
CNC machining services are a core support for the manufacturing of precision parts for new energy vehicles. As the global electric vehicle market becomes increasingly competitive, car manufacturers are looking for ways to reduce costs significantly. Buyers who were wondering "how to cost a Xiaomi YU7 auto part" have realized that traditional machining methods cannot provide the right mix of ultra-high precision and price competitiveness.
Since automotive parts often have to be manufactured to meet physical characteristics of different environments, the use of DFM optimization is needed otherwise material scrap rate can be more than 20%, and CPK stability cannot be ensured. This post therefore talks about a method to reduce the total cost of manufacturing by 15%-30% while at the same time keeping the tolerance of 0.005mm.

Precision CNC Machining Service: Quick Overview Of Core Answers
| Core Needs | Solutions | Key Data | Customer Benefits |
| Reducing Long-Term Maintenance Costs | SPC Process Control + 5 Axis Machining | CPK≥1.33, Perpendicularity±0.02mm | Eliminates post-production quality inspection costs and reduces assembly interference. |
| Improving Material Utilization | DFM Optimization + Parameter Adjustment | Reduces scrap rate, depth-to-diameter ratio ≤5:1. | Reduces material waste and lowers special process costs. |
| Shortening Delivery Cycles | High Pressure Cooling + Cutting Parameter Optimization | Increases feed rate to 1500mm/min. | Improves efficiency and reduces machine time costs. |
| Solving Thermal Stress Deformation | 5 Axis Linkage + Hydraulic Clamping | Controllable warpage of thin-walled parts, tolerance ±0.005mm. | Improves yield and ensures batch stability. |
The primary target audience for this article is automotive procurement clients. The main parts of the article are process, case studies, and quality control. The article also points out the machining pain points and provide specific and doable solutions for cost reduction and efficiency improvement.
Why Trust LS Manufacturing's Precision CNC Machining Services? Experience In Automotive Parts Manufacturing
The CNC machining partners we work with have a significant impact on the production stability and cost control of new energy vehicle parts. Thanks to many years of operation, LS Manufacturing is now a Tier 1 supplier and has been most often selected by automakers. The company has professionalism and credibility recognized by official organizations. Our company reaches international standards for machining processes by strictly implementing the quality management system of ISO 9001:2015.
We possess 20 years of knowledge in machining precision automotive parts. Our services have reached more than 50 automakers worldwide. We mainly focus on core components for fully electric and hybrid vehicles, such as powertrain housings and precision valve bodies. Our machinists are IATF 16949:2016 certified and have the skills to manufacture complicated parts and overcome the difficulties of conformal manufacturing in multi-physics environments.
Previously, we helped a leading automaker tackle the machining difficulties of 7075 aluminum alloy by improving their yield rate from 82% to 99.7%, lowering the cost per part by 28%, and saving over $500,000 per year by using high performance, cost-effective CNC machining services based on data.
Whether for prototype development or mass production, we can provide customized solutions to mitigate delivery and quality risks. If you are concerned about machining accuracy, cost, or delivery time, contact our senior engineers for free process optimization advice.

Why Can Precision CNC Machining Service Cut Long-Term Maintenance Costs For New Energy Vehicles?
The accuracy of structural parts in new energy vehicles determines not only the stability of the whole vehicle but also its service life. Using a top-notch precision CNC machining service is one of the ways to eliminate production defects, and it will also make the price of vehicle maintenance lower throughout the vehicle life cycle. This is a major challenge that car manufacturers face.
SPC Process Control Helps Maintain CPK Stability and Minimizes the Risk of Assembly Interference
By means of SPC process control, we have managed to keep the CPK value stable at a level higher than 1.33, with 3 defective parts out of 1000 parts, effectively diminishing assembly interference, preventing rework and replacement costs, and reducing maintenance expenditures right at the source.
5 Axis Machining vs. 3 Axis Machining: Two Benefits in Multiplying Efficiency and Lowering Tolerance
Five axis machining delivers great benefits especially when it comes to handling complex curved surface structures:
- The component can be machined from multiple faces in one setting only, which eliminates positioning errors, ensures 0.02mm perpendicularity, and decreases the rate of part scrap.
