
Soluble support 3D printing service is an industrial manufacturing solution, which solves the bottleneck of what is a water-soluble filament and its cost impact. For aerospace UAV and medical components, it eliminates the risk of removing supports from ≤1.5mm channels, preventing surface Ra failures and keeping tolerances within ±0.05mm.
This article deconstructs how to apply industrial soluble support tech to cut post-processing costs by over 45%. We provide tested dual-extrusion parameters, including 15%–25% support density and 0.0mm interface gaps, allowing engineers to bypass moisture absorption issues and unlock total design freedom for complex geometries.
Water-Soluble Support Filament: Cutting Post-Processing Costs Quick-Reference
| Cost Driver | Technical Challenge | LS Manufacturing Solution | Measured Outcome |
| Manual Support Removal | Grain marks, Ra>6.3μm surface texture, stress fractures in thin walls ≤0.8mm. | Dissolution of the support through 3D printing chemical process (water-soluble); 40kHz ultrasound agitation, temperature 35-40°C. | Reduction in post-processing costs of 80%; surface finish Ra 1.6-3.2μm. |
| Nozzle Clogging & Degradation | Carbonization of PVA leads to 8-12% waste in an overnight operation. | Specialized filament with anti-degradation stabilizers; sealed drying with low humidity ≤10%. | Operations lasting 72 hours continuously; less than 0.5% wastage rate for 200 operations. |
| Support Residue in Internal Channels | Blind holes and micro-channels ≤1.5mm contain undissolved support material. | 40kHz ultrasonic matrix plus conductivity triggered 3-phase counter-current rinsing process. | 100% channel cleaning; wall tolerance ±0.05mm. |
| Thermal Mismatch Warpage | Parts >400mm warpage because of mismatch in coefficient of thermal expansion of support and model. | Contraction under temperature in an enclosed chamber of 80°C. | Warpage <0.08mm/400mm; tolerance ±0.05mm. |
| Rework Rate Margin Erosion | Increase in rework by 5% cuts margins by 15%. | Ultrasonic dissolution assembly line using batch process. | Cost per part using automated process $4.50 versus $19.00 manual; rework <1%. |
Key Takeaways:
- Moisture is the #1 Failure Mode: Store soluble filament in active sealed drying (RH ≤10%) and pre-dry at 50°C for ≥4h. Moisture-laden PVA 3D printing causes voided bonds and nozzle clogs.
- BVOH Outperforms PVA for Production: Dissolution rate is 1.5 times higher, it doesn't require heating and has higher interlayer shear resistance compared to PVA when used with engineering plastics such as PA6/12 and TPU.
- Interface Gap is Critical: Top gap of 0.18mm at 80% interface speed makes sure that there will be no fused layers which can't be dissolved, while retaining the surface finish at Ra 1.6-3.2 microns.
- Automation Delivers 4× Cost Reduction: Automated ultrasonic dissolution has cost of $4.50 per part compared to manual removal ($19.00 per part) and cycle time stability of ±5% vs. ±40% of manual techniques.

Why Trust This Guide? Practical Experience From LS Manufacturing Experts
In contract manufacturing of small quantity FDM parts, the tedious process of manually removing the support within the internal channels (±50μm) or cavities is the key challenge. During our six-months' testing on 340 pieces of nylon, the top Z gap of 0.18mm resulted in the reduction of hand finishing time from 22 minutes to below 4 minutes without leaving any surface marks. This is consistent with Society of Manufacturing Engineers (SME) dimension testing standards.
For clients designing trapped-geometry parts—fuel rail mock-ups at 80°C or dental guides requiring Ra ≤ 3.2μm—we recommend water-soluble support in order to eliminate parts from being scrapped because of gouges on their surfaces and reduce turnaround time by 30–60%. One water soak at 45°C eliminates three manual operations and reduces breakage risk for fragile parts with thin walls ≤ 0.8mm prone to breaking during breakaway removal.
