o custo de manutenção do veículo ao longo de seu ciclo de vida. Este é um dos principais desafios enfrentados pelas montadoras.
O controle de processo SPC ajuda a manter a estabilidade do CPK e minimiza o risco de interferência na montagem.
Por meio do controle de processo SPC, conseguimos manter o valor CPK estável em um nível superior a 1,33, com 3 peças defeituosas a cada 1000 peças, diminuindo efetivamente a interferência na montagem, evitando custos de retrabalho e substituição e reduzindo as despesas de manutenção na origem.
Usinagem de 5 eixos versus usinagem de 3 eixos: duas vantagens na multiplicação da eficiência e na redução da tolerância.
A usinagem de cinco eixos oferece grandes benefícios, especialmente no que diz respeito ao processamento de estruturas complexas com superfícies curvas:
- O componente pode ser usinado a partir de múltiplas faces em uma única configuração , o que elimina erros de posicionamento, garante perpendicularidade de 0,02 mm e diminui a taxa de refugo da peça.
- A eficiência do trabalho pode ser aumentada em mais de 30 %, o que significa redução das horas de máquina, além da redução do desgaste das ferramentas e da economia nos custos de substituição . Todos esses fatores contribuem indiretamente para uma queda nos custos de manutenção.
O serviço de usinagem CNC de alta precisão oferece o equilíbrio perfeito entre exatidão e custo . Optar por uma solução de usinagem CNC com boa relação custo-benefício maximiza a rentabilidade. Para obter informações sobre economia nos custos de manutenção, solicite gratuitamente nosso white paper do setor.
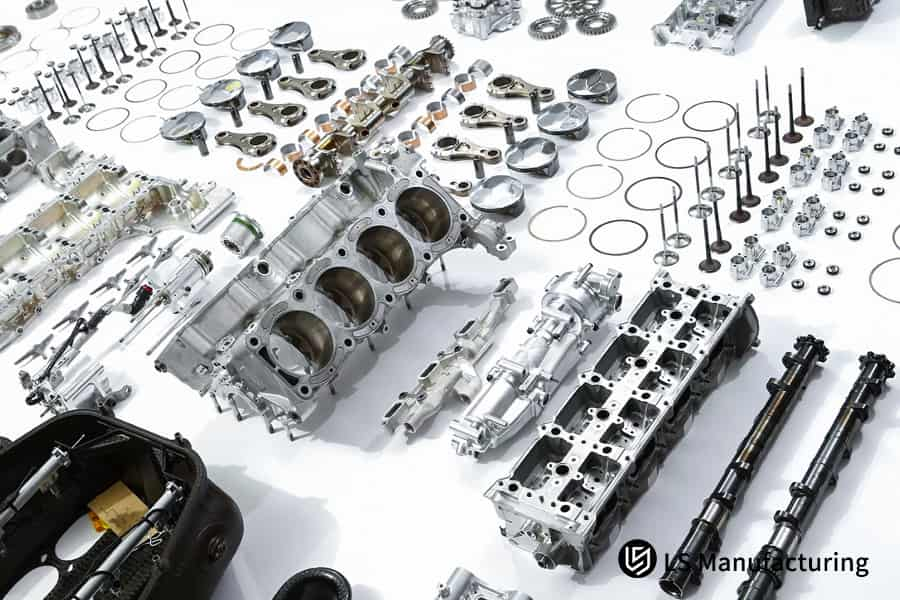
Figura 1: Detalhe das peças do bloco do motor em alumínio usinadas por CNC, mostrando sua complexidade.
Como otimizar o uso de materiais por meio do DFM (Design for Manufacturing) em serviços de usinagem CNC personalizados para autopeças?
A otimização DFM (Design for Manufacturing) é a base para a economia de material em serviços de usinagem CNC personalizados . Além de reduzir o desperdício e o tempo de usinagem, ela pode ser aplicada em peças automotivas feitas de ligas de alumínio.
Comparação de taxas de corte e otimização de parâmetros para ligas de alumínio
As velocidades de corte das ligas de alumínio mais comuns na indústria automotiva, 6061-T6 e 7075, diferem bastante. A seguir, apresentamos alguns dados de nossos testes para auxiliar no ajuste dos parâmetros:
| Tipos de ligas de alumínio | Velocidade de corte vc (m/min) | Taxa de avanço f (mm/r) | Vida útil da ferramenta (min) | Utilização de materiais (%) |
| 6061-T6 | 300-400 | 0,2-0,3 | 120-150 | 85-90 |
| 7075 | 200-280 | 0,15-0,25 | 80-100 | 80-85 |
Recomendações para o ajuste dos principais parâmetros estruturais
Alterar os parâmetros estruturais da peça é uma das maneiras de melhorar o aproveitamento do material. Aqui estão algumas sugestões específicas:
- Manter o raio de canto R entre 1,5 e 2,0 mm é uma forma de evitar desperdício e prevenir o desgaste da ferramenta.
