
Fusion multi-jets ou service d'impression 3D SLS de LS Manufacturing est une technologie de précision qui résout le dilemme du comment fonctionne la fusion multi-jets.
MJF offre une tolérance ±0,1 mm supérieure, une isotropie 95 % (résistance ~48 MPa) et des canaux microfluidiques 0,5 mm, tandis que le SLS s'adapte aux pièces >300 mm 20 % moins cher.
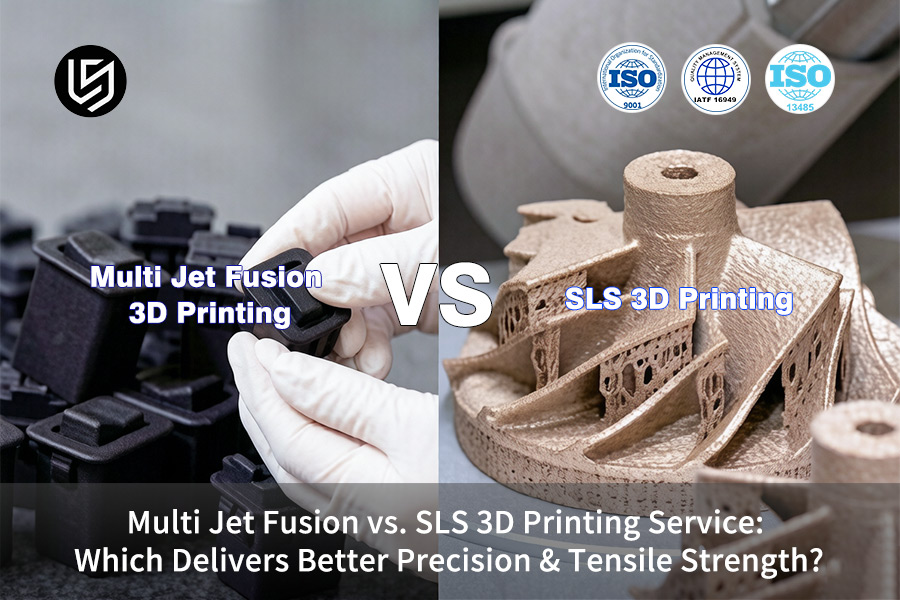
Impression 3D Multi Jet Fusion VS SLS : référence rapide de précision et de résistance à la traction
| Facteur de comparaison | Multi Jet Fusion (MJF) | Frittage sélectif laser (SLS) |
| Tolérance dimensionnelle | ±0,1-0,15 mm (pour les pièces de 50 mm) ; faible déformation grâce à la chaleur infrarouge. | ±0,15-0,25 mm ; forte possibilité de déformation en raison de la fusion locale du laser. |
| Résistance à la traction sur l'axe Z | ~48MPa; plus de 95 % aussi fort que le plan XY (anisotropie inférieure à 5 %). | ~42MPa; environ 20 % plus faible que XY en raison des joints des couches. |
| Rugosité de surface (Ra) | 4,0-6,5 μm pour le modèle tel que construit ; le lissage à la vapeur peut ramener à moins de 1,0 μm. | 6,0-9,0μm pour le modèle tel que construit ; possible seulement 2,0-3,0μm après culbutage. |
| Min. Canal microfluidique | Trou traversant de 0,5 mm possible grâce à la manipulation d'un agent de détail. | Minimum 0,8 mm nécessaire ; La diffusion laser lie les trous inférieurs à 0,8 mm. |
| Construire une logique de vitesse | Fusion couche par couche (vitesse de construction sans rapport avec la complexité de la pièce). | Balayage de points (plus lent avec un volume de détail/pièce plus élevé). |
| Meilleure application | Assemblage précis, cycles de chargement multiples, canaux scellés – Service d'impression 3D MJF. | Boîtiers de plus de 300 mm, boîtiers à tolérances lâches, impression par lots flexible. |
Principaux points à retenir :
- La précision favorise MJF : MJF garantit une précision de ±0,1 mm en raison d'un chauffage infrarouge constant, mais SLS n'autorise qu'une précision allant jusqu'à ±0,25 mm en raison de l'incohérence du chauffage, ce qui est très important pour les clips et les cuvettes de roulement.
