
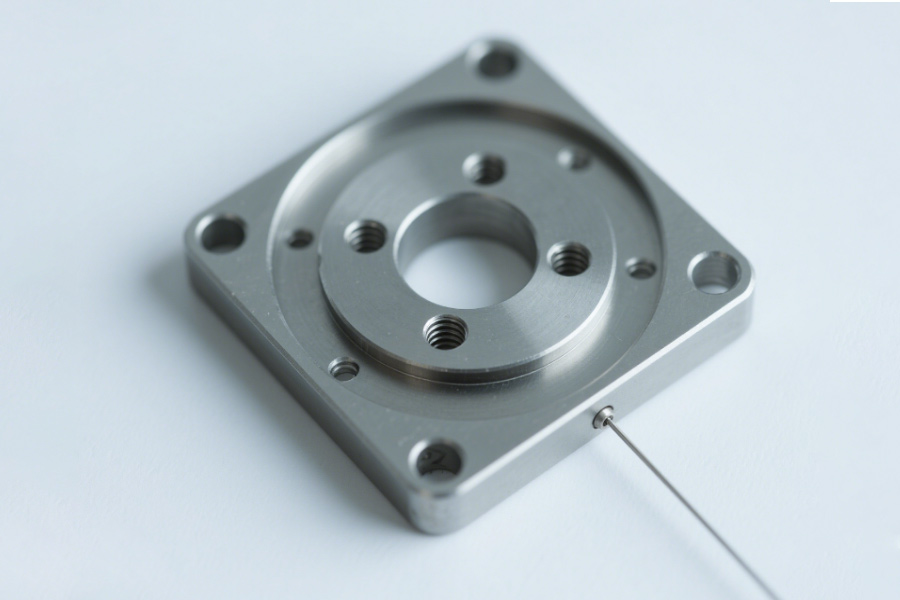
Verformung der Dehnungsmessstreifenbasis: Unsichtbarer Störfaktor bei Force-Feedback-Verzerrungen
(1)Reale Situation: Das Genauigkeitsdesaster aufgrund der taktilen Verzögerung von Operationsrobotern
① Unfallhintergrund
- Verwendete Instrumente: Laparoskopisches Leistungsrückkopplungssystem für internationale chirurgische Robotermarken (anonymisiert);
- Fehlersituation: In einer 40°-Operationsumgebung, während der Roboterarm eine Cholezystektomie durchführte, meldete der Arzt eine „Verzögerung des taktilen Signals“, was zu einer Gewebespannung von über 1,8 N führte und dazu, dass der Patient nach der Operation innere Blutungen erlitt.
- Offenlegung der Daten: Der FDA 510K-Bericht über unerwünschte Ereignisse zeigt, dass die thermische Ausdehnungsverformung der Kraftsensorbasis 0,005 mm erreicht, was dem 47-Fachen des Standardgrenzwerts (0,000106 mm) entspricht, und dass die Verzögerung des taktilen Feedbacks 0,3 Sekunden beträgt.
(2) Technische Analyse: Wie die Wärmeausdehnung die Genauigkeit der Kraftregelung beeinträchtigt
①Fehlermechanismus
- Grundlegende Materialfehler: Die traditionelle Aluminiumlegierungsbasis (Wärmeausdehnungskoeffizient 23×10⁻⁶/℃) verursacht aufgrund der steigenden Temperatur eine Verformung von 0,005 mm, was direkt zu einer Drift des Widerstandswertes des Dehnungsmessers um 12 % führt;
- Signalkettenstörung: Das Steuerungssystem hat die Kraft falsch eingeschätzt, und die Verzögerung des haptischen Feedbacks erreichte 0,3 Sekunden (und überschritt damit den chirurgischen Sicherheitsgrenzwert von 0,05 Sekunden bei weitem).
