
Le service DFM de découpe laser est essentiellement une consultation technique qui incite les équipes d'ingénierie à produire les bonnes politiques de fabrication par découpe laser basées sur la phase de conception. Ce service peut résoudre des problèmes fondamentaux dans la fabrication de tôles de haute précision, comme une augmentation du coût unitaire de 30 % ou plus et un retard de livraison dû à un écart entre la conception et la production. Dans le secteur civil et commercial de la fabrication de tôles de haute précision, les ingénieurs sont souvent confrontés à des problèmes tels que le retrait de coupe ou la brûlure des coins lorsque les contraintes physiques de l'usinage ne sont pas prises en compte. Les fournisseurs typiques exécutent simplement selon les dessins et sont incapables de proposer des évaluations initiales du processus.
LS Manufacturing, s'appuyant sur son personnel d'ingénierie compétent, propose des modifications d'optimisation de la conception qui peuvent être mises en place immédiatement et, en même temps, aide les clients à obtenir des avantages en termes de coûts au stade du développement. Nous discuterons des détails de cette ingénierie à un stade ultérieur.

Présentation des valeurs fondamentales du service DFM de découpe laser
| Dimensions d'optimisation | Exigences des paramètres de processus | Avantages directs pour le client | Réduction des coûts |
| Conception du diamètre minimum du trou | ≥1,0 × Épaisseur du matériau | Élimine la conicité des perforations et les microfissures | Coût de re-perçage de 100 % |
| Conception de l'espacement des trous | ≥1,5 × épaisseur du matériau | Évite la déformation par concentration de contraintes thermiques | Taux de rebut de 15 % |
| Optimisation de la mise en page | ≥85 % d'utilisation du matériau | Réduit les déchets | 18 % de coût du matériel |
| Configuration de la micro-connexion | Largeur de 0,3 à 0,6 mm | Empêche le basculement et les collisions des pièces | 20 % de coût de maintenance en cas d'arrêt |
Points clés à retenir
- La structure dicte le coût : Un diamètre de trou supérieur à 1,0 fois l'épaisseur du matériau et un espacement des trous supérieur à 1,5 fois l'épaisseur du matériau peuvent contourner complètement la déformation due aux contraintes thermiques, éliminant ainsi directement 100 % des coûts de forage et de traitement secondaires.
- Chemins alternatifs de processus : Fairedes trous de processus en forme d'os de chien dans les coins ou modifier le rapport de disposition à plus de 85 % sont des moyens très efficaces de réduire le temps et les coûts de matériaux par pièce découpée au laser.
- Valeur fondamentale de DFM : Un fournisseur qui dispose de capacités d'évaluation DFM approfondies conformes à la norme IATF 16949 peut indiquer que 90 % des risques de fabrication inhérents à la production de masse peuvent être éliminés au stade du prototype.
Pourquoi choisir le service DFM de découpe laser et l'assistance technique experte de LS Manufacturing ?
En s'appuyant sur notre service DFM expert en découpe laser et sur notre expérience concrète de la gestion de plus de 1 200 projets de tôlerie de précision dans le monde, 92 % des défauts de fabrication en découpe laser sont dus aux angles morts du processus au stade de la conception plutôt qu'à des erreurs opérationnelles pendant la production. Notre flux de travail de service est étroitement aligné sur le système de gestion de la qualité IATF 16949:2016, ce qui signifie que chaque rapport DFM est soumis à un examen technique à trois niveaux.
L'expérience moyenne par membre de l'équipe en matière de découpe laser est de plus de 11 ans et tous les membres sont professionnellement certifiés dans le traitement de la tôle. Ils peuvent prévoir avec précision les modèles de libération des contraintes thermiques pour différents matériaux et épaisseurs. Toutes les procédures de test sont effectuées conformément à la norme internationale ISO 9001:2015, qui permet de fournir aux clients un ensemble complet de données de vérification de processus traçables, de haute précision.
