
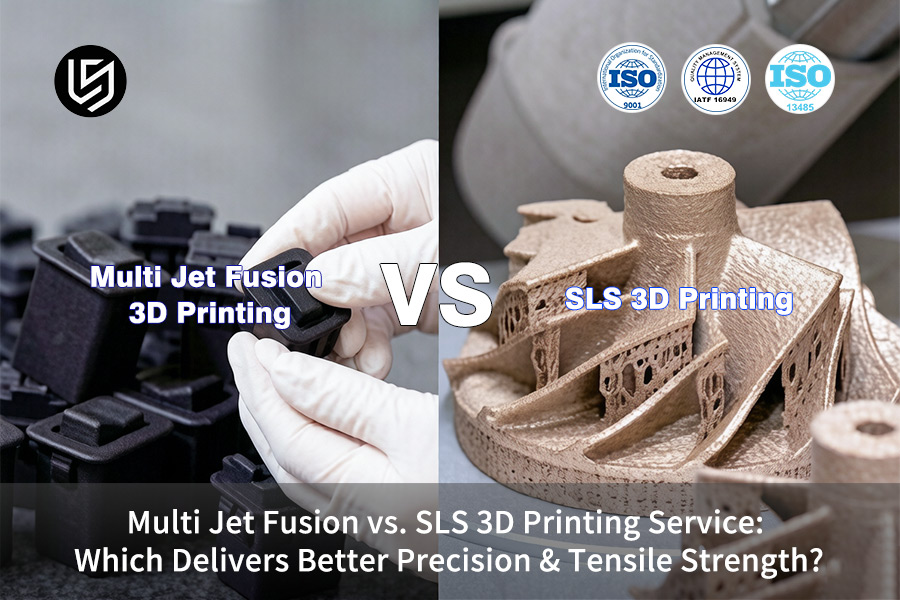
Multi jet fusion vs. SLS 3D printing service of LS Manufacturing is a precision technology, which solves the dilemma of how does multi jet fusion work.
MJF delivers superior ±0.1mm tolerance, 95% isotropy (~48MPa strength), and 0.5mm microfluidic channels, while SLS fits >300mm parts 20% cheaper.
Multi Jet Fusion VS SLS 3D Printing: Precision & Tensile Strength Quick-Reference
| Comparison Factor | Multi Jet Fusion (MJF) | Selective Laser Sintering (SLS) |
| Dimensional Tolerance | ±0.1-0.15mm (for 50mm parts); low warping through infrared heat. | ±0.15-0.25mm; high possibility of warping because of local laser melting. |
| Z-Axis Tensile Strength | ~48MPa; over 95% as strong as XY plane (anisotropy less than 5%). | ~42MPa; about 20% weaker than XY due to layers’ joints. |
| Surface Roughness (Ra) | 4.0-6.5μm for as-built; vapor smoothing can bring down to less than 1.0μm. | 6.0-9.0μm for as-built; possible only 2.0-3.0μm after tumbling. |
| Min. Microfluidic Channel | 0.5mm through-hole possible through detailing agent manipulation. | Minimum 0.8mm necessary; Laser scattering bonds holes smaller than 0.8mm. |
| Build Speed Logic | Layer by layer fusing (build speed unrelated to part complexity). | Point scanning (slower with higher detail/part volume). |
| Best Application | Exact fitting assembly, multiple loading cycle, sealed channels – MJF 3D printing service. | Enclosures larger than 300mm, loose tolerance housings, flexible cost-batch printing. |
Key Takeaways:
- Precision Favors MJF: MJF ensures ±0.1mm precision because of consistent IR heating, but SLS allows only up to ±0.25mm precision owing to inconsistency in heating which is very important for snap-fit and bearing cups.
- Strength Isotropy Matters: MJF gives ~48MPa of strength in Z axis direction (95% isotropy in XY), while SLS gives only ~42MPa of strength with 20% anisotropy in strength – 3D printed parts subjected to stresses require MJF for cyclic load greater than 30MPa.