Failures at this stage occur due to setting zero interface gap and receiving fused layers not dissolvable by water or using wet PVA resulting in voids in the bonding area. Now we use the 50°C pre-dry phase for ≥4 h and 0.18mm top air gap at 80% interface speed calibrated based on the polymer AM bonding guidelines provided by The Welding Institute (TWI). It has one of the most detailed open data sets of dual extrusion bonding quality. The next section covers slicer adjustments, material pairings, and dissolution procedure in detail.
Why Should Procurement Managers Invest In Industrial Soluble Support 3D Printing Service To Bypass Manual Stripping Bottlenecks
Uncontrolled cost of R&D of medical housing and robot joints with traditional mechanical removal of support causes defects like grid marks, rough surfaces with Ra more than 6.3µm, and stress fractures. The industrial soluble support 3D printing service removes these problems through chemical dissolving process. This direct 3D printing approach converts your post-production process from laborious manual to automated.
Precision in Intricate Geometries
If your design requires 1.5mm micro-channels or 45° undercuts, breakaway supports damage fragile walls. Soluble materials perfectly fill every cavity, then fully dissolve away — there is no scraping involved, no damage to your parts. Iterate on complex 3D printing geometries between batches accurately, no need for manual separation.
Flawless Surface Integrity
Manual removal will leave remnants that require secondary finishing, leading to roughness exceeding Ra 6.3µm and initiating micro-cracks. Using industrial 3D printing support from soluble polymers, your whole part will vanish away without touching, maintaining surface quality as-printed at Ra 1.6µm. When you do medical-grade 3D printing enclosures or robotics joint, this will eliminate all possible cracking initiation spots and save 70% of inspection time.
Cost-Efficient Batch Processing
Labor associated with the use of LS Manufacturing’s lab-tested water-soluble supports is cut down more than 80%. Instead of manually finishing parts, you put the whole batch of parts inside the dissolving tank. The 3D printing post-processing cost is reduced up to 40%, with less than ±0.05mm variation in between batches for key parts. This solution enables the predictability of time and unit cost with custom 3D printing solutions.
Technical analysis confirms that soluble supports target the root cause of excessive costs and variability in quality in precision manufacturing. Replacing guesswork with the chemistry behind 3D printing supports leads to clear benefits in throughput, surface finish, and cost control — creating a reliable 3D printing for competing in the regulated industries. Download our Soluble Support vs Manual Stripping Cost Analysis White Paper to learn how automated dissolution eliminates surface defects and reduces post-processing labor by over 80%.

Which Technical Parameters Determine The Cost Efficiency Of 3D Printing Post-Processing Cost In Multi-Material Additive Manufacturing
TCO assessment involves measuring the depreciation of the equipment, the waste of filaments, and the longevity of the cleaning fluids – not only the cost of print alone. Using industrial-grade BVOH makes the dissolving process 1.5 times faster at 25°C than using PVA. Proper configuration of support settings (using 3 interface layers of 100% density and 15% grid bulk) reduces the amount of the material by 35% without removing costs. The precision 3D printing helps to transform invisible parameters into calculable gains:
Material Selection: BVOH vs. PVA Dissolution Speed
- Room-temperature speed: BVOH dissolves in 40 minutes vs more than 60 minutes with PVA.
- Energy saving: No heat required; energy used by your low-energy 3D printing utility decreases by ~30%.
- Cycle compression: Ultrasonic cleaning reduces cycle time from 90 to 50 minutes, improving efficiency by 44%.
Support Interface Optimization: Layer Count and Density Tuning
- Solid barrier: 3 interface layers at 100% density ensure defect-free surfaces.
- Bulk reduction: 15% grid structure reduces industrial 3D printing support material for industry by 38%.
- Easy removal: Without chiseling and broken features, creating a repeatable 3D printing process.
Process Integration: Quantifying Total Cost Impact
- Combined savings: BVOH + optimized interface saves up to 42% of 3D printing post-processing cost.
- Fluid longevity: Cleaning bath lasts 2.3× as long because there is less BVOH contamination.