Dans un cas, nous avons collaboré avec un fabricant nord-américain de dispositifs médicaux pour l'aider à réduire le taux de rebut de ses pièces d'instruments chirurgicaux en acier inoxydable de 28 % à 0,3 %. En outre, le coût de traitement par pièce a également été réduit de 27 %. La clé du succès a été notre implication dès le début de la phase de conception, y compris l'optimisation minutieuse de la disposition des trous et des chemins de découpe des pièces.
Notre service DFM de découpe laser professionnel et conforme, s'appuyant sur une expérience d'ingénierie mature et des normes faisant autorité, évite divers défauts de fabrication dès la source, réduisant ainsi considérablement le risque de rebut et de retouche des pièces. Pour maîtriser rapidement les techniques d'évitement des processus, vous pouvez télécharger directement notre livre blanc exclusif sur le processus DFM pour comprendre les points essentiels du traitement de précision de la tôle, même sans aucune expérience.

Pourquoi choisir un service DFM professionnel de découpe laser pour éliminer les non-conformités structurelles cachées ?
Le service DFM professionnel de découpe laser est l'un des meilleurs moyens d'analyser quantitativement les rapports de trous des pièces, les micro-connexions et les zones affectées par la chaleur au stade de la conception. Cela permet de éviter les écarts dimensionnels liés à la déformation thermique du matériau en tant que source de changement, de sorte que les dessins sont conformes aux normes d'usinage de précision de 0,05 mm et il n'y aura pas non plus de prototypage en double ni de pertes de rebuts.
Analyse des défauts de non-conformité structurelle typique
Avec le service DFM professionnel de découpe laser, les structures non conformes dans le dessin peuvent être pré-triées, ce qui permet d'éviter les échecs d'usinage. Une mauvaise conception est un moyen sûr d'aboutir à des échecs de fabrication, une très bonne prévention des défauts de découpe laser est la condition principalen pour la tôle de précision traitement.
- Espacement des trous trop rapproché : Les zones superposées affectées par la chaleur des trous voisins produisent un ramollissement et une déformation locaux du matériau.
- Cantilever étroit : les spécimens en porte-à-faux avec un rapport longueur/largeur supérieur à 5:1 sont susceptibles de se déformer lors du processus de coupe.
- Aucune micro-connexion de processus : Les pièces peuvent être retournées après la découpe et la tête laser peut être heurtée et l'équipement laser endommagé.
Mécanismes de libération des contraintes thermiques pour différents matériaux
L'analyse DFM réalisée par une équipe de professionnels peut effectuer une analyse numérique des contraintes thermiques pour différents types de matériaux, y compris les changements dans les méthodes de traitement. Étant donné que la conductivité thermique des différents métaux varie considérablement, c'est le facteur qui affecte le plus directement le niveau de déformation thermique. Un contrôle thermique de découpe laser très précis peut presque éliminer les rebuts.
- Alliage d'aluminium : La conductivité thermique est d'environ 205 W/(mK). C'est un bon conducteur de chaleur donc la chaleur se propage rapidement. En conséquence, les bords peuvent brûler très facilement.
- Acier inoxydable : La conductivité thermique est d'environ 16 W/(mK). Une grande quantité de chaleur se dégage dans une petite zone, ce qui peut causer de graves problèmes. Il peut également changer de forme lorsqu'il est chauffé.
- Acier au carbone : La conductivité thermique est d'environ 45 W/(mK). La zone où la chaleur peut affecter le métal est très petite. Ainsi, le métal peut changer de forme, mais pas tellement.
Un support technique complet pour la découpe laser peut résoudre très efficacement les problèmes de déformation thermique des matériaux et améliorer la précision du traitement des pièces. Les pièces découpées au laser personnalisées doivent être examinées avant le processus afin de ne pas présenter de défauts structurels.

Figure 1 : Découpe de métal au laser avec précision, opérateur contrôlant à distance, étincelles visibles.
Comment le service d'analyse DFM personnalisé peut-il réduire considérablement vos coûts d'ingénierie structurelle ?
En optimisant les trajectoires des coins de découpe des pièces et l'imbrication des bords communs via le service d'analyse DFM, les supports laser et les perforations qui n'ajoutent pas de valeur peuvent être considérablement minimisés, permettant ainsi de réduire le coût du traitement de découpe laser d'une seule pièce de 15 % à 30 % sans compromettre les tolérances géométriques.