- Manter a espessura da parede T entre 2,0 e 3,0 mm é uma forma de evitar espessura excessiva e desperdício, além de reduzir o tempo de usinagem .
- A relação profundidade/diâmetro do furo profundo de 5:1 visa aliviar a necessidade de processos especiais dispendiosos e facilitar um maior rendimento.
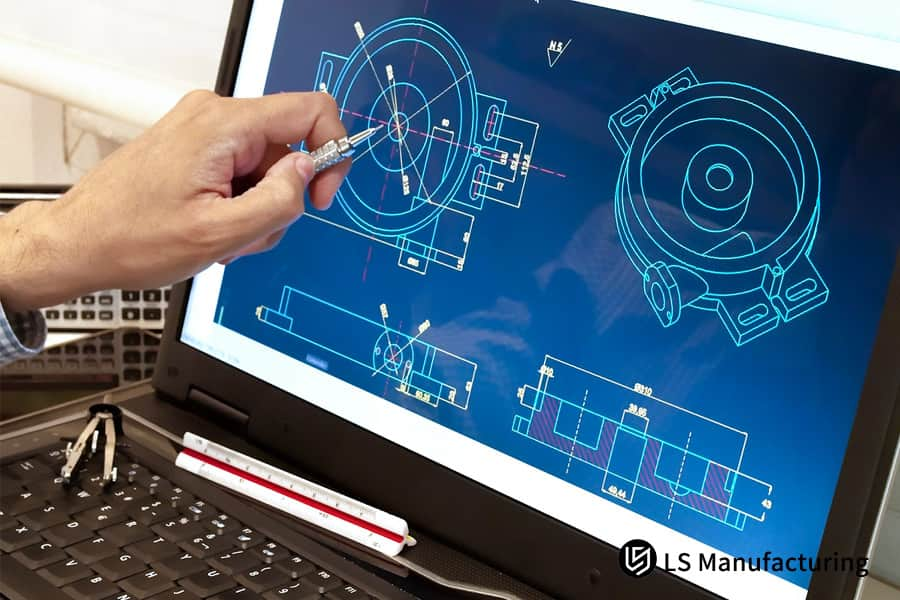
Figura 2: Engenheiro analisa projeto CAD para fabricação de peças automotivas.
Como otimizar o corte para reduzir o tempo de entrega de peças complexas utilizando serviços de usinagem CNC?
Os longos ciclos de usinagem para peças complexas de liga de alumínio são uma das principais queixas na indústria. Ao otimizar os parâmetros de corte e integrar tecnologias avançadas, o ciclo de entrega dos serviços de usinagem CNC pode ser reduzido drasticamente sem comprometer a qualidade.
Utilização da tecnologia de resfriamento de alta pressão
Em nosso processo de produção, empregamos tecnologia de resfriamento de alta pressão de 300 bar que pulveriza e evapora com precisão o calor da área de corte, evitando assim não apenas a deformação térmica das peças , mas também diminuindo as chances de ajustes e retrabalho.
Além disso, isso pode nos permitir aumentar a taxa de avanço de 1200 mm/min para até 1500 mm/min, elevando consequentemente a produtividade da usinagem em 25% e reduzindo drasticamente o tempo de usinagem de uma peça.
Otimização precisa dos parâmetros de corte
Com base na estrutura dos componentes da casca, otimizamos os parâmetros de corte. A comparação específica é a seguinte:
| Parâmetros de corte | Antes da Otimização | Após a otimização | Melhoria |
| Taxa de avanço (mm/min) | 1200 | 1500 | Aumento de eficiência de 25% |
| Velocidade de corte (m/min) | 320 | 380 | Redução do desgaste da ferramenta em 15% |
| Profundidade de corte (mm) | 1,5 | 2.0 | Redução de 20% nas etapas de usinagem |
Como solucionar o estresse térmico na usinagem CNC de autopeças com tecnologia de 5 eixos?
Na usinagem CNC de peças automotivas , especialmente em peças de paredes finas com espessura inferior a 1,5 mm, é muito provável que surjam problemas de empenamento e deformação.
