
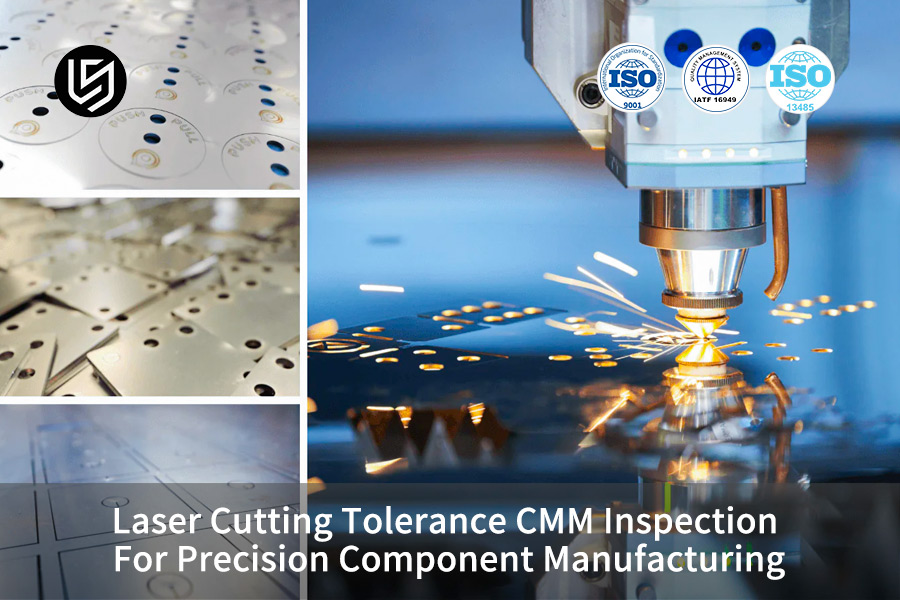
Допуски лазерной резки являются важнейшей характеристикой высокоточной обработки металла. Услуги высокоточной лазерной резки, подтвержденные координатно-измерительной машиной (КИМ), представляют собой цифровое решение для замкнутого цикла производства, исключающее проблему сбоев сборки из-за неконтролируемых трехмерных геометрических допусков, характерных для традиционной лазерной обработки. Компания LS Manufacturing, имеющая сертификат ISO 13485, способна стабильно поддерживать основные допуски обработки в пределах ±0,03 мм и шероховатость зоны термического воздействия Ra 1,6 мкм , обеспечивая поставку высокоточных деталей без дефектов клиентам по всему миру.
В данной статье мы подробно рассмотрим, как достичь высочайшего уровня точности при лазерной резке, учитывая три аспекта: управление процессом, метрологические технологии и оптимизацию конструкции.
Допуски лазерной резки и проверка на координатно-измерительной машине: краткий обзор.
| Технические размеры | Традиционное решение для обработки | LS Manufacturing Solution | Преимущества для клиентов |
| Контроль допусков | ±0,15-0,25 мм | ±0,03-0,05 мм | Повышение выхода годной продукции при сборке: 7,3% |
| Методы контроля | Ручные штангенциркули / 2D-машина машинного зрения | Полностью автоматизированная 3D-инспекция с помощью КИМ (координатно-измерительной машины) | Уровень обнаружения дефектов: 100% |
| Зона термического воздействия | 0,3-0,5 мм | ≤0,08 мм | Сохранение механических свойств материала: 95% |
| Производственные возможности | Cpk<1.0 | Cpk≥1.33 | Уровень брака снижен до частей на миллион. |
Основные выводы:
- Точность позиционирования и контура при лазерной резке определяется трехмерной геометрической формой, требующей многоточечной подгонки по всему пространству с помощью высокоточной координатно-измерительной машины (КИМ). Традиционные двухмерные системы машинного зрения не могут это заменить. Точный контроль пространственной точности лазерной резки является фундаментальным требованием для прецизионной обработки.
- Интеграция частоты лазерных импульсов и коэффициента заполнения в реальном времени с диаграммами статистического контроля процессов (SPC) координатно-измерительной машины (CMM) является поворотным моментом в отрасли, позволяя поддерживать стабильный допуск на изготовление прецизионных деталей гражданского назначения в пределах 0,03 мм .
- Тщательный аудит DFM (например, обеспечение соотношения диаметра отверстия к толщине 1,0) может помочь устранить до 70% рисков отклонений размеров, возникающих при координатно-измерительной машине, на самом начальном этапе, тем самым практически гарантируя структурную стабильность при лазерной резке.