Répartition des coûts de découpe laser
Une identification précise des mesures de réduction des coûts peut être réalisée grâce à la répartition détaillée des coûts et à l'identification des domaines d'optimisation par un service d'analyse DFM professionnel. Les éléments de coût les plus importants d'une seule pièce découpée au laser sont triples, un budget de découpe laser soigneusement planifié peut réduire efficacement le coût global de traitement.
- Coûts de fonctionnement de l'équipement : couvre la consommation électrique du générateur laser, l'usure de la buse et la consommation de gaz auxiliaires.
- Coûts des matériaux : représentent 60 à 70 % du coût total et varient principalement en fonction du taux d'utilisation du matériau.
- Coûts salariaux : comprennent la programmation, le chargement et le déchargement, le contrôle de la qualité et le traitement secondaire.
Techniques essentielles de contrôle des coûts
Grâce à l'amélioration des processus, les coûts de découpe laser peuvent être réellement réduits, entraînant des économies sur les coûts de traitement pour les entreprises. Grâce à l'assistance à la conception par découpe laser, il est possible de produire des solutions à faible coût sur mesure pour des exigences spécifiques, et par l'analyse DFM pour la découpe laser, les points de gaspillage peuvent être identifiés avec précision. Les méthodes mentionnées ci-dessous sont les principaux moyens d'améliorer la découpe laser. productivité.
- Coupe de bord de jonction : combine les contours externes des pièces voisines en une seule saignée commune, de ce fait, la longueur de la saignée est coupée de moitié.
- Traitement ouvert : Change les trait de scie fermés en traits ouverts, ce qui diminue le nombre de passes de perçage et signifie que l'usure de l'équipement est réduite.

Figure 2 : Pièces découpées au laser : un vélo, un cercle à motifs et un papillon, fabriqués à partir de feuilles de métal.
Comment déterminer la contrainte optimale de diamètre de perçage grâce à l'assistance d'un expert en conception de découpe laser ?
En s'appuyant sur une assistance professionnelle en matière de conception de découpe laser, l'ouverture minimale est contrôlée à 1,0 à 1,2 fois l'épaisseur du matériau en fonction des caractéristiques du matériau, ce qui peut éliminer la conicité de la perforation thermofusible et répondre pleinement à la norme industrielle IATF 16949 en matière de précision des pièces.
Spécifications du rapport de diamètre de perçage minimum de différents matériaux
Avec l'aide d'un professionnel en matière de conception de découpe laser, les entreprises peuvent développer leurs propres normes de diamètre de perçage en fonction des propriétés du matériau afin d'éliminer les défauts de perçage. Il s'agit de données sûres sur le diamètre de perçage obtenues par mesures, les paramètres standardisés constituent le fondement principal du réglage de la précision de découpe laser.
| Qualité du matériau | Plage d'épaisseur (mm) | Taux d'ouverture de sécurité minimum | Gaz d'assistance recommandé | Cône maximum autorisé (mm) |
| SUS304 | 0,5-3,0 | 1.1 | Azote | 0,03 |
| AL6061-T6 | 1.0-6.0 | 1.2 | Azote | 0,04 |
| Q355B | 2.0-10.0 | 1.0 | Oxygène | 0,05 |
| 316L | 1.0-4.0 | 1.15 | Azote | 0,035 |
Mécanisme et solutions pour le perçage conique
Un support technique expérimenté en matière de découpe laser sera en mesure d'identifier rapidement la cause des problèmes de conicité et de trouver des moyens de les corriger. Les pièces découpées au laser sur mesure de qualité supérieure sont fabriquées en accord très étroit avec les spécifications de traitement des ouvertures. Le manque d’ouverture appropriée est l’une des causes d’une mauvaise élimination des scories et d’un aspect conique. Grâce à l'optimisation des processus, l'optimisation du perçage et de la découpe laser peut être obtenue.
- Changez la forme du trou en forme de piste de course, ce qui conduit à une saignée plus large.