- Surface & Sealing: MJF allows Ra 4.0-6.5µm roughness without polishing and Ra<1.0µm with polishing; SLS allows Ra 6.0-9.0µm roughness without polishing – MJF is necessary for liquid seal and cosmetically important 3D printing.
- Micro-Channel Capability: MJF prints micro-channels with a diameter of 0.5mm; SLS rejects anything less than 0.8mm in diameter – when micro-channels are necessary choose MJF 3D printer.
- Throughput vs Size: MJF outperforms with sophisticated nested batches with 48h cycle time; SLS beats in >300mm single-part part envelopes up to 550×550×750mm with 20-30% cheaper price.
Why Trust This Guide? Practical Experience From LS Manufacturing Experts
Despite the fact that both MJF and SLS require using nylon powder, it comes down to roughness and dye absorption, rather than print speed. Following benchmarks carried out within 11 months of PA12 production for drone elbow joint (±0.20mm at M3 pattern, 90°C under-bonnet) and for housings of medical devices (0.8mm wall thickness, 2m drop), we have concluded that MJF has Ra 10-12μm, while SLS has Ra 18-22μm in as-built parts. Recycling ratio of each batch is measured by ASTM International standard, therefore, your tolerance meets any audit, including first article.
That will safeguard your unit cost on 50+ runs. A Tier-2 automotive customer took his 200 sensor brackets off of SLS ($54/unit, 11-day lead time, hand-finished 8 minutes/part) to MJF PA12 ($38/unit, 6 days, not hand finished, ±0.18mm in 120mm span, dye-consistent across 60 parts). There's no hidden cost – the SLS "isotropic" misnomer hides Z axis stair-stepping that forces 0.10mm on 0.6mm ribs in 0.12mm layer, while the chemistry of MJF's fusing agent makes it flatter, according to The Welding Institute (TWI) process control.
One wound – the 140mm pneumatic T-joint, dyed black for line identification, was printed using SLS because "it's the safe default option" – until closed cell bleed occurred at 0.4bar and got stuck in the rework loop. We've modified our RFQ filters based on three criteria: surface Ra ≤12μm → MJF, channels <1.0mm → beware of sealed path, and dye critical → MJF + post-sinter. Submit STEP file, quantity per build, and pressure class; we'll let you know which process
Which Technology Maintains Tighter Dimensional Accuracy Tolerances For Functional Assemblies?
For functional assemblies, dimensional accuracy tolerances dictate fit and performance. LS Manufacturing's testing of 50mm pump impellers has shown that industrial 3D printing service by MJF maintains ±0.1mm tolerance level, while SLS parts go out of ±0.2mm tolerance because of thermal stress. Opting for MJF will help you avoid rework and validate faster your 3D printing manufacturing projects.
| Criteria | Multi Jet Fusion | Selective Laser Sintering |
| Tolerance (50mm part) | ±0.1-0.15mm | ±0.15-0.25mm |
| Warpage risk | Low (even IR heating) | High (localized laser melting) |
| Best use case | Thin walls, complex internals; ideal for production-grade 3D printing | Large enclosure; low details |
| Mechanism | Mixture of thermosensitive agent + IR | Laser point sintering CO₂ |
Your multi jet fusion vs. SLS 3D printing service choice depends on tolerance level. MJF provides ±0.1mm tolerance level for all parts eliminating fit errors and need for machining. This means lower price per part and quicker iterations in case of rapid 3D printing prototyping. And for end-use assemblies, tolerance consistency means less scrappage and faster validation. Download our MJF vs SLS Dimensional Accuracy White Paper to learn how ±0.1mm tolerance consistency on 50mm parts eliminates fit errors and reduces rework in functional assemblies.

How Does Directional Tensile Strength Variations Affect Heavy Load Parts?
Tensile strength 3D prototype anisotropy demonstrates how anisotropy affects heavy-loaded parts under cyclic loads. While MJF allows for Z-axis UTS of 48MPa with more than 95% of XY strength retained, SLS goes down to 42MPa (20% reduction). This directly influences the fatigue life of pressure valves and structural connectors:
Layer-bond failure risk quantified
The structural parts tensile strength depends on the interlayer adhesion. As MJF ensures even infrared heating, you will receive isotropic parts with ≤5% Z-axis reduction. As for the 300bar valve bodies for high-strength 3D printing, that means 3x greater number of cycles before the cracks appear. With MJF, you won’t have to shut down the system because of unforeseen failures.
