
Präzisionsbearbeitungsservice beginnt mit dem Wissen über den Unterschied zwischen gegossenem Acryl und extrudiertem Acryl, obwohl die Auswahl des richtigen Materials der erste Schritt in einer Reihe schwierigerer Aufgaben ist, bei denen hohe Qualität erforderlich ist. Die eigentliche Schwierigkeit besteht insbesondere darin, wie man die Integrität und Funktion des Teils während der anschließenden Präzisionsbearbeitung sicherstellt, da das grundlegende Problem darin besteht, dass die physikalischen Eigenschaften von gegossenem und extrudiertem Acryl bestimmen, wie es bearbeitet wird. Wenn dies nicht erkannt wird, führt dies zu Rissen und Toleranzfehlern, was zu unnötigem Ausschuss führt.
Hier kommen unsere maßgeschneiderten Acryl-Fertigungsdienstleistungen zum Einsatz. Sie gehen über die Grundlagen des bloßen Schneidens hinaus und nutzen die Kraft materialwissenschaftlichen Fachwissens sowie 10.000 Watt Laser und Hochgeschwindigkeits-CNC-Fräsen, um Ihre Teile vollständig zu bearbeiten im Design-for-Manufacturing und in der tatsächlichen Bearbeitung. Wir sind in der Lage, alle Schwierigkeiten anzugehen, die bei der Bearbeitung von Guss- und Strangpressteilen auftreten, und unsere anschließende Analyse wird einen angewandten „Prozess“-Standpunkt verwenden.

Benutzerdefinierte Acrylherstellung: Kurzreferenz zur maschinellen Bearbeitung
| Wichtige Überlegungen | Technische Lösung für gegossenes und extrudiertes Acryl |
| Materialinterne Spannung | Spannungsarm gegossenes Acryl und kontrollierte Bearbeitungsbedingungen verhindern Spannungsrisse. |
| Chip- und Schmelzkontrolle | Spezialisierte Werkzeuge, schnelle Spindelrotation und effiziente Kühlmittelanwendung sorgen für saubere Schnitte ohne Schmelzen. |
| Kantenklarheit und Finish | Fein geschliffene Diamantwerkzeuge und nachträgliches Flammenpolieren erzeugen optisch klare Kanten. |
| Dimensionsstabilität | Maschinendesign und -prozesse stellen sicher, dass es während des Bearbeitungsprozesses zu keinen Verformungen kommt. |
| Unsere Prozessoptimierung | Spezifische Vorschubgeschwindigkeiten, Schnittgeschwindigkeiten und Werkzeugwege werden für jede Art von Acryl (Plexiglas/Lucite) entwickelt. |
| Ergebnis: Optische Klarheit | Das Endergebnis ist Präzisionsbearbeitung von Teilen in optischer Qualität, hochtransparent mit niedrigem Dunst. |
| Ergebnis: Strukturelle Integrität | Das Endergebnis sind maßgenaue, starke Teile ohne innere Spannungsbrüche. |
Wir lösen die Probleme, die mit der Bearbeitung von gegossenem und extrudiertem Acryl verbunden sind, mit sauberen, genauen und präzisen Schnitten. Hier gibt es kein Schmelzen, Knacken und keine Trübung. Stattdessen produzieren wir strukturell solide Produkte mit großer optischer Transparenz und glatten Kanten, die für den Einsatz in Beleuchtungskörpern, Vitrinen und anderen anspruchsvollen Anwendungen bereit sind.
Warum diesem Leitfaden vertrauen? Praxiserfahrung von LS-Fertigungsexperten
Obwohl es viele Ressourcen gibt, die Sie über Acryl informieren können, basiert unser Leitfaden auf der Grundlage realer Erfahrungen in der Fabrik und nicht auf akademischer Literatur. Unsere Realität besteht darin, mit der einzigartigen Persönlichkeit von gegossenem und extrudiertem Acryl klarzukommen, während wir es bearbeiten, um Toleranzen einzuhalten. Wir verstehen nicht nur seine Eigenschaften, sondern unser Lebensunterhalt hängt von unserer Fähigkeit ab, mit den thermischen Problemen von gegossenem Acryl während der Bearbeitung und den inhärenten Spannungen von extrudiertem Acryl beim Fräsen umzugehen.
Die mit diesem Ansatz erworbenen Fähigkeiten werden in wichtigen Projekten eingesetzt. Wir fertigen optische Lichtleiter mit höchster Klarheit, großformatige Anzeigeelemente, die nahtlose Verbindungen erfordern, und maschinell gehärtete Gehäuse, die keine Fehler aufweisen dürfen. Der gesamte Herstellungsprozess in unserem Unternehmen folgt strikt den Qualitätsanforderungen der International Aerospace Quality Group (IAQG) sowie den Umweltschutzrichtlinien der Environmental Protection Agency (EPA)
Alle Empfehlungen hier basieren auf Tausenden erfolgreichen Produktionszyklen. Wir haben genau ermittelt, welcher Werkzeugweg dazu beiträgt, Absplitterungen an extrudierten Kanten zu reduzieren, welcher Kühlmitteldruck die besten Oberflächengüten auf Gussblöcken erzeugt und welche Vorschubgeschwindigkeit für verschiedene Materialien geeignet ist. Wir stellen Ihnen so fundiertes, erfahrungsbasiertes Wissen zur Verfügung, um Geld für unnötige Versuch-und-Irrtum-Operationen zu sparen. Bei den hier präsentierten Informationen handelt es sich um dieselben Informationen, die wir täglich verwenden, um die besten Hochleistungs-Acrylteile zu liefern.