Почему стоит доверять услугам высокоточной лазерной резки и экспертизе в области высокоточного производства, подтвержденной координатно-измерительной машиной (CMM), от компании LS Manufacturing?
Компания LS Manufacturing на протяжении 20 лет является ведущим игроком в области высокоточной лазерной обработки, предоставляя подобные услуги высокотехнологичным промышленным клиентам по всему миру . Используя свой опыт в аэрокосмических проектах, мы разработали цифровую метрологическую систему замкнутого контура для высокоточной лазерной резки, которая считается лидером в отрасли.
Мы используем координатно-измерительные машины мостового типа Hexagon, обеспечивающие точность 0,0018 мм, а наша лаборатория спроектирована таким образом, чтобы поддерживать постоянный уровень температуры и влажности. Кроме того, наша команда технической поддержки обладает обширным опытом и знаниями в отрасли , участвуя в разработке стандартов прецизионной обработки, а также имея 15 патентов на процессы лазерной резки.
Наша система контроля качества CMM (химическая маркировочная машина) успешно прошла национальную метрологическую сертификацию ISO 10360-2:2011 . Используя базу данных, содержащую 100 000 материалов и параметров лазеров , она способна быстро подбирать оптимальные решения для обработки различных новых материалов.
С точки зрения качества обработанных поверхностей, продукция соответствует высочайшему отраслевому стандарту ASTM E2371-21 . Кроме того, все поставляемые нами детали сопровождаются полным протоколом контроля качества, полученным с помощью координатно-измерительной машины (CMM) , и, следовательно, полностью соответствуют проектным спецификациям заказчика и требованиям к предполагаемому применению.
Мы располагаем международной стандартизированной метрологической системой и богатым опытом работы в отрасли, что гарантирует вам надежную и высокоточную обработку. Загрузите технический документ «Услуги по прецизионной лазерной резке», чтобы ознакомиться с основными деталями процесса.

Почему стандартные допуски лазерной резки выходят за рамки допустимых отклонений на линиях окончательной сборки?
Линейные допуски на размеры, указанные на бумаге, обычно теряются при фактической сборке. Главная причина — термическая деформация и наклон кромок, возникающие из-за лазерной обработки. Если не учитывать трехмерные геометрические допуски зоны термического воздействия , то даже при приемлемых статических размерах легко попасть в ловушку заклинивания при сборке или нарушения герметичности.
Микроскопические физические эффекты теплопроводности лазера
- Эффект концентрации энергии: сфокусированный лазерный луч может иметь плотность мощности от 10^6 до 10^9 Вт/см² , что позволяет мгновенно повысить температуру материала до точки испарения.
- Эффект термического градиента: температура на режущей кромке резко падает от зоны расплава (1500℃) до нормальной температуры, в результате чего образуется существенный температурный градиент.
- Эффект упрочнения за счет фазовых превращений: Некоторые материалы, такие как нержавеющая сталь, при быстром охлаждении претерпевают мартенситное фазовое превращение, что приводит к увеличению объема.
Эти микроскопические тепловые эффекты приводят к нестабильной точности лазерной резки. Другими словами, они играют очень важную роль в термической деформации при лазерной резке .
Остаточные внутренние механизмы снятия стресса
- Образование растягивающих напряжений: охлаждение и сжатие расплавленной зоны сдерживаются окружающей холодной подложкой, что приводит к возникновению внутренних растягивающих напряжений.
- Крутильная деформация: Когда деталь отделяется от исходной пластины, перераспределение внутренних напряжений приводит к полному искажению на микронном уровне .
- Деформация отверстий из-за неравномерности распределения напряжений: из-за неравномерного распределения напряжений круглые отверстия деформируются в эллиптические, что затрудняет сборку подшипников и крепежных элементов.
Только высокоточная лазерная резка, предоставляемая экспертами, способна систематически контролировать эти внутренние процессы снятия напряжений и повышать качество обработки кромок лазерной резки до высочайшего уровня .

Рисунок 1: Станок лазерной резки точно разрезает металлический лист на синем рабочем столе в промышленных условиях.
Может ли автоматизированная лазерная резка с использованием координатно-измерительной машины (КИМ) обнаружить скрытые геометрические и размерные тепловые деформации?
Лазерная резка с использованием координатно-измерительной машины (КИМ), благодаря высокоточному физическому зонду и алгоритму расчета пространственных координат, позволяет обнаруживать мельчайшие деформации формы, вплоть до 100%, даже вызванные высокотемпературной лазерной резкой . Она преобразует традиционное двухмерное измерение в «слепую зону» в высокоточное трехмерное измерение , выявляя несоответствия в поперечном сечении, которые не удается обнаружить традиционным методам контроля.