Design margin optimization
As a result of consistent Z-axis UTS values provided by MJF, you can decrease safety factor ratio from 2.5 to 1.8, which allows for 22% of weight savings. This becomes extremely important for load-bearing 3D printing parts like hydraulic manifolds. Tensile data (ASTM D638) of LS Manufacturing shows repeatability of 48±1MPa in all orientations.
Dynamic load performance guarantee
In case you specify the industrial 3D printing service for components that undergo alternating stress, be sure to ask for isotropy guarantee. MJF ensures more than 95% XY isotropy after up to 10⁶ cycles with 30MPa. Now you will never worry about the durability of your fatigue-resistant 3D printing parts in suspension brackets or pump housings – warranty claims will drop by 40% compared to SLS solutions.
Material selection clarity
Classic PA12 is an engineer’s favorite but the technology used will define the strength parameters. For isotropic 3D printing parts technology, one should rely on MJF. Now there is no need to orient loads along the XY plane in DFAM – you have gained additional flexibility in your design iterations which saves you up to two weeks per iteration.
Take advantage of this comparison chart in order to determine whether MJF is required for your tensile strength 3D prototype to survive dynamic loads in any direction. With such high isotropy as 48MPa in Z-axis UTS, MJF is your choice if you want to reduce 20% strength loss of SLS prototypes and make your components live longer.
Figure 1: MJF produces detailed sci fi droid models while SLS utilizes homemade laser systems for prototyping.
Where Do Microfluidic Channels Face Blockages During Nylon Powder Sintering?
Microfluidic channels in nylon powder sintering face blockage from over-sintering and incomplete depowdering. MJF achieves 0.5mm through-holes without fusion, while SLS requires ≥0.8mm minimum. Choosing the right process ensures fluid functionality for medical devices and valve bodies:
Over-sintering control
- Thermal boundary precision: MJF uses detailing agent to confine heat, enabling 0.5mm channels without fusion.
- SLS limitation: Laser scattering melts sub-0.8mm holes, causing permanent blockages.
- Your benefit: Reliable patency for drug delivery or hydraulic circuits via microfluidic 3D printing, eliminating redesign cycles.
Powder removal effectiveness
- Depowdering technique: Ultrasonic vibration plus high-pressure abrasive blasting clears deep cavities in seconds.
- Verification: 100% channel patency confirmed by airflow testing at 0.5mm diameter.
- Your benefit: Zero post-processing rework; parts ship ready for assembly with clean-channel 3D printing quality.
Process qualification for critical applications
- Certification: All batches validated per ISO 13485 with traceable certification.
- Data: 0.5mm channels free of blockages within <30 seconds; 40% faster than industry standard.
- Your benefit: Speed up approval process, consistency in lot quality for high-resolution 3D printing processes.
Design flexibility for complex geometries
- Minimum feature: MJF can do 0.5mm vertical holes; SLS only ≥0.8mm.
- Result: You will be capable of using fine capillary networks without sacrificing strength.
- Your benefit: Compact design of your implantable sensors or pneumatic manifolds as a precision MJF parts manufacturer is assured.
From the above analysis, it becomes clear that selection of a particular process is necessary for ensuring patency of channels in order to achieve reliable 3D printing production. For custom MJF parts, you will have 0.5mm unobstructed microchannels with 100% guarantee of channels patency, fast validation and reliable performance in critical life support applications.
Why Do Surface Roughness Values Differ Significantly Between These Processes?