Abbildung 1: Präzisionsbearbeitung bohrt präzise Löcher in klare extrudierte Acrylplatten für die industrielle Montage.
Warum ist LS Manufacturing die erste Wahl für einen Präzisionsbearbeitungsservice bei High-End-Acrylprojekten?
Die größte Herausforderung bei jeder High-End-Präzisionsbearbeitung von Acryl liegt in der Aufrechterhaltung einer perfekten Maßgenauigkeit, um zusätzliche Nachbearbeitungsmontagen zu vermeiden. Hier ist die Methode, mit der wir die Bearbeitungstoleranz von 10 mm dicken Acrylplatten innerhalb von ±0,05 mm mithilfe unseres Präzisionskontrollrahmens stabilisieren:
Integriertes thermisches Konditionierungs- und Bearbeitungsprotokoll
Materialinstabilität wird proaktiv angegangen. Die Rohlinge werden einer 24-stündigen Konditionierung unter sorgfältig überwachten Bedingungen von 20±1°C unterzogen. Wichtig ist, dass der von uns angebotene Präzisionsbearbeitungsservice ein Echtzeit-kryogenes Luftstrahlsystem umfasst, das sich auf die Schneidzone konzentriert und dadurch die ΔT unter 2°C hält. Dies verhindert thermisches Kriechen und bietet so eine konsistente Grundlage für hochpräzises Acrylschneiden.
Echtzeitmesstechnik und adaptive Werkzeugwegkorrektur
Wir implementieren ein geschlossenes, prozessbegleitendes Mess- und Kompensationssystem. Ein berührungsloser Laserscanner erfasst das Profil eines bearbeiteten Merkmals unmittelbar nach dem ersten Schneiden. Die LS Manufacturing Engineering-Software vergleicht diese Daten mit dem CAD-Modell und berechnet Abweichungen. Das System generiert dann automatisch einen korrigierenden Werkzeugweg im Mikrometerbereich und führt ihn aus, eine Kernkomponente unserer Präzisions-Mikrobearbeitungsfunktionen für einen einwandfreien kundenspezifischen Acryl-Fertigungsservice.
Validierte, materialspezifische Bearbeitungsparameter
Es werden keine generischen Parameter verwendet und die Techniken wurden speziell für Acryl entwickelt. Bei 10mm dicken Materialien ist ein mehrstufiger Prozess zwingend erforderlich; Dazu gehört ein schnelles Grobschneiden mit minimalen Belastungspfaden und die anschließende Durchführung einer einzigen Endbearbeitung von 0,2 mm. Jede Technik wird mit Teststücken getestet und ihre Abmessungen werden mit einem optischen Komparator überprüft. Durch diese strengen Tests definieren wir unsere fortschrittliche Präzisionsbearbeitungslösung.
Es werden keine generischen Parameter verwendet und die Techniken wurden speziell für Acryl entwickelt. Bei 10mm dicken Materialien ist ein mehrstufiger Prozess zwingend erforderlich; Dazu gehört ein schnelles Grobschneiden mit minimalen Belastungspfaden und die anschließende Durchführung einer einzigen abschließenden Endbearbeitung von 0,2 mm. Jede Technik wird mit Teststücken getestet und ihre Abmessungen werden mit einem optischen Komparator überprüft. Durch diese strengen Tests definieren wir unsere anspruchsvolle Präzisionsbearbeitungsprojekte.

Wie kann ein maßgeschneiderter Acryl-Fertigungsservice das Risiko von Spannungsrissen in medizinischen Komponenten reduzieren?
Spannungsrisse (Haarrisse) aufgrund von Bearbeitung und chemischer Wechselwirkung sind eine wesentliche Ursache für Ausfälle bei medizinischen Komponenten wie Flüssigkeitsführungen und Laborgeräten. In diesem technischen Hinweis wird unser proprietäres Herstellungs- und Konditionierungsverfahren beschrieben, das das Haarrisspotenzial bei 70 %-IPA-Wischtests um mehr als 95 % verringert. Das Verfahren berücksichtigt die zugrunde liegenden Gründe: Entlastung der Materialeigenspannung und Unterdrückung jeglicher Nachspannung während der Bearbeitung:
Materialauswahl und Bewertung vor der Verarbeitung
- Inhärente Spannungserkennung: Wir wählen zellgegossenes Acryl für geschäftskritische Anwendungen. Beim Bearbeitungsservice für extrudiertes Acryl messen wir jegliche Restspannung mithilfe einer Untersuchung mit polarisiertem Licht.