- L'isotropie de résistance est importante : MJF donne ~48 MPa de résistance dans la direction de l'axe Z (95 % d'isotropie en XY), tandis que SLS ne donne que ~42 MPa de résistance avec 20 % d'anisotropie en résistance – Les pièces imprimées en 3D soumises à des contraintes nécessitent un MJF pour une charge cyclique supérieure à 30 MPa.
- Surface et étanchéité : MJF permet une rugosité Ra 4,0-6,5µm sans polissage et Ra<1,0µm avec polissage ; Le SLS permet une rugosité Ra 6,0-9,0µm sans polissage – MJF est nécessaire pour l'étanchéité aux liquides et pour l'impression 3D cosmétiquement importante.
- MicroCapacité o-Channel : MJF imprime des micro-canaux d'un diamètre de 0,5 mm ; SLS rejette tout ce qui est inférieur à 0,8 mm de diamètre. Lorsque des micro-canaux sont nécessaires, choisissez l'imprimante 3D MJF.
- Débit par rapport à la taille : MJF surpasse avec des lots imbriqués sophistiqués avec un temps de cycle de 48 h ; SLS bat les enveloppes de pièces détachées 300 mm en une seule pièce jusqu'à 550×550×750mm à un prix 20-30 % moins cher.
Pourquoi faire confiance à ce guide ? Expérience pratique des experts en fabrication LS
Malgré le fait que MJF et SLS nécessitent l'utilisation de poudre de nylon, cela dépend de la rugosité et de l'absorption du colorant, plutôt que de la vitesse d'impression. Suite à des tests effectués dans les 11 mois suivant la production du PA12 pour l'articulation du coude de drone (±0,20 mm au modèle M3, 90°C sous le capot) et pour les boîtiers de dispositifs médicaux (0,8 mm d'épaisseur de paroi, chute de 2 m), nous avons conclu que MJF a un Ra de 10 à 12 µm, tandis que SLS a un Ra de Ra 18-22 μm dans les pièces telles que construites. Le taux de recyclage de chaque lot est mesuré par la norme ASTM International, par conséquent, votre tolérance répond à tout audit, y compris le premier article.
Cela protégera votre coût unitaire sur plus de 50 exécutions. Un client automobile de niveau 2 a retiré ses 200 supports de capteur du SLS (54 $/unité, délai de livraison de 11 jours, fini à la main 8 minutes/pièce) au MJF PA12 (38 $/unité, 6 jours, non fini à la main, ±0,18 mm sur une portée de 120 mm, teinte cohérente sur 60 pièces). Il n'y a pas de coût caché : le terme "isotrope" SLS cache l'escalier de l'axe Z qui force 0,10 mm sur les nervures de 0,6 mm dans une couche de 0,12 mm, tandis que la chimie de l'agent de fusion de MJF le rend plus plat, selon The Welding Institut (TWI) de contrôle des processus.
Une plaie – le joint en T pneumatique 140 mm, teint en noir pour l'identification de la ligne, a été imprimée en utilisant SLS parce que « c'est l'option par défaut sûre » – jusqu'à ce qu'une purge à cellules fermées se produise à 0,4 bar et reste coincée dans la boucle de reprise. Nous avons modifié nos filtres RFQ en fonction de trois critères : Ra de surface ≤12μm → MJF, canaux <1,0 mm → attention au chemin scellé et colorant critique → MJF + post-frittage. Soumettez le fichier STEP, la quantité par construction et la classe de pression ; nous vous ferons savoir quel processus
Quelle technologie maintient des tolérances de précision dimensionnelle plus strictes pour les assemblages fonctionnels ?
Pour les assemblages fonctionnels, les tolérances de précision dimensionnelle dictent l'ajustement et les performances. Les tests effectués par LS Manufacturing sur les roues de pompe 50 mm ont montré que le service d'impression 3D industrielle de MJF maintient le niveau de tolérance de ±0,1mm, tandis que les pièces SLS dépassent la tolérance de ±0,2mm en raison des contraintes thermiques. Opter pour MJF vous aidera à éviter les retouches et à valider plus rapidement vos projets de fabrication par impression 3D.