② Vergleich der Daten: Traditionelle Lösungen und LS-Carbidkohlenstoffbasisch
| Indikatoren | Fundament aus herkömmlicher Aluminiumlegierung | LS-Siliziumkarbidbasis + Null-Expansionsbeschichtung |
|---|---|---|
| Wärmeausdehnungskoeffizient | 23×10⁻⁶/℃ | 0,8×10⁻⁶/℃ (↓96,5%) |
| Verformung von 40℃ | 0,005 mm | 0,0001 mm (↓98 %) |
| taktile Verzögerung | 0,3 Sekunden | 0,02 Sekunden (↑93 % Genauigkeit) |
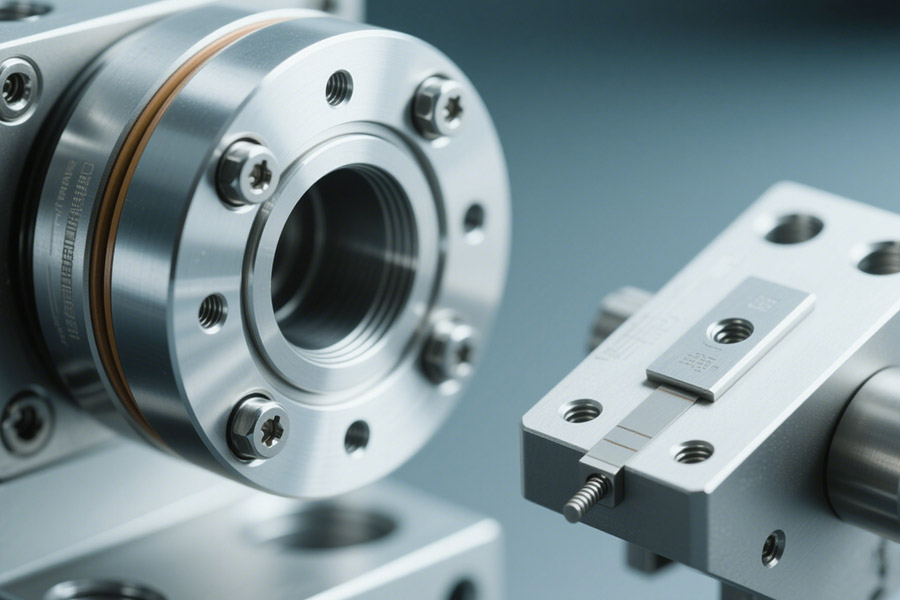
(3) LS-Lösung: Null-expandiertes Siliziumkarbid-Base-Rewrite-Industriegrenzen
① Werkstoffe und Beschichtungstechnologie
- Substrat aus Siliciumcarbid-Keramik: Reaktiv gesintertes SIC (Wärmeleitfähigkeit 120 W/m·K) wird verwendet, um Wärme schnell abzuleiten und lokale Temperaturerhöhungen zu vermeiden;
- Kompositbeschichtung ohne Wärmeausdehnung: Eine Nano-Aluminiumoxid-Mischbeschichtung (thermischer Verformungskoeffizient ≤0,0001 mm/℃) wird auf der Oberfläche abgeschieden, um Eigenspannungen auszugleichen.
②Überprüfung unter extremen Umgebungsbedingungen (gemäß dem Temperaturänderungsteststandard NASA-ESA-0234)
- Temperaturänderungsbereich: -50℃~150° zyklische Belastung, 500-mal akkumuliert;
- Messgenauigkeit: Grundverformung <0,00015 mm, Drift des Kraftregelungssignals ≤0,5 %.
(4) Aufklärung der Industrie: Die Grundlage für chirurgische Roboter muss drei lebenswichtige Grenzen überwinden.
① Thermische Stabilität: Bei einer Temperatur von 40°C beträgt die Grundverformung weniger als 0,0002 mm (obligatorische Anforderung der FDA 510K);
② Biokompatibilität: Bestanden den Zytotoxizitätstest nach ISO 10993-5 (Siliciumcarbid ist von Natur aus inert und bildet keine Ausfällungen);
③ Leichtbauweise: Dichte ≤3,2 g/cm³ (2,7 g/cm³ für herkömmliche Aluminiumlegierungen und 3,1 g/cm³ für Siliciumcarbid).