- Strategische Rohlingsausrichtung: Die Rohlinge werden aus dem Masterblatt mit Ausrichtung relativ zur Extrusionsachse geschnitten. Es verringert den inhärenten Spannungszustand, dem das Schneidwerkzeug während der Präzisionsbearbeitung medizinischer Geräte ausgesetzt ist.
Protokoll zur schrittweisen Niedertemperaturbearbeitung
- Kontrollierter Wärmeeintrag: Der kundenspezifische Acryl-Herstellungsservice nutzt einen „Kaltschritt-Fräsvorgang“. Wir verwenden Werkzeuge mit hoher Spananzahl und Geometrieoptimierungen.
- Inkrementeller Materialabtrag: Die kritischen Komponenten des Teils werden mit Techniken des inkrementellen Materialabtrags bearbeitet (≤0,5 mm pro Durchgang), wodurch eine Ansammlung von Hitze und plastischer Verformung vermieden wird, die zu zusätzlicher Spannungsbildung führt und Präzisionsbearbeitungsintegrität.
Systematische Spannungsentlastung nach der Bearbeitung
- Programmiertes thermisches Glühen: Das einzelne Bauteil wird nach der Bearbeitung einem Glühprozess unterzogen. Der Glühprozess beinhaltet einen kontrollierten Temperaturanstieg auf ein Niveau unterhalb der Verformungstemperatur des Materials.
- Allmähliche Abkühlung: Teile werden im Ofen durch einen Prozess abgekühlt, der absichtlich mit einer Geschwindigkeit von weniger als 2 °C pro Minute abläuft, um eine Entspannung der Polymermoleküle und einen wirksamen Stressabbau zu ermöglichen.
Validierung durch aggressive chemische Tests
- Quantitative Leistungsgarantie: Die Validierung des Verfahrens umfasst das Aussetzen von Proben aus allen Chargen einem längeren Kontakt mit 70 % Isopropylalkohol.
- Feedback zur Fehleranalyse: Im Falle eines ungewöhnlichen Vorkommnisses wird das Problem sorgfältig aufgezeichnet und es werden Korrekturmaßnahmen ergriffen, um den Herstellungsprozess für Präzisionsbearbeitung mit hohem Einsatz.
Das Protokoll stellt unseren technischen Wettbewerbsvorteil dar: Das Design zur Rissminderung ist eine bewusste Anstrengung. Die Leistung wird durch eine systematische Kontrolle des Materialzustands vor, während und nach der Bearbeitung sichergestellt. Die bewährte Integration von vorausschauender Materialhandhabung, thermischer Bearbeitung und Nachbearbeitung bestätigt die Zuverlässigkeit, die für geschäftskritische Präzisionsbearbeitungsanwendungen gefordert wird.
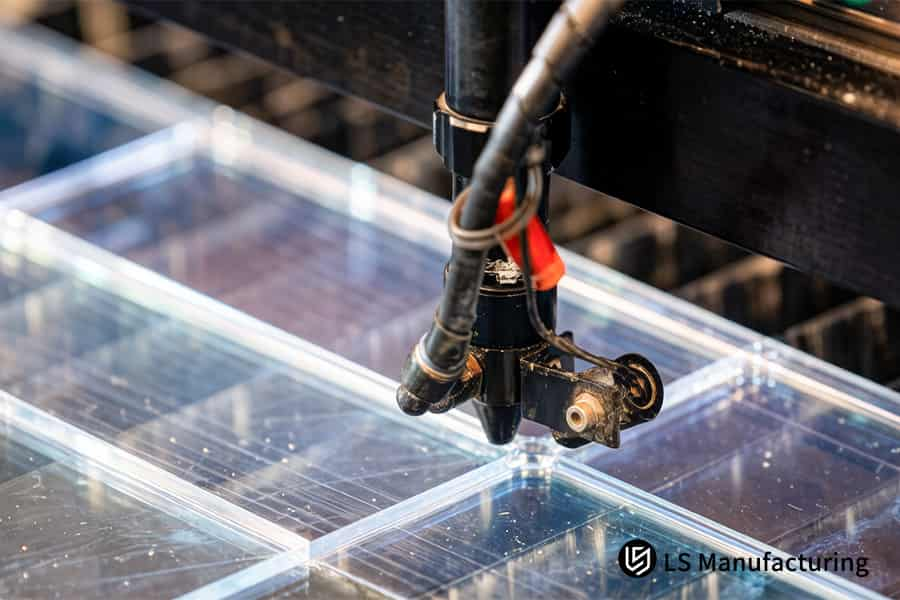
Abbildung 2: Präzisionsbearbeitung fräst flache Oberflächen auf gegossenen Acrylbehälterböden für einen festen Dichtsitz.