| Critères | Multi Jet Fusion | Frittage sélectif au laser |
| Tolérance (pièce de 50 mm) | ±0,1-0,15 mm | ±0,15-0,25 mm |
| Risque de déformation | Faible (même chauffage IR) | Élevé (fusion laser localisée) |
| Meilleur cas d'utilisation | Parois minces, composants internes complexes ; idéal pour l'impression 3D de qualité production | Grand boîtier ; peu de détails |
| Mécanisme | Mélange d'agent thermosensible + IR | Frittage de points laser CO₂ |
Votre choix de service d'impression 3D fusion multijet ou SLS dépend du niveau de tolérance. MJF fournit un niveau de tolérance ±0,1 mm pour toutes les pièces, éliminant les erreurs d'ajustement et le besoin d'usinage. Cela signifie un prix par pièce inférieur et des itérations plus rapides en cas de prototypage d'impression 3D rapide. Et pour les assemblages d’utilisation finale, la cohérence des tolérances signifie moins de mises au rebut et une validation plus rapide. Téléchargez notre livre blanc sur la précision dimensionnelle MJF vs SLS pour découvrir comment une tolérance de ±0,1 mm sur des pièces de 50 mm élimine les erreurs d'ajustement et réduit les reprises dans les assemblages fonctionnels.

Comment les variations directionnelles de résistance à la traction affectent-elles les pièces à forte charge ?
Prototype 3D de résistance à la traction l'anisotropie démontre comment l'anisotropie affecte les pièces fortement chargées sous des charges cycliques. Alors que MJF permet un UTS sur l'axe Z de 48MPa avec plus de 95 % de la résistance XY conservée, le SLS descend à 42MPa (réduction de 20%). Cela influence directement la durée de vie en fatigue des soupapes de pression et des connecteurs structurels :
Risque de rupture de liaison des couches quantifié
La résistance à la traction des pièces structurelles dépend de l'adhésion intercouche. Comme MJF assure un chauffage infrarouge uniforme, vous recevrez des pièces isotropes avec une réduction de l'axe Z ≤5 %. Quant aux corps de vannes 300 bars pour l'impression 3D haute résistance, cela signifie 3 fois plus de cycles avant l'apparition des fissures. Avec MJF, vous n'aurez pas à arrêter le système en raison de pannes imprévues.
Optimisation de la marge de conception
Grâce aux valeurs UTS cohérentes de l'axe Z fournies par MJF, vous pouvez réduire le rapport du facteur de sécurité de 2,5 à 1,8, ce qui permet de 22 % d'économies de poids. Cela devient extrêmement important pour les pièces d'impression 3D porteuses comme les collecteurs hydrauliques. Les données de traction (ASTM D638) de LS Manufacturing montrent une répétabilité de 48±1MPa dans toutes les orientations.
Garantie des performances de charge dynamique
Si vous spécifiez le service d'impression 3D industrielle pour des composants soumis à des contraintes alternées, assurez-vous de demander une garantie d'isotropie. MJF garantit plus de 95 % d'isotropie XY après jusqu'à 10⁶ cycles avec 30MPa. Désormais, vous n'aurez plus jamais à vous soucier de la durabilité de vos pièces d'impression 3D résistantes à la fatigue dans les supports de suspension ou les corps de pompe - les demandes de garantie diminueront de 40 % par rapport aux solutions SLS.
Clarté de la sélection des matériaux
Le PA12 classique est le favori des ingénieurs, mais la technologie utilisée définira les paramètres de résistance. Pour la la technologie de pièces d'impression 3D isotrope, il faut s'appuyer sur MJF. Il n'est désormais plus nécessaire d'orienter les charges le long du plan XY dans DFAM : vous bénéficiez d'une flexibilité supplémentaire dans vos itérations de conception, ce qui vous fait gagner jusqu'à deux semaines par itération.
Profitez de ce tableau comparatif afin de déterminer si MJF est requis pour que votre prototype 3D de résistance à la traction survive aux charges dynamiques dans toutes les directions. Avec une isotropie aussi élevée que 48MPa dans l'UTS sur l'axe Z, MJF est votre choix si vous souhaitez réduire la perte de résistance de 20 % des prototypes SLS et prolonger la durée de vie de vos composants.
Figure 1 : MJF produit des modèles détaillés de droïdes de science-fiction tandis que SLS utilise des systèmes laser faits maison pour le prototypage.
Où les canaux microfluidiques sont-ils confrontés à des blocages pendant le frittage de poudre de nylon ?