- Work efficiency can be raised by over 30%, which means machine hours are reduced, along with the reduction of tool wear and saving on replacement costs, all these factors contribute to a drop in maintenance costs indirectly.
High quality precision CNC machining service balances accuracy and cost. Choosing a cost effective CNC machining solution maximizes cost-effectiveness. For information on maintenance cost savings, please obtain our industry white paper free of charge.
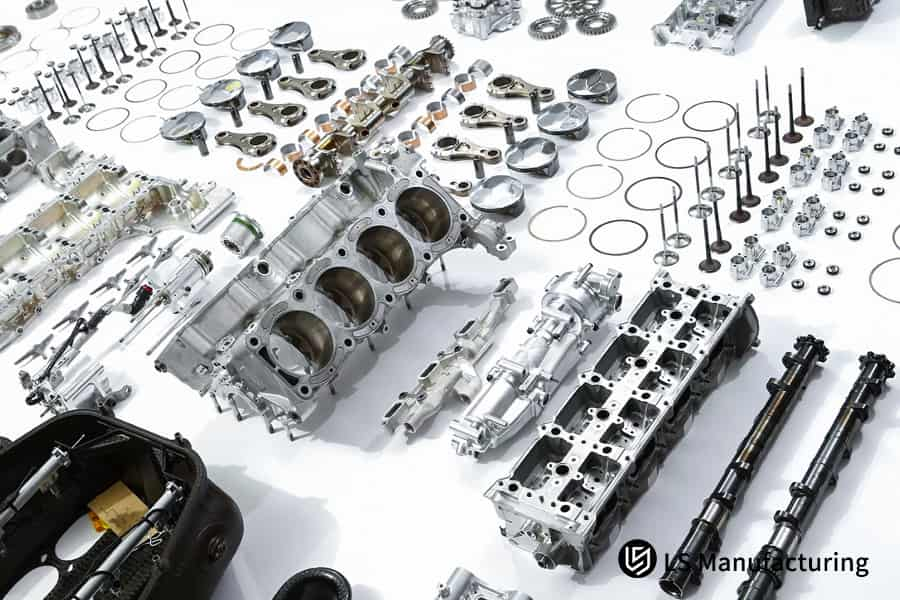
Figure 1: Close-up of CNC machined aluminum engine block components with intricate details.
How To Boost Material Use Via DFM In Custom CNC Machining Service For Auto Parts?
DFM optimization is the foundation of saving material in custom CNC machining service. In addition to reducing waste and shortening the time for machining, it can be used for automotive parts made of aluminum alloys.
Comparison of Cutting Rates and Parameter Optimization for Aluminum Alloys
The cutting speeds of automotive aluminum alloys most commonly used 6061-T6 and 7075 differ greatly. The following is some of our own testing data to help the parameter tuning:
| Types of Aluminum Alloys | Cutting Speed vc (m/min) | Feed Rate f (mm/r) | Tool Life (min) | Material Utilization (%) |
| 6061-T6 | 300-400 | 0.2-0.3 | 120-150 | 85-90 |
| 7075 | 200-280 | 0.15-0.25 | 80-100 | 80-85 |
Key Structural Parameter Adjustment Recommendations
Changing the part structural parameters is one of the ways to improve material utilization. Here are some specific suggestions:
- Keeping the corner radius R from 1.5 to 2.0mm is a way to both avoid the scrap and prevent wear of the tool.
- Keeping the wall thickness T from 2.0 to 3.0mm is a way to both avoid the excessive thickness and waste and also shorten the machining time.
- Deep hole depth-to-diameter ratio 5:1 to alleviate the need for costly special processes and facilitate higher yield.