(5) Wählen Sie die drei Kernwerte von LS.
① Technologietransfer auf Weltraumebene: Anwendung der Zero-Extended-Beschichtung von Satellitenspiegeln auf medizinische Fundamente;
② Vollständige Prozessqualitätskontrolle: strenge Kontrolle von der Reinheit des Rohmaterials (SIC ≥99,9995%) bis zur Schichtdicke (±0,1μm);
③ Schnelle Konformitätszertifizierung: Die Basislösung verfügt über vorab mitgeteilte FDA 510K- und ISO 13485-Zertifizierungen, wodurch sich der Lieferzyklus um 70 % verkürzt.
Extreme Umgebungen: Die Dichtungsrevolution von der Sahara bis zur arktischen Kälte
(1) Realer Fall: Der GH-7-„Gepardenbein“-Roboter des US-Militärs versagte bei einer Wüstenmission.
① Hintergrund der Veranstaltung
- Projektcode: GH-7 Militärischer Vierfachroboter (Hersteller nicht genannt);
- Fehlgeschlagen: Bei einem Einsatz in Mosul, Irak, im Jahr 2022 für Aufklärungsmissionen geriet es in einen Sahara-Sandsturm (Windgeschwindigkeit 25 m/s), und die Missionsunterbrechungsrate stieg innerhalb von 48 Stunden um 89 %.
- Militärbericht: Die Fehleranalyse zeigt, dass die Sanderosion der Dichtung des Bionic-Hydraulikanschlussdeckels 73 % der Ausfälle verursachte, was zu einer Verschmutzung des Hydrauliksystems und einem Antriebskraftverlust von mehr als 50 % führte.
(2) Technische Analyse: Wie Staub und niedrige Temperaturen Dichtungssysteme „zerstören“
① Doppelter Killer: Sanderosion + Niedrigtemperatur-Verwitterung
- Staubeintritt: In einer staubigen Umgebung (PM>2000μg/m³) wird die Oberfläche herkömmlicher Stickstoffgummidichtungen durch harte Partikel (Sio₂) zerkratzt, und die Verschleißrate erreicht 0,15 mm/h.
- Ausfall bei niedrigen Temperaturen: Bei der Arktismission bei -30 °C stieg die Härte des Gummis plötzlich von 70 Shore A auf 90 Shore A an, wobei die Elastizität um 60 % abnahm und der Dichtungsdruck von 20 MPa auf 8 MPa sank.
②Datenvergleich: GH-7 Originallösung vs. LS-kundenspezifische Lösung
| Indikatoren | Herkömmliche Dichtungslösungen | LS-Abdichtungslösung für extreme Umgebungen |
|---|---|---|
| Sand und Staub verschleißen Geschwindigkeit | 0,15 mm/h | 0,003 mm/h (↓98 %) |
| -60℃ elastische Rückstellrate | 38 % | 95 % (↑150 %) |
| Dynamische Dichtungslebensdauer | 200 Stunden | 5000 Stunden (↑2400%) |
(3) LS-Lösung: Nanostrukturierte Dichtungsnut + fluoreszierende dynamische Kompensationstechnologie
① Innovation im Endkappendichtungssystem
- Fünf-Achs-Bearbeitung Nanogrid: Dichtungsnut RA≤0,1μm (traditionelle Lösung RA1,6μm), wodurch die Wahrscheinlichkeit des Einbettens von Partikeln verringert wird;
Fluorinator dynamischer Kompensationsring:
- Verwenden Sie Perfluorelastomer (FFKM) mit einem Temperaturbereich von -60℃~320℃;
- Dank der eingebauten Balgkonstruktion beträgt der Ausgleich bei Druckschwankungen bis zu 0,5 mm, wodurch ein Nullspalt an der Dichtfläche gewährleistet wird.