- Utilisez un processus de perforation segmentée afin que l'apport d'énergie soit réduit dans une seule zone.
- Augmentez davantage la pression du gaz auxiliaire afin de faciliter l'élimination des scories.
Un service DFM complet de découpe laser peut couvrir entièrement les tests de conformité du diamètre des trous, éliminant ainsi les défauts de conicité à la source. Téléchargez vos dessins de pièces pour recevoir gratuitement une vérification de la conformité du diamètre des trous et des suggestions d'optimisation des processus.
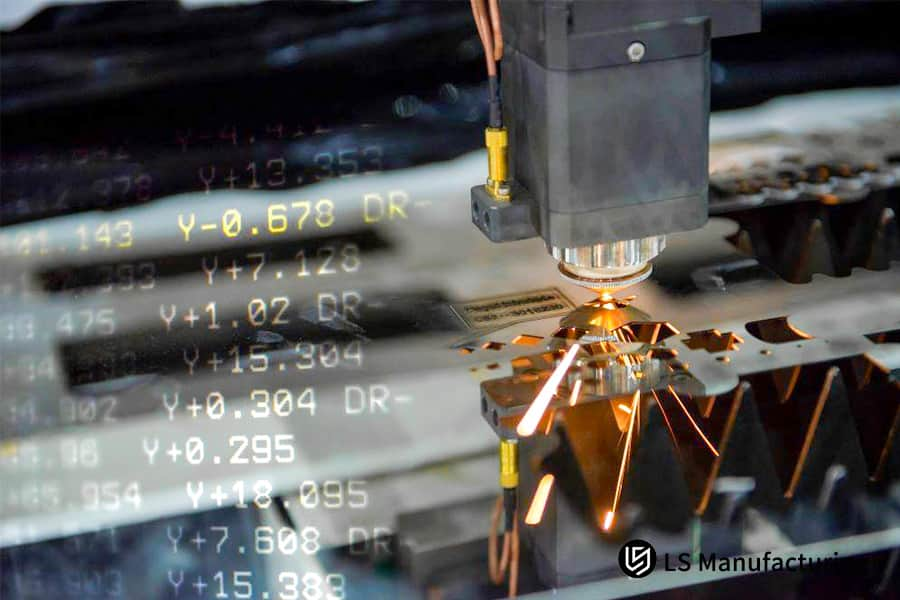
Figure 3 : Une tête de machine de découpe laser en action, avec des données numériques à l'écran pour un contrôle de précision.
Pourquoi une assistance technique spécifique pour les étapes de découpe laser est-elle essentielle pour supprimer la déformation thermique dans la fabrication de feuilles minces de précision ?
Une assistance technique professionnelle pour la découpe laser peut bloquer l'accumulation locale de chaleur et stabiliser la planéité des pièces en plaques minces de précision à ± 0,1 mm grâce à des chemins de découpe distribués et à des processus de maintien de micro-connexions.
Formation et contrôle des zones affectées par la chaleur
Avec l'aide d'experts en ingénierie en matière de découpe laser, il est possible de maintenir l'apport de chaleur sous contrôle pour empêcher la zone affectée par la chaleur de s'agrandir. Le fournisseur de services DFM de découpe laser normal a même le contrôle de la déformation thermique comme élément clé de l'optimisation.
- Faites une découpe à grande vitesse afin que le laser et le matériau ne puissent pas interagir pendant une longue période.
- Pour faciliter la conduction thermique, créez des fentes de dissipation thermique.
- Pour réduire les changements anisotropes provoqués par les pièces, disposez-les dans le sens du laminage dans le sens des plaques.
Technologie pour le gauchissement des plaques minces
La précision des pièces découpées au laser sur mesure répond à des critères de planéité très agressifs. Ils ne peuvent pas être détectés après coup, la déformation thermique des feuilles laser doit être évitée ou au moins contrôlée. Dans le même temps, un service de découpe laser personnalisé de haute qualité offrant une technologie anti-déformation de feuilles minces (exclusive) est multidimensionnel, préventif et contrôle des moyens qui peuvent garantir stabilité des feuilles fines de découpe laser.