A técnica de usinagem simultânea de 5 eixos, em combinação com a manufatura conformal multifísica, é uma solução eficaz para esse problema.
Implantação do conceito de fabricação conformal multifísica
Ao integrar simulações de campos de temperatura e de tensão, podemos analisar e prever como as deformações ocorrerão. Essa capacidade nos permite determinar os melhores percursos de usinagem e métodos de fixação , o que, por sua vez, nos possibilita evitar riscos de deformação, aumentar a eficiência e o rendimento.
Principais medidas para aliviar o estresse residual
Durante a usinagem de 5 eixos, adotamos duas abordagens para liberar a tensão residual:
- Fixação hidráulica precisa (2-5 kN) para evitar deformações durante a fixação e manter a estabilidade.
- Trajetória de corte simétrica para obter uma distribuição uniforme de tensão e calor na peça, evitando assim deformações e garantindo tolerâncias dentro de 0,005 mm.
Caso de sucesso da LS Manufacturing: Ajudando uma montadora de automóveis a reduzir custos em 30% com peças automotivas personalizadas em juntas de direção.
As juntas de direção são componentes automotivos personalizados fundamentais no chassi de veículos de novas energias. Um fornecedor de primeiro nível encontrou dificuldades na usinagem de uma nova junta de direção durante a fase de prototipagem. A LS Manufacturing ofereceu uma solução sob medida e conseguiu reduzir os custos em 30%, além de aumentar a eficiência.
Desafios do Cliente
As juntas de direção do fornecedor são feitas de liga de alumínio 7075, um material difícil de usinar, pois pode causar quebras frequentes das ferramentas. Além disso, a taxa de rendimento do processo foi inferior a 85% e o custo unitário foi de US$ 80 , o que representou um aumento de 40% em relação ao orçamento. Para além desses problemas, também enfrentaram o desafio de fornecer amostras em um prazo muito curto para permitir testes em estrada.
LS Manufacturing Solutions
Após recebermos as alterações do cliente, nossa equipe de engenharia realizou imediatamente uma análise detalhada dos desenhos das peças. Levando em consideração o processamento da liga de alumínio 7075, elaboramos um plano de otimização abrangente:
Modificamos estruturalmente o sistema de fixação hidráulica, utilizando um método de posicionamento de seis pontos para controlar com precisão a força de fixação em 3,5 kN , o que não só evitou a deformação da fixação, como também aumentou a eficiência da fixação e diminuiu o tempo de fixação.
- Atualização da ferramenta:
Importamos ferramentas revestidas com carbono tipo diamante (DLC) . A dureza dessas ferramentas é superior a HV2000 e elas possuem uma resistência ao desgaste 40% maior, o que foi a solução perfeita para os problemas de lascamento das ferramentas e, ao mesmo tempo, prolongou sua vida útil.
- Otimização de processos:
Reestruturamos o percurso de usinagem simultânea de 5 eixos e aplicamos parâmetros de corte de alta velocidade de 18.000 RPM, o que resultou em uma redução de 35% no deslocamento ocioso e na diminuição do tempo de usinagem. Ao mesmo tempo, após a otimização DFM (Design for Manufacturing), alteramos alguns parâmetros da peça, como o raio de concordância e a espessura da parede, o que resultou em melhor aproveitamento do material.
Resultados e Valor
Após a otimização, a taxa de rendimento da junta de direção foi elevada para 99,8% , os custos de ferramental foram reduzidos em 30% e o custo unitário caiu para US$ 54,4 (uma redução de 32%). Enviamos as amostras em 10 dias, permitindo que o modelo do veículo fosse testado com sucesso em estrada.
Este caso serve como uma prova vívida de como nosso serviço personalizado de usinagem CNC pode ser uma solução eficaz para os principais problemas no processamento de peças automotivas, beneficiando nossos clientes com redução de custos e aumento da eficiência . Se você também enfrenta desafios semelhantes de usinagem , entre em contato conosco para uma avaliação gratuita do seu processo e soluções que revelarão seu potencial exclusivo de redução de custos.

Como garantir a consistência dimensional na fabricação automotiva CNC com rastreabilidade completa?
A consistência dimensional é o principal fator em que todas as montadoras confiam quando se trata da fabricação CNC de peças automotivas produzidas em massa. A rastreabilidade completa do processo de qualidade pode ser uma maneira eficaz de garantir isso, além de ajudar a evitar problemas de montagem e refugo de lotes.
Configure uma linha de inspeção de processo completo.