Warum sollten Ingenieure der Präzisionsbearbeitung von gegossenem Acryl Vorrang einräumen, um strukturelle optische Klarheit zu erzielen?
Ingenieure, die optische Fenster entwerfen, müssen ein Gleichgewicht zwischen struktureller Festigkeit und völliger optischer Klarheit finden. Für solche optischen Fenster ist gegossenes Acryl aufgrund des homogenen Materials die beste Wahl; Bei der herkömmlichen Bearbeitung entstehen jedoch Oberflächenunregelmäßigkeiten, die zu optischer Streuung führen. In diesem Dokument wird ein hochpräzises Fertigungsteil aus Acryl mit einer Oberflächenrauheit im fertigen Zustand von Ra ≤ 0,2 μm vorgestellt. Durch den Bearbeitungsprozess entfällt das kostspielige Polieren, wodurch die Projektabschlusszeit um 30 % verkürzt wird.
| Aspekt | Technische Strategie und quantifizierbare Ergebnisse |
| Material Foundation | Das einzige Material, das für die Bearbeitung verwendet wird, ist eine feinzellige, ausgeglühte, gegossene Acrylplatte, die ein spannungsfreies und optisch einheitliches Material bietet, das für die Präzisionsbearbeitung von gegossenem Acryl erforderlich ist. |
| Werkzeuge und Prozesse | Einzelpunkt-Diamantdrehen (SPDT) wird auf einer Ultrapräzisionsdrehmaschine durchgeführt, wobei das mehrschneidige Schneidwerkzeug durch SPDT ersetzt wird, um periodische Werkzeugspuren und mittelfrequente Welligkeit zu beseitigen. |
| Bearbeitungsparameter | Der optische Präzisionsbearbeitungsprozess erfordert eine Schnitttiefe im Submikrometerbereich, eine ultrahohe Spindelgeschwindigkeit und eine Vorschubgeschwindigkeit mit Nanometerauflösung für a Spiegeloberflächengüte von Ra 0,2μm. |
| Systemstabilität | Die thermische Stabilität des Bearbeitungssystems wird durch einen gekühlten Luftstrahl und eine Granitisolierung des Maschinensockels kontrolliert, was in Präzisionsbearbeitung im Submikrometerbereich. |
| Validierung & Gate | 100 % der optischen Oberflächen werden mittels Weißlichtinterferometrie validiert; Nur optische Oberflächen, die die Ra ≤ 0,2μm-Spezifikation erfüllen, sind für die Bearbeitung qualifiziert, und es ist kein Nachpolieren oder direkte Kostenreduzierung erforderlich. |
Die in diesem Dokument besprochene technische Tiefe bewältigt die Herausforderung des Kunden mit Zeit- und Qualitätsverlusten aufgrund schlechter Endbearbeitung. Gebrauchsfertige optische Komponenten werden durch den Wechsel des manuellen Polierprozesses mit der kontrollierten und deterministischen Präzisionsbearbeitung geliefert. Dieses Dokument legt einen branchenweit wettbewerbsfähigen Standard fest, den Ingenieure befolgen und der bessere Ergebnisse in Bezug auf optische und mechanische Leistung sowie geringere Projektkosten erzielen kann.
Wie optimiert der Bearbeitungsservice für extrudiertes Acryl die Herstellungskosten für Display-Großaufträge?
Die Stückkosten für Großdisplaybestellungen hängen von der Materialausbeute und der Verarbeitungszeit sowie von den Materialkosten pro Gewichtseinheit ab. In diesem Abschnitt wird ein Ansatz zur Bearbeitung von extrudiertem Acryl zur Optimierung der Stückfertigungskosten von Display-Bestellungen vorgestellt. Unsere Fertigungsprozesse bieten eine Gesamtmaterialausbeute von 92 % und verkürzen gleichzeitig die Bearbeitungszeit der Teile um über 40 % im Vergleich zu einem Fertigungszyklus von 5.000 Einheiten.
Algorithmische Verschachtelung für maximale Materialausbeute
Wir verfügen über modernste Nesting-Software, die die gesamte Auftragsgeometrie von Teilen auswertet. In einer einzigen Bestellung von 5.000 Displayblenden durchläuft der Algorithmus Tausende möglicher Konfigurationen für eine optimale Platzierung von Teilen in extrudierten Platten. Dies ist bei unserer Großserienproduktion CNC-Bearbeitung für Acryl von entscheidender Bedeutung und ermöglicht es uns, mehr als 92 % Materialausnutzung im Vergleich zu den branchenweit üblichen 75 %-80 % zu erreichen.
Hochgeschwindigkeits-Laserschneiden zur Reduzierung der Zykluszeit
Die erste Profilierung der Teile erfolgt mit einem 15 kW schnellen Laserschneider. Der „Contour Tracking“-Laserkopf hält den Laserstrahl bei einer Geschwindigkeit von über 60 Metern pro Minute im optimalen Abstand und Gasdruck. Der Einsatz einer solchen Maschine, ein wesentlicher Bestandteil unserer effizienten Präzisionsbearbeitungsprozesse für dünnwandige Displays, bedeutet, dass wir zum Ausrauen von Konturen nicht das langsamere mechanische Schneidwerkzeug verwenden müssen.