- Un chemin de coupe divisé en plusieurs sections est utilisé afin de ne pas concentrer la chaleur en un seul endroit.
- L'ordre de coupe doit être symétrique sur le côté (de la pièce) équilibrera la nature et la taille des contraintes thermiques des deux côtés de la pièce.
- Les micro-connexions doivent être configurées techniquement et en nombre suffisant, et les pièces doivent être fermement fixées en position.
Comment le service d'analyse DFM professionnel minimise-t-il les scories des bords et la rugosité de la surface pour garantir la conformité aux normes ?
Lorsque vous utilisez le service d'analyse DFM expert pour optimiser les paramètres de dérivation et de focalisation du laser, la rugosité de l'incision peut être maintenue de manière constante entre Ra1,6 μm et 3,2 μm, permettant ainsi des performances de découpe de précision en grand volume sans aucune scorie.
Effet de la conception des leads sur la qualité des bords
Le service d'analyse DFM avancé est capable de projeter le résultat de coupe du fil et également de définir les paramètres de manière optimale avant la procédure. En vérifiant l'analyse DFM pour la découpe laser, on peut vérifier uniquement les dérivations et peut également éliminer la possibilité de défauts de bord. Nous devrions le considérer comme l'étape principale de tout le processus de finition des bords de coupe au laser.
- Fil droit : La longueur doit être de 0,5 mm pour garantir l'absence de points d'explosion sur le bord du composant.
- Arc d'entrée : L'arc doit être de 90 degrés pour que la découpe laser soit fluide à l'intérieur et à l'extérieur.
- Les leads doivent être positionnés dans la zone de rebut afin de ne pas gâcher l'apparence des pièces.
Modifications de la position de mise au point par épaisseur de plaque
Des paramètres de mise au point exclusifs sont ce dont les pièces découpées au laser extrêmement personnalisées ont besoin pour produire les résultats attendus. Grâce à un paramétrage raisonnable, le coût de la découpe laser peut être contrôlé sans compromettre le processus conduisant au gaspillage. Une mise au point correcte entraînera une amélioration de la qualité de la surface de découpe laser.
| Épaisseur de la plaque (mm) | Type de matériau | Position de mise au point optimale (mm) | rugosité de surface recommandée (Ra) | Exigences d'ébavurage |
| 1.0 | Acier inoxydable | -0.2 | 1,6μm | Non requis |
| 3.0 | Acier inoxydable | -0.5 | 2,0 μm | Non requis |
| 6.0 | Acier inoxydable | -1.0 | 3,2 μm | |
| 2.0 | Alliage d'aluminium | 0.0 | 2,5μm | Non requis |
Le service d'analyse DFM précis peut optimiser les paramètres de focalisation et d'avance, contrôler de manière stable la qualité de coupe et éliminer le besoin de processus de polissage secondaire coûteux. Vous pouvez consulter individuellement les détails du processus et obtenir des solutions exclusives d'optimisation de la qualité de surface.
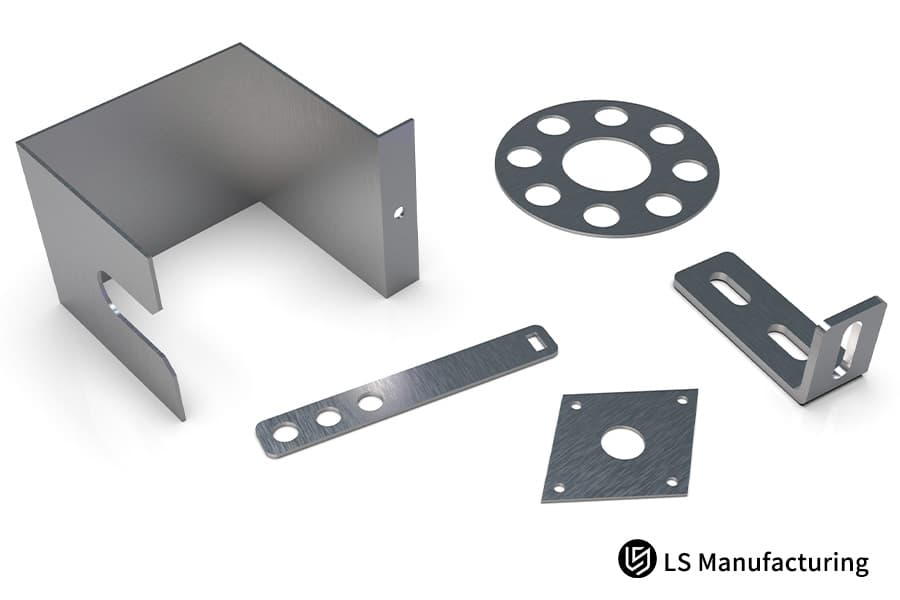
Figure 4 : Diverses pièces métalliques découpées au laser avec des trous, disposées sur un fond blanc.