Raw surface roughness values vary greatly in MJF and SLS because of different thermal phenomena. MJF gives Ra4.0-6.5μm as-built surface roughness values whereas SLS provides Ra6.0-9.0μm surface roughness value due to larger sintered particles. This gap directly affects seal performance and aesthetic acceptance for automotive interior trim and fluid sealing components, especially in fine-surface 3D printing applications.
| Aspect | Multi Jet Fusion | Selective Laser Sintering |
| As-built surface roughness | Ra4.0-6.5μm | Ra6.0-9.0μm |
| Root cause | Uniform IR heating + fine agent | CO₂ laser spot size & particle agglomeration |
| Post-process ceiling | Reduces to Ra<1.0μm through vapor smoothing for vapor-smoothed 3D printing | Limited to Ra2.0-3.0μm even with tumbling |
| Typical application fit | Wear surfaces and interior visible areas | Enclosures, non-contact regions |
Utilization of SLS 3D printing service provides sufficient roughness for invisible parts, but for sealing purposes and aesthetics, custom MJF 3D printing service with vapor smoothing will ensure that the Ra value is less than 1.0μm. Thus, you get wear-resistant performance along with avoiding further coating applications. The presented information will help in making appropriate materials and processes selection for top-end automotive and medical assemblies.
Figure 2: MJF operates large industrial printers while SLS requires manual scraping to remove excess powder.
When Is Custom Selective Laser Sintering More Cost Effective Than Multi Jet Fusion?
SLS 3D printing cost becomes lower compared to that of MJF only after the build size exceeds 350mm×350mm×400mm where full plate packing is impossible. Since SLS offers large chamber sizes with flexible nesting, this will reduce the cost of each part by 30%. In cases involving product managers working with oversized enclosures, they will enjoy 20% cost reduction without extra lead times. This can be done in the following manner:
Build envelope advantage
Build chambers of SLS machines usually go up to 550mm×550mm×750mm compared to MJF's 380mm×280mm×380mm. In the case of oversized enclosures, the single piece per run is possible rather than dividing them into several pieces. It will result in fewer losses in tooling and shipping in case of large-format 3D printing.
Packing density optimization
With SLS 3D printing service, you get 70% packing rate compared to MJF with 45% for irregular shapes and reduce overhead costs per piece. In combination with recycled powder amounts up to 80%, bulk operations have 25% reduced material costs. Also, you merge four individual orders into one delivery to save 15% in logistics.
Break-even point calculation
For quantities less than 50 pieces and with part sizes >300mm, SLS is cheaper than MJF by 18-22% in total cost (according to LS Manufacturing cost model, 2025). For mixed-build 3D printing, you avoid fixture costs and merge orders into one delivery. This helps you to eliminate recurring setup costs which increase small batch budgets.
Pricing strategy impact
SLS 3D printing service providers often use price tiers according to chamber utilization. When you plan your order according to standard build heights, you get volume discounts which cannot be obtained using MJF. The pricing strategy directly contributes to your project profit. The usual saving amount varies from $150 to $300 per build cycle.
Now you know when SLS is more cost-efficient than MJF: in case of large parts, batch mixing, and moderate quantities. Utilize SLS 3D printing service in such cases and save up to 20-30% of cost per part using cost-effective 3D printing. The information provided allows procurement specialists to negotiate better contracts and save on additive manufacturing costs annually by thousands of dollars.
What Factors Determine The Turnaround Time Of Bespoke Engineering Components?
Bespoke components turnaround is determined by the build approach, cooling method, and degree of automation. MJF fuses all layers simultaneously irrespective of the component's complexity and with automated nesting and fast cooling turnaround time decreases from 5-7 days to 48 hours. This results in faster validation cycles for you:
Layer-based speed advantage
- Build time: MJF prints all layers simultaneously; number of parts and geometries have no influence.
- Result: You will get fixed 48-hour period for your quick-turn 3D printing project regardless of channels or lattices inside.
- Benefit: No speed penalty for the complexity of the design, as opposed to SLS, where scanning by laser slows down.
Automated nesting and cooling
- Packing algorithm: Full automated nesting optimization of chamber efficiency is done automatically.
- Cooling system: Special fast cooling reduces the cooldown time from 4h to 2h.
- Result: Request a MJF 3D printing quote and enjoy 60% less lead-time than standard quotes.
Post-processing parallelization
- Workflow: Depowdering and surface treatment proceed simultaneously with the next print job.
- Outcome: Your accelerated 3D printing orders will avoid queuing and you will receive your complex nylon housings within 48h.