Standardisierte, hocheffiziente Bearbeitungssequenzen
Für Merkmale wie Befestigungslöcher oder Schlitze verwenden wir optimierte standardisierte Pfade für alle ähnlichen Teile. Dies bedeutet den Einsatz von Hochgeschwindigkeits-Hartmetallwerkzeugen, festgelegten Tiefenschritten und konstanten Werkzeugeingriffsverhältnissen. Eine optimierte Standardisierung der Bearbeitung von CNC-Bearbeitungen für Acrylkomponenten ist von wesentlicher Bedeutung, da sie eine schnellere Programmierung der Maschinenarbeit, kürzere Maschinenvorbereitungszeiten zwischen den Chargen sowie vorhersehbare Mindestbearbeitungszeiten gewährleistet, die für die Hochserienproduktionsplanung und Kostenoptimierung von entscheidender Bedeutung sind.
Integrierte Qualitätssicherung im Flow
Die Messung der Abmessungen erfolgt automatisch mithilfe von Laserscannern in Schlüsselphasen, in denen SPC-Protokolle die Inspektion jeder N-ten Komponente vorschreiben. Mithilfe dieser Informationen können wir die hohen Kosten von Chargenfehlern verhindern und die präzise Produktionsbearbeitung von Tausenden von Komponenten innerhalb der Spezifikationsgrenzen und ohne die Notwendigkeit einer Sortierung oder Verschrottung nach der Herstellung sicherstellen, wodurch wir während des gesamten Prozesses höhere Effizienzgewinne erzielen.
Dieses Dokument beweist, dass Kostenoptimierung ein sorgfältig ausgearbeitetes Ergebnis der Prozessintegration ist. Unser Wettbewerbsvorteil ergibt sich aus der komplementären Verwendung von Verschachtelungsalgorithmen, Hochgeschwindigkeitsschneiden und Standardbearbeitung von extrudiertem Acrylbearbeitungsservice. Ein solcher Ansatz garantiert die Skalierbarkeit und Vorhersagbarkeit, die für die effektive Bewältigung hart umkämpfter, großvolumiger Schaukästen erforderlich sind.
Was definiert die Präzisionsmetriken der Präzisionsbearbeitung von Acrylteilen für Halbleitergeräte?
Die Präzisionsfertigung von Komponenten für Halbleitergeräte erfordert Genauigkeit, Sauberkeit und Stabilität über einen langen Zeitraum unter rauen Bedingungen. Dieses Dokument beschreibt die Standards der Präzisionsfertigung, die wir bei der Präzisionsbearbeitung von Acrylteilen für Halbleiter anwenden. Im Folgenden erläutern wir die technischen Anforderungen, die zur Herstellung von Komponenten erforderlich sind, deren Genauigkeit im Submikrometerbereich liegt, die keine Verunreinigungen aufweisen und eine Lebensdauer von mehr als fünf Jahren im Vakuum oder in Chemikalien aufweisen.
Zertifizierte Reinraum-Produktionsumgebung
- Partikelkontrolle: Die gesamte Bearbeitung erfolgt in einer zertifizierten Reinraumproduktionsanlage der Klasse 1000 (ISO 6). Die Bearbeitung der Teile erfolgt in einem HEPA-gefilterten Laminar-Flow-Reinigungsarbeitsplatz. Diese Arbeitsplätze dienen der Endbearbeitung und Verpackung von Teilen.
- Materialhygieneprotokoll: Eingehende kundenspezifisch gegossene extrudierte Acrylmaterialien werden mittels Ultraschallreinigungsverfahren gereinigt und die Werkzeuge werden in separaten Einrichtungen aufbewahrt.
Erreichen von Form- und Maßgenauigkeit im Submikrometerbereich
- Ultrapräzisionsbearbeitungsplattform: Unsere Werkzeugmaschinen verfügen über Temperaturstabilisierungstechnologie und luftgelagerte Spindeln und erzeugen eine Rotationsgenauigkeit von weniger als 0,001 mm und liefern echte Präzisionsbearbeitung in Halbleiterqualität.
- Metrologiegesteuerte Korrektur: Ein Laserinterferometer wird zur Messung im Prozess verwendet und ermöglicht eine Werkzeugwegkorrektur im Prozess, die enge Positionstoleranzen von ±0,005 mm einhalten kann, ein Schlüsselprinzip für zertifizierte Präzisionsbearbeitungsprozesse.
Nachbearbeitung für chemische und Vakuumintegrität
- Stressabbau und Glühen: Alle Teile werden einem thermischen Glühprozess unterzogen, der alle Bearbeitungsspannungen beseitigt und ein Ausgasen verhindert.