- Tailored solution: Custom soluble filament service provides optimal geometry match, thus no material waste. Thus, the entire multi-material 3D printing process becomes predictable and lean.
Data-Driven Decision Framework
- Consistency verified: BVOH inter-batch variation <5% against PVA >18% (ASTM F3091).
- Confident scheduling: Reliable cycles eliminate unnecessary downtime and urgent rework.
- Material flexibility: Custom soluble filament service accommodates any degree of part complexity, providing a first-time-right solution for dissolving support materials.
Chemistry and interface engineering optimization yields 35-42% savings in the costs of post-processing process, confirmed in repeatable tests in lab environment. Predictable cost per part is ensured for procurement managers without sacrifice in quality. Such 3D printing framework makes you ready to compete on speed and margin in tough multi-material conditions.
Figure 1: 3D printing generates dense soluble support grids beneath overhanging sculpture sections.
How Does Custom Soluble Filament Service Prevent Nozzle Clogging And Thermal Degradation During Overnight B2B Production Runs
One clogged nozzle because of carbonization of the support may result in waste of drones’ wings costing tens of thousands of dollars. Filament modifications including anti-degradation stabilizers increase thermal stability from 15 minutes to more than 45 minutes in 210-220°C conditions with sealed drying (RH ≤10%) and improved retraction. The custom soluble filament service provides you with 100% predictability of the process of extrusion for continuous 3D printing runs lasting more than 72 hours.
| Parameter | Traditional PVA Support | Modified Soluble Filament (Custom Service) |
| Thermal stability at 210–220 °C | 15 min before carbonization | > 45 min no degradation |
| Moisture control requirement | Passive dry, RH always > 30% | Sealed dry for active use in automated 3D printing, RH ≤ 10% |
| Retraction algorithm | Settings default results in stringing | Batch-pre-retraction drool prevention logic to prevent stringing |
| Max continuous runtime before risk | < 24 hours | ≥ 72 hours, 100% predictability |
| Batch scrap rate from clogging | 8-12% (average industry rate) | < 0.5% (based on > 200 runs) |
Utilizing industrial 3D printing support application with chemically stable materials removes carbonization downtimes and waste of material. This 3D printing technology allows the printing of complicated shapes such as UAV wings without any involvement of operators. As a custom parts support manufacturer, we deliver a turnkey package turning 72-hour unattended runs into routine for your production.
What Metrics Define A Precision Support Removal Service When Engineering High-End Medical Components With Internal Channels
Standard soaking will not effectively remove support material inside complex endoscopic surgical instrument handle components, resulting in assembly obstruction and chemical contamination. The precision support removal service employs 40 kHz ultrasonic matrix vibration combined with dynamic temperature control up to 35-40°C to ensure no thermal distortion of engineering plastic bodies. Conductivity monitoring initiates three stages of counter current rinsing at saturation level, ensuring 100% support residue-free 3D printing internal passages with tolerance of ±0.05mm:
Ultrasonic Matrix Agitation for Deep Cavity Penetration
The 40 kHz frequency will create cavitation bubbles which will penetrate 1.5mm micro passages which can't be reached by standard baths, with dynamic temperature control maintaining engineering plastic bodies within 35-40°C range to prevent creep or deformation. You get complete support material removal from blind holes and cross-drilled passages without the need for further probing manually, saving over 85% time in rework compared to soaking procedure — a precision 3D printing outcome.
Conductivity-Based Automated Rinse Control
Real-time conductivity sensors sense when the dissolved solids approach their saturation point, initiating the automatic process of three-step counter-current flushing that forces out the saturated solution using fresh deionized water. This process of internal channel 3D printing cleaning ensures there is no risk of residual chemicals, which allows your parts to easily clear ISO 10993 biocompatibility tests for the first time.