Comment configurer des configurations de microjoints fiables pour garantir une livraison fiable de pièces découpées au laser personnalisées par lots ?
Pendant la phase DFM, le lot de pièces découpées au laser personnalisées incorporait des micro-connexions standard de 0,3 mm à 0,6 mm pour éviter que les pièces ne basculent et n'endommagent la machine pendant le processus de découpe, permettant ainsi une production entièrement automatique, continue et stable.
Paramètres fondamentaux de conception des micro-connexions
Les pièces découpées au laser personnalisées par lots nécessitent des opérations de microjoints standard pour garantir une production stable. Un service de découpe laser personnalisé de première classe s’appuie sur des systèmes de configuration bien établis.
- Largeur : 0,3-0,6 mm. Pour les plaques plus épaisses, la largeur de la micro-connexion doit être proportionnellement plus grande.
- Quantité : au moins 2 pièces avec une longueur de côté inférieure à 50 mm, et pour chaque 50 mm ajouté à la longueur du côté, 1 pièce doit être ajoutée.
- Placement : Idéalement, les micro-connexions doivent être placéesau coin ou dans la zone non fonctionnelle de la pièce pour faciliter son retrait.
Contrôle des résidus de microjonction
En améliorant le service DFM de découpe laser, les normes relatives aux résidus de micro-connexion peuvent être planifiées à l'avance, ce qui permet au produit de répondre aux exigences d'assemblage, minimisant les reprises et réduisant les coûts de découpe laser. Une technique exclusive peut fournir une réduction très efficace des bavures de découpe laser.
- Rupture manuelle : convient aux pièces jusqu'à 2 mm d'épaisseur.
- Meulage de meule : convient aux pièces d'une épaisseur supérieure à 2 mm.
- Finition laser : parfaite pour les pièces ayant des exigences d'apparence extrêmement élevées.
Pourquoi les paramètres de gaz d'assistance appropriés dérivés d'une évaluation DFM complète contrôlent-ils le coût de la découpe laser ?
Scientific laser cutting DFM assessment could help discover the best process parameters, precisely control the laser cutting cost, choose the most suitable assist gases for various materials, do away with the secondary deburring operation, and slash the processing energy usage and total gas costs by over 20%.
Comparison of three major assist gases
Gas dosing is one of the main elements of the laser cutting cost and necessitates accurate selection to keep costs under control. The DFM analysis service unit can identify the best gas option. With laser cutting DFM analysis plus working environments, the cost-effective choice is made and it is the fundamental rule of laser cutting gas matching.
| Assist Gas | Applicable Materials | Cutting Speed | Surface Quality | Gas Cost (USD/cubic meter) | Deburring Requirements |
| High-Pressure Nitrogen | Stainless Steel, Aluminum Alloy | Fast | No Oxidation, No Slag | 2.5 | Not Required |
| Low-Pressure Oxygen | Carbon Steel | Medium | Oxide Layer | 0.3 | Slight |
| Compressed Air | Ordinary Carbon Steel | Slow | Slight Slag | 0.1 | Required |
Gas Parameter Optimization Strategy
Dedicated engineering support for laser cutting gives the possibility of the flexible modification of gas parameters for achieving a balance between quality and cost. Superior custom laser cutting service is the best way to ensure that you are not run through any unnecessary processing stages and this way get the maximum return on your laser cutting performance.