- Oberflächenveredelung für Inertheit: Die Oberflächenveredelung wird auf eine optische Oberflächengüte poliert (Ra < 0,4 μm) und bildet eine inerte Oberflächenveredelung, die das Anhaften von Partikeln und das Eindringen von Chemikalien verhindert.
Validierung und lebenslange Leistungssicherung
- Umfassende Endkontrolle: Jedes Teil durchläuft Maßprüfungen (CMM), eine Oberflächenbeschaffenheitsanalyse und eine Sauberkeitszertifizierung gemäß IEST-Standards, die garantiert, dass das Teil die strengen Anforderungen für Hochzuverlässige Präzisionsbearbeitung.
- Vollständige Rückverfolgbarkeit: Die vollständige Material- und Prozessrückverfolgbarkeit ist vom rohen individuell gegossenen extrudierten Acryl bis zum versandfertigen fertigen Teil gewährleistet. Eine vollständige Zertifizierung wird bereitgestellt.
Dieser Standard erkennt an, dass Materialien in Halbleiterqualität durch strenge Kontrolle der Umgebung, hochpräzise Werkzeuge und strenge Validierung hergestellt werden. Der entscheidende Unterschied in unseren Fähigkeiten liegt in der Kombination der Best Practices der Reinraumproduktion mit zertifizierten Präzisionsbearbeitungsprozessen. Dies garantiert, dass unsere Komponenten die Stabilität, Sauberkeit und Langlebigkeit aufweisen, die für Anwendungen in der Halbleiterausrüstungsherstellung erforderlich sind.

Abbildung 3: Durch die Präzisionsbearbeitung werden komplizierte Schlitze in Prototypen von extrudierten Acrylvorrichtungen zur Komponentenausrichtung geschnitten.
Warum ist die CNC-Bearbeitung von Acryl die zuverlässigste Methode für komplexe mehrachsige Geometrien?
Bei Bauteilen mit komplexen 3D-Konturen oder tiefen Hohlräumen können herkömmliche Methoden wie das Thermoformen die Anforderungen an enge Toleranzen und genaue Position nicht erfüllen. In diesem Dokument wird erläutert, warum 5-Achsen-Bearbeitung die ultimative Lösung ist und eine vollständige 5-Seiten-Fertigung in einer einzigen Aufspannung ermöglicht. Diese Methodik eliminiert die kumulativen Fehler aus mehreren Spannvorrichtungen, stellt direkt eine perfekte Koaxialität zwischen Merkmalen sicher und reduziert die Ausschussrate bei Baugruppen für komplizierte komplexe Geometrien.
| Aspect | Technical Strategy & Outcome |
| Single-Setup Fabrication | 5-axis simultaneous CNC machining for acrylic accomplishes all machining in one setup, avoiding the tolerance build-up of more than 0.1mm due to various setups. |
| Optimized Toolpaths for Cavities | Dynamic toolpaths and specially designed tools control cutting force in order to maintain walls of ±0.1mm thickness for deep and high aspect ratio cavities. |
| In-Process Metrology | An on-the-fly inspection system measures datum points and performs necessary compensation in order to attain positional accuracy of 0.02mm in complex precision machining applications. |
| Thermal & Stress Control | Pulsed coolant application and optimal toolpaths for multi-axis precision machining minimize heat generation to avoid part distortion. |
This document proves that the geometric reliability of complex parts is dependent on process integration. Through our precision machining service, we directly address issues related to misalignment and low first-pass yields by employing technical excellence through the means of one-setup machining and in-process verification. With the use of advanced 5-axis precision machining, sophisticated complex geometries are accurately created.
How Can Custom Cast Extruded Acrylic Solutions Adapt To Extreme Temperature Fluctuations?
Components made from acrylic that are in an environment where extreme changes in temperature occur will be subject to mechanical failure as well as thermal expansion or contraction. In order to provide a custom cast extruded acrylic, we offer a method of designing and material selection, which will take into account the linear expansion rate of around 0.07 mm/m·°C at -20°C to 60°C.
Predictive DFM Analysis for Thermal Strain
In the first phase, we conduct an extensive DFM study during the quotation phase. Using FEA simulation, we establish the high stress concentration areas for the component under the given temperature difference. The results from the FEA study will determine the appropriate material selection, either low expansion cast acrylic or stronger extruded acrylic. Furthermore, the results will dictate necessary design changes before we finalize precision machining protocol.
Design-Integrated Expansion Compensation Features
In order to reduce stress in parts, our approach entails designing certain geometric offsets into the part to compensate for such stress. In the case of a fastener joint, we machine elongated slots or compliance holes which allow free movement, reducing the shear stresses caused by the fastener. For press fit applications, we calculate optimal fits considering the different thermal expansions between acrylic and metal; this is an essential step in our custom acrylic fabrication service for hot environment applications.
Precision Machining with Thermal Tolerancing
All critical dimensions are machined with temperature-compensated tolerances. We adjust the target machining dimensions based on the expected mean operating temperature, ensuring the part is in tolerance across the full service range. This requires high-stability precision machining on temperature-controlled equipment to achieve the necessary +/-0.05mm consistency, ensuring that compensation features function as intended and accommodate the calculated thermal expansion.