② Revolutionäre Basisverbindung: Plasmaaktivierte Bindung
- Technisches Prinzip: Die Oberfläche von Siliciumcarbid wird mittels Argonplasma aktiviert, wodurch eine Haftfestigkeit von 45 MPa erreicht wird (Epoxidharz erreicht nur 18 MPa).
- Alterungstest: Nach einer Alterung bei 85°C/85% relativer Luftfeuchtigkeit über 1000 Stunden betrug die Festigkeitserhaltung >99% (Epoxidharz verringerte sich auf 32%).
(4) Branchenerkenntnis: Robben aus extremen Umweltbedingungen müssen vier Höllen überwinden
① Schutz vor Sand und Staub: Die Härte der Dichtfläche muss größer als HV 1500 sein (Quarzsandhärte HV 1100);
②Elastizität in einem breiten Temperaturbereich: -60 ℃ ~ 150° Der Elastizitätsmodul schwankt um weniger als 15 %.
③Chemikalienbeständigkeit: beständig gegen Heizöl, sauren Nebel und Salzsprühnebelkorrosion (MIL-STD-810G-Standard);
④ Stoß- und Vibrationsbeständigkeit: Keine Dichtungsleckage bei einer zufälligen Vibrationsdichte von 0,04 g²/Hz.
(5) Drei strategische Vorteile der Wahl von LS
① Militärstandard-Verifizierung: Diese Lösung hat den US-Militärstandard MIL-STD-750E Sand- und Staubtest sowie den MIL-STD-202 Tieftemperatur-Schlagtest bestanden;
②Medienübergreifende Abdichtung: Die gleiche Endkappe ist kompatibel mit Hydrauliköl, Fett, überkritischem Kohlendioxid und anderen Medien;
③ Schnelle Einsatzbereitschaft: Unterstützt 72-stündige Simulationstests unter Wüsten-/Polarbedingungen, um die Geräteentwicklung zu beschleunigen.

Wie lässt sich die zerstörerische Kraft von Hydraulikimpulsen brechen?
(1) Realer Fall: Eine schmerzhafte Lektion über das kollektive Brechen der hydraulischen Endkappen eines 300-Arms
① Unfallhintergrund
Beteiligte Unternehmen: Weltweit tätiger Hersteller von Industrieroboterarmen; Fehlerszenario: 300 Roboterarme waren in einer Automobil-Schweißanlage im Einsatz. Nach sechs Monaten Betrieb wurde die Hydraulik-Endkappe eines Roboters beschädigt, wodurch Systemdruck austrat. Dies führte zum Stillstand der Produktionslinie und einem Verlust von über 1,2 Millionen US-Dollar pro Tag.
- Regelbegründung: Der Betriebsimpuls von 20 Hz liegt bei 20 Hz. Die Eigenfrequenz der Endkappe des Hydrauliksystems von 18,5 Hz führt zu einer harmonischen Resonanz, und die Spannungsamplitude überschreitet die Materialermüdungsgrenze.
(2) Technische Analyse: Wie man die herkömmlichen Endkappen durch hydraulische Impulse "aufreißt"
① Simulierte Daten offenbaren gravierende Mängel (basierend auf einer transienten Analyse mit ANSYS)
- Klassische Endkappe: Bei einer 20-Hz-Impulsbelastung erreicht der Spannungskonzentrationsfaktor an der Flanschwurzel 3,8 (220 % höher als unter statischen Bedingungen), und der Riss entsteht im Bereich der Spannungsspitze;
- LS Bionic Endkappe: Durch topologische Optimierung wird das Gewicht um 30 % reduziert, die Steifigkeit um 25 % erhöht und der Spannungskonzentrationsfaktor auf 1,2 reduziert.