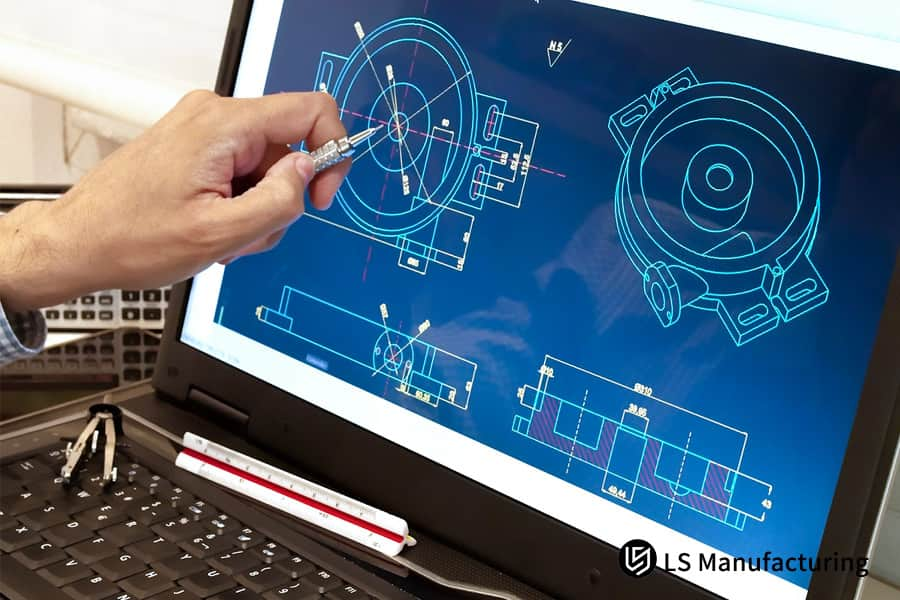
Figure 2: Engineer reviews CAD blueprint for automotive part manufacturing.
How To Optimize Cutting To Shorten Delivery For Complex Shells Via CNC Machining Services?
Long machining cycles for complex aluminum alloy body parts are a major grievance in the industry. By developing cutting parameters to their optimum level and integrating the advanced technologies, the delivery cycle of CNC machining services can be reduced dramatically without compromising the quality.
Utilization of High Pressure Cooling Technology
In our production process, we employ 300bar high pressure cooling technology that accurately sprays and evaporates the heat from the cutting area, thus not only avoiding the thermal deformation of the parts but also diminishing the chances of making adjustments and doing rework.
Besides, this can enable us to enhance the feed rate from 1200mm/min up to 1500mm/min, consequently raising the machining throughput by 25% and drastically cutting down the machining time of one piece.
Precise Optimization of Cutting Parameters
Based on the shell component structure, we optimized the cutting parameters. The specific comparison is as follows:
| Cutting Parameters | Before Optimization | After Optimization | Improvement |
| Feed Rate (mm/min) | 1200 | 1500 | Efficiency Improvement 25% |
| Cutting Speed (m/min) | 320 | 380 | Tool Wear Reduction 15% |
| Depth of Cut (mm) | 1.5 | 2.0 | Machining Steps Reduction 20% |
How To Solve Thermal Stress In CNC Machining For Auto Parts With 5-Axis Tech?
In CNC machining for auto parts, particularly thin-walled parts with a wall thickness less than 1. 5mm, the issues of warping and deformation are very likely to arise.
The 5 axis simultaneous machining technique in combination with multiphysics conformal manufacturing is an effective solution to this problem.
Deployment of Multi physics Conformal Manufacturing Concept
By integrating temperature field and stress field simulations, we can analyze and predict how deformations will take place. This capability allows us to determine the best machining paths and clamping methods, which in turn enables us to circumvent deformation risks, enhance efficiency and increase yield.
Major Steps to Alleviate Residual Stress
During 5 axis machining, we adopt two approaches to release residual stress:
- Accurate hydraulic clamping (2-5kN) in order to avert clamping deformation and maintain stability.
- Symmetrical cutting path to achieve an even distribution of stress and heat in the part, thus preventing warping and ensuring tolerances within 0.005mm.
LS Manufacturing Case: Helping a Car Company Custom Automotive Parts Cut Costs 30% On Steering Knuckle
Steering knuckles are fundamental custom automotive parts in the chassis of new energy vehicles. A Tier 1 supplier encountered difficulties with the machining of a new steering knuckle while prototyping. LS Manufacturing offered a tailored solution and has been able to achieve a 30% reduction in costs along with an increase in efficiency.