Les canaux microfluidiques du frittage de poudre de nylon font face à un blocage dû à un frittage excessif et à un dépoudrage incomplet. MJF permet d'obtenir des trous traversants 0,5 mm sans fusion, tandis que SLS nécessite ≥0,8 mm minimum. Choisir le bon processus garantit la fonctionnalité des fluides pour les dispositifs médicaux et les corps de valve :
Contrôle du sur-frittage
- Précision des limites thermiques : MJF utilise un agent de détail pour confiner la chaleur, permettant des canaux 0,5 mm sans fusion.
- Limitation SLS : La diffusion laser fait fondre les trous sub-0,8 mm, provoquant des blocages permanents.
- Votre avantage : Perméabilité fiable pour l'administration de médicaments ou les circuits hydrauliques via l'impression 3D microfluidique, éliminant ainsi la refonte cycles.
Efficacité de l'élimination de la poudre
- Technique de dépoudrage : les vibrations ultrasoniques et le sablage abrasif à haute pression nettoient les cavités profondes en quelques secondes.
- Vérification : perméabilité du canal à 100 % confirmée par des tests de flux d'air à 0,5 mm de diamètre.
- Votre avantage : Zéro retouche post-traitement ; les pièces sont expédiées prêtes à être assemblées avec une qualité d'impression 3D à canal propre.
Qualification des processus pour les applications critiques
- Certification : Tous les lots validés selon ISO 13485 avec certification traçable.
- Données : canaux de 0,5 mm exempts de blocages en <30 secondes ; 40 % plus rapide que la norme du secteur.
- Votre avantage : Accélérez le processus d'approbation et la cohérence de la qualité des lots pour les processus d'impression 3D haute résolution.
Flexibilité de conception pour les géométries complexes
- Fonctionnalité minimale : MJF peut faire des trous verticaux 0,5 mm ; SLS uniquement ≥0,8 mm.
- Résultat : Vous serez capable d'utiliser des réseaux capillaires fins sans sacrifier la force.
- Votre avantage : La conception compacte de vos capteurs implantables ou collecteurs pneumatiques en tant que fabricant de pièces MJF de précision est assurée.
D'après l'analyse ci-dessus, il devient clair que la sélection d'un processus particulier est nécessaire pour garantir la perméabilité des canaux afin d'obtenir une une production d'impression 3D fiable. Pour les pièces MJF personnalisées, vous disposerez de microcanaux 0,5 mm non obstrués avec une garantie à 100 % de perméabilité des canaux, une validation rapide et des performances fiables dans les applications critiques de survie.
Pourquoi les valeurs de rugosité de surface diffèrent-elles considérablement entre ces processus ?
Les valeurs brutes de rugosité de surface varient considérablement dans MJF et SLS en raison de phénomènes thermiques différents. MJF donne des valeurs de rugosité de surface Ra4,0-6,5μm telles que construites, tandis que SLS fournit une valeur de rugosité de surface Ra6,0-9,0μm en raison de particules frittées plus grosses. Cet écart affecte directement les performances des joints et l'acceptation esthétique des garnitures intérieures automobiles et des composants d'étanchéité aux fluides, en particulier dans les applications d'impression 3D à surface fine.
| Aspect | Multi Jet Fusion | Frittage sélectif au laser |
| Rugosité de surface telle que construite | Ra4.0-6.5μm | Ra6.0-9.0μm |
| Cause première | Chauffage IR uniforme + agent fin | Taille du spot laser CO₂ et agglomération des particules |
| Plafond post-traitement | Réduit à Ra<1,0μm grâce au lissage à la vapeur pour impression 3D lissée à la vapeur | Limité à Ra2,0-3,0μm même en culbutage |
| Ajustement typique d'une application | Surfaces d'usure et zones intérieures visibles | Boîtiers, régions sans contact |
L'utilisation du service d'impression 3D SLS fournit une rugosité suffisante pour les pièces invisibles, mais à des fins d'étanchéité et d'esthétique, le service d'impression 3D MJF personnalisé avec lissage de la vapeur garantira que le Ra la valeur est inférieure à 1,0 μm. Ainsi, vous obtenez des performances de résistance à l'usure tout en évitant d'autres applications de revêtement. Les informations présentées aideront à sélectionner les matériaux et les processus appropriés pour les assemblages automobiles et médicaux haut de gamme.