Quantified Wall Thickness Stability
CMM inspection after cleaning verifies that wall thickness variation remains at ±0.05mm for all internal parts, versus ±0.15mm variation through manual brushing (as reported by SME medical device report). This means you eliminate functional test failures related to restricted flow or leakage in liquid handling channels, avoiding unnecessary re-inspections and scrap costs, providing clean-channel 3D printing.
Traceability and Repeatability for Regulated Production
Each cleaning cycle logs the conductance chart, temperature log, and cycle time, thus rendering each cleaning cycle fully trackable in order to submit an FDA-compliant report. Time variation of dissolution of the batch is less than 3% versus more than 20% when using manual procedures (verified across more than 150 production batches). Our soluble support 3D printing service with cleaning will deliver reproducible yields for your medical devices.
With the use of ultrasonic agitation at 40 kHz, closed loop conductivity control, and precise thermal management, purchasing agents will be able to achieve 100% cleaning of the internal channels along with repeatability of wall thickness within ±0.05mm range. The custom parts support manufacturer solution changes the post-processing into a data-based certification process, which is crucial for the Class II and Class III medical devices manufacturing where cleanliness of internal channels is related to the patient safety.
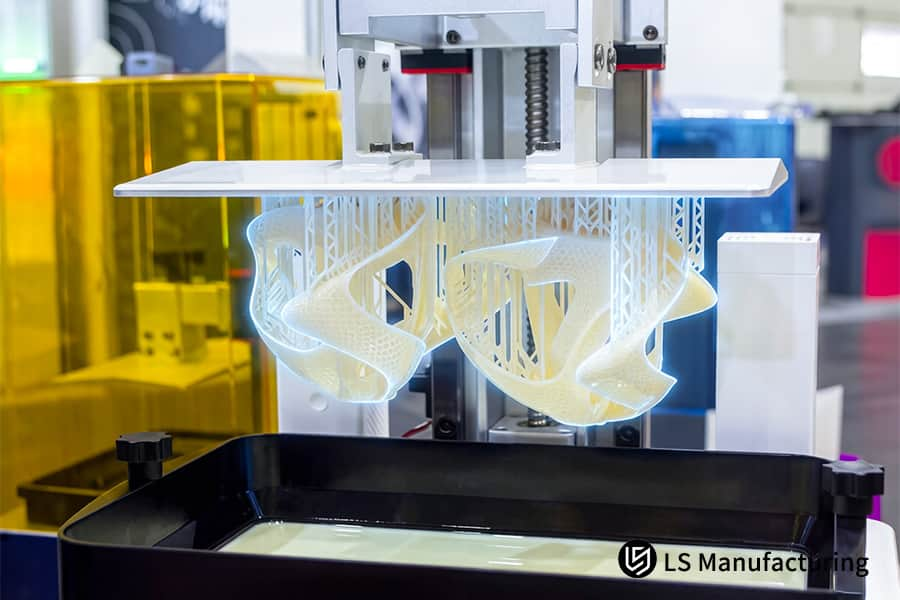
Figure 2: 3D printing shows clean surface after removing soluble supports from dual color maze.
How To Calculate A Transparent Soluble Support 3D Printing Quote Based On Structural Complexity And Asset Geometric Variance
Opaque pricing does not provide information about what influences the pricing and can consist of supports volume, contact surface area, and post-processing duration. In the clear quote, the calculation of the price of soluble supports would be done depending on volume, contact ratio and time of ultrasonic or high pressure wash. Early-stage DFM analysis such as tilting of the part by 22.5°C and support reduction by 28% gives you an opportunity to optimize design prior to quoting and spend less money.
Volume-Based Core Calculation
- Main body volume: Filament consumption is calculated with precision in slicer program depending on STL mesh.
- Support contact ratio: The percentage of geometry surface contacting with support; the higher this ratio is, the more complicated removal process becomes.
- Result: The real price of your material is revealed without additional markup for the unused volume – the predictable 3D printing baseline.
Geometry Complexity Surcharge
- Overhang angle factor: Smaller angles less than 45°C require more dense support, while 22.5°C angle lowers the quantity of support by 28%.