Планирование траектории движения щупа координатно-измерительной машины и управление щупом
- Определение опорных поверхностей: Первоначально определяются и фиксируются три опорные поверхности A, B и C в качестве системы координат для всех измерений размеров.
- Оптимизация траектории: Программа достаточно эффективна, чтобы автоматически генерировать кратчайший путь для датчика, что экономит время измерения и предотвращает столкновения.
- Регулировка давления щупа: усилие щупа точно регулируется до 0,1 Н, чтобы избежать дальнейшей деформации тонких листовых заготовок.
В этом заключается главное технологическое преимущество лазерной резки с помощью координатно-измерительной машины (КИМ) по сравнению с традиционными методами контроля: она позволяет точно определять отклонения точности вырезаемых лазером отверстий.
Применение метода наименьших квадратов при оценке округлости.
- Сбор данных: Получите равномерно расположенные трехмерные координаты как минимум 24 дискретных точек на окружности.
- Математическая модель: Найдите окружность, которая наилучшим образом представляет точки, используя метод наименьших квадратов.
- Измерение отклонения: Определите погрешность округлости , сравнивая реальные точки с идеальной окружностью.
Эта высокоточная математическая методика оценки является неотъемлемой частью контроля качества в высокоточной лазерной резке и весьма эффективна для поддержания точности профиля лазерной резки .
Проще говоря, чем больше точек измерения и больше данных, тем точнее получается профиль детали , максимально приближенный к ее реальным размерам и форме.
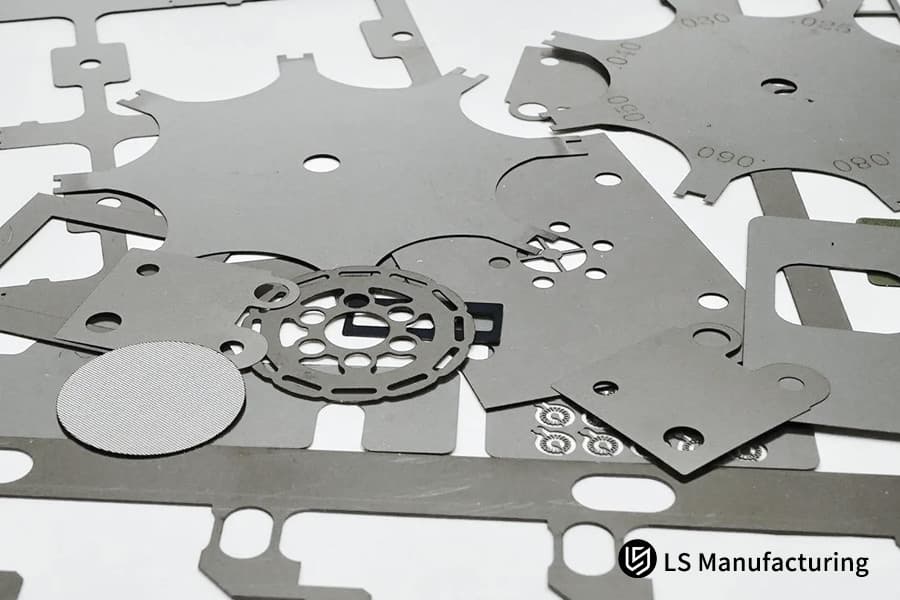
Рисунок 2: Различные детали, вырезанные лазером, готовые к автоматизированной проверке на координатно-измерительной машине на белой поверхности для подтверждения точности.
Какие методы контроля качества деталей, изготовленных методом лазерной резки, позволяют надежно выявлять дефекты микронного масштаба?
Контроль качества деталей, изготовленных методом лазерной резки, по сути, представляет собой совместную работу высокоточных датчиков и программного обеспечения для цифровой метрологии. Используя сканирующий зонд и пару интеллектуальных алгоритмов, система позволяет устранить мешающие факторы, такие как заусенцы и шлаки , и точно определить геометрические размеры эталонной поверхности детали.
Процедуры работы метрологической лаборатории LS Manufacturing
- Контроль окружающей среды: Чтобы нивелировать влияние перепадов температур, заготовки необходимо поместить в помещение с постоянной температурой как минимум на 4 часа перед проверкой.
- Конструкция зажимного приспособления: Чтобы избежать деформации тонких пластин под действием силы зажима, было решено использовать зажимные приспособления с трехточечной опорой, не создающие внутренних напряжений .