Validation Through Environmental Stress Testing
We validate the design by subjecting prototype samples to thermal cycling tests that replicate the project's specific environment. Dimensional checks and visual inspections for crazing are performed after cycles, providing empirical data to refine the FEA model and finalize the custom cast extruded acrylic machining parameters, closing the loop on the engineering process.
This document underscores that reliability in thermal cycling is a designed outcome. Our competitive value lies in front-loading thermal engineering into the environmentally robust precision machining workflow. We solve the critical client problem of field failure by delivering components that are not just accurately machined, but intelligently engineered to absorb thermal movement, ensuring long-term dimensional stability and functional integrity.
Why Choose High Precision Acrylic Fabrication For Defense And Security Grade Windows?
For ballistic or blast-resistant viewing windows, the structural integrity of the transparent element is as critical as its material grade. Any internal flaw or inconsistent thickness becomes a failure point. This document details our high precision acrylic fabrication methodology for monolithic cast panels exceeding 50mm, focusing on processes that prevent hidden stress and ensure uniform material properties to meet stringent performance certifications for security applications:
Controlled Heavy-Duty Machining for Bulk Material
- Gradient Cooling Cut Strategy: A proprietary algorithm dynamically manages thermal input during cast acrylic precision machining to prevent stress concentrations, utilizing real-time adjustments to coolant delivery based on cutting depth and load.
- Optimized Toolpath Strategy: We employ specialized tool geometries and trochoidal milling paths to distribute cutting forces evenly, a foundational precision machining protocol for maintaining material properties in deep, heavy cuts.
Ensuring Uniform Thickness & Optical Quality
- Single-Fixture Dual-Side Machining: Critical parallel surfaces are finished in one setup to guarantee thickness consistency within 0.1mm, a core requirement for ballistic-grade precision machining and optical clarity.
- Compensated Finishing: In-process laser scanning creates a thickness map, enabling automated toolpath adjustments to achieve final dimensional uniformity across the entire panel surface.
Comprehensive Quality Verification & Documentation
- 100% Non-Destructive Testing (NDT): Every component undergoes ultrasonic inspection, providing a flaw-detection report that is integral to our high precision acrylic fabrication quality record.
- Full Compliance Documentation: We deliver a certificate of conformance with ultrasonic data, thickness maps, and material traceability, ensuring unequivocal ISO compliance for security applications.
This document defines the engineering rigor required for safety-critical transparent armor. Our value is providing not just a part, but verifiable integrity. We solve the client's risk of latent material failure by implementing controlled stress-mitigating validated precision machining protocols, coupled with 100% NDT validation. This demonstrable, documented process builds the essential trust for long-term partnerships in the defense and security sector.
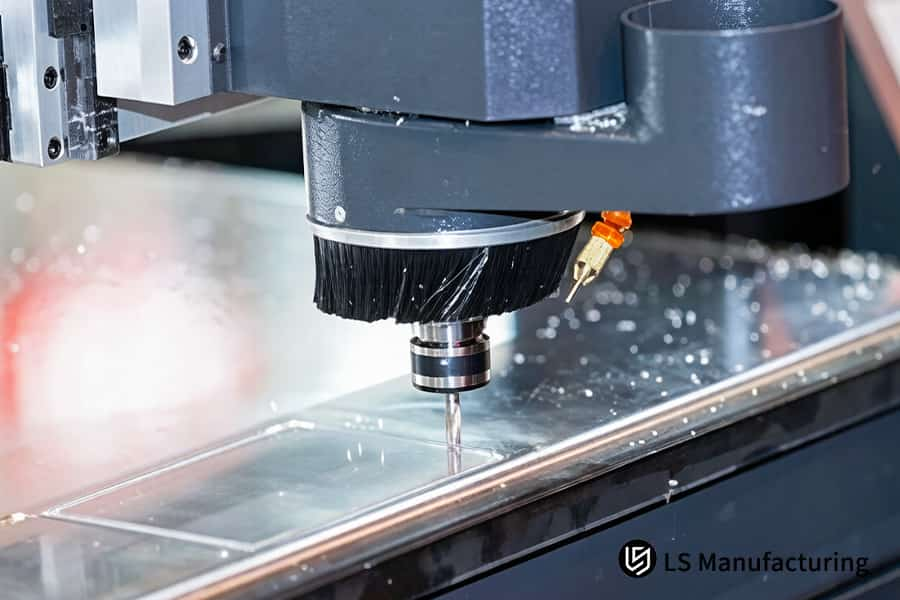
Figure 4: Precision machining polishes edges of cast acrylic display components for optical clarity.