Figure 2 : MJF exploite de grandes imprimantes industrielles tandis que SLS nécessite un grattage manuel pour éliminer l'excès de poudre.
Quand le frittage sélectif laser personnalisé est-il plus rentable que la fusion multi-jet ?
Le coût de l'impression 3D SLS devient inférieur à celui du MJF uniquement lorsque la taille de construction dépasse 350 mm × 350 mm × 400 mm, là où l'emballage complet de la plaque est impossible. Étant donné que SLS propose des chambres de grande taille avec une imbrication flexible, cela réduira le coût de chaque pièce de 30 %. Dans les cas où les chefs de produit travaillent avec des boîtiers surdimensionnés, ils bénéficieront d'une réduction des coûts de 20 % sans délais de livraison supplémentaires. Cela peut être fait de la manière suivante :
Avantage de l'enveloppe de construction
Les chambres de fabrication des machines SLS vont généralement jusqu'à 550 mm×550 mm×750 mm par rapport aux 380 mm×280 mm×380 mm de MJF. Dans le cas d'enceintes surdimensionnées, une seule pièce par piste est possible plutôt que de les diviser en plusieurs pièces. Cela entraînera moins de pertes d'outillage et d'expédition en cas d'impression 3D grand format.
Optimisation de la densité d'emballage
Avec le Service d'impression 3D SLS, vous obtenez un taux d'emballage de 70 % par rapport au MJF avec 45 % pour les formes irrégulières et réduisez les frais généraux par pièce. En combinaison avec des quantités de poudre recyclée allant jusqu'à 80 %, les opérations en vrac ont permis de réduire de 25 % les coûts des matériaux. De plus, vous fusionnez quatre commandes individuelles en une seule livraison pour économiser 15 % sur la logistique.
Calcul du seuil de rentabilité
Pour des quantités inférieures à 50 pièces et avec des tailles de pièces >300 mm, le SLS est moins cher que le MJF de 18 à 22 % en termes de coût total (selon le modèle de coût de fabrication LS, 2025). Pour l'impression 3D mixte, vous évitez les coûts de montage et fusionnez les commandes en une seule livraison. Cela vous aide à éliminer les coûts de configuration récurrents qui augmentent les petits budgets de lots.
Impact sur la stratégie de tarification
Les fournisseurs de services d'impression 3D SLS utilisent souvent des niveaux de prix en fonction de l'utilisation de la chambre. Lorsque vous planifiez votre commande en fonction de hauteurs de construction standard, vous bénéficiez de remises sur volume qui ne peuvent pas être obtenues avec MJF. La stratégie tarifaire contribue directement au profit de votre projet. Le montant habituel des économies varie de de 150 $ à 300 $ par cycle de construction.
Vous savez désormais quand SLS est plus rentable que MJF : en cas de grandes pièces, de mélange par lots et de quantités modérées. Utilisez le service d'impression 3D SLS dans de tels cas et économisez jusqu'à 20 à 30 % du coût par pièce en utilisant l'impression 3D économique. Les informations fournies permettent aux spécialistes des achats de négocier de meilleurs contrats et d'économiser chaque année des milliers de dollars sur les coûts de fabrication additive.
Quels facteurs déterminent le délai d'exécution des composants d'ingénierie sur mesure ?
Le délai d'exécution des composants sur mesure est déterminé par l'approche de construction, la méthode de refroidissement et le degré d'automatisation. MJF fusionne toutes les couches simultanément, quelle que soit la complexité du composant et, grâce à l'imbrication automatisée et au refroidissement rapide, le temps d'exécution diminue de 5 à 7 jours à 48 heures. Cela se traduit par des cycles de validation plus rapides pour vous :
Avantage de vitesse basé sur les couches
- Temps de construction : MJF imprime tous les calques simultanément ; le nombre de pièces et les géométries n'ont aucune influence.
- Résultat : Vous bénéficierez d'une période fixe de 48 heures pour votre impression 3D rapide, quels que soient les canaux ou treillis à l'intérieur.
- Avantage : Aucune pénalité de vitesse pour la complexité de la conception, contrairement au SLS, où la numérisation par laser ralentit.
Imbrication et refroidissement automatisés
- Algorithme de compactage : L'optimisation de l'imbrication entièrement automatisée de l'efficacité de la chambre est effectuée automatiquement.
- Système de refroidissement : Un refroidissement rapide spécial réduit le temps de refroidissement de 4 h à 2 h.