- Калибровка датчика: Перед проведением каких-либо измерений датчик калибруется с помощью стандартных калибровочных блоков для проверки точности измерения.
Строгое соблюдение всех инструкций гарантирует достоверность и воспроизводимость результатов контроля качества деталей, изготовленных методом лазерной резки, а также обеспечивает непрерывную ровность поверхности, обработанной лазером .
Определение критериев контроля качества для сложных деталей с множеством отверстий.
- Выбор основного эталона: В качестве эталона А выбирается поверхность с наибольшей площадью и наилучшей ровностью.
- Выбор дополнительных эталонных образцов: в качестве эталонных образцов B и C выбираются два взаимно перпендикулярных ребра.
- Распределение точек измерения: Восемь точек измерения равномерно распределены по окружности каждого отверстия , и девять точек измерения распределены по каждой плоскости.
Это также является основой для обеспечения надежного контроля качества услуг лазерной резки с помощью координатно-измерительной машины (CMM), что позволяет всесторонне повысить стабильность качества партий лазерной резки .
Стандартизированные процессы контроля и высокоточное оборудование позволяют точно выявлять дефекты микронного уровня, обеспечивая стабильное качество деталей. Свяжитесь с нами для бесплатной оценки DFM (проектирование для производства) и оптимизации плана контроля качества ваших компонентов, изготовленных методом лазерной резки.
Как профессиональная лазерная резка с использованием координатно-измерительной машины (CMM) снижает структурные отклонения в производственных партиях?
Сервис лазерной резки с помощью координатно-измерительной машины (КИМ) использует технологию статистического контроля процессов (СПК), что позволяет существенно уменьшить вариативность размеров крупносерийных деталей, изготовленных на заказ . Система передает данные об отклонениях размеров в режиме реального времени и динамически изменяет траекторию лазерного луча и параметры фокусировки, предотвращая возникновение дефектов при пакетной обработке на этапе производства.
Система управления индексом технологической пригодности (CPK).
- Сбор данных: Полный контроль размеров с помощью координатно-измерительной машины проводится после изготовления каждых 20 изделий .
- Анализ тенденций: Изменения размеров отслеживаются с помощью контрольных диаграмм SPC, которые также выдают предупреждения при возникновении аномальных колебаний.
- Корректировка процесса: Параметры лазера автоматически изменяются, когда отклонение размеров превышает 1/3 от контрольного предела.
Благодаря использованию метода, основанного на анализе данных, услуга лазерной резки с помощью координатно-измерительной машины (CMM) не только обеспечивает непрерывное совершенствование процесса , но и гарантирует стабильность процессов лазерной резки .
Полностью цифровая система отслеживания
- Идентификация партии: Каждая партия продукции отличается уникальным QR-кодом.
- Привязка данных: к QR-коду прикреплены параметры производства, данные испытаний и информация об операторе.
- Отслеживаемость качества: с помощью QR-кода клиенты могут проверить все данные о качестве конкретной партии продукции.
Благодаря индексу технологической пригодности Cpk 1,33, можно снизить процент брака при серийном изготовлении деталей по индивидуальному заказу до 63 деталей на миллион . Такой всеобъемлющий сквозной контроль эффективно гарантирует стабильность размеров при лазерной резке , что, в свою очередь, обеспечивает высокоточное серийное производство.
Различные режимы управления производством оказывают существенное влияние на стабильность партий при лазерной резке. В таблице представлено наглядное отображение различий в основных параметрах между традиционным производством и режимом цифрового управления с помощью КИМ , подчеркивающее преимущества контроля качества партий при лазерной резке с использованием КИМ.