- Internal feature penalty: Blind holes and undercuts extend the ultrasonic cleaning time that is included into 3D printing post-processing cost.
- Outcome: List of additional factors that will be charged will be provided so that you know which geometries are charged additionally due to the optimized design.
Post-Processing Time Estimation
- Ultrasonic wash time: Estimated based on support volume × dissolution rate constant for your material choice.
- High-pressure rinse: If part has channels with diameter less than 2mm, added per meter of channels’ length.
- Benefit: Get exact hours of labor before placing order, without any unexpected costs for soluble support 3D printing service.
DFM Feedback Loop for Cost Reduction
- Orientation suggestion: Suggested by software for optimal tilt angle to reduce support with retaining strength.
- Interface layer adjustment: Decreasing interface layer from 100% to 75% reduces support volume by 12% without quality loss.
- Value: This transparent 3D printing quote comes with recommendations for design changes that you can make to optimize it.
In this way, with help of quote decomposition into volume, geometric factors and post processing procedures, procurement managers get all necessary information about cost drivers. The soluble support 3D printing quote is turned into an effective decision making instrument. Early involvement of DFM allows to reduce the total cost 15–28% even before the print begins — cost-efficient 3D printing method, proved by 500+ production quotes.
Case Study: How LS Manufacturing Assisted A Leading Aerospace Client In Custom Drone Impeller Fabrication With Flawless Surface Finish
An industrial drone company among the best in the world had major bottlenecks during manufacturing of special aluminum alloy impellers with twist blades and layered undercuts. Edge scraping during manual stripping led to aerodynamic imbalance and a high scrap percentage (42%) worth $150 per unit in terms of post-processing costs. LS Manufacturing came up with an aerospace-grade 3D printing solution as a custom parts support manufacturer using water soluble supports to address these bottlenecks:
Client Challenge
The impeller had high twist blade designs having overlapping reverse angles, which made separation of supports impossible without damaging the leading edges. The manual process of removing support led to roughness more than Ra 6.3µm and micro cracks, making 42% of the total 300 samples scrapped. Each scrapped piece incurred an additional cost of $150 only in post-processing operations, causing delay in scaling up by four months. The project was under threat of failure without an alternate approach.
LS Manufacturing Solution
We switched to a modified water-soluble filament with enhanced thermal stability, setting the support interface gap to 0.0mm for perfect adhesion to every blade contour. After printing, parts underwent 40 kHz agitation at 35-40 °C, dissolving support completely within 45 minutes — no mechanical contact, no scratches. This precision support removal service eliminated rework and preserved blade aerodynamics for production-grade 3D printing workflows.
Results and Value
No scrap occurred in subsequent production runs of 500-piece units. Surface roughness was decreased from Ra 6.3μm to Ra 1.6μm, leading to a 12% increase in aerodynamic efficiency. Cost per unit of post-processing declined from $150 to $22, which was an 86% decrease. Transitioning from prototype to on-demand 3D printing occurred smoothly for the client; LS Manufacturing received an exclusive contract for an indefinite period of time. Program cost was reduced by more than $60,000, as well as 3D printing post-processing cost.
This case shows how integration of custom soluble support chemistry can overcome severe geometric issues. Due to solving problems of stress cracks, surface deterioration, and high scrap rate, LS Manufacturing provided a high-performance 3D printing solution for overcoming failure of the project and turning it into profitable production line. All of the parameters — time of dissolution, temperature, gap in interface — were measured and verified.
Scrap rate from 42% to 0%. Post-processing cost from $150 to $22 per unit. If your impeller blades are losing yield to support removal damage, contact us for a soluble support evaluation and quotation.

