
تُعدّ دقة القطع بالليزر سمةً أساسيةً في تصنيع المعادن بدقة عالية. وتُقدّم خدمات القطع بالليزر الدقيقة، المُعتمدة من قِبل نظام قياس الإحداثيات ثلاثية الأبعاد (CMM)، حلولاً رقميةً متكاملةً للتصنيع، تُزيل مشكلة فشل التجميع الناتج عن عدم التحكم في التفاوتات الهندسية ثلاثية الأبعاد في عمليات القطع بالليزر التقليدية. وبفضل نظام شهادة ISO 13485، تستطيع شركة LS Manufacturing الحفاظ على دقة عمليات التشغيل الرئيسية ضمن نطاق ±0.03 مم، وخشونة سطح المنطقة المتأثرة بالحرارة Ra 1.6 ميكرومتر ، مما يُتيح لها تقديم قطع دقيقة خالية من العيوب لعملائها في جميع أنحاء العالم.
في هذه المقالة، سنقوم بدراسة متعمقة لكيفية تحقيق أعلى مستوى من الدقة في القطع بالليزر من خلال مراعاة الجوانب الثلاثة: التحكم في العملية، وتكنولوجيا القياس، وتحسين التصميم.
دقة القطع بالليزر والتحقق من آلة القياس ثلاثية الأبعاد: نظرة عامة سريعة
| الأبعاد الفنية | حلول المعالجة التقليدية | حلول التصنيع LS | مزايا العميل |
| مراقبة التفاوتات | ±0.15-0.25 مم | ±0.03-0.05 مم | تحسين إنتاجية التجميع: 7.3% |
| أساليب الفحص | الفرجار اليدوي / جهاز الرؤية ثنائي الأبعاد | فحص ثلاثي الأبعاد آلي بالكامل باستخدام آلة قياس الإحداثيات | معدل اكتشاف العيوب: 100% |
| المنطقة المتأثرة بالحرارة | 0.3-0.5 مم | ≤0.08 مم | الاحتفاظ بالخواص الميكانيكية للمادة: 95% |
| قدرة العملية | Cpk<1.0 | Cpk≥1.33 | انخفض معدل العيوب إلى أجزاء في المليون |
أهم النقاط الرئيسية:
- تتطلب دقة تحديد الموضع والشكل في القطع بالليزر شكلاً هندسياً ثلاثي الأبعاد، مما يستلزم تركيباً دقيقاً متعدد النقاط في كامل المساحة باستخدام آلة قياس إحداثيات ثلاثية الأبعاد عالية الدقة. ولا يمكن لآلات الرؤية ثنائية الأبعاد التقليدية أن تحل محل ذلك. ويُعد التحكم الدقيق في دقة القطع بالليزر المكانية شرطاً أساسياً للتصنيع الدقيق.
- يُعد التكامل في الوقت الحقيقي لتردد نبضات الليزر ودورة التشغيل مع مخططات التحكم في العمليات الإحصائية لآلة قياس الإحداثيات نقطة تحول في الصناعة، مما يجعل من الممكن الحفاظ على استقرار التفاوت في الأجزاء الدقيقة المدنية في حدود 0.03 مم .
- يمكن أن تساعد عمليات التدقيق الشاملة للتصميم من أجل التصنيع (مثل ضمان نسبة الفتحة إلى السماكة 1.0) في القضاء على ما يصل إلى 70٪ من مخاطر الانحرافات البعدية لآلة قياس الإحداثيات من المصدر نفسه، مما يضمن تقريبًا استقرار الهيكل عند القطع بالليزر.
لماذا تثق بخدمات القطع بالليزر الدقيقة وخبرة التصنيع الدقيق المعتمدة من CMM التي تقدمها شركة LS Manufacturing؟
تُعدّ شركة LS Manufacturing رائدةً في مجال معالجة الليزر الدقيقة منذ عشرين عامًا، حيث تُقدّم خدماتها لعملاء صناعيين مرموقين في جميع أنحاء العالم . وبفضل خبرتها في مشاريع الفضاء، طوّرت الشركة نظام قياس رقمي مغلق الحلقة لقطع الليزر الدقيق، يُعتبر رائدًا في هذا المجال.
لدينا آلات قياس إحداثيات من نوع جسر هيكساغون قادرة على تحقيق دقة تكرار تصل إلى 0.0018 مم، وقد صُمم مختبرنا للحفاظ على مستوى ثابت من درجة الحرارة والرطوبة. إضافةً إلى ذلك، يتمتع فريق الدعم الفني بخبرة واسعة ومعرفة عميقة في هذا المجال ، حيث شارك في وضع معايير التصنيع الدقيق، كما يمتلك 15 براءة اختراع في مجال عمليات القطع بالليزر.
لقد حصل نظام فحص آلة الوسم الكيميائي (CMM) الخاص بنا بنجاح على شهادة المعايرة الوطنية ISO 10360-2:2011 . وبفضل قاعدة بيانات تضم 100,000 مادة ومعلمة ليزر ، فهو قادر على تصميم أفضل حلول المعالجة لمختلف المواد الجديدة بسرعة.