Customer Challenges
The steering knuckles from the supplier are made of 7075 aluminum alloy which is a challenging material to cut, as it can cause frequent tool breakage. Moreover, the yield rate of the process was less than 85% and the unit cost was $80, which was 40% over the budget. Besides these issues, they also faced the challenge of providing samples in a very short time to enable road testing.
LS Manufacturing Solutions
After getting the client's changes, our engineering team instantly did a detailed examination of the part drawings. Taking into account the processing of 7075 aluminum alloy, we came up with an all-round optimization plan:
We structurally modified the hydraulic fixture system, using a six-point positioning method to accurately control the clamping force at 3.5kN, which not only prevented clamping deformation but also increased clamping efficiency and decreased clamping time.
- Tool Upgrade:
We brought in diamond-like carbon (DLC) coated tools. The hardness of these tools is above HV2000, and they have a wear resistance 40% higher, which was the perfect remedy for tool chipping problems and at the same time, the extension of tool life.
- Process Optimization:
We re-worked the 5 axis simultaneous machining path and applied high speed cutting parameters of 18000 RPM, which led to a 35% reduction in the idle travel and shortening of the machining time. At the same time, after DFM optimization, we changed some of the part's parameters like fillet radius and wall thickness, which resulted in better material utilization.
Results and Value
After optimization, the steering knuckle yield rate has been raised to 99. 8%, tooling costs have been cut down by 30% and the unit cost has fallen to $54. 4 (a 32% reduction). We sent the samples within 10 days, thus the vehicle model was successfully road-tested.
This case serves as a very vivid proof of how our custom CNC machining service can be an effective remedy to automotive parts processing pain points, to customers' benefits of reduced cost and increased efficiency. If you also face similar machining challenges, please contact us for a free process assessment and solutions to unlock your exclusive cost reduction potential.

How To Ensure Dimensional Consistency In CNC Automotive Manufacturing With Full Traceability?
Dimensional consistency is the prime factor that all automakers rely on when it comes to CNC automotive manufacturing of mass-produced parts. Full-process quality traceability can be one way to ensure this most effectively, while at the same time, it would help in avoiding assembly problems and batch scrap.
Set up a Full-Process Inspection Line
We have decided to set up a full-process inspection line to make sure of the part precision:
- Raw Material Inspection: Raw materials of every batch are tested for composition and hardness so that they comply with industry standards.
- In-Process Inspection: CMM reviews the key dimensions in real time, for instance, it samples 10 pieces per hour to adjust deviations without delay.
- Finished Product Inspection: AOI carries out 100% inspection of finished products, each shipment is accompanied by a CMM inspection report.
Exact Assurance of Dimensional Consistency
We can guarantee that in 10,000 units, the center distance deviation of key holes is 0.01mm (3 principle), i.e. a 99.9% dimensional consistency pass rate, quality assurance provided by data made explicit.

Figure 3: High-performance alloy wheels made by custom CNC machining.
How To Balance Surface Finish And Cost Effective CNC Machining In Mass Production?
In mass production, surface roughness has a very significant impact on cost effective CNC machining costs. The requirement for buyers is to try to find a balance between these two factors.
Cost Differences Between Different Surface Roughnesses
When the surface roughness is higher the costs increase as well. The cost difference between Ra0.8 and Ra0.4 is quite large, as shown below:
| Surface Roughness Ra (μm) | Finishing Passes | Single Piece Machining Cost (USD) | Cost Premium (relative to Ra1.6) |
| 1.6 | 2 | 40 | 0% |
| 0.8 | 4 | 60 | 50% |
| 0.4 | 8 | 100 | 150% |
Optimal Cost-EffectiveSurface Treatment Solution
We provide cost-efficient solutions for different application scenarios:
- Non-assembly surfaces can be finished to Ra1.6 so that fine grinding is not necessary, thus reducing costs.
- For critical assembly surfaces, accuracy is ensured by fine grinding to within Ra0.8.
- Combination solutions such as hard anodizing are also offered to meet the 240-hour salt spray testing requirements.