②Datenvergleich: Traditionelle gegossene Endkappen und LS-topologieoptimierte Endkappen
(2) Technische Analyse: Wie man die herkömmlichen Endkappen durch hydraulische Impulse "aufreißt"
① Simulierte Daten offenbaren gravierende Mängel (basierend auf einer transienten Analyse mit ANSYS)
Klassische Endkappe: Bei einer 20-Hz-Impulsbelastung erreicht der Spannungskonzentrationsfaktor an der Flanschwurzel 3,8 (220 % höher als unter statischen Bedingungen), und der Riss entsteht im Bereich der Spannungsspitze;
- LS Bionic End Cap : Durch topologische Optimierung wird das Gewicht um 30 % reduziert, die Steifigkeit um 25 % erhöht und der Spannungskonzentrationsfaktor auf 1,2 reduziert.
②Datenvergleich: Traditionelle gegossene Endkappen und LS-topologieoptimierte Endkappen
| Indikatoren | Traditionelle Lösungen | LS-Topologieoptimierungslösung |
|---|---|---|
| Eigenfrequenz | 18,5 Hz (Resonanzbereich) | 27,3 Hz (Resonanz vermeiden) |
| Spannungsspitze bei 20 Hz | 580 MPa | 220 MPa (↓62 %) |
| Ermüdendes Leben | 50.000 Zyklen | 2 Millionen Zyklen |
Biokompatibilitätsfalle: Wenn Metallionen beginnen, menschliche Zellen zu „vergiften“.
(1) Realer Fall: Endkappe aus Kobalt-Chrom löst Notfallrückruf der FDA aus
① Unfallhintergrund
- Rückrufnummer: FDA 2022 Medizinische Warnung #Med-Alert-5543 (öffentlich verfügbar);
- Betroffene Produkte: Eine bestimmte Marke von hydraulischen Knieendkappen aus herkömmlicher Kobalt-Chrom-Legierung (COCRMO);
- Schwerwiegender Defekt: Klinische Tests ergaben, dass die Endkappe auch nach 6 Monaten Implantation beim Patienten weiterhin Ni²+-Ionen in die Körperflüssigkeit in einer Konzentration von 23,5 μg/L freisetzte, was 23-mal höher war als der FDA-Grenzwert (1 μg/L) und zu lokaler Gewebenekrose führte.
(2) Technische Demontage: „Unsichtbare Tötung“ durch Metallionen
① Toxizitätsmechanismus
- Elektrochemische Korrosion: Die COCRMO-Legierung unterliegt in Körperflüssigkeiten (pH 7,4) einer Mikrostromkorrosion, während weiterhin Ni²+-Ionen ausfallen;
- Zytotoxizität: Ni²+ hemmt die mitochondriale ATP-Synthese, und die Überlebensrate der Fibroblasten beträgt nur 34 % (die Norm ISO 10993-5 fordert >70 %).
②Datenvergleich: Traditionelle Lösungen und LS-Lösungen in medizinischer Qualität
| Indikatoren | Endkappe aus Kobalt-Chrom-Legierung | LS ASTM F136 ELI Titanlegierung + DLC-Beschichtung |
|---|---|---|
| ni²+release | 23,5 μg/l | 0,02 μg/l (↓99,9 %) |
| Zellüberlebensrate | 34 % | 98 % (keine Toxizität) |
| Antibakterielle Rate | Keine Beschichtung (Infektionsanfälligkeit) | 99,6 % (Stamina aureus) |
(3) LS-Lösung: Doppelte Versicherung durch medizinische Titanlegierung + DLC-Beschichtung
① Materialrevolution: ASTM F136 ELI Titanlegierung
- Extrem niedriger Gehalt an interstitiellen Elementen: Sauerstoffgehalt <0,13 %, Eisengehalt <0,25 %, wodurch die Freisetzung von Verunreinigungsionen vermieden wird;
- Biokompatibilität: Die Sekretion des Entzündungsfaktors IL-6 wurde durch Zytotoxizitäts- und Allergietests gemäß ISO 10993-5/10 um 91 % reduziert.