من حيث جودة الأسطح المقطوعة، تتوافق منتجاتنا مع أعلى معايير الصناعة، ASTM E2371-21 . كما أن جميع القطع التي نوفرها تأتي مع تقرير فحص كامل باستخدام جهاز قياس الإحداثيات (CMM) ، ولذلك فهي مطابقة تمامًا لمواصفات التصميم ومتطلبات الاستخدام المقصودة لدى عملائنا.
نمتلك نظام قياسات معياري دولي وخبرة صناعية واسعة، مما يضمن لكم دقة عالية في عمليات التصنيع. حمّلوا الآن الورقة التقنية لخدمة القطع بالليزر الدقيق للاطلاع على تفاصيل العملية الأساسية.

لماذا تفشل حدود التفاوت القياسية لقطع الليزر أثناء خطوط التجميع النهائية؟
عادةً ما تُفقد دقة الأبعاد الخطية المحددة على الورق أثناء عملية التجميع الفعلية. والسبب الرئيسي هو التشوه الناتج عن الإجهاد الحراري وميلان حواف القطع بالليزر، والذي ينتج عن المعالجة الحرارية بالليزر. إذا لم تُؤخذ التفاوتات الهندسية ثلاثية الأبعاد للمنطقة المتأثرة بالحرارة في الحسبان ، فحتى لو كانت الأبعاد الثابتة مقبولة، فمن السهل الوقوع في مشكلة تعطل التجميع أو فشل منع التسرب.
التأثيرات الفيزيائية المجهرية لتوصيل الحرارة بالليزر
- تأثير تركيز الطاقة: يمكن أن يكون لشعاع الليزر المركز كثافة طاقة تتراوح بين 10^6-10^9 واط/سم² ، مما يمكن أن يرفع درجة حرارة المادة على الفور إلى نقطة التبخر.
- تأثير التدرج الحراري: تنخفض درجة الحرارة عند حافة القطع من المنطقة المنصهرة (1500 درجة مئوية) إلى درجة الحرارة العادية، لذلك يتشكل تدرج حراري كبير.
- تأثير التصلب الناتج عن تحول الطور: تتعرض بعض المواد مثل الفولاذ المقاوم للصدأ لتحول طور مارتنسيتي أثناء التبريد السريع، مما يؤدي إلى تمدد الحجم.
تؤدي هذه التأثيرات الحرارية المجهرية إلى عدم استقرار دقة القطع بالليزر. بعبارة أخرى، تلعب دورًا بالغ الأهمية في التشوه الحراري الناتج عن القطع بالليزر .
آليات تخفيف الإجهاد الداخلي المتبقي
- تكوين الإجهاد الشدّي: يتم إيقاف تبريد وانكماش المنطقة المنصهرة بواسطة الركيزة الباردة المحيطة، مما يؤدي إلى إجهاد داخلي شدّي.
- التشوه الالتوائي: عندما ينفصل الجزء عن اللوحة الأم، فإن إعادة توزيع الإجهاد الداخلي تؤدي إلى تشوه كلي على مستوى الميكرون .
- تشوه استدارة الثقوب: بسبب الإجهاد غير المنتظم، تتشوه الثقوب المستديرة إلى ثقوب بيضاوية، مما يعيق تجميع المحامل والمثبتات.
إن خدمة القطع بالليزر الدقيقة المتخصصة فقط هي القادرة على التحكم بشكل منهجي في أحداث إطلاق الإجهاد الداخلي هذه وتحسين جودة تشطيب حافة القطع بالليزر إلى أعلى المستويات .

الشكل 1: آلة قطع بالليزر تقطع بدقة صفيحة معدنية على طاولة عمل زرقاء في بيئة صناعية.
هل يمكن لتقنية القطع بالليزر باستخدام فحص CMM الآلي أن تكشف عن التشوهات الحرارية الهندسية الخفية؟
تستطيع تقنية فحص القطع بالليزر باستخدام آلة قياس الإحداثيات ثلاثية الأبعاد، بفضل مسبارها الفيزيائي عالي الدقة وخوارزمية حساب الإحداثيات المكانية، تحديد أدق التشوهات الشكلية بنسبة 100%، حتى تلك الناتجة عن القطع بالليزر في درجات حرارة عالية . فهي تُحوّل قياس المنطقة العمياء ثنائي الأبعاد التقليدي إلى قياس ثلاثي الأبعاد عالي الدقة ، ما يُتيح تحديد الاختلافات في المقطع العرضي التي تغفلها طرق الفحص التقليدية.
تخطيط مسار مسبار آلة القياس الإحداثية والتحكم في القلم
- تحديد الأسطح المرجعية: في البداية، يتم تعريف وتثبيت ثلاثة أسطح مرجعية A و B و C كنظام إحداثيات مرجعي لجميع القياسات البعدية.
- تحسين المسار: البرنامج ماهر بما يكفي لتوليد أقصر مسار للمسبار تلقائيًا، مما يوفر وقت القياس ويمنع التصادمات.
- التحكم في ضغط القلم: يتم ضبط قوة القلم بدقة على 0.1 نيوتن لتجنب المزيد من التشوه لقطع العمل الرقيقة.
هذه هي الميزة التكنولوجية الرئيسية لفحص القطع بالليزر باستخدام آلة قياس الإحداثيات (CMM) مقارنة بطرق الفحص التقليدية: حيث يمكنها الحصول بدقة على انحرافات دقة القطع بالليزر.