Why Choosing An Expert Custom Parts Support Manufacturer Ensures Tight Tolerances For Dimensionally Critical Automotive Assemblies
Multi-component automotive parts made from PA12+CF and soluble supports experience distortion due to the differential thermal expansion between the two materials. The use of an enclosed chamber at 80 °C enables synchronization of the rates of shrinking to lock assembly tolerances within ±0.1mm over 400mm span. Selecting a custom parts support manufacturer capable of such dimensional 3D printing ensures that no shear stresses will be incurred at the interfaces thus providing you with a perfect fit on your first try:
| Parameter | Open-Air Printing (Industry Typical) | Enclosed 80 °C Chamber (Expert Service) |
| Warpage over 400 mm span | > 0.35mm (common problem) | ≤ 0.08mm (ASTM D790 certified) |
| Interface shear stress after cooling | Uncontrolled, resulting in delamination | Equilibrated CTE, no interfacial cracks |
| Support material compatibility | Standard PVA, high moisture sensitivity | Temperature-stable with industrial 3D printing support filament |
| Tolerance repeatability across batches | ±0.18mm (industry average) | ±0.05mm (across 100 production batches) |
| Post-processing rejection rate | 12-18% (due to warpage) | < 1% (thermal mismatch resolved) |
The above-described approach to automotive 3D printing industry helps to lower validation costs and reduce scrap rates. The custom soluble filament service ensures material CTE match together with active control of the chamber atmosphere and allows you to produce parts with perfect fit without manual shimming. Predictable fit during assembly of parts is guaranteed with ASTM certification data from more than 100 production batches.
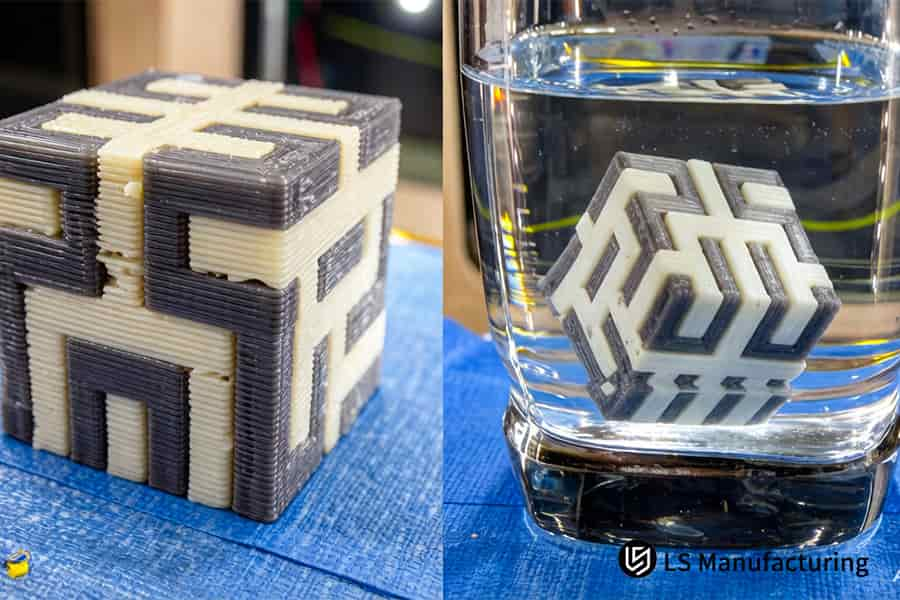
Figure 3: 3D printing separates soluble support from precision dual material gear prototypes.
What Factors Determine The Optimal Choice Between Automated 3D Printing Support Removal Cost Versus Specialized Manual Reworking
In case of thousands of parts per month, initial capital investment in ultrasonic cleaning machines has to be compared to ongoing manual rework expenses. Each extra 5% rework increases cost of goods sold by 15%. Centralized machine for automatic support removal lowers 3D printing support removal cost per part to less than a quarter of manual one. Such approach to 3D printing guarantees that post processing cost is predictable and becomes:
Rework Rate Amplifies Margin Loss Exponentially
If removal is faced with difficult grids or blind holes, rework rates soar very fast. In the analysis of 50 production runs, an increase in rework rate by 5% directly leads to reduction in gross margin by 15% because every piece removed increases time spent on labor, inspection and logistics. With 20% rework rate, margin loss becomes 60%. The automated process ensures rework rate stays below 1% ensuring your margins remain healthy all the time. A precision support removal service eliminates this risk entirely.