- The use of high-pressure nitrogen is recommended for the cuts performed on parts of very high aesthetical quality to have the cuts free of oxidation.
- The internal structural components can be cut with low-pressure oxygen to enjoy the reduction of costs.
- To continue the cost savings, for the parts with no time limitation, the use of compressed air cutting can be made.
Why Is Early Stage Layout Nesting Optimization Critical For Establishing a Competitive Custom Laser Cutting Service Quote?
Involving the source manufacturer early in the layout stage and jointly doing common-edge optimization has the potential of drastically reducing sheet metal waste not only by nearly 18% but also procurement is made easier and quicker in obtaining a cost-effective quote that can be mass producing custom laser cutting services.
Shared-Edge Cutting Brings Cost Benefits
Delivering high quality custom laser cutting service, the manufacturers give prominence to shared-edge process that can bring the reduction of wastage materials. Scientific nesting is very capable of bringing down laser cutting costs, making the process of laser cutting more cost effective, and can be very resourceful in enhancing laser cutting nesting efficiency.
- Lessening kerf length to half, cutting down the consumption of gas and nozzle.
- Lower the piercing numbers, this results in a shorter production time.
- Better use of the material, helps in reducing the price of the material.
Utilization of Intelligent Nesting Software
Starting from laser cutting design assistance, different nesting plans can be developed to suit the part structures. Large volume intelligent nesting for custom laser cut parts production can elevate the efficiency of laser cutting batch production to a high extent.
- Sharing of contours between pieces can be identified automatically by the software.
- Through re-arranging and re-orienting parts layouts, material can be utilized more efficiently.
- The best cutting path can be planned by the software to reduce the production time and because of this the idle time.
Intelligent nesting and shared-edge optimization can significantly reduce sheet metal waste and processing time, which is the core of obtaining high-quality, low-cost custom parts. For bulk orders, submit drawings to obtain an accurate custom laser cutting service quote.
LS Manufacturing Helps New Energy Vehicle Companies Successfully Optimize High-Precision 316L Stainless Steel Battery Busbar Laser Cutting Design
Customer Challenges
The Tier 1 supplier of new energy vehicles was fabricating 2.0mm thick 316L stainless steel battery busbars. Initially, the hole-to-thickness ratio was as low as 0.75. With conventional machining, issues such as melting, taper, and micro-cracks would inevitably occur, which made the overall part yield very low, increased costs, and even delayed delivery.
Solution de fabrication LS
LS Manufacturing's engineering support team reached out to the client for an in-depth laser cutting DFM service right after 24 hours of receiving the customer's drawings. The first step was to use our own thermal flow simulation software (with a calculation accuracy of 0.02mm) that models the heat input. After the IATF 16949 process review, the team developed a structural optimization solution that laser cuts automotive part defects with high precision.
- The size and shape of the hole were changed: Initially, the hole was circular. Now it is a racetrack-shaped elongated hole. The kerf width was made to a safe hole-to-thickness ratio of 1.2.
- A smooth corner radius of 0.5mm is introduced.
- No residue in the micro-connection configuration.
- In production, 1.8MPa high-pressure pure nitrogen gas is used plus segmented interpolation cutting paths to reduce local heat conduction to a minimum.
Résultats et valeur
After the parts were optimized, the surface roughness of the parts are well stabilized to meet the standards, hole diameter tolerance is maintained within 0.04mm, all defects are wiped out and the batch pass rate is about 99.8%. Besides that, the material layout efficiency is greatly enhanced and secondary processing is completely done away with. As a result, the unit price after laser cutting has been lowered by a remarkable 24.5%, and mass production has been achieved successfully.
Professional laser cutting DFM service can efficiently solve the machining challenges of precision stainless steel parts, improve yield rates, reduce production costs.You can submit project requirements to customize exclusive process optimization solutions for new energy parts.

FAQ
Q1: Why can't the minimum hole diameter in laser cutting drawings be less than the material thickness?
Laser perforation with high energy density will cause heat accumulation in small holes. If the hole diameter is smaller than the material thickness, there will be no enough space for slag removal, which will lead to molten slag bouncing and burning the base material. This causes a large hole taper and oxide layer that are impossible to pass the conventional go/no-go gauge precision check.