تطبيق طريقة المربعات الصغرى في تقييم الاستدارة
- جمع البيانات: قم بأخذ إحداثيات ثلاثية الأبعاد متباعدة بالتساوي لما لا يقل عن 24 نقطة منفصلة على المحيط.
- النموذج الرياضي: إيجاد الدائرة التي تمثل النقاط بشكل أفضل باستخدام طريقة المربعات الصغرى.
- قياس الانحراف: تحديد خطأ الاستدارة عن طريق مقارنة النقاط الحقيقية بالدائرة المثالية.
تُعد تقنية التقييم الرياضي الدقيقة هذه جزءًا لا غنى عنه من مراقبة الجودة في خدمة القطع بالليزر عالية الدقة، وهي فعالة للغاية في الحفاظ على دقة شكل القطع بالليزر .
بعبارات بسيطة، تؤدي نقاط القياس الإضافية والمزيد من البيانات إلى الحصول على شكل دقيق للغاية للجزء الملائم والذي يتطابق بشكل وثيق مع أبعاد وشكل الجزء الحقيقي.
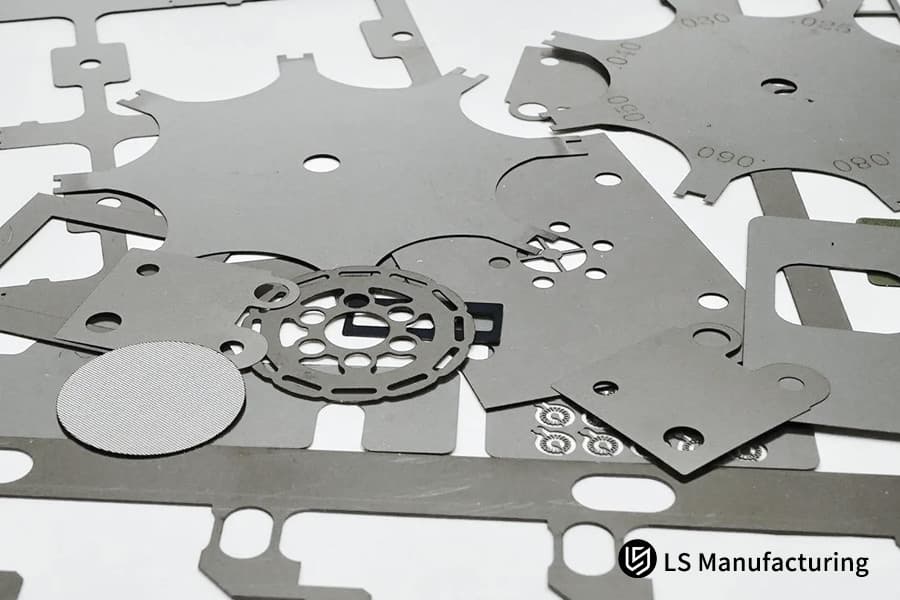
الشكل 2: أجزاء مختلفة مقطوعة بالليزر جاهزة للفحص الآلي باستخدام آلة قياس الإحداثيات على سطح أبيض للتحقق من الدقة.
ما هي تقنيات فحص مكونات القطع بالليزر التي تعزل العيوب على مستوى الميكرون بشكل موثوق؟
يعتمد فحص مكونات القطع بالليزر بشكل أساسي على جهد مشترك بين أجهزة استشعار فائقة الدقة وبرامج القياس الرقمي. وباستخدام مسبار مسح ضوئي وخوارزميات ذكية، يمكن التخلص من العوامل المتداخلة مثل النتوءات والشوائب، والحصول بدقة على الأبعاد الهندسية لسطح القطعة المرجعي.
إجراءات تشغيل مختبر القياسات التصنيعية LS
- التحكم البيئي: لإلغاء تأثير اختلاف درجة الحرارة، يجب وضع قطع العمل في غرفة ذات درجة حرارة ثابتة لمدة لا تقل عن 4 ساعات قبل الفحص.
- تصميم التركيب: لتجنب تشوه الصفائح الرقيقة الناتج عن قوة التثبيت، تم اتخاذ قرار باستخدام تركيبات خالية من الإجهاد ذات دعم ثلاثي النقاط .
- معايرة المجس: قبل إجراء أي قياسات، تتم معايرة المجس باستخدام كتل قياس قياسية للتحقق من دقة القياس.
إن اتباع هذه العمليات وفقًا للقواعد هو ما يضمن صحة نتائج فحص مكونات القطع بالليزر وقابليتها للتكرار ، ويحافظ باستمرار على سطح القطع بالليزر مستويًا .
تعريف معيار الفحص للأجزاء المعقدة متعددة الثقوب
- اختيار المعيار الأساسي: يتم اختيار السطح ذو المساحة الأكبر وأفضل استواء كمعيار أساسي أ.
- اختيار المعيار الثانوي: يتم اختيار حافتين متعامدتين كمعيارين B و C.
- توزيع نقاط القياس: يتم توزيع ثماني نقاط قياس بالتساوي على محيط كل ثقب ، ويتم توزيع تسع نقاط قياس على كل مستوى.
وهذا هو الأساس أيضاً لخدمة القطع بالليزر باستخدام آلة قياس الإحداثيات (CMM) لتوفير ضمان جودة موثوق به، مما يحسن بشكل شامل اتساق دفعات القطع بالليزر .