A proper balance can reduce overall CNC machining service costs by 15%-20%. For customized solutions, please contact us for a free cost calculation.

Figure 4: Chart comparing surface roughness levels for CNC turning and milling.
Why Can LS Manufacturing’s Supply Chain Ensure Stable Automotive CNC Machining Delivery?
Reliable delivery of automotive parts CNC service depends heavily on a strong supply chain. To ensure dependable supply, LS Manufacturing not only collaborates but also deeply integrates its supply chain operations.
Mitigating Trade Risks through Deep Integration of Secondary Supply Chains
We have formed alliances with key aluminum and steel producers, through these collaborations we have integrated secondary supply chains creating a diversified system. This decreases the risks associated with trade inconstancies and raw material scarcity, thereby helping maintain a steady supply of CNC machining for auto parts.
Ensuring Quality Consistency of Raw Materials through Stringent Control
To make sure that each lot is consistent and fulfills the set standards, all the raw materials come accompanied with a third-party test report verifying the composition and hardness. This step is essential to achieve a 100% material consistency level, thereby preventing quality fluctuations as well as rework delays.
Locking in Costs through Digital Inventory Early Warning System
Our digital inventory early warning system is capable of monitoring the inventory and prices around the clock enabling timely replenishment. By entering into long-term partnerships, we can secure raw material prices, and as a result, we provide customers with stable quotes and simultaneously maintain cost advantages.
Our automotive parts CNC service boasts a 99.5% on-time delivery rate, eliminating delivery anxiety. For long-term partnerships, please contact us to learn about our supply chain assurance solutions.
FAQs
Q1: What tolerance levels can your precision automotive parts machining achieve?
Typically, our tolerance level is 0.01mm. Through the utilization of advanced five axis machining, we can actually reduce this to 0.005mm, which will definitely satisfy the precision requirements of parts for new energy vehicles. You can upload your drawings to get an instant CNC machining quote and learn about the specific processing details.
Q2: What is your technical response and delivery cycle for the development of prototypes for new precision automotive projects?
Within 24 hours after receiving the 3D drawings, we can do the evaluation of DFM and offer you the processing solutions. You can even have the high precision prototypes in 3-7 working days, which is very convenient for the R&D shortening.
Q3: How do you ensure consistent quality in every batch of mass-produced automotive CNC parts?
Through the use of SPC, we conduct 100% measurement of the main dimensions throughout the production line. Besides, a CMM report accompanies each batch so that we can verify the consistent quality and conform the dimensions.
Q4: Which commonly used automotive materials do you support for machining?
We are very experienced in machining aluminum alloys (6061/7075), high strength steel, and magnesium alloy, which are the types of materials that are most widely used in the automotive parts production process.
Q5: How do you reduce the initial mold or fixture costs in the automotive parts customization process?
By using standardized modular fixtures together with flexible production lines, we are able to cut tooling costs by about 20% for small- and medium-batch customization.This way, the threshold for customization is lowered.
Q6: Can LS Manufacturing help with lightweight design changes for parts?
Yes, we provide free-of-charge suggestions for DFM optimization and introduce techniques such as hollow-out and material change to achieve weight reduction without compromise on the strength.
Q7: If there are IP protection requirements for the drawings, how do you guarantee technical security?
We are always very strict about NDA conditions.For example, in an independent LAN environment, only the project team will have access to the drawings. IP customer security is also well protected by our strong confidentiality system, which include several tiers of security.
Q8: What are the different post-processing services for automotive exterior parts that you offer?
We provide hard anodizing, electrophoresis, and powder coating services that make parts capable of surviving 240-hour salt spray tests. Plus, the texture and durability of the parts are greatly enhanced.
Summary
Manufacturing precision automotive parts is a complete juggling act of materials processes cost, and quality. At the heart of this balance are high quality CNC machining services, picking the right partner can both fix costs and ensure quality.
Do you want a very reliable supplier for your next-generation automotive project? Simply upload your STEP format drawings, and our experienced engineers will offer a free assessment report with process optimization suggestions within 12 hours, assisting you in capturing market opportunities and achieving the two goals of cost reduction and efficiency improvement in precision parts machining!
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