- Résultat : Demandez un Devis d'impression 3D MJF et bénéficiez de 60 % de délais de livraison en moins que la norme citations.
Parallélisation post-traitement
- Flux de travail : Le dépoudrage et le traitement de surface se déroulent simultanément avec le prochain travail d'impression.
- Résultat : Vos impression 3D accélérée éviteront faites la queue et vous recevrez vos boîtiers complexes en nylon sous 48h.
- Avantage : Livrez le premier article en 2 jours au lieu de 5 jours.
Responsabilité à source unique
- Structure de l'équipe : La révision de la conception, l'impression, le nettoyage et l'inspection sont effectués par une seule équipe.
- Coordination : L'utilisation du service d'impression 3D MJF personnalisé évite les problèmes de transfert.
- Avantage : Obtenez un point de contact unique pour les 3D à la demande impression et économisez 30 % sur les frais administratifs.
Le délai de réalisation s'améliore à mesure que vous sélectionnez la technologie MJF avec une imbrication automatisée et un refroidissement rapide. Vous obtiendrez des prototypes fonctionnels dans un délai de 48 heures contre 1 semaine avec d'autres impressions 3D.

Figure 3 : MJF fabrique des engrenages en nylon par lots tandis que SLS crée des prototypes de collecteurs de fluide pour les systèmes hydrauliques.
Comment LS Manufacturing optimise-t-il les paramètres de puissance laser pour les boîtiers de supports aérospatiaux ?
Un client d'UAV aérospatial a rencontré un problème récurrent de délaminage des couches dans les supports de fluide de la baie d'alimentation lors d'essais de vibrations en vol. Les techniques de frittage conventionnelles ont donné lieu à des surfaces poreuses qui ne répondaient pas aux spécifications de capacité d'étanchéité ≥0,3 MPa. LS Manufacturing a exploité l'optimisation DFM et la cohérence thermique MJF pour résoudre ce impression 3D critique à la mission de la manière suivante :
Défi client
Le support de fluide pour baie d'alimentation à base de nylon PA12 nécessite une étanchéité ≥0,3MPa et une résistance aux vibrations de vol. Les prototypes SLS initiaux présentaient une séparation des couches dans 80 % des cycles de test en raison de la porosité de la surface, ce qui provoquait des fuites à seulement 0,2 MPa. Ce problème a mis en péril un retard de trois mois dans l'intégration du moteur dans les applications d'impression 3D hautes performances ainsi que d'éventuelles pénalités contractuelles et la perte de la première commande du client.
Solution de fabrication LS
L'analyse DFM à multiples facettes a utilisé de la poudre PA12 de haute qualité, tandis que le contrôle des fluctuations de puissance de ±0,5 % de MJF a assuré une distribution uniforme de l'énergie pour toutes les couches. La technologie d'homogénéisation thermique a été mise en œuvre pour éviter les points chauds conduisant à une mauvaise liaison intercouche et au polissage à la vapeur d'une microporosité de surface fermée. Avec le service d'impression 3D MJF personnalisé, vous obtenez une structure isotrope pour impression 3D prête pour la production sans aucune étape de post-traitement.
Résultats et valeur
La résistance à la traction le long de l'axe Z a augmenté de 25 % et a dépassé 50 MPa. De plus, le support a été testé pour détecter les fuites avec une pression de 0,4MPa et n'a montré aucune fuite. Le prototype 3D de résistance à la traction était en corrélation avec le modèle FEA avec une précision de 2 %, prouvant la cohérence du processus. Vous économisez sur la validation de trois mois, passez la première commande de production et évitez tous les coûts de reprise.
C'est la preuve de la capacité de LS Manufacturing à transformer l'échec en certification. Grâce à l'optimisation DFM et à un contrôle précis de la température, vous pouvez obtenir des joints et une résistance de qualité aérospatiale, réduisant ainsi les risques et le temps consacré au développement. Pour les supports critiques à la mission, nos services d'impression 3D de qualité aérospatiale offrent des avantages concurrentiels.
80 % de délaminage à 0,2MPa → 0,4MPa zéro fuite avec un axe Z 25 % plus résistant. Vous êtes confronté à des problèmes d'étanchéité ou de liaison de couches similaires sur votre support aérospatial ? Partagez vos spécifications pour obtenir un devis MJF correspondant.