| Режим управления | Диапазон размерных колебаний | Производственная мощность CPK Значение | Показатель брака партии | Своевременность выплаты компенсаций за производственные травмы |
| Традиционный ручной контроль отбора проб | ±0,10 мм~±0,15 мм | <1.0 | Более 0,5% | Задержка в корректировке, высокий процент доработки партий. |
| Традиционный контроль отбора проб с помощью приборов | ±0,06 мм~±0,09 мм | 1.0~1.2 | от 0,1% до 0,3% | Корректировка по времени, возможны небольшие отклонения. |
| Корректировка по времени, возможны небольшие отклонения. | ±0,03 мм~±0,05 мм | ≥1,33 | Части на миллион | Динамическая компенсация в реальном времени, нулевое отклонение партии. |
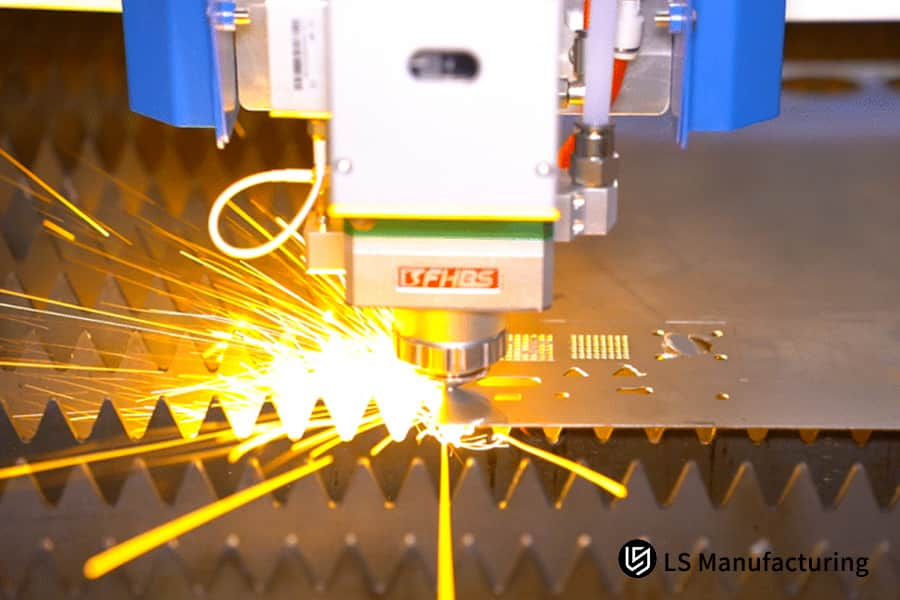
Рисунок 3: Лазер, разрезающий стальную пластину и создающий искры, демонстрирует высокоточное промышленное производство.
Критически ли важна проверка деталей, вырезанных лазером, в режиме реального времени с помощью координатно-измерительной машины (CMM) для обеспечения качества продукции на этапе закупки?
Проверка деталей, вырезанных лазером, с помощью координатно-измерительной машины (CMM) является одним из ведущих стандартов контроля качества в цепочке поставок высокотехнологичного производства. Этот метод не только устраняет разобщенность данных между проектированием изделия и массовым производством, но и использует цифровые методы контроля для обеспечения точного соответствия целых партий деталей исходным проектным стандартам .
Риски, связанные с цепочкой поставок традиционного ручного отбора проб при инспекции
- Очень высока вероятность пропустить дефекты: ручная выборка может выявить лишь около 30% несоответствий геометрическим допускам в 3D-пространстве .
- Высокая вероятность принятия неверного решения: результаты измерений, полученные разными инспекторами, могут отличаться более чем на 0,05 мм.
- Отслеживаемость представляет собой довольно сложную задачу: поскольку ручная запись очень легко может быть испорчена, трудно отследить проблему, когда возникает проблема с качеством.
Только благодаря строгой проверке деталей, вырезанных лазером с помощью координатно-измерительной машины (CMM) , эти риски могут быть полностью исключены . Это позволяет гарантировать качество серийного производства изделий, изготовленных методом лазерной резки .
Процедура работы лаборатории с постоянной температурой производства LS Manufacturing
- Приём образцов: Образцы отбираются с производственной линии и отправляются непосредственно в лабораторию с постоянной температурой.
- Экспресс-тестирование: метрология полноразмерного изделия с помощью координатно-измерительной машины (КИМ) проводится в течение 2 часов .
- Обратная связь по результатам: Результаты тестирования мгновенно передаются в производственный цех.
- Обработка аномалий: Любые отклонения немедленно устраняются для корректировки, чтобы избежать выпуска бракованной продукции партиями.

Рисунок 4: Техник использует координатно-измерительную машину для оперативной проверки детали, вырезанной лазером, на рабочем столе.
Какие технологические схемы определяют стоимость услуг по контролю допусков при лазерной резке?
Стоимость услуги контроля допусков при лазерной резке в основном определяется строгостью допусков, характером обрабатываемых материалов и плотностью точек измерения на координатно-измерительной машине (КИМ). Для принятия более обоснованного решения о покупке необходимо учитывать не только стоимость обработки, но и качество, а также общую экономическую эффективность системы контроля замкнутого цикла.