تتيح عمليات الفحص المعيارية والمعدات عالية الدقة فصل العيوب بدقة متناهية تصل إلى مستوى الميكرون، مما يضمن جودة ثابتة للأجزاء. تواصلوا معنا للحصول على تقييم مجاني للتصميم من أجل التصنيع (DFM) لتحسين خطة فحص مكونات القطع بالليزر.
كيف تُقلل خدمة القطع بالليزر باستخدام آلة قياس الإحداثيات ثلاثية الأبعاد (CMM) الاحترافية من التباين الهيكلي في دفعات التصنيع؟
تدمج خدمة القطع بالليزر باستخدام آلة قياس الإحداثيات (CMM) تقنية التحكم الإحصائي في العمليات (SPC) لتقليل التباين في أبعاد القطع المخصصة ذات الأحجام الكبيرة بشكل ملحوظ . يرسل النظام بيانات الانحرافات البُعدية في الوقت الفعلي، ويُغير مسار الليزر ومعايير التركيز ديناميكيًا لمنع حدوث عيوب المعالجة الدفعية من المصدر.
نظام إدارة مؤشر قدرة العملية (CPK)
- جمع البيانات: يتم إجراء فحص كامل للأبعاد باستخدام جهاز قياس الإحداثيات ثلاثية الأبعاد بعد كل 20 منتجًا يتم تصنيعها .
- تحليل الاتجاهات: تتم مراقبة التغييرات في الأبعاد من خلال مخططات التحكم الإحصائي في العمليات التي تصدر أيضًا تحذيرات عندما تصبح التقلبات غير طبيعية.
- ضبط العملية: يتم تغيير معلمات الليزر تلقائيًا عندما يكون الانحراف البُعدي أكثر من ثلث حد التحكم.
إن استخدام أسلوب يعتمد على البيانات، لا يحقق خدمة القطع بالليزر CMM تحسينًا مستمرًا للعملية فحسب ، بل يضمن أيضًا استقرار عمليات القطع بالليزر .
نظام تتبع رقمي بالكامل
- تحديد الدفعة: يتم تمييز كل دفعة من المنتجات بواسطة رمز الاستجابة السريعة الفريد.
- ربط البيانات: يتم إرفاق معلمات الإنتاج وبيانات الاختبار ومعلومات المشغل برمز الاستجابة السريعة (QR code).
- إمكانية تتبع الجودة: باستخدام رمز الاستجابة السريعة (QR code)، يمكن للعملاء التحقق من جميع البيانات المتعلقة بالجودة لتلك الدفعة المحددة من المنتجات.
بفضل مؤشر قدرة العملية Cpk 1.33، يُمكن خفض معدل العيوب في الأجزاء المُخصصة بكميات كبيرة إلى 63 جزءًا لكل مليون . يضمن هذا التحكم الشامل والمتكامل، بكفاءة عالية، استقرار أبعاد القطع بالليزر ، مما يُؤدي إلى إنتاج كميات كبيرة بدقة عالية.
تؤدي أنماط التحكم المختلفة في الإنتاج إلى تأثيرات متباينة بشكل كبير على استقرار دفعات القطع بالليزر. يقدم هذا الجدول تمثيلاً مرئياً للاختلافات في المعايير الأساسية بين الإنتاج التقليدي ونمط التحكم الرقمي باستخدام آلة قياس الإحداثيات (CMM) ، مما يسلط الضوء على مزايا التحكم في جودة الدفعات التي توفرها خدمة القطع بالليزر باستخدام آلة قياس الإحداثيات.
| وضع التحكم | نطاق التذبذب البُعدي | قدرة العملية (قيمة Cpk) | معدل عيوب الدفعة | توقيت التعويضات في العملية |
| التحكم التقليدي في أخذ العينات اليدوية | ±0.10 مم ~ ±0.15 مم | <1.0 | أعلى من 0.5% | تأخر في التعديل، ومعدل إعادة عمل مرتفع للدفعة |
| التحكم في أخذ العينات بالأجهزة التقليدية | ±0.06 مم ~ ±0.09 مم | 1.0~1.2 | من 0.1% إلى 0.3% | تعديل زمني، توجد انحرافات طفيفة |
| تعديل زمني، توجد انحرافات طفيفة | ±0.03 مم ~ ±0.05 مم | ≥1.33 | أجزاء في المليون | تعويض ديناميكي فوري، انحراف صفري في الدفعات |
الشكل 3: ليزر يقطع صفيحة فولاذية، مما يؤدي إلى ظهور شرارات، مما يدل على التصنيع الصناعي عالي الدقة.
هل يُعد التحقق الفوري باستخدام آلة قياس الإحداثيات ثلاثية الأبعاد (CMM) للأجزاء المقطوعة بالليزر أمراً بالغ الأهمية لضمان جودة المصادر؟
يُعد التحقق باستخدام آلة قياس الإحداثيات ثلاثية الأبعاد (CMM) للأجزاء المقطوعة بالليزر أحد أهم معايير فحص الجودة في سلسلة التوريد للتصنيع عالي الجودة. لا تقتصر هذه الطريقة على إلغاء فصل البيانات بين تصميم المنتج والإنتاج الضخم فحسب، بل تستخدم أيضًا تقنيات الفحص الرقمي لضمان مطابقة جميع دفعات الأجزاء لمعايير التصميم الأصلية بدقة .