Q2: What is Common-line Cutting (CFM), and how does it help reduce my procurement costs?
CFM is a technique that combines the outlines of two adjacent parts so that they share a kerf. Two parts are formed in one laser cut that makes their edges resulting in significant cutting reductions and decrease of laser cutting energy consumption, gas consumption, and unit costs.
Q3: When customizing aluminum alloy laser-cut parts, how does the DFM specification avoid the problem of severe slag buildup at the cut?
Aluminum alloys have excellent thermal conductivity as well as high reflectance. During the DFM phase, it is specified that the process radius should be at least 0.5mm and 1.6MPa high-pressure pure nitrogen cutting. The high-pressure jet of air rapidly removes the molten aluminum slag, thereby preventing the occurrence of slag buildup defect at the cut surface from the root.
Q4: Why does the "corner burning" occurrence occur during machining of sharp corners of parts without DFM optimization?
In laser cutting, upon reaching one sharp corner, the speed decreases and the laser beam moves back. The problem arises because the surface for heat dissipation at the sharp corner is minimal which results in a large drop of heat locally. And this is where the material gets vaporized and melted very fast that pits are formed which in the end causes corner burning mostly and scrapping.
Q5: What level of flatness and tolerance does LS Manufacturing provide for thin-plate precision stainless steel parts?
Using the pre-diffusion heat sink design and distributed cutting path process, we achieve control of thin-plate parts linear tolerance within 0.05mm for 3mm parts and a stable overall flatness of 0.1mm is possible even without additional leveling processes.
Q6: Why does striving for a drop-free look in appearance cause an increase in unnecessary indirect manufacturing costs?
Cutting speed must be lowered, very pure and costly gases must be used or secondary grinding must be done to get zero dross. If the parts are hidden and are not involved in assembly, then it is over-processing and the price of laser cutting goes up greatly.
Q7: How do I know if my precision sheet metal drawings have had the most skilled professional process review before mass production?
We have over 15 years of experience as sheet metal engineers. After you upload the drawings (in DXF, STEP, DWG formats), we will issue a professional DFM report within 24 hours, completing a comprehensive process review and cost optimization guidance.
Q8: Will the heat-affected zone (HAZ) of laser cutting have an impact on fluctuating dimensions during bending or the electroplating treatment on secondary surface?
The heat-affected zone is a thin strip of material alteration. In case bending clearance is not adequately planned in DFM stage and material grain changes are not taken into account, subsequent bending operation should generate cracking and will also affect the smoothness of the electroplating surface treatment.
Résumé
Laser cutting is not just a simple cutting operation but a complex precision manufacturing process. Introducing professional laser cutting DFM service at the preliminary stages of a project really help to steer clear of processing defects like burnt corners, taper, and thin sheet warping. Besides, through the optimized layout and common-edge cutting production costs are cut down and performance of the product is not compromised. Besides, the transition from prototype to mass production will be made easy and quick.
Repeated design drawings and changes in process parameters always result in high processing costs and delivery delays. LS Manufacturing relies on mature experience in precision sheet metal manufacturing to provide professional and reliable process technology support for various commercial and civilian laser cutting projects.
You may upload 2D/3D drawings in DXF, STEP, or DWG formats our expert engineers are ready to give you a free, open, and tailor-made DFM assessing report within 24 hours plus a quote for laser cutting mass production at a reasonable price.
[🌟Upload drawings now for a free DFM process assessment and accurate commercial quote]
[📞Schedule a one-on-one online consultation with a senior sheet metal engineering expert from LS Manufacturing]
📞Tél : +86 185 6675 9667
📧E-mail : info@lsrpf.com
🌐Site Web : https://lsrpf.com/
Avis de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information. Services de fabrication LS Il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur. Pièces requises devis Identifiez les exigences spécifiques pour ces sections.Veuillez nous contacter pour plus d'informations.
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur. Concentrez-vous sur les solutions de fabrication personnalisées. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Estampage des métaux et autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web :www.lsrpf.com.