Сравнительная таблица стоимости и качества различных технологических решений.
| Сравнительные элементы | Традиционное решение для небольших мастерских | Стандартное решение для производства LS | Высокоточное решение для производства LS |
| Тип лазера | Лазер непрерывного действия на CO2 | Волоконный лазер | Волоконный лазер со сверхкороткими импульсами |
| Линейный допуск | ±0,15-0,25 мм | ±0,05-0,08 мм | ±0,03-0,05 мм |
| Зона теплового воздействия | 0,3-0,5 мм | 0,1-0,15 мм | ≤0,08 мм |
| Метод контроля | Ручной отбор проб штангенциркулем | Двухмерный визуальный контроль | 3D-контроль с помощью КИМ |
| Выход годных изделий на сборке | 92,5% | 97,8% | 99,8% |
| Общая стоимость | 1.0x | 1.2x | 1,5x |
| Скрытые потери | 0,8x | 0,2x | 0,05x |
| Совокупная стоимость владения | 1,8x | 1,4x | 1,55x |
Это сравнение наглядно демонстрирует значительное влияние услуги контроля точности лазерной резки на общую стоимость владения, интуитивно отражая существенные преимущества лазерной резки с точки зрения соотношения цены и качества .
Эксклюзивная формула расчета себестоимости от LS Manufacturing:
Окончательная стоимость = Базовая плата за обработку + Стоимость материалов + (Коэффициент допуска + Количество точек измерения + Время контроля)
Коэффициент допуска основан на требуемом уровне допуска: ±0,05 мм — 1,0, ±0,03 мм — 1,8, а ±0,02 мм — 3,2. Это наша наиболее открытая и справедливая ценовая структура, основанная на 12-летнем опыте производства, и она может соответствовать различным стандартам проектов лазерной резки .
Разница в стоимости услуг по контролю допусков при лазерной резке на самом деле означает разницу в обеспечении качества. При использовании услуг высокоточной лазерной резки от LS Manufacturing себестоимость обработки на самом начальном этапе лишь немного выше. Тем не менее, это позволит клиентам избежать огромных скрытых потерь, вызванных браком партий и простоями . Кроме того, это повысит общую надежность продукции, изготовленной методом лазерной резки.
Прозрачная модель ценообразования позволяет четко понимать структуру затрат, а высокая степень гарантии качества значительно снижает скрытые потери. Отправьте запрос прямо сейчас , чтобы получить точную смету на услуги контроля допусков лазерной резки, обеспечив высококачественное производство лазерной резки в одном месте.
Какие правила проектирования исключают отклонение допусков лазерной резки перед использованием координатно-измерительной машины (КИМ)?
Оптимизация проектирования с учетом технологичности производства (DFM) и внедрение правил устранения отклонений допусков лазерной резки на этапе проектирования помогут искоренить проблемы отклонений допусков при неконтролируемых резах в источнике их возникновения. Стандартизация параметров, таких как коэффициент раскрытия, структура углов и расстояние между элементами компоновки, значительно повысит точность контроля деталей на координатно-измерительных машинах (CMM) с первого раза до уровня соответствия деталей техническим требованиям качества.
Критическое значение анализа отношения диаметра отверстия к толщине
- Критическое соотношение: локальные тепловые потоки от сдвига будут накапливаться очень быстро, когда отношение диаметра отверстия к толщине материала будет меньше 1:1.
- Механизм деформации: плавление и повторное затвердевание стенки отверстия вследствие перегрева приведет к образованию нерегулярных выступов .
- Решение: Минимальный диаметр отверстия для пластин толщиной 2,0 мм должен составлять не менее 2,0 мм.
Соблюдение этих правил проектирования может обеспечить стабильность допусков лазерной резки с самого начала и, следовательно, избежать обычных проблем, связанных с отклонениями размеров при лазерной резке .
Оптимизация компоновки и процесса микросоединения
- Расположение микросоединений: Размещайте микросоединения на нефункциональных кромках деталей таким образом, чтобы не повредить функциональные поверхности.
- Толщина микросоединений: Толщина микросоединений должна строго контролироваться в диапазоне 0,1-0,2 мм , чтобы гарантировать прочность соединения и одновременно облегчить его разъединение.
- Расстояние между деталями: чтобы уменьшить накопление теплового удара, расстояние между деталями должно быть не менее чем в 1,5 раза больше толщины пластины .
Техника постепенного замедления при прохождении поворотов
- Принцип замедления: При приближении к повороту, срезанному лазером , замедлитесь таким образом, чтобы не произошло обрушения острого угла.
- Регулировка мощности: Для поддержания стабильного уровня подводимой энергии необходимо одновременно уменьшать мощность лазера.