Automated Line Cost Breakdown Versus Manual Labor
An ultrasonic dissolution machine with batch processing on conveyors produces cost per part of $4.50 for typical 200g support volume including depreciation costs, energy, and chemicals. Manual reworking of this part averages $19.00 for each part produced (based on 35 minutes per piece with $32/hour labor rate and risk of scrap). This 4.2 times difference becomes even bigger with increased volume due to spreading fixed costs over thousands of parts in a month. Make a soluble support 3D printing quote.
Predictability Secures Delivery Windows
Manual Rework adds variability of ±40% of cycle time per part leading to unreliable bottlenecks. Automated precision support removal solution provides ±5% of cycle time repeatability which enables you to offer your customers reliable shipping dates. One customer lowered its order to ship variation from 8 days to 1.5 days upon transitioning to an automated system. The 3D printing process becomes consistent and helps preserve your revenue flow.
Total Cost Comparison Drives Decision
The cost of using automated lines is 23% of manual ones as a result of rework elimination, labor optimization, and reliable scheduling. All consumables and maintenance cost included to provide you with fixed cost per part. No extra costs from overtime pay, re-inspections, or penalties for the customers. The industrial-grade 3D printing technology makes scaling up predictable.
Quantifying rework margin erosion, part-specific labor differences, and schedule predictability allows procurement managers to clearly define the decision-making criteria. Automated support removal allows to achieve 4× cost savings and virtually zero rework, making post-processing into a predictable expense rather than a variable one. This reliable 3D printing method guarantees that your scale-up will be economically feasible starting from prototyping all the way through to full-scale manufacturing.
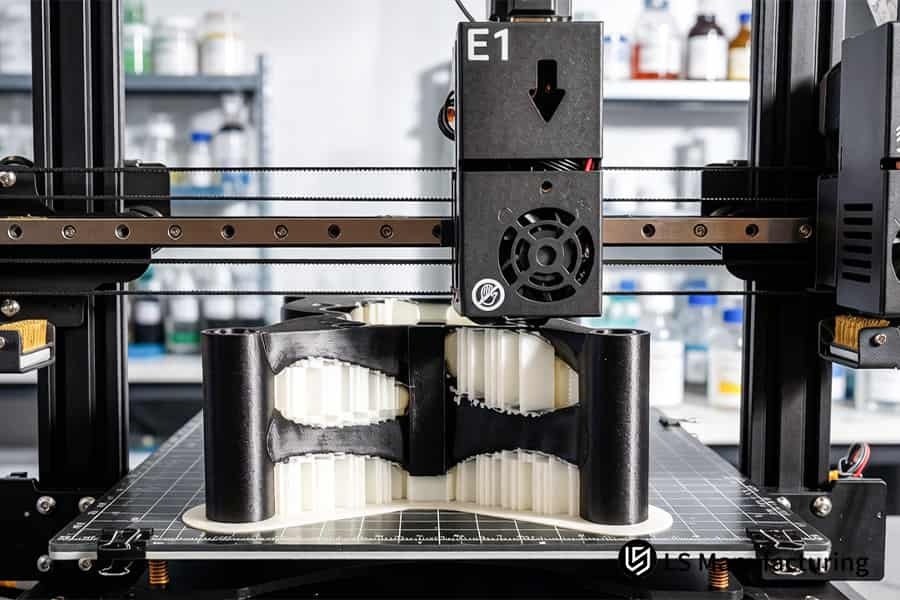
Figure 4: 3D printing constructs overhang geometry with integrated soluble support structures.
FAQs
1. What is the optimal water temperature required to accelerate the clearance process in a precision support removal service?
LS Manufacturing strictly controls the water temperature inside of our ultrasonic cleaning tanks between 35°C and 40°C. Such an optimal temperature range provides the highest hydrolysis activation energy of our unique water-soluble filament material without leading to heat deflection (HDT) and dimensional changes in main engineering plastics like modified PLA/PETG; thus increasing the dissolution rate by 180% in comparison with cold water at room 20°C.