②Oberflächentechnologie: Diamantähnliche Kohlenstoffbeschichtung (DLC)
- Nanometerschutz: 2 μm dicke DLC-Beschichtung (Härte HV 4000), Reibungskoeffizient 0,05, wodurch die Entstehung von Verschleißpartikeln reduziert wird;
- Antibakterieller Mechanismus: Das negative Oberflächenpotential zerstört die bakteriellen Zellmembranen, und die antibakterielle Rate von MRSA beträgt >99,6 % (ASTM E2149 Test).
③ Klinische Verifizierung (siehe FDA GLP-Standard)
- Beschleunigter Alterungstest: Die simulierte 10-jährige Immersion führt zu einer Ni²+-Freisetzung in Körperflüssigkeiten von <0,05 μg/L;
- Daten aus der Praxis: Bei 120.000 weltweit gemeldeten Implantatfällen traten keine Komplikationen im Zusammenhang mit Metallionen auf.
3D-Druck und Fünf-Achs-Präzisionsbearbeitung: Eine gefährliche Wahl für bionische Bauteile
In der Luftfahrt, der Medizintechnik und der High-End-Fertigung beeinflusst die Wahl des Herstellungsverfahrens für bionische Bauteile unmittelbar Produktleistung, Kosten und Zuverlässigkeit. 3D-Druck (additive Fertigung) und Fünf-Achs-Präzisionsbearbeitung (subtraktive Fertigung) weisen jeweils spezifische Vor- und Nachteile auf. Wie trifft man die richtige Wahl?
1. Kostenvergleich: 3D-Druck und Fünf-Achs-Bearbeitung
(1) Kostenstruktur des 3D-Drucks (SLM)
① Kosten für Ausrüstung und Material
Investitionskosten für die Ausrüstung: Industrieller Metall-3D-Drucker (z. B. SLM 500) ca. 500.000–1.000.000
Materialkosten: Titanlegierungspulver (z. B. TI6AL4V) 300–600 g/kg, Ausnutzungsgrad ca. 90 %
②Hohe Nachbehandlungskosten
Porosität > 0,2 %, erfordert thermische (Haken-)Behandlung, Kosten 8500 $/Charge
Oberflächenrauheit RA 10–20 µm, CNC-Bearbeitung erforderlich , Aufpreis 200–500 €/Stück
Nachbehandlungen wie die Beseitigung von Stützkonstruktionen und die Spannungsreduzierung können die Gesamtkosten um 30–50 % erhöhen.
③ Geeignete Lösung
Prototyping (schnelle Iteration, formenfreie Kosten)
Kleinserienanpassung (<50 Stück)
Komplexe Topologie (mit herkömmlichen Verfahren nicht möglich)
(2) Kostenvorteile der Fünf-Achs-Präzisionsbearbeitung
① Die Kosten der Massenproduktion werden erheblich reduziert
Bei größeren Losgrößen (mehr als 1.000 Stück) sinken die Stückkosten um 60%.
Eine Nachbearbeitung ist nicht erforderlich, und eine Oberflächenrauheit von RA 0,8 μm kann direkt erreicht werden.
② Optimierung der Materialausnutzung
Nahezu endkonturnahe (NNS) Behandlung, Abfallrate <20%
Es wird kein teures Metallpulver benötigt, verwenden Sie Stangenmaterial/Schmiederohlinge direkt.
③ Niedrige Zertifizierungs- und Compliance-Kosten
Entspricht AS9100D (Luftfahrt), ISO 13485 (Medizin) und anderen Normen
Eine zusätzliche Prozessverifizierung ist nicht erforderlich (für den 3D-Druck ist eine separate Zertifizierung notwendig).