Decidimos implementar uma linha de inspeção de processo completo para garantir a precisão das peças :
- Inspeção de matéria-prima: As matérias-primas de cada lote são testadas quanto à composição e dureza para garantir que estejam em conformidade com os padrões da indústria.
- Inspeção em processo: A CMM analisa as dimensões principais em tempo real; por exemplo, ela amostra 10 peças por hora para corrigir desvios sem demora.
- Inspeção de Produto Acabado: A AOI realiza inspeção de 100% dos produtos acabados, e cada remessa é acompanhada por um relatório de inspeção CMM.
Garantia exata de consistência dimensional
Podemos garantir que em 10.000 unidades, o desvio da distância entre os centros dos furos de fixação é de 0,01 mm (princípio 3), ou seja, uma taxa de aprovação de consistência dimensional de 99,9% , garantia de qualidade fornecida por dados explicitados.

Figura 3: Rodas de liga leve de alto desempenho fabricadas por usinagem CNC personalizada.
Como equilibrar o acabamento superficial e a usinagem CNC com boa relação custo-benefício na produção em massa?
Na produção em massa, a rugosidade da superfície tem um impacto muito significativo nos custos de usinagem CNC . A exigência dos compradores é encontrar um equilíbrio entre esses dois fatores.
Diferenças de custo entre diferentes rugosidades de superfície
Quanto maior a rugosidade da superfície, maiores os custos. A diferença de custo entre Ra0,8 e Ra0,4 é bastante significativa, como demonstrado abaixo:
| Rugosidade da superfície Ra (μm) | Passes de finalização | Custo de usinagem de peça única (USD) | Prêmio de custo (em relação a Ra1,6) |
| 1.6 | 2 | 40 | 0% |
| 0,8 | 4 | 60 | 50% |
| 0,4 | 8 | 100 | 150% |
Solução ideal e econômica para tratamento de superfícies
Oferecemos soluções econômicas para diferentes cenários de aplicação :
- As superfícies que não são de montagem podem ser acabadas com uma rugosidade Ra1.6, de modo que o desbaste fino não seja necessário , reduzindo assim os custos.
- Para superfícies de montagem críticas, a precisão é garantida por retificação fina até Ra0,8.
- Soluções combinadas, como a anodização dura, também são oferecidas para atender aos requisitos do teste de névoa salina de 240 horas.
Um equilíbrio adequado pode reduzir os custos totais dos serviços de usinagem CNC em 15% a 20%. Para soluções personalizadas, entre em contato conosco para um orçamento gratuito.

Figura 4: Gráfico comparativo dos níveis de rugosidade superficial para torneamento e fresamento CNC.
Por que a cadeia de suprimentos da LS Manufacturing pode garantir a entrega estável de usinagem CNC automotiva?
A entrega confiável de peças automotivas com serviço de usinagem CNC depende fortemente de uma cadeia de suprimentos robusta. Para garantir um fornecimento confiável, a LS Manufacturing não apenas colabora, como também integra profundamente suas operações de cadeia de suprimentos.
Mitigando os riscos comerciais através da integração profunda das cadeias de abastecimento secundárias.
Estabelecemos alianças com importantes produtores de alumínio e aço, e por meio dessas colaborações integramos cadeias de suprimentos secundárias, criando um sistema diversificado. Isso reduz os riscos associados às inconsistências comerciais e à escassez de matéria-prima , ajudando assim a manter um fornecimento constante de usinagem CNC para autopeças.
Garantir a consistência da qualidade das matérias-primas por meio de um controle rigoroso.
Para garantir que cada lote seja consistente e atenda aos padrões estabelecidos, todas as matérias-primas são acompanhadas de um relatório de teste de terceiros que verifica a composição e a dureza. Essa etapa é essencial para atingir um nível de consistência de material de 100% , evitando assim flutuações de qualidade e atrasos na produção.
Fixação de custos por meio de um sistema digital de alerta antecipado de estoque.
Nosso sistema digital de alerta antecipado de estoque é capaz de monitorar o estoque e os preços 24 horas por dia, permitindo o reabastecimento em tempo hábil. Ao firmar parcerias de longo prazo, conseguimos garantir preços de matéria-prima e, consequentemente, oferecer aos clientes cotações estáveis, mantendo simultaneamente vantagens de custo.
Nosso serviço de usinagem CNC de peças automotivas possui uma taxa de entrega no prazo de 99,5% , eliminando a preocupação com prazos de entrega. Para parcerias de longo prazo, entre em contato conosco para saber mais sobre nossas soluções de garantia da cadeia de suprimentos.