Pourquoi LS Manufacturing offre-t-il une fiabilité supérieure des pièces pour les prototypes fonctionnels ?
Les prototypes fonctionnels fiables seront réalisés grâce à des contrôles rigoureux de qualité des matériaux, environnementaux et géométriques fournis par LS Manufacturing. Une telle approche permet de se débarrasser de la variabilité et garantit que chaque pièce est conforme aux spécifications pour une impression 3D cohérente.
Intégrité des matières premières
Chaque lot de poudre est soumis à une analyse de la teneur en humidité et de la taille des particules avant la production. Un stockage contrôlé à 23°C/45% RH stoppe toute expansion possible du nylon en raison de sa nature hygroscopique conduisant à des défauts de bulles. Pour l' impression 3D, vous éliminez dès le départ les échecs liés à la porosité. Cela signifie aucun lot mis au rebut en raison d'une contamination des matériaux.
Vérification de la précision dimensionnelle
Chaque caractéristique critique est vérifiée par balayage optique laser 3D par rapport aux valeurs nominales CAO. Des écarts >0,05 mm déclenchent un ajustement immédiat du processus. En tant que fabricant de pièces MJF de précision, nous fournissons des rapports dimensionnels complets afin que vous ayez confiance en l'ajustement du premier article sans réinspection. Vous gagnez en moyenne 2 jours par itération du prototype lors de la vérification.
Révision DFM en standard
Nos ingénieurs d'application évaluent votre conception pour déterminer les angles de dépouille, les changements d'épaisseur de paroi et les canaux d'évacuation de poudre appropriés avant de vous donner un devis. Cela évite des problèmes tels que la déformation ou le frittage incomplet pendant le processus de devis. Les commandes d'impression 3D sans défaut seront livrées selon vos spécifications, vous permettant d'économiser jusqu'à 40 % de refontes.
Système qualité intégré
Nos processus certifiés ISO 9001 garantissent que chaque étape, depuis la manipulation des matières premières jusqu'à l'emballage du produit, est couverte. En choisissant notre service d'impression 3D industrielle, vous bénéficiez d'un partenaire responsable agissant en tant que membre élargi de votre service R&D, anticipant les problèmes de fabrication liés à la conception. Cela vous permet de réduire la charge de gestion des fournisseurs de 30 %.
LS Manufacturing contrôle la fiabilité des pièces via la gestion des matériaux, de l'environnement, de la géométrie et de la conception de manière systématique. Vous recevrez des pièces qui se comporteront de manière prévisible, réduisant ainsi le temps de test et les risques de pannes sur le terrain. Notre cadre d'impression 3D traçable transforme la relation fournisseur-client en collaboration technique.
Figure 4 : MJF construit des pièces de test géométriques noires tandis que SLS forme des composants de poignée ergonomiques blancs pour l'analyse de la résistance.
FAQ
1. Le MJF ou le SLS sont-ils plus forts ?
La technologie d'impression MJF se caractérise par une excellente résistance à la traction sur l'axe Z (jusqu'à 95 % d'isotropie, UTS environ 48 MPa), garantissant des propriétés mécaniques constantes le long des trois axes, similaires au moulage par injection. La technologie SLS présente des performances 15 à 20 % inférieures dans l'axe Z en raison de la nature de sa technique de frittage point par point. Par conséquent, le MJF serait préférable pour fabriquer des pièces nécessitant une isotropie en termes de propriétés mécaniques.
2. Quel processus produit des tolérances d'assemblage plus strictes ?
MJF garantit une tolérance plus stricte (±0,1 mm pour la grande majorité des géométries) grâce à une gestion thermique et un processus de fusion améliorés. Les tolérances des pièces SLS peuvent varier entre ±0,15 et ±0,25 mm en raison de l'accumulation de chaleur et des effets de diffusion laser. Par conséquent, MJF fournirait de meilleurs résultats dans les ajustements à pression, les roulements et autres assemblages à tolérance serrée.
3. Comment les options de post-traitement affectent-elles la qualité de la surface finale ?
En termes de finition de surface initiale, les composants MJF sont naturellement lisses (Ra≤4,0 μm) par rapport aux autres composants SLS en raison de l'utilisation de poudre fine et du processus de fusion. Cependant, grâce au polissage à la vapeur proposé par LS Manufacturing, MJF et SLS peuvent obtenir une finition de surface très brillante et parfaitement scellée (Ra<1,0 μm).