المخاطر الناجمة عن سلسلة توريد عمليات فحص العينات اليدوية التقليدية
- احتمالية عالية جدًا لعدم اكتشاف العيوب: قد لا تكشف عملية أخذ العينات اليدوية إلا عن حوالي 30٪ من حالات عدم المطابقة في التفاوتات الهندسية ثلاثية الأبعاد .
- احتمال كبير لاتخاذ القرار الخاطئ: قد يقدم مفتشون مختلفون نتائج قياس تختلف بأكثر من 0.05 مم.
- إن إمكانية التتبع صعبة للغاية: نظرًا لأن التسجيل اليدوي يتلف بسهولة بالغة، فمن الصعب تتبع المشكلة عند ظهور مشكلة في الجودة.
لا يمكن القضاء على هذه المخاطر تمامًا إلا من خلال التحقق الدقيق باستخدام جهاز قياس الإحداثيات ثلاثية الأبعاد (CMM) للأجزاء المقطوعة بالليزر. هذه هي الطريقة الوحيدة لضمان جودة إنتاج القطع بالليزر على دفعات .
إجراءات تشغيل مختبر التصنيع بدرجة حرارة ثابتة من LS
- استلام العينات: يتم أخذ العينات من خط الإنتاج وإرسالها مباشرة إلى مختبر درجة الحرارة الثابتة.
- الاختبار السريع: يتم إجراء قياسات CMM للعنصر بالحجم الكامل في غضون ساعتين .
- ملاحظات النتائج: يتم إبلاغ ورشة الإنتاج بنتائج الاختبار على الفور.
- معالجة الحالات الشاذة: يتم إيقاف أي حالات شاذة على الفور لإجراء التعديلات اللازمة لتجنب المنتجات المعيبة في الدفعة.

الشكل 4: فني يستخدم جهاز قياس إحداثيات ثلاثي الأبعاد للتحقق المباشر من جزء مقطوع بالليزر على طاولة العمل.
ما هي مخططات العمليات التي تحدد أسعار خدمة فحص التفاوتات في القطع بالليزر؟
يتحدد سعر خدمة فحص دقة القطع بالليزر بشكل أساسي بناءً على مدى دقة القياسات، ونوع المواد، وكثافة نقاط القياس في جهاز قياس الإحداثيات ثلاثي الأبعاد. ولا يقتصر اتخاذ قرار شراء أفضل على التركيز على سعر المعالجة فحسب، بل يشمل أيضًا إيلاء أهمية لضمان الجودة والجدوى الاقتصادية الشاملة لنظام الفحص المغلق.
جدول مقارنة التكلفة والجودة لحلول المعالجة المختلفة
| بنود المقارنة | حلول ورش العمل الصغيرة التقليدية | حلول التصنيع القياسية LS | حلول التصنيع الدقيقة من LS |
| نوع الليزر | ليزر ثاني أكسيد الكربون ذو الموجة المستمرة | ليزر الألياف | ليزر الألياف ذو النبضات فائقة القصر |
| التفاوت الخطي | ±0.15-0.25 مم | ±0.05-0.08 مم | ±0.03-0.05 مم |
| المنطقة المتأثرة بالحرارة | 0.3-0.5 مم | 0.1-0.15 مم | ≤0.08 مم |
| طريقة الفحص | فحص العينات باستخدام الفرجار اليدوي | فحص الرؤية ثنائي الأبعاد | فحص ثلاثي الأبعاد باستخدام آلة قياس الإحداثيات |
| إنتاجية التجميع | 92.5% | 97.8% | 99.8% |
| التكلفة الإجمالية | 1.0x | 1.2x | 1.5x |
| الخسائر الخفية | 0.8x | 0.2x | 0.05x |
| التكلفة الإجمالية للملكية | 1.8x | 1.4x | 1.55x |
توضح هذه المقارنة بوضوح التأثير الكبير لخدمة فحص التفاوتات في القطع بالليزر على التكلفة الإجمالية للملكية، مما يعكس بشكل بديهي المزايا المتباينة لأداء تكلفة القطع بالليزر .
صيغة حساب التكلفة الحصرية لشركة LS Manufacturing:
السعر النهائي = رسوم المعالجة الأساسية + تكلفة المواد + (معامل التفاوت، عدد نقاط القياس، وقت الفحص)
يعتمد معامل التفاوت على مستوى التفاوت المطلوب: ±0.05 مم هو 1.0، و±0.03 مم هو 1.8، و±0.02 مم هو 3.2. هذه هي هيكلية التسعير الأكثر شفافية وعدالة لدينا، والمستمدة من 12 عامًا من الخبرة في الإنتاج، ويمكنها تلبية معايير مشاريع القطع بالليزر المختلفة .
يكمن الفرق في تكلفة خدمة فحص دقة القطع بالليزر في ضمان الجودة. فمع خدمة القطع بالليزر الدقيقة من LS Manufacturing، تكون تكلفة المعالجة أعلى قليلاً فقط في المرحلة الأولى. ومع ذلك، فإنها توفر على العملاء خسائر خفية كبيرة ناتجة عن رفض الدفعات وتوقف الإنتاج . إضافة إلى ذلك، فإنها تُحسّن موثوقية منتجات القطع بالليزر بشكل عام.