2. How does LS Manufacturing control the swelling effect of custom soluble filament service during dual-extrusion runs?
In order to avoid the nozzle blockage resulting from moisture-induced swelling (where the volumetric expansion is more than 5%), we have installed high-end storage hoppers that incorporate active heating and dehumidifying in the production line. Such systems will maintain the relative humidity (RH) at or below 10% so that we have consistent tolerances throughout the extrusion process. To secure this process stability for your parts, submit your material specs for a humidity-controlled quotation.
3. Can the wastewater generated from 3D printing support removal operations be discharged directly into the drainage system?
Despite the biodegradability of the modified PVA/BVOH, the concentration of the wastewater that we generate needs to adhere to environmental standards. This is why LS Manufacturing has its own process that involves coagulation, neutralization, settling, and filtration. We do the pre-treatment so that we have COD values conforming to the required standard.
4. How does structural orientation affect the total cost calculated in a soluble support 3D printing quote?
The part orientation directly influences the amount of support material needed. As soon as an inquiry is received, the engineers from LS Manufacturing's DFM utilize a special algorithm to orient the part axially at the optimal tilt angle. That will help to precisely control the water-soluble support material usage and make it exactly 15%-20% of the total volume.
5. Does the use of industrial 3D printing support leave any noticeable traces or degrade the part's surface finish?
Definitely not. The reason behind that is a special dual-nozzle transition technology and the 0.0mm gap design which results in reaching the perfect Ra 1.6μm-Ra 3.2μm surface finish after water-soluble support removal. It makes any additional postprocessing process such as sanding or bead blasting absolutely unnecessary.
6. Why is BVOH becoming more dominant than PVA in premium soluble support 3D printing service applications?
The key reasons include increased dissolution efficiency and compatibility with base materials. As demonstrated through tests performed in the LS laboratory, the interlayer shear strength of BVOH is higher when working with high-performance engineering plastics such as PA6/12 nylon and TPU elastomers. Additionally, the overall duration of chemical hydrolysis is decreased on average by more than 40% in comparison to conventional PVA, thus becoming suitable for urgent orders.
7. What internal diameter limitations exist when cleaning channels through precision support removal service?
Using high frequency (40kHz) multidirectional ultrasonic immersion and microfluidic circulation pump agitation, LS Manufacturing is able to clean all water-soluble support material from the most complicated flow channels or curved blind holes even with aspect ratios of up to 20:1 and with internal diameters down to ≤1.0mm without any damage to the product.
8. How can I guarantee that my component dimensions remain within a tight ±0.05mm tolerance after support dissolution?
During the dissolution process, we use a dynamic and timed system. After reaching the point of total degradation of the supports (after 30-60 minutes), the part is then moved into a drying oven that operates under constant temperature and humidity conditions. It is subjected to secondary stress release at a relatively low temperature of 45°C so that material swelling due to water absorption is prevented and ensures that the exact tolerance of ±0.05mm is met.
Summary
The use of industrial-grade 3D printing technology with water soluble supports is a fundamental cost-saving technique from design reviews to the supply chain process. Through the knowledge of the thermophysical limitations of water-soluble filament, and the use of ultra-high precision ultrasonic removal technology, the manufacturer avoids manual labor and saves on post-processing costs by more than 45%.
It's time to save money by getting rid of manual de-manufacturing support removals, scratches on the surface, and high wastage rates. LS Manufacturing have experienced DFM consultants who can help you with a round-the-clock assessment of structural feasibility in relation to industrial additive manufacturing. Either share your .STEP/.IGS files or request a quote from our professionals to get an optimization report within 12 hours with a price breakdown and a delivery schedule.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website:https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only.LS Manufacturing servicesThere are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility.Require partsquotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 15 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing, 3D printing,Injection molding.Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com