Perguntas frequentes
P1: Quais os níveis de tolerância que a sua usinagem de peças automotivas de precisão pode alcançar?
Normalmente, nossa tolerância é de 0,01 mm. Com a utilização de usinagem avançada de cinco eixos, podemos reduzi-la para 0,005 mm, o que certamente atenderá aos requisitos de precisão de peças para veículos de novas energias. Você pode enviar seus desenhos para obter um orçamento instantâneo de usinagem CNC e saber mais sobre os detalhes específicos do processo.
Q2: Qual é a sua resposta técnica e o ciclo de entrega para o desenvolvimento de protótipos para novos projetos automotivos de precisão?
Em até 24 horas após recebermos os desenhos 3D, podemos realizar a avaliação de DFM (Design for Manufacturing) e oferecer soluções de processamento. Você pode até mesmo obter protótipos de alta precisão em 3 a 7 dias úteis, o que é muito conveniente para agilizar o processo de P&D (Pesquisa e Desenvolvimento).
P3: Como vocês garantem a consistência da qualidade em cada lote de peças automotivas usinadas em CNC produzidas em massa?
Por meio do uso do CEP (Controle Estatístico de Processo), realizamos a medição de 100% das dimensões principais em toda a linha de produção. Além disso, um relatório de CMM (Máquina de Medição por Coordenadas) acompanha cada lote para que possamos verificar a consistência da qualidade e a conformidade das dimensões.
Q4: Quais materiais automotivos comumente usados vocês suportam para usinagem?
Temos muita experiência na usinagem de ligas de alumínio (6061/7075), aço de alta resistência e liga de magnésio, que são os tipos de materiais mais utilizados no processo de produção de peças automotivas.
Q5: Como reduzir os custos iniciais de moldes ou dispositivos de fixação no processo de personalização de peças automotivas?
Ao utilizar dispositivos modulares padronizados em conjunto com linhas de produção flexíveis, conseguimos reduzir os custos de ferramental em cerca de 20% para personalizações em lotes pequenos e médios. Dessa forma, o limite para a personalização é reduzido.
Q6: A LS Manufacturing pode ajudar com alterações de design para peças mais leves?
Sim, oferecemos sugestões gratuitas para otimização do DFM (Design for Manufacturing) e apresentamos técnicas como esvaziamento e alteração de material para reduzir o peso sem comprometer a resistência.
Q7: Se houver requisitos de proteção de propriedade intelectual para os desenhos, como vocês garantem a segurança técnica?
Somos sempre muito rigorosos quanto às condições dos Acordos de Confidencialidade (NDAs). Por exemplo, em um ambiente de rede local independente, apenas a equipe do projeto terá acesso aos desenhos. A segurança da propriedade intelectual dos nossos clientes também é bem protegida pelo nosso robusto sistema de confidencialidade, que inclui vários níveis de segurança.
Q8: Quais são os diferentes serviços de pós-processamento para peças externas de automóveis que vocês oferecem?
Oferecemos serviços de anodização dura, eletroforese e pintura eletrostática a pó que tornam as peças capazes de suportar 240 horas de testes de névoa salina . Além disso, a textura e a durabilidade das peças são significativamente aprimoradas.
Resumo
A fabricação de peças automotivas de precisão é um verdadeiro malabarismo entre materiais, processos, custos e qualidade. No centro desse equilíbrio estão os serviços de usinagem CNC de alta qualidade; escolher o parceiro certo pode tanto reduzir custos quanto garantir a qualidade.
Você busca um fornecedor altamente confiável para o seu projeto automotivo de última geração? Basta enviar seus desenhos em formato STEP e nossos engenheiros experientes fornecerão um relatório de avaliação gratuito com sugestões de otimização de processos em até 12 horas, auxiliando você a aproveitar as oportunidades de mercado e alcançar os dois objetivos de redução de custos e aumento da eficiência na usinagem de peças de precisão!
📞Telefone: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. Serviços da LS Manufacturing: Não há declarações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da rede da LS Manufacturing. Essa é a responsabilidade do comprador. Solicite um orçamento de peças . Identifique os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe de Fabricação LS
A LS Manufacturing é uma empresa líder no setor , especializada em soluções de fabricação personalizadas. Com mais de 20 anos de experiência e mais de 5.000 clientes, concentramo-nos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção , estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolha a LS Manufacturing. Isso significa eficiência, qualidade e profissionalismo na escolha.
Para saber mais, visite nosso site: www.lsrpf.com .