LS Manufacturing: Medical-Grade High-Precision Centrifuge Rotors — Custom Acrylic Fabrication Solutions
This document details how LS Manufacturing's engineered custom acrylic fabrication resolved a critical failure in a medical centrifuge rotor. Faced with a 45% yield due to stress cracking at 15,000 RPM, we implemented a material and process redesign. The solution demonstrates our application-specific precision machining capability for mission-critical components:
Kundenherausforderung
The client's previous supplier machined a 300mm diameter rotor from 20mm-thick extruded acrylic. The legacy process ignored inherent material stress and generated excessive heat, causing radial micro-cracks. This resulted in a 45% pass rate during 15,000 RPM qualification testing, jeopardizing a product launch and risking a full-scale recall of the diagnostic device platform, causing significant project delay and financial exposure.
LS-Fertigungslösung
We specified a high cross-linked, cell-cast acrylic for superior structural homogeneity. Machining utilized a 5-axis high-speed CNC with a low-stress precision machining strategy: micro-step toolpaths and chilled-air cooling prevented localized heating. A critical 4-hour precision step-annealing cycle followed, relieving all internal stresses. Final facing was done using a vacuum fixture, guaranteeing a critical ±0.02mm flatness for perfect dynamic balance essential for high-RPM precision components.
Ergebnisse und Wert
The delivered rotors achieved 0% failure rate (0 cracks) through 50,000 cycles of endurance testing at 15,000 RPM. Final production yield reached 99.8%. By delivering a component that required no secondary dynamic balancing, we eliminated $120 in post-processing cost per final device unit. This validated precision manufacturing outcome led to the client appointing LS Manufacturing as the sole global supplier for all transparent components in this medical product line.
This case underscores that reliability under extreme dynamic loads is a function of integrated process design. Our competitive advantage is solving root-cause failures through precise material science, thermally-managed certified precision machining, and validation rigor, delivering not just parts but guaranteed performance for high-value acrylic fabrication applications.
From 45% scrap to zero cracks. Achieve ±0.02mm flatness in acrylic with 5-axis CNC and custom fabrication.

FAQs
1. Why is LS Manufacturing better than standard plastic shops for precision machining services?
We operate temperature-controlled workshops equipped with 5-axis simultaneous CNC machinery, enabling us to hold tolerances within ±0.05mm while providing quality records that comply with ISO 13485 standards.
2. What is the maximum thickness for your custom acrylic fabrication service?
We can precision machine acrylic sheets ranging in thickness from 0.5mm to over 100mm, ensuring perfect perpendicularity even when cutting through multiple stacked layers.
3. How does LS Manufacturing prevent crazing during the machining process?
By utilizing specialized acrylic coolant formulations and implementing a comprehensive post-machining annealing process, we relieve residual stress at the molecular level, thereby completely eliminating the risk of stress cracking.
4. Can you provide a price quote for small-batch precision machining of cast acrylic?
Yes, we do not impose strict Minimum Order Quantity (MOQ) requirements. Please click the "Get a Quote" button below to upload your STEP files; we will provide you with a direct-from-manufacturer price quote within 24 hours.
5. Which is better for my project: Cast or Extruded acrylic components?
Cast acrylic is ideal for parts requiring exceptional optical clarity and mechanical strength, while extruded acrylic is best suited for high-volume, cost-effective orders. Our engineers will provide recommendations tailored to your specific Design for Manufacturability (DFM) requirements.
6. Does LS Manufacturing provide surface finish options such as solvent bonding or flame polishing?
We offer comprehensive post-processing solutions, including medical-grade seamless bonding, vapor polishing, and anti-static (ESD) coating services.
7. How quickly can I receive samples of CNC-machined acrylic parts?
Leveraging our digital engineering systems, we can complete the production of high-precision prototypes and arrange for international express shipping within 48 to 72 hours of drawing confirmation.
8. Why choose LS Manufacturing as your ISO-certified manufacturer for both metal and plastic components?
We offer integrated, multi-material machining capabilities, enabling us to resolve complex precision tolerance challenges—such as fitting transparent components into metal frames—and helping you streamline your supplier list.
Zusammenfassung
In the realm of precision machining, understanding the differences between cast and extruded acrylic is merely the beginning; the true key to success lies in transforming these materials into functional components through LS Manufacturing's exceptional precision machining services. From resolving microscopic stress cracking to realizing complex geometries via 5-axis simultaneous machining, we have demonstrated—through hard data and medical-grade case studies—that partnering with a manufacturer who truly "understands materials" is the only path to reducing Total Cost of Ownership (TCO) and enhancing market competitiveness.
Stop letting supplier-induced machining cracks or dimensional errors slow down your R&D progress. Your exceptional designs deserve a physically perfect replication. Click the "Get Instant Quote" button below right now to upload your 3D design files (STEP/PDF). LS Manufacturing’s Senior Application Engineers will provide you with a complimentary Design for Manufacturability (DFM) review and a material optimization report, helping you secure a highly competitive, direct-from-factory manufacturing solution within just 24 hours.
Stop cracking at 15,000 RPM. Achieve 99.8% yield for medical centrifuge rotors with our custom acrylic fabrication.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing ist ein branchenführendes Unternehmen. Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