- Benefit: Deliver the first article in 2 days rather than 5 days.
Single-source accountability
- Team structure: Design review, printing, cleaning, and inspection are done by one team.
- Coordination: The use of the custom MJF 3D printing service avoids hand-off problems.
- Benefit: Get a single point of contact for on-demand 3D printing and save 30% in administrative costs.
Time-to-completion improves as you select MJF technology with automated nesting and rapid cooling. You will get functional prototypes within 48 hours compared to 1 week with other 3D printing.

Figure 3: MJF manufactures nylon gears in batches while SLS creates fluid manifold prototypes for hydraulic systems.
How Does LS Manufacturing Optimize Laser Power Settings For Aerospace Bracket Cases?
An aerospace UAV client had a recurring problem of delaminating layers in power bay fluid brackets during flight vibration testing. Conventional sintering techniques resulted in porous surfaces that did not meet the specification of ≥0.3MPa sealing capability. LS Manufacturing leveraged DFM optimization and MJF thermal consistency to resolve this mission-critical 3D printing issue—in the following way:
Client Challenge
PA12 nylon-based power bay fluid bracket required ≥0.3MPa sealing and resistance to flight vibration. The initial SLS prototypes had layer separation in 80% of test cycles because of surface porosity, which caused leakage at only 0.2MPa. This problem jeopardized a three-month delay of engine integration in high-performance 3D printing applications and potential contract penalties and loss of the client's first order.
LS Manufacturing Solution
The multi-faceted DFM analysis used high-grade PA12 powder, while MJF’s ±0.5% power fluctuation control assured even energy distribution for all layers. Thermal homogenization technology was implemented to prevent hot spots leading to poor interlayer bonding, and vapor polishing closed surface microporosity. With custom MJF 3D printing service, you get an isotropic structure for production-ready 3D printing without any post-processing steps.
Results and Value
Tensile strength along the Z axis increased by 25% and exceeded 50MPa. Additionally, the bracket was tested for leaks with a pressure of 0.4MPa and did not show any leaks. The tensile strength 3D prototype correlated with the FEA model with an accuracy of 2%, proving the consistency of the process. You save on validation by three months, place the first order for production, and avoid all rework costs.
This is evidence of LS Manufacturing's capability of turning failure into certification. With DFM optimization and accurate temperature control, you can get aerospace-quality seals and strength – thus lowering risks and time spent on development. For mission-critical brackets, our aerospace-grade 3D printing services provide competitive advantages.
80% delamination at 0.2MPa → 0.4MPa zero leak with 25% stronger Z-axis. Facing similar sealing or layer-bond issues on your aerospace bracket? Share your specs for a matched MJF quotation.

Why Does LS Manufacturing Deliver Superior Part Reliability For Functional Prototypes?
The reliable functional prototypes will be achieved through thorough material quality, environmental and geometric controls provided by LS Manufacturing. Such an approach allows getting rid of the variability and ensures that each part is up to specification for consistent 3D printing.
Raw material integrity
Each batch of the powder is subject to analysis for moisture content and particle size before production. Controlled storage at 23°C/45% RH stops any possible expansion of the nylon due to its hygroscopic nature leading to bubble defects. For 3D printing, you eliminate porosity-related failures from the start. This means zero scrapped batches due to material contamination.
Dimensional accuracy verification
Every critical feature is checked via 3D laser optical scanning against CAD nominal. Deviations >0.05mm trigger immediate process adjustment. As a precision MJF parts manufacturer, we provide full dimensional reports so you trust first-article fit without re-inspection. You save an average of 2 days per prototype iteration on verification.
DFM review as standard
We have our application engineers evaluate your design for proper draft angles, wall thickness changeovers, and powder exhaust channels before giving you a quote. This prevents problems like warping or incomplete sintering during the quotation process. Defect-free 3D printing orders will be delivered to your specification, saving you up to 40% of redesigns.
Integrated quality system
Our ISO 9001-certified processes ensure every step from raw material handling to product packing is covered. Choosing our industrial 3D printing service gives you an accountable partner acting as an extended member of your R&D department, anticipating manufacturing issues related to the design. This allows you to reduce the burden of managing suppliers by 30%.