يُتيح لك نموذج التسعير الشفاف فهم هيكل التكاليف بوضوح، كما تُقلل الجودة العالية بشكل كبير من الخسائر الخفية. قدّم طلبك الآن للحصول على عرض سعر دقيق لخدمات فحص دقة القطع بالليزر، مما يضمن لك تصنيعًا عالي الجودة بتقنية القطع بالليزر في مكان واحد.
ما هي قواعد التصميم التي تقضي على انحراف التفاوت في القطع بالليزر قبل استخدام آلة قياس الإحداثيات ثلاثية الأبعاد؟
يُسهم تحسين التصميم للتصنيع (DFM) وتطبيق قواعد إزالة انحرافات التفاوتات في القطع بالليزر خلال مرحلة التصميم في القضاء على مشاكل انحرافات التفاوتات في القطع غير المنتظمة من جذورها. كما أن توحيد المعايير، مثل نسبة الفتحة وبنية الزاوية وتباعد التخطيط، سيرفع بشكل كبير من معدل دقة فحص الأجزاء باستخدام آلة قياس الإحداثيات (CMM) من المرة الأولى، ليصل إلى مستوى مطابقة الأجزاء لمواصفات الجودة.
القيمة الحرجة لتحليل نسبة الفتحة إلى السُمك
- النسبة الحرجة: ستتراكم حرارة القص المحلية بسرعة كبيرة عندما تكون نسبة الفتحة إلى السماكة أقل من 1:1.
- آلية التشوه: سيؤدي انصهار وإعادة تصلب جدار الثقب نتيجة التعرض لحرارة زائدة إلى تكوين نتوءات غير منتظمة .
- الحل: يجب أن يكون الحد الأدنى لقطر الفتحة للألواح بسمك 2.0 مم 2.0 مم على الأقل.
إن الالتزام بقواعد التصميم هذه يمكن أن يمهد الطريق لاستقرار دقة القطع بالليزر من المصدر نفسه، وبالتالي تجنب مشاكل انحراف حجم القطع بالليزر المعتادة.
تحسين عملية التخطيط والتوصيلات الدقيقة
- موقع التوصيلات الدقيقة: حدد موقع التوصيلات الدقيقة على الحواف غير الوظيفية للأجزاء بحيث لا تتأثر الأسطح الوظيفية.
- سمك الوصلات الدقيقة: يجب التحكم بدقة في سمك الوصلات الدقيقة ضمن نطاق 0.1-0.2 مم لضمان قوة الوصلة مع تسهيل الفصل في نفس الوقت.
- تباعد التخطيط: حافظ على المسافة بين الأجزاء بما لا يقل عن 1.5 ضعف سمك اللوحة لتقليل تراكم التأثير الحراري.
تقنية التباطؤ التدريجي عند المنعطفات
- مبدأ التباطؤ: عندما تكون على وشك الوصول إلى زاوية قمت بقطعها بالليزر ، قم بالتباطؤ بطريقة تمنع انهيار الزاوية الحادة.
- ضبط الطاقة: يجب تقليل طاقة الليزر في نفس الوقت للحفاظ على ثبات مدخلات الطاقة.
- التحقق من النتائج: قد يؤدي استخدام هذه التقنية إلى تقليل خطأ الاستدارة عند الزوايا بأكثر من 60٪.
تمثل تدابير تحسين التصميم هذه متطلبات المستوى الأول لتحقيق دقة عالية للغاية في خدمات القطع بالليزر عالية الدقة، كما أنها تعمل بشكل فعال للغاية على تحسين دقة زوايا القطع بالليزر .
لماذا يثق المهندسون بشركة LS Manufacturing في تصنيع صفائح الصمامات المصنوعة من الفولاذ المقاوم للصدأ 316L حسب الطلب بدون أي عيوب في الانحناء؟
استخدمت شركة LS Manufacturing خدمة القطع بالليزر عالية الدقة وفحص المصفوفة المكانية ثلاثية الأبعاد لإصلاح حالة تعرضت فيها صفائح صمامات الفولاذ المقاوم للصدأ 316L (التي تتميز بصلابة عالية وتستخدم في المضخات والصمامات الصناعية) للتشوه الحراري إلى درجة تسرب التجميع.
مشكلة العميل:
واجهت إحدى شركات أنظمة التحكم بالسوائل مشاكل جودة خطيرة أثناء تصنيع ألواح صمامات من الفولاذ المقاوم للصدأ 316L بسماكة 2.5 مم، وذلك بناءً على طلب العميل. واتضح أن المعالجة التقليدية بالليزر لم تكن قادرة على التحكم في تراكم الحرارة في المادة، مما أدى إلى انحرافات كبيرة في استواء السطح ومواقع الثقوب. ونتج عن ذلك تسرب كامل للهواء بعد التجميع. وبسبب هذه المشكلة، توقف مشروع العميل وارتفعت احتمالية التخلف عن السداد.
بعد تجربة ثلاثة موردين مختلفين وعدم حل المشاكل التقنية، قرر العميل أخيرًا الاتصال بشركة LS Manufacturing للحصول على حل احترافي.