- Подтверждение результатов: Использование данной технологии может снизить погрешность округлости углов более чем на 60%.
Подобные меры по усовершенствованию конструкции представляют собой первостепенные требования для достижения чрезвычайно высокой точности в высокоточных услугах лазерной резки, а также очень эффективно повышают точность углов лазерной резки .
Почему инженеры доверяют компании LS Manufacturing изготовление на заказ клапанных пластин из нержавеющей стали 316L без дефектов деформации?
Компания LS Manufacturing использовала высокоточную лазерную резку и трехмерный пространственный матричный контроль для устранения проблемы, когда пластины клапанов из нержавеющей стали 316L (обладающей высокой твердостью и используемой в насосах и клапанах промышленного типа) деформировались под воздействием тепла до такой степени, что произошла утечка в сборе.
Проблема клиента:
Компания, занимающаяся системами управления потоками жидкости, столкнулась с серьезными проблемами качества при изготовлении клапанных пластин из нержавеющей стали 316L толщиной 2,5 мм в соответствии с заказом. Выяснилось, что традиционная лазерная обработка не позволяет контролировать накопление тепла в материале. В результате возникли серьезные отклонения в плоскости и расположении отверстий. Это в конечном итоге привело к 100% герметичности и утечке после сборки. Из-за этой проблемы проект клиента был приостановлен, и риск невыполнения обязательств был высок.
После безуспешных попыток сотрудничества с тремя разными поставщиками и безрезультатно не решивших технические проблемы, клиент наконец решил обратиться в компанию LS Manufacturing за профессиональным решением.
LS Manufacturing Solution
Наш инженерный отдел сформировал специализированную техническую группу в течение 24 часов после получения запроса от клиента. Опираясь на наш практический опыт работы над проектами, мы незамедлительно предприняли три важных шага:
- Модернизация процесса: Мы отказались от устаревшего метода непрерывной волновой резки в пользу многоточечной прерывистой высокочастотной импульсной резки с водяным охлаждением . Увеличив частоту лазерных импульсов до 20 кГц и снизив коэффициент заполнения до 15%, нам удалось уменьшить тепловыделение во время обработки на 60%.
- Конструкция зажимного приспособления: Мы разработали специальное измерительное приспособление, исключающее деформацию, возникающую из-за механического зажима, которое использует трехточечный метод вакуумной адсорбции для удержания заготовки.
- Управление с обратной связью: Матричная 3D-обратная калибровка положения отверстия в канале потока проводилась с использованием автоматической координатно-измерительной машины (КИМ) в камере с постоянной температурой 20℃. После обработки каждых 5 изделий проводилась проверка КИМ , и траектория компенсации станка динамически корректировалась на основе результатов проверки.
Результаты и ценность
После оптимизации процесса все 8000 клапанных пластин стабильно соответствовали допускам ±0,035 мм, погрешность округлости отверстий составляла менее 0,015 мм, а процент герметичности сборки достиг 99,92%, что значительно превышает установленные заказчиком стандарты приемки.
Помимо того, что мы помогли клиенту выполнить заказ в срок и избежать огромных штрафов, мы переработали дизайн их продукции, что привело к снижению производственных затрат на 12% в будущем . Впоследствии клиент решил отменить все свои заказы у первоначального поставщика и сделал LS Manufacturing своим единственным долгосрочным стратегическим поставщиком комплектующих в Большом Китае для всех своих нужд.
Полные отчеты о проверке деталей, вырезанных лазером на координатно-измерительной машине (CMM), прилагаются к каждому поставляемому изделию, что обеспечивает отслеживаемость качества.
Мы успешно решили распространенную в отрасли проблему термической деформации пластин клапанов из стали 316L, продемонстрировав наши возможности обработки данных. Свяжитесь с нами прямо сейчас , чтобы заказать индивидуальное решение по высокоточной лазерной резке деталей с проверкой на координатно-измерительной машине (CMM).

Часто задаваемые вопросы
В1: Каков минимальный допуск лазерной резки, который может гарантировать ваша услуга высокоточной лазерной резки?
Для листов из нержавеющей стали, углеродистой стали и медных сплавов толщиной 3 мм и менее мы с высокой вероятностью сможем обеспечить допуски по размерам и положению готового изделия в пределах ±0,03 мм . Для особых случаев, требующих высокой точности, мы также можем предложить услуги сверхточной лазерной резки с допуском ±0,02 мм.