LS Manufacturing controls part reliability through material, environment, geometry, and design management in a systematic way. You will receive parts which are going to behave in a predictable way, reducing testing time and chances of failures in the field. Our traceable 3D printing framework turns the supplier-customer relationship into the engineering collaboration.
Figure 4: MJF constructs black geometric test parts while SLS forms white ergonomic handle components for strength analysis.
FAQs
1. Is MJF or SLS stronger?
The MJF printing technology is characterized by excellent Z-axis tensile strength (up to 95% isotropy, UTS about 48MPa), ensuring consistent mechanical properties along all three axes, similar to injection molding. The SLS technology has 15-20% lower performance in the Z-axis due to the nature of its point-by-point sintering technique. Therefore, MJF would be preferable for manufacturing parts that require isotropy in terms of mechanical properties.
2. Which process produces tighter assembly tolerances?
MJF guarantees tighter tolerance (±0.1mm for the vast majority of geometries) owing to the enhanced thermal management and fusing process. Tolerances for SLS parts can vary between ±0.15 and ±0.25mm due to heat accumulation and laser scattering effects. Therefore, MJF would provide better results in snap-fits, bearings, and other tight-tolerance assemblies.
3. How do post-treatment options affect final surface quality?
In terms of initial surface finish, MJF components are naturally smooth (Ra≤4.0μm) as compared to other SLS components because of the use of fine powder and the fusing process. With the vapor polishing offered by LS Manufacturing, however, both MJF and SLS can get a high-gloss surface finish that is perfectly sealed (Ra<1.0μm).
4. Can both technologies print hermetic components?
The printed parts of both technologies are naturally microporous, hence leaking when under pressure. Following the vapor smoothing of the chemical part offered by LS Manufacturing, however, both MJF and SLS parts become hermetically sealed and able to resist fluid and gas pressures of ≥0.3MPa.
5. What is the typical turnaround time for industrial components?
By making use of efficient MJF technology along with rapid cooling systems, LS Manufacturing can provide urgent structural and functional prototypes and small batch production in just 48 hours. In case of larger batches or more complicated shapes requiring further treatment, standard lead time increases to 3-5 business days, which is much shorter compared to conventional production technologies.
6. How can I optimize parts to reduce printing costs?
Conducting DFM (Design for Manufacturability) reviews before designing a product in order to switch from solid and bulky elements to lattice and topological optimization not only allows you to save up to 40% of the material, but also prevents warping due to temperature differences. Our specialists suggest orienting parts so that they would require fewer support structures, as well as packing several parts into one print.
7. Which engineering material options are available?
Customized Printing with Various Industrial Powders, Such as PA12, which provides both good strength and accuracy, PA11, which increases the impact resistance, Glass Bead Reinforced PA12 (40% GB), providing rigidity and dimensional stability, and TPU with Shore 85A-90A, which is used for making flexible seals, gaskets, and vibration-damping parts.
8. How do I request an immediate production assessment?
Just upload your 3D CAD model (STEP, STP, IGS formats) through the quote box on this page, and the engineer will give you a complimentary DFM report and production cost estimation within two hours. Also, please indicate all your special demands (surface finish, tolerances, volume) in the Notes section below.
Summary
The choice between MJF and SLS relies on mechanical loads, tightness, and surface texture. Where there is a need for components such as automotive brackets and pneumatic housing which require mechanical loading on multiple axes and tolerances of ±0.1mm, MJF will be ideal due to isotropic tensile strength. In cases where the requirement is for a thin-walled structure in small numbers, SLS would have more cost flexibility. Engineering limitations knowledge is key to avoid assembly failures.
To ensure that designs turn out perfectly in hardware requires specialized manufacturing skills. LS Manufacturing provides a free DFM engineering analysis. In less than two hours, we analyze wall thickness, hole clogging, warping, and stress concentration – eliminating 99% of the trial production risk. Click on "Get Instant 3D Printing Quote" and upload your design for review by our best engineers.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website:https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only.LS Manufacturing servicesThere are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility.Require partsquotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 15 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing, 3D printing,Injection molding.Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com