حلول التصنيع LS
شكّل قسم الهندسة لدينا فريقًا تقنيًا متخصصًا في غضون 24 ساعة من تلقيه طلب مساعدة من أحد العملاء. واستنادًا إلى خبرتنا العملية في المشاريع، اتخذنا على الفور ثلاث خطوات حاسمة:
- تطوير شامل للعملية: استبدلنا أسلوب القطع التقليدي بالموجة المستمرة بأسلوب القطع متعدد النقاط المتقطع عالي التردد والمبرد بالماء . من خلال رفع تردد نبضات الليزر إلى 20 كيلوهرتز وتقليل دورة التشغيل إلى 15%، تمكنا من خفض الحرارة المُدخلة أثناء المعالجة بنسبة 60%.
- تصميم التركيب: لقد ابتكرنا تركيب قياس خاص خالٍ من الإجهاد يستخدم طريقة امتصاص الفراغ ثلاثية النقاط لتثبيت قطعة العمل، وبسبب هذا يتم القضاء تمامًا على التشوه الناتج عن قوة التثبيت الميكانيكية.
- التحكم ذو الحلقة المغلقة: تم إجراء معايرة عكسية ثلاثية الأبعاد لموضع فتحة قناة التدفق باستخدام جهاز قياس إحداثيات ثلاثي الأبعاد أوتوماتيكي داخل غرفة ذات درجة حرارة ثابتة مضبوطة على 20 درجة مئوية. بعد قطع كل 5 منتجات، تم إجراء فحص باستخدام جهاز قياس الإحداثيات ، وتم تعديل مسار تعويض أداة الماكينة ديناميكيًا بناءً على نتائج الفحص.
النتائج والقيمة
بعد تحسين العملية، تم الحفاظ على جميع لوحات الصمامات البالغ عددها 8000 لوحة ضمن هامش خطأ ±0.035 مم، وكان خطأ استدارة الثقوب أقل من 0.015 مم، وبلغ معدل نجاح إحكام إغلاق التجميع 99.92٪، وهو أعلى بكثير من معايير القبول التي حددها العميل.
إلى جانب مساعدة العميل على إتمام الطلب في الوقت المحدد وتجنب غرامات باهظة، قمنا بتعديل تصميم منتجه، مما أدى إلى خفض تكاليف الإنتاج بنسبة 12% في المستقبل . قرر العميل لاحقًا إلغاء جميع طلباته من المورد الأصلي، وجعل شركة LS Manufacturing مورده الاستراتيجي الوحيد طويل الأجل لتصنيع قطع الغيار في الصين الكبرى لتلبية جميع احتياجاته.
تُرفق تقارير كاملة للتحقق من القطع المقطوعة بالليزر باستخدام آلة قياس الإحداثيات ثلاثية الأبعاد مع كل منتج يتم تسليمه، مما يضمن إمكانية تتبع الجودة.
لقد نجحنا في حل مشكلة التشوه الحراري لألواح صمامات الفولاذ المقاوم للصدأ 316L، وهي مشكلة شائعة في هذا القطاع، مما يُبرهن على قدراتنا التصنيعية من خلال البيانات. تواصلوا معنا الآن للحصول على حلول مخصصة لخدمات القطع بالليزر عالية الدقة مع التحقق من القطع باستخدام آلة قياس الإحداثيات ثلاثية الأبعاد (CMM).

الأسئلة الشائعة
س1: ما هو الحد الأدنى للتفاوت المسموح به في القطع بالليزر الذي يمكن أن تضمنه خدمة القطع بالليزر الدقيقة الخاصة بكم؟
بالنسبة لألواح الفولاذ المقاوم للصدأ، والفولاذ الكربوني، وسبائك النحاس بسماكة 3 مم أو أقل، فمن المرجح جدًا أن نتمكن من الحفاظ على دقة الأبعاد والموضع للمنتج النهائي ضمن نطاق ±0.03 مم . وفي حالات الدقة العالية جدًا، نوفر أيضًا خدمات قطع بالليزر فائقة الدقة بتفاوت ±0.02 مم.
س2: كيف يحل القطع بالليزر لفحص CMM مشكلات ارتباط القياس على المقاطع غير الخطية؟
أ2: تستخدم آلة قياس الإحداثيات ثلاثية الأبعاد (CMM) مسبارًا ماسحًا لجمع نقاط منفصلة في الفضاء ثلاثي الأبعاد، ثم تقوم بمطابقتها بدقة مع نموذج التصميم بمساعدة الحاسوب (CAD) الأصلي للشركة المصنعة. وبهذه الطريقة، تتغلب تمامًا على مشكلة انحراف القياس في المقاطع غير المنتظمة وغير الخطية ، وتتجنب في الوقت نفسه غموض التقييم وأخطاء البيانات التي تحدث في الفحص التقليدي.
س3: لماذا تركز خدمة القطع بالليزر عالية الدقة بشكل خاص على التحكم في المناطق المتأثرة بالحرارة؟
قد تؤدي منطقة كبيرة متأثرة بالحرارة إلى تصلب ناتج عن تحول طوري وتشوه دقيق في حواف المعدن. ويُعدّ التحكم في مدخلات الحرارة إلى الحد الأدنى أحد السبل لضبط خشونة السطح، والحفاظ على دقة الشكل والموضع، وتعامد الأجزاء ، وتلبية معايير الفحص الدقيق الصارمة لآلات قياس الإحداثيات ثلاثية الأبعاد.