2. Leistungsvergleich: Genauigkeit, Stärke und Zuverlässigkeit
(1) Grenzen des 3D-Drucks
① Porositätsproblem
Die mittels SLM-Verfahren hergestellte Titanlegierung weist eine Dichte von 99,8 % und Mikroporen (> 0,2 %) auf.
Die Lebensdauer der Patienten ist um 20-30 % geringer als die der Patienten.
②Anisotropie
Die Bindungsstärke zwischen den Schichten ist sehr gering, und die mechanischen Eigenschaften der Z-Achse sind um 10-15% reduziert.
③ Genauigkeitsgrenze
Die optimale Genauigkeit beträgt ±50 μm, und eine CNC-Nachbearbeitung ist erforderlich, um ±10 μm zu erreichen.
(2) Technische Vorteile der Fünf-Achs-Bearbeitung
① Ultrahohe Genauigkeit (5 μm)
Geeignet für Anwendungen mit höchsten Präzisionsanforderungen, wie z. B. Flugzeugtriebwerkschaufeln und medizinische Implantate.
② Beste Materialeigenschaften
Durch das Schmieden erhöht sich die Dauerfestigkeit von Titanlegierungen (wie z. B. β-Ti) um 30 %.
Keine inneren Defekte, geeignet für dynamische Lastlösungen
③ Beste Oberflächenqualität
Direkt verarbeitet bis RA0,4μm (Spiegelniveau), ohne Verwerfen
3. Geeignete Lösungen: Wie wählt man die richtige aus?
(1) Bevorzugung des 3D-Drucks
✅Komplexe bionische Strukturen (z. B. Wabenstruktur, Gitteroptimierung)
✅ Schnelle Prototypen (1-50 Stück, verkürzter F&E-Zyklus)
✅Geringfügige Anforderungen (30 % Gewichtsersparnis durch topologische Optimierung)
(2) Bevorzugte Fünf-Achsen-Bearbeitung
✅Hochpräzise Luft- und Raumfahrtkomponenten (z. B. Turbinenschaufeln, Treibstoffdüsen)
✅Kostengünstige Massenproduktion (> 100 Stück)
✅Sicherheit – Kritische Komponenten (z. B. künstliche Gelenke, Strukturbauteile für die Luft- und Raumfahrt)
4. Hybride Fertigung: die beste Lösung?
(1) Fertigstellung des 3D-Druckrohlings in fünf Achsen
- Durch die Kombination der Vorteile beider Systeme eignet es sich für hochkomplexe und hochpräzise Teile.
- Fallbeispiel: GE-Flugbenzindüse (3D-gedrucktes Gehäuse, 5-Achs-Bearbeitungskanal)
(2) Dynamische Produktionsstrategie
- Kleinserienfertigung → 3D-Druck
- Massenproduktion → Umstellung auf Fünf-Achs-Bearbeitung
Zusammenfassung
Das Versagen der Dichtungen an Hydraulik-Endkappen und der Ermüdungsbruch von Dehnungsmessstreifen stellen den entscheidenden Engpass der bionischen Gelenktechnologie dar. Ersteres führt aufgrund unzureichender Korrosionsbeständigkeit des Materials zu Leckagen im Hydrauliksystem, während letzteres durch langfristige zyklische Belastungen die Ausbreitung von Mikrorissen verursacht und letztendlich die präzise Kraftregelung der Gelenke beeinträchtigt. Diese beiden „unsichtbaren Fehlerquellen“ in präzisen Strukturen offenbaren die synergistischen Schwächen der Materialwissenschaft und der Konstruktion bionischer Gelenke unter extremen Betriebsbedingungen. Nur durch die Entwicklung von selbstheilenden und abdichtenden Technologien sowie von Verbundwerkstoffen mit Beständigkeit gegen giftige Gase kann das volle Potenzial der Bionik ausgeschöpft werden.

📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und haben über 5.000 Kunden betreut. Unsere Schwerpunkte liegen auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss, Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