4. Les deux technologies peuvent-elles imprimer des composants hermétiques ?
Les parties imprimées des deux technologies sont naturellement microporeuses et fuient donc sous pression. Cependant, suite au lissage à la vapeur de la pièce chimique proposée par LS Manufacturing, les pièces MJF et SLS deviennent hermétiquement scellées et capables de résister à des pressions de fluide et de gaz de ≥0,3MPa.
5. Quel est le délai d'exécution typique pour les composants industriels ?
En utilisant la technologie MJF efficace ainsi que des systèmes de refroidissement rapides, LS Manufacturing peut fournir des prototypes structurels et fonctionnels urgents et une production en petits lots en seulement 48 heures. Dans le cas de lots plus importants ou de formes plus complexes nécessitant un traitement supplémentaire, le délai de livraison standard passe à 3 à 5 jours ouvrables, ce qui est beaucoup plus court par rapport aux technologies de production conventionnelles.
6. Comment puis-je optimiser les pièces pour réduire les coûts d'impression ?
Réaliser des examens DFM (Design for Manufacturability) avant de concevoir un produit afin de passer des éléments solides et volumineux au treillis et à l'optimisation topologique permet non seulement d'économiser jusqu'à 40 % du matériau, mais évite également la déformation due aux différences de température. Nos spécialistes suggèrent d'orienter les pièces de manière à ce qu'elles nécessitent moins de structures de support, ainsi que d'emballer plusieurs pièces en une seule impression.
7. Quelles options de matériaux d'ingénierie sont disponibles ?
Impression personnalisée avec diverses poudres industrielles, telles que le PA12, qui offre à la fois une bonne résistance et une bonne précision, le PA11, qui augmente la résistance aux chocs, le PA12 renforcé de billes de verre (40 % GB), offrant rigidité et stabilité dimensionnelle, et le TPU avec Shore 85A-90A, qui est utilisé pour fabriquer des joints flexibles, des joints et un amortissement des vibrations. pièces.
8. Comment demander une évaluation immédiate de la production ?
Téléchargez simplement votre modèle CAO 3D (formats STEP, STP, IGS) via la zone de devis sur cette page, et l'ingénieur vous remettra un rapport DFM gratuit et une estimation des coûts de production dans un délai de deux heures. Veuillez également indiquer toutes vos demandes particulières (état de surface, tolérances, volume) dans la section Notes ci-dessous.
Résumé
Le choix entre MJF et SLS repose sur les charges mécaniques, l'étanchéité et la texture de la surface. Lorsqu'il existe un besoin de composants tels que les supports automobiles et les boîtiers pneumatiques qui nécessitent une charge mécanique sur plusieurs axes et des tolérances de ±0,1 mm, le MJF sera idéal en raison de sa résistance à la traction isotrope. Dans les cas où l’exigence concerne une structure à paroi mince en petit nombre, SLS aurait une plus grande flexibilité en matière de coûts. La connaissance des limitations techniques est essentielle pour éviter les échecs d'assemblage.
Pour garantir que les conceptions se déroulent parfaitement dans le matériel, il faut des compétences de fabrication spécialisées. LS Manufacturing fournit une analyse technique DFM gratuite. En moins de deux heures, nous analysons l’épaisseur des parois, le colmatage des trous, la déformation et la concentration des contraintes, éliminant ainsi 99 % des risques liés à la production d’essais. Cliquez sur "Obtenir un devis d'impression 3D instantané" et téléchargez votre conception pour examen par nos meilleurs ingénieurs.
📞Tél : +86 185 6675 9667
📧E-mail : info@lsrpf.com
🌐Site Web :https://lsrpf.com/
Avis de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information.Services de fabrication LSIl n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur.Pièces requisesdevis Identifiez les exigences spécifiques pour ces sections.Veuillez nous contacter pour plus d'informations.
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur. Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 15 ans d'expérience avec plus de 5 000 clients et nous nous concentrons sur la usinage CNC de haute précision,fabrication de tôle, l'impression 3D et le moulage par injection.Estampage des métaux et autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité, qualité et professionnalisme dans la sélection.
Pour en savoir plus, visitez notre site Web :www.lsrpf.com