س4: هل يستطيع مصنعكم التعامل مع التصنيع المخصص بكميات صغيرة مع دعم كامل لفحص مكونات القطع بالليزر؟
نستطيع في مصنعنا معالجة الطلبات بجميع أحجامها، بدءًا من عينات القطع الفردية والتخصيص بكميات صغيرة وصولًا إلى الإنتاج الضخم. كما نوفر لجميع الطلبات خدمات فحص شاملة لمكونات القطع بالليزر وتقارير تدقيق جودة احترافية.
س5: ما هي البيانات الفنية المضمنة في تقرير جودة خدمة القطع بالليزر CMM القياسي الخاص بمصنعكم؟
بشكل عام، يغطي تقرير فحص الجودة بيانات عن انحرافات شكل وموضع الجزء، ومخططات ألوان مقارنة المحيط ثنائي الأبعاد/ثلاثي الأبعاد، ومنحنيات ملاءمة استدارة قطر الثقب، ومخططات تحليل بيانات قدرة عملية Cpk للتحقق من استقرار الإنتاج.
س6: كيف تؤثر الاختلافات في تعامد الحواف على إجمالي عرض الأسعار وسعر الملفات الشخصية المخصصة؟
عندما تكون متطلبات التفاوت في تعامد الحواف أكثر دقة، ستنخفض سرعة القطع، وسيتم استخدام كمية أكبر من الغاز المساعد، وسيكون فحص آلة القياس الإحداثية عالي الدقة أكثر شمولاً. وبهذه الطريقة، سيزداد فحص العملية وتكاليفها، وبالتالي ستكون تكلفة المعالجة المخصصة أعلى .
س7: لماذا ينبغي على مديري المشتريات إعطاء الأولوية للتحقق من القطع المقطوعة بالليزر باستخدام آلة قياس الإحداثيات ثلاثية الأبعاد بدلاً من الفرز اليدوي الرخيص؟
يُعدّ الفحص اليدوي محدوداً لعدم قدرته على كشف التشوه ثلاثي الأبعاد للأجزاء. يضمن التحقق الكامل من الأبعاد باستخدام آلة قياس الإحداثيات ثلاثية الأبعاد (CMM) جاهزية الأجزاء للتجميع فور تسليمها، مما يجنّب خسائر كبيرة كإرجاع كميات كبيرة من المنتجات، وتوقف الإنتاج، ويعزز استقرار سلسلة التوريد.
س8: كيف يمكنني الحصول على عرض أسعار شامل بناءً على إمكانيات خدمة فحص دقة القطع بالليزر لديكم؟
ما عليك سوى تحميل الرسومات وتقديم متطلبات المعالجة للحصول على عرض سعر فوري. في غضون 24 ساعة، نقدم تقرير تقييم مجاني للتصميم من أجل التصنيع (DFM)، ومن خلاله نقدم عرض سعر مخصص وفعال من حيث التكلفة وشفاف لخدمات فحص دقة القطع بالليزر.
ملخص
من الخطأ الفادح الخلط بين جوهر المعالجة الدقيقة بالليزر وسرعة القطع. فالأهم هو قدرات التحقق الرقمي من التفاوتات. وقد تمكنت شركة LS Manufacturing، بالاعتماد على خدمات القطع بالليزر عالية الدقة ونظام فحص CMM مؤتمت بالكامل، من حل جميع مشاكل تشوه المعالجة وإجهاد التشوه التي تواجهها الصناعة.
إنّ التعامل مع مُصنِّعٍ ذي خبرةٍ تقنيةٍ عاليةٍ ويعتمد على البيانات في تصنيع منتجاته وفقًا لمعايير القياس الدقيقة هو السبيل الأمثل لرفع كفاءة التجميع وتقليل التكاليف الخفية في نظام سلسلة التوريد الحديث. هل ما زلتَ تُعاني من وعود المُصنِّع السابق الكاذبة بالدقة العالية وعبء ارتفاع معدلات عيوب التجميع؟
أرسل رسومات تصميم منتجك (بصيغة STEP أو IGES أو DXF) الآن عبر بوابة المراجعة الفنية الرسمية لشركة LS Manufacturing. أولًا، سيقوم كبار مهندسينا، المطلعين على عملية التصنيع بدقة، بتزويدك بتقرير تحليل قابلية التصنيع (DFM) خلال 24 ساعة. ثانيًا، سيقدمون لك عرض سعر شفاف تمامًا من المصنع مباشرةً، بدون أي تكاليف خفية، وسيكونون في خدمتك. ثق بنا، فنحن نضمن حماية سلسلة توريد التصنيع الدقيق الخاصة بك من خلال توفير بيانات مراقبة جودة CMM فائقة الدقة!
📞الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. خدمات LS Manufacturing: لا توجد أي ضمانات، صريحة أو ضمنية، بشأن دقة المعلومات أو اكتمالها أو صحتها. لا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة LS Manufacturing. تقع هذه المسؤولية على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأقسام. يرجى التواصل معنا لمزيد من المعلومات .
فريق التصنيع LS
شركة LS Manufacturing شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن ، وختم المعادن ، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. اختر LS Manufacturing، فهذا يعني الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.lsrpf.com .