В2: Как лазерная резка с использованием координатно-измерительной машины (КИМ) решает проблемы корреляции измерений на нелинейных профилях?
A2: КИМ использует сканирующий зонд для сбора дискретных точек в трехмерном пространстве, а затем точно сопоставляет и подгоняет их к исходной CAD-модели производителя. Таким образом, полностью решается проблема отклонения измерений нерегулярных нелинейных профилей , и в то же время избегается неоднозначность оценок и ошибки данных, характерные для традиционного контроля.
В3: Почему ваша услуга высокоточной лазерной резки специализируется именно на контроле зоны термического воздействия?
Обширная зона термического воздействия может привести к упрочнению за счет фазовых превращений и микродеформации металлических кромок. Минимизация теплового воздействия — один из способов регулирования шероховатости поверхности, поддержания допусков по форме и положению, а также перпендикулярности деталей и соответствия строгим стандартам точности координатно-измерительных машин.
В4: Может ли ваша фабрика производить мелкосерийную продукцию по индивидуальному заказу с полным контролем качества компонентов, изготовленных методом лазерной резки?
На нашем заводе мы можем обрабатывать заказы любого масштаба, от изготовления единичных образцов и мелкосерийного производства до крупномасштабного массового производства. При этом все заказы включают в себя полный комплекс услуг по контролю качества компонентов, изготовленных методом лазерной резки, и профессиональные отчеты о проверке качества.
В5: Какие технические данные включены в стандартный отчет о качестве услуг лазерной резки на координатно-измерительной машине (КИМ) вашего завода?
Как правило, отчет о контроле качества содержит данные об отклонениях формы и положения детали, цветовые диаграммы сравнения 2D/3D контуров, кривые соответствия диаметра отверстия округлости, а также диаграммы анализа данных о технологических возможностях Cpk для проверки стабильности производства.
В6: Как изменения перпендикулярности кромок влияют на общую стоимость и цену профилей, изготовленных по индивидуальному заказу?
При ужесточении требований к перпендикулярности кромок скорость резки снижается, расходуется больше вспомогательного газа, а высокоточная проверка с помощью КИМ становится более тщательной. Таким образом, увеличивается контроль качества процесса и затраты , что в конечном итоге приводит к повышению стоимости индивидуальной обработки .
В7: Почему менеджерам по закупкам следует отдавать приоритет проверке деталей, вырезанных лазером, с помощью КИМ (координатно-измерительной машины) по сравнению с дешевой ручной сортировкой?
Ручной контроль имеет ограничения, поскольку он не может обнаружить трехмерные деформации деталей. Полная проверка размеров с помощью координатно-измерительной машины (КИМ) гарантирует готовность деталей к сборке сразу после доставки, что позволяет избежать крупных потерь, таких как массовые возвраты, простои, а также повышает стабильность цепочки поставок.
В8: Как я могу получить подробную смету, основанную на возможностях вашей службы контроля точности лазерной резки?
Просто загрузите чертежи и укажите требования к обработке, чтобы получить оперативную смету. В течение 24 часов мы предоставим бесплатный отчет об оценке DFM (проектирование для производства) и индивидуальную, экономически выгодную и прозрачную смету на услуги контроля допусков при лазерной резке.
Краткое содержание
Большая ошибка — путать суть высокоточной лазерной обработки со скоростью резки. Напротив, действительно важны возможности цифровой проверки допусков . Компания LS Manufacturing, опираясь на услуги высокоточной лазерной резки и полностью автоматизированную систему контроля с помощью координатно-измерительной машины (CMM), полностью решила все проблемы деформации и напряжения, с которыми сталкивается отрасль.
Познакомиться с технически подкованным, использующим данные производителем, обладающим метрологическими возможностями высокого уровня, — это разумный способ повысить эффективность сборки и минимизировать скрытые затраты в современной системе поставок. Вы все еще вынуждены мириться с пустыми обещаниями предыдущего производителя о высокой точности и с высоким уровнем брака при сборке?
Отправьте чертежи вашего изделия (в формате STEP, IGES или DXF) прямо сейчас через официальный портал технической экспертизы LS Manufacturing. Сначала наши ведущие инженеры, руководствуясь глубоким пониманием производственного процесса, в течение 24 часов предоставят вам отчет об анализе технологичности (DFM). Затем, после предоставления абсолютно прозрачной сметы напрямую от производителя без каких-либо скрытых затрат, они будут в вашем распоряжении. Поверьте, мы защитим вашу цепочку поставок в сфере высокоточной обработки, предоставив безупречные данные контроля качества CMM!
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


